Пристрій формування пакетів у формі тетраедра з матеріалу, що зварюється
Номер патенту: 8531
Опубліковано: 15.08.2005
Автори: Кіріатов Юрій Станіславович, Марченко Володимир Васильович
Формула / Реферат
Пристрій формування пакетів у формі тетраедра з матеріалу, що зварюється, який містить зварювальні губки із встановленими в них відрізними ножами, які розміщені в горизонтальній площині з можливістю зворотно-поступального переміщення у взаємно перпендикулярних напрямках у цій площині, який відрізняється тим, що кожна зварювальна губка має як мінімум одну V-подібну ділянку з кутом при вершині 90°.
Текст
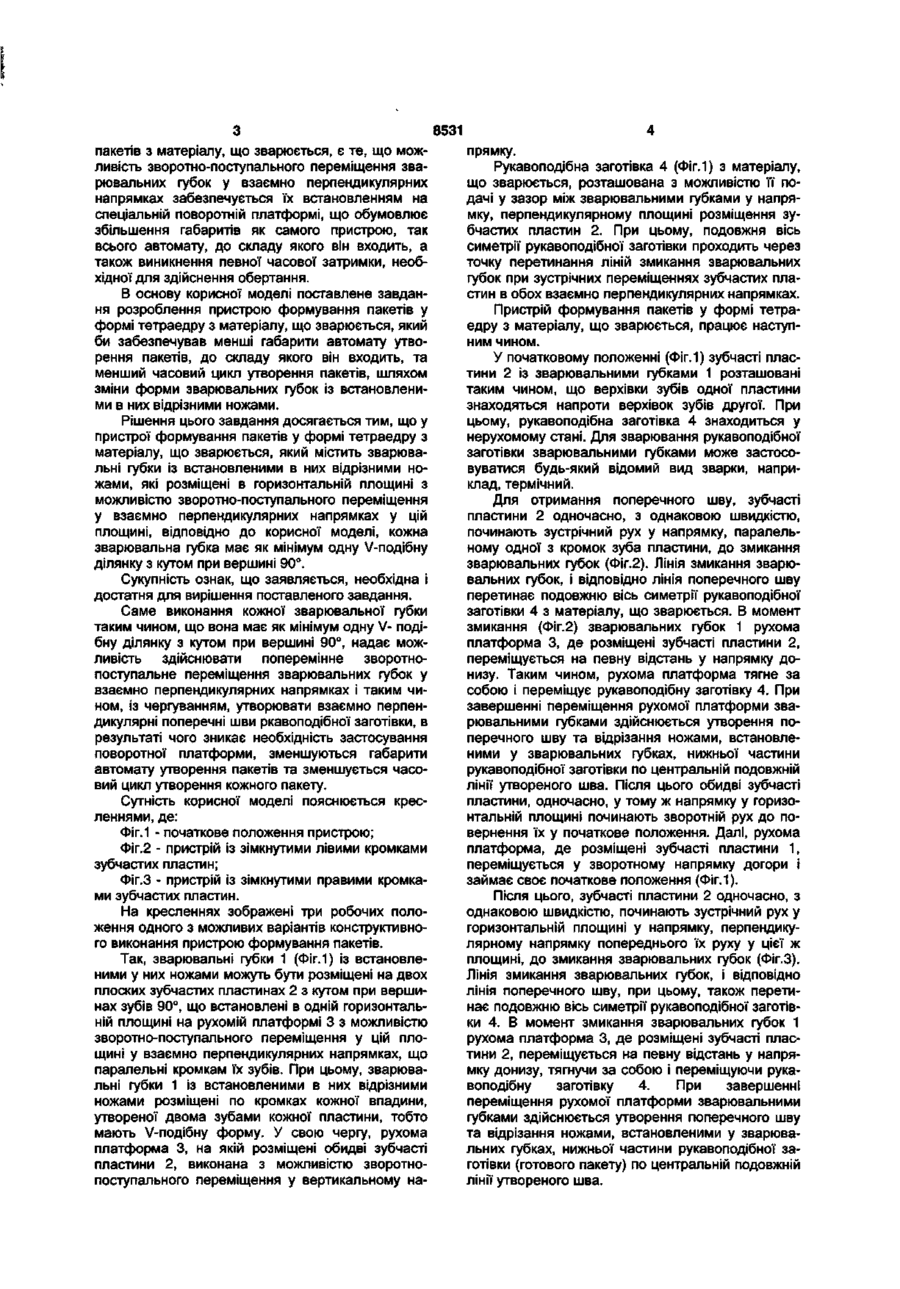
Пристрій формування пакетів у формі тетраедра з матеріалу, що зварюється, який містить зварювальні губки із встановленими в них відрізними ножами, які розміщені в горизонтальній площині з можливістю зворотно-поступального переміщення у взаємно перпендикулярних напрямках у цій площині, який відрізняється тим, що кожна зварювальна губка має як мінімум одну V-подібну ділянку з кутом при вершині 90°. пакетів входить до складу коміркового автомату періодичної дії [див. журнал «Технологии переработки и упаковки», №8, 2003г., Минск, Республика Беларусь, стор.26], дозволяє виготовляти пакети у формі тетраедру і прийнятий у якості найбільш близького аналога. Зазначений пристрій дозволяє виготовляти пакети з матеріалу, що зварюється, у формі тетраедру завдяки можливості створення через певний проміжок рукавоподібної заготівки поперечних швів, які взаємно перпендикулярні у просторі. Формування пакетів у вигляді тетраедру здійснюється наступним чином. Зварювальні губки, із встановленими в них відрізними ножами, які встановлені на спеціальній платформі здійснюють зустрічне переміщення у горизонтальній площині, стискуючи при цьому рукавоподібну заготівку, що розташована вертикально у зазорі між ними. В момент щільного стиснення заготівки відбувається зварювання, тобто утворення її поперечного шву, та відрізання нижньої частини заготівки по центральній подовжній лінії утвореного шва. Після цього зварювальні губки розмикаються, а рукавоподібна заготівка, завдяки спеціальному пристрою, переміщується крізь зазор між губками на певну відстань донизу. Потім платформа, на якій встановлені зварювальні губки, здійснює обертання навколо подовжньої вісі симетрії рукавоподібної заготівки на 90°, після чого зварювальні губки знов змикаються, утворюючи другий поперечний шов заготівки та відрізуючи утворений пакет. Для формування наступного пакету зварювальні губки знов розмикаються, цикл повторюється. Недоліком зазначеного пристрою формування СО ю 00 О) 8531 пакетів з матеріалу, що зварюється, є те, що можливість зворотно-поступального переміщення зварювальних губок у взаємно перпендикулярних напрямках забезпечується їх встановленням на спеціальній поворотній платформі, що обумовлює збільшення габаритів як самого пристрою, так всього автомату, до складу якого він входить, а також виникнення певної часової затримки, необхідної для здійснення обертання. В основу корисної моделі поставлене завдання розроблення пристрою формування пакетів у формі тетраедру з матеріалу, що зварюється, який би забезпечував менші габарити автомату утворення пакетів, до складу якого він входить, та менший часовий цикл утворення пакетів, шляхом зміни форми зварювальних губок із встановленими в них відрізними ножами. Рішення цього завдання досягається тим, що у пристрої формування пакетів у формі тетраедру з матеріалу, що зварюється, який містить зварювальні губки із встановленими в них відрізними ножами, які розміщені в горизонтальній площині з можливістю зворотно-поступального переміщення у взаємно перпендикулярних напрямках у цій площині, відповідно до корисної моделі, кожна зварювальна губка має як мінімум одну V-подібну ділянку з кутом при вершині 90°. Сукупність ознак, що заявляється, необхідна і достатня для вирішення поставленого завдання. Саме виконання кожної зварювальної губки таким чином, що вона має як мінімум одну V- подібну ділянку з кутом при вершині 90°, надає можливість здійснювати поперемінне зворотнопоступальне переміщення зварювальних губок у взаємно перпендикулярних напрямках і таким чином, із чергуванням, утворювати взаємно перпендикулярні поперечні шви ркавоподібної заготівки, в результаті чого зникає необхідність застосування поворотної платформи, зменшуються габарити автомату утворення пакетів та зменшується часовий цикл утворення кожного пакету. Сутність корисної моделі пояснюється кресленнями, де: Фіг.1 - початкове положення пристрою; Фіг.2 - пристрій із зімкнутими лівими кромками зубчастих пластин; Фіг.З - пристрій із зімкнутими правими кромками зубчастих пластин. На кресленнях зображені три робочих положення одного з можливих варіантів конструктивного виконання пристрою формування пакетів. Так, зварювальні губки 1 (Фіг.1) із встановленими у них ножами можуть бути розміщені на двох плоских зубчастих пластинах 2 з кутом при вершинах зубів 90°, що встановлені в одній горизонтальній площині на рухомій платформі 3 з можливістю зворотно-поступального переміщення у цій площині у взаємно перпендикулярних напрямках, що паралельні кромкам їх зубів. При цьому, зварювальні губки 1 із встановленими в них відрізними ножами розміщені по кромках кожної впадини, утвореної двома зубами кожної пластини, тобто мають V-подібну форму. У свою чергу, рухома платформа 3, на якій розміщені обидві зубчасті пластини 2, виконана з можливістю зворотнопоступального переміщення у вертикальному на прямку. Рукавоподібна заготівка 4 (Фіг.1) з матеріалу, що зварюється, розташована з можливістю її подачі у зазор між зварювальними губками у напрямку, перпендикулярному площині розміщення зубчастих пластин 2. При цьому, подовжня вісь симетрії рукавоподібної заготівки проходить через точку перетинання ліній змикання зварювальних губок при зустрічних переміщеннях зубчастих пластин в обох взаємно перпендикулярних напрямках. Пристрій формування пакетів у формі тетраедру з матеріалу, що зварюється, працює наступним чином. У початковому положенні (Фіг.1) зубчасті пластини 2 із зварювальними губками 1 розташовані таким чином, що верхівки зубів одної пластини знаходяться напроти верхівок зубів другої. При цьому, рукавоподібна заготівка 4 знаходиться у нерухомому стані. Для зварювання рукавоподібної заготівки зварювальними губками може застосовуватися будь-який відомий вид зварки, наприклад, термічний. Для отримання поперечного шву, зубчасті пластини 2 одночасно, з однаковою швидкістю, починають зустрічний рух у напрямку, паралельному одної з кромок зуба пластини, до змикання зварювальних губок (Фіг.2). Лінія змикання зварювальних губок, і відповідно лінія поперечного шву перетинає подовжню вісь симетрії рукавоподібної заготівки 4 з матеріалу, що зварюється. В момент змикання (Фіг.2) зварювальних губок 1 рухома платформа 3, де розміщені зубчасті пластини 2, переміщується на певну відстань у напрямку донизу. Таким чином, рухома платформа тягне за собою і переміщує рукавоподібну заготівку 4. При завершенні переміщення рухомої платформи зварювальними губками здійснюється утворення поперечного шву та відрізання ножами, встановленими у зварювальних губках, нижньої частини рукавоподібної заготівки по центральній подовжній лінії утвореного шва. Після цього обидві зубчасті пластини, одночасно, у тому ж напрямку у горизонтальній площині починають зворотній рух до повернення їх у початкове положення. Далі, рухома платформа, де розміщені зубчасті пластини 1, переміщується у зворотному напрямку догори і займає своє початкове положення (Фіг.1). Після цього, зубчасті пластини 2 одночасно, з однаковою швидкістю, починають зустрічний рух у горизонтальній площині у напрямку, перпендикулярному напрямку попереднього їх руху у цієї ж площині, до змикання зварювальних губок (Фіг.З). Лінія змикання зварювальних губок, і відповідно лінія поперечного шву, при цьому, також перетинає подовжню вісь симетрії рукавоподібної заготівки 4. В момент змикання зварювальних губок 1 рухома платформа 3, де розміщені зубчасті пластини 2, переміщується на певну відстань у напрямку донизу, тягнучи за собою і переміщуючи рукавоподібну заготівку 4. При завершенні переміщення рухомої платформи зварювальними губками здійснюється утворення поперечного шву та відрізання ножами, встановленими у зварювальних губках, нижньої частини рукавоподібної заготівки (готового пакету) по центральній подовжній лінії утвореного шва. 5 8531 Саме в процесі утворення другого поперечнорюється. го шву, який відповідно є перпендикулярним до Рішення відповідно до корисної моделі може попереднього шва, відбувається вигинання руказнайти широке застосування в харчовій, хімічній і воподібної заготівки 4 та формування пакета у інших галузях промисловості для упаковування формі тетраедру. рідких, напіврідких, сипучих, поштучних та інших Для утворення наступного пакета цикл повтопродуктів в пакети з матеріалу, що зварюється. Фіг. 1 Фіг. 2 Фіг. З Комп'ютерна верстка Н. Лисенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for forming packets in the form of tetrahedron of weldable material
Назва патенту російськоюУстройство формирования пакетов в форме тетраэдра из свариваемого материала
МПК / Мітки
МПК: B31B 25/00
Мітки: форми, пакетів, матеріалу, зварюється, пристрій, формування, тетраедра
Код посилання
<a href="https://ua.patents.su/4-8531-pristrijj-formuvannya-paketiv-u-formi-tetraedra-z-materialu-shho-zvaryuehtsya.html" target="_blank" rel="follow" title="База патентів України">Пристрій формування пакетів у формі тетраедра з матеріалу, що зварюється</a>
Пристрій для виготовлення, наповнення продуктом і запечатування пакетів з термопластичного матеріалу
Номер патенту: 9758
Опубліковано: 15.05.2002
Автори: Кобилюх Богдан Пилипович, Задворняк Степан Карпович, Гончарова Інесса Василівна, Яхимович Сергій Володимирович, Гунька Ігор Йосипович
МПК: B65B 9/06
Мітки: матеріалу, термопластичного, запечатування, пакетів, виготовлення, наповнення, продуктом, пристрій
Формула / Реферат:
Пристрій для виготовлення, наповнення продуктом і запечатування пакетів з термопластичного матеріалу, що містить живильник, об'ємний дозатор з арками, рукавоутворювач з розміщеною в ньому трубою для введення продукту в рукав, яка встановлена під дозатором, механізми для утворення повздовжнього і поперечних швів на рукаві, механізм для протягування рукава, розмотувальний механізм з пристосуванням для нанесення дати і привід з головним...
Пристрій для виготовлення, наповнення продуктом и запечатування пакетів із матеріалу, який містить термопластик
Номер патенту: 5961
Опубліковано: 29.12.1994
Автори: Еско Хейнонєн-Перссон, Ян Лагерстедт
МПК: B65B 9/00
Мітки: термопластик, наповнення, виготовлення, пристрій, містить, запечатування, матеріалу, пакетів, продуктом
Формула / Реферат:
1. Устройство для изготовления, наполнения продуктом и запечатывания пакетов из материала, включающего термопластик, содержащее рулонодержатель, направляющие ролики, рукавообразователь и две пары сварочных губок приспособления для образования поперечных швов, парно смонтированных с противоположных сторон пакета с возможностью возвратно-поступательного перемещения вдоль и поперек него, отличающееся тем, что, с целью повышения надежности в...
Пристрій для виготовлення, наповнення та запечатування пакетів з стрічкового термосклеювального матеріалу
Номер патенту: 29678
Опубліковано: 15.07.2002
Автор: Босак Микола Якович
МПК: B65B 9/00
Мітки: термосклеювального, наповнення, матеріалу, виготовлення, пакетів, запечатування, пристрій, стрічкового
Формула / Реферат:
Устройство для изготовления, наполнения, запечатывания пакетов из термосклеивающегося материала, содержащее механизм для образования швов, протяжные ролики и механизм регулирования длины пакета, отличающееся тем, что дополнительно содержит механизм для регулирования толщины пакета, состоящий из салазок с механизмом образования поперечных швов и отрезки пакетов, выполненного в виде валов, соединенных между собой кинематически, и на которых...
Пристрій для формування виробів з термопластичного листового матеріалу
Номер патенту: 44114
Опубліковано: 15.01.2002
Автор: Абзіанідзе Георгій Павлович
МПК: B29C 51/26, B29C 51/10, B29C 51/18
Мітки: виробів, листового, пристрій, формування, термопластичного, матеріалу
Формула / Реферат:
Пристрій для формування виробів з термопластичного листового матеріалу, що містить корпус, пневмоциліндр, матрицю, притискувальну раму і нагрівач, який відрізняється тим, що він додатково забезпечений декількома пневмоциліндрами, штоки яких жорстко з'єднані з рухомою станиною, на якій жорстко закріплена матриця з вакуумними каналами, при цьому притискувальна рама забезпечена ніжками, установленими на нижній частині корпусу, і виконана з двох...
Спосіб виготовлення герметичних пакетів, які містять рідкі харчові продукти, з трубки пакувального матеріалу, герметичний пакет та пакувальний агрегат для реалізації цього способу
Номер патенту: 72474
Опубліковано: 15.03.2005
Автори: Сельберг Ханс, Бенедетті Паоло
МПК: B65B 51/26, B65B 9/10
Мітки: цього, спосіб, пакувального, містять, матеріалу, пакет, трубки, герметичний, пакувальний, способу, рідкі, пакетів, виготовлення, продукти, герметичних, реалізації, агрегат, харчові
Формула / Реферат:
1. Спосіб виготовлення герметичних пакетів (2), які містять рідкі харчові продукти, з трубки (3) із термосклеюваного листового пакувального матеріалу, яка подається вздовж вертикалі (А) і безперервно наповнюється згаданим харчовим продуктом, який містить стадії:- циклічного і послідовного стискування за допомогою принаймні двох пар затискачів (8, 9) на трубці (3) однакового об'єму між поперечними перерізами трубки (3);-...
Попередній патент: Спосіб обгортання пухлини шлунка великим сальником
Наступний патент: Парокомпресорна установка
Випадковий патент: Лікувальний препарат для ракових захворювань