Пристрій для виготовлення, наповнення продуктом и запечатування пакетів із матеріалу, який містить термопластик
Формула / Реферат
1. Устройство для изготовления, наполнения продуктом и запечатывания пакетов из материала, включающего термопластик, содержащее рулонодержатель, направляющие ролики, рукавообразователь и две пары сварочных губок приспособления для образования поперечных швов, парно смонтированных с противоположных сторон пакета с возможностью возвратно-поступательного перемещения вдоль и поперек него, отличающееся тем, что, с целью повышения надежности в работе, оно снабжено двумя обоймами, причем каждая пара сварочных губок приспособления для образования поперечных швов смонтирована в соответствующей обойме с возможностью поворота, и размещенными в каждой обойме двумя штангами, расположенными параллельно с возможностью перемещения вдоль пакета, при этом одна из штанг жестко связана с обоймой, а вторая - со сварочными губками приспособления для образования поперечных швов.
2. Устройство по п. 1, отличающееся тем, что каждая губка приспособления для образования поперечных швов снабжена крючкообразным элементом, причем каждый крючкообразный элемент одной из губок каждой пары закреплен с возможностью поворота посредством кулачка, неподвижно укрепленного на штанге, связанной со сварочными губками, а крючкообразный элемент второй сварочной губки каждойпары смонтирован свозможностью поворота поперек направления перемещения пакета.
3. Устройство по пп. 1 и 2, отличающееся тем, что сварочные губки приспособления для образования поперечных швов снабжены формующими губками, смонтированными с возможностью поворота.
4. Устройство по пп. 1-3, отличающееся тем, что оно снабжено двумя парами кулачков и приводных рычагов и двумя тяговыми элементами, причем каждый тяговый элемент неподвижно закреплен на одном приводном рычаге, укреплен с возможностью вращения на втором приводном рычаге и связан с пружиной.
Текст
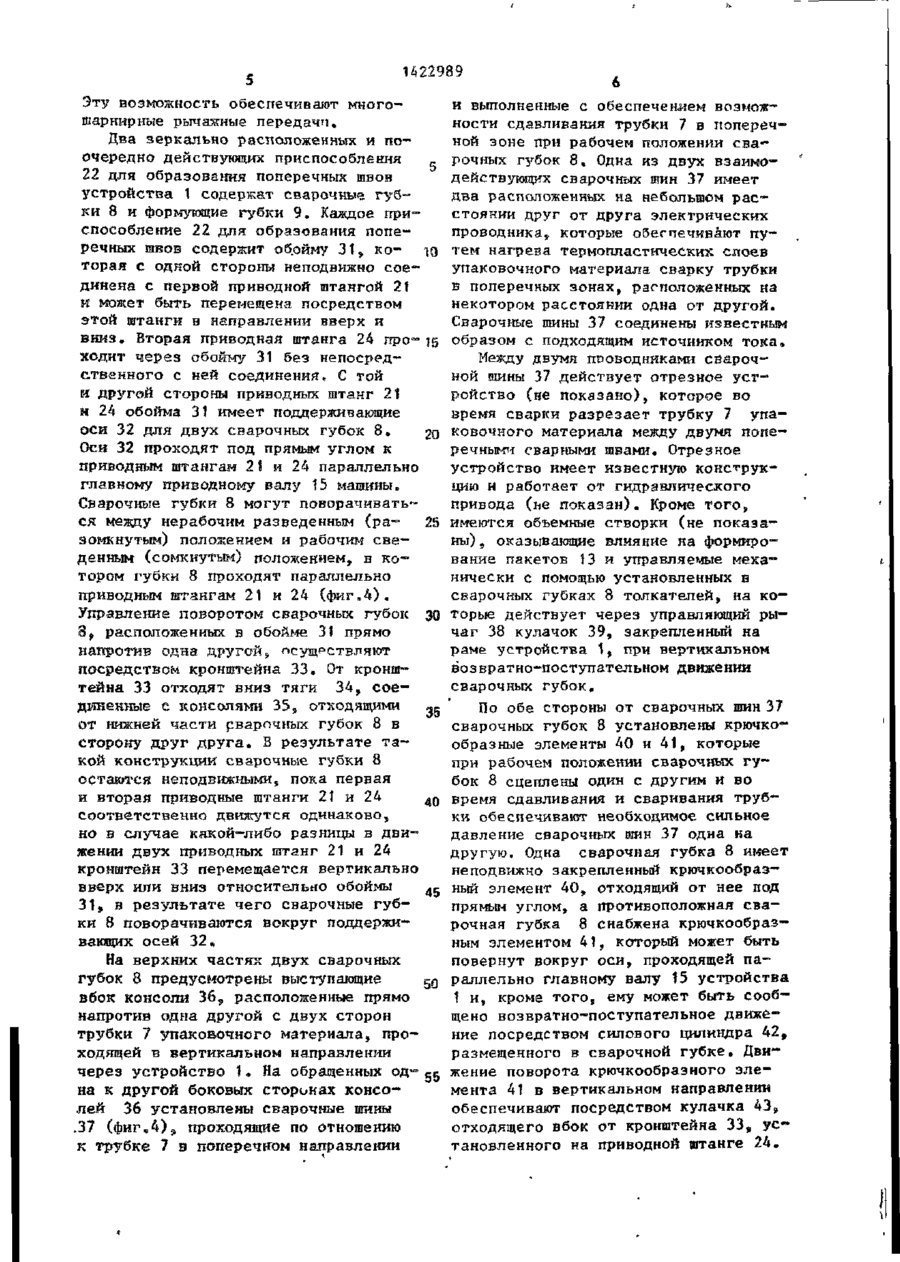
Изобретение относится к устройству для изготовления, наполнения продуктом и запечатывания пакетов из материала, включающего термопластик, и может быть использовано в различных отраслях хозяйства. Цель изобретения - повышение надежности устройства в работе. Гибкие упаковочные емкости для молока или других напитков изготавливают из трубчатого материала, который заполняют содержимым, формуют и разделяют на пакеты с помощью поочередно работающих сварочных губок, которым сообщают возвратно поступательное движение как в про дольном, так и в поперечном*направлениях трубки. В соответствии с изобретением сварочные губки направляют и приводят в движение посредством вертикальных штанг, которые проходят параллельно трубке 7 н которым сообщают разные возвратно-поступательные движения. Благодаря отсутствию наружных звеньев для передачи энергии и движения к приспособлению для образования поперечных швов, конструкция этого приспособления очень компактна. Отсутствие сложного рычажного механизма в зоне формования позволяет необходимые и частые операции промывки и очистки элементов приспособления для образования поперечных швов (особенно в асептических устройствах) осуществлять, не подвергая воздействию очищающих средств привод, подшипники и их точки смазки. Поскольку весь привод находится вне "зоны промывки" обеспечены надежность устройства и низкий расход смазочного мае** ла. Благодаря использованию верти0 кальных штанг, как в качестве направляющих для управления движением приспособления для образования поперечных швов, так и в качестве штанг для передачи движения, получается простая и безопасная в работе конструкция. 3 з.п. ф-лы, 5 ил. S S 00 U22989 Изобретение относится к устройствам для изготовления, наполнения продуктом и запечатывания пакетов из материала, включающего термопластик, 5 и может быть использовано в различных отраслях народного хозяйства. Целью изобретения является повышение надежности в работе. На фигя1.схематично показано уст- 10 ройство (траектория движения проходит через машину ленты материала); на фиг в 2 -^ часть устройства, в которой осуществляют преобразование упаковочного материала в отдельные упа- 15 ковочные емкости£ на фиг»3 - то же,, в"ид спереди $ на фиг,4 и 5 - то же, вид сбокур(сварочные губки приспособ-* ления для образования поперечных швов показаны в разных положениях обработ-20 ки). зан) в рукавообразователе 6, в результате чего получают трубку 7- с непроницаемым для жидкости продольным швом. Непрерывно перемещаемую через упаковочную машину вниз трубку 7 заполняют требуемым содержимым, У нижнего конца трубки 7 предусмотрено две пары сварочных губок 8, снабженных формующи*м губками 9, обрабатывакщих трубку 7 упаковочного материала таким образом, что в результате получаются заполненные и закуяоренные заготовки 10 упаковочных емкостей. Отформованные заготовки 10 упаковочных емкостей отделяют от трубки 7 и направляют вниз в устройство 11 для окончательной загибки, расположенное на переднем конце устройства 1, где с помощью транспортера 12 их пропускают через несколько позиций Устройство Ї содержит в нижней обработки, на которых им придают"* задней части (фиг„1) магазин, в котоокончательную форму, в результате ром находится лента 2 упаковочного чего получаются готовые пакеты 13, 75 имеющие форму параллелепипеда» котоматериала в виде рулона, установленрые можно брать с устройства 1 и ного на рулонодержателе 3» Упаковочтранспортировать дальше для укладки ным материалом является обычный слов поддоны и транспортировки в пункты истый упаковочный материал, содержапродажи. щий расположенную в середине бумажную подложку, слои алюкиниевой фоль- ^Р Устройство 1 может также представгн и наружные слои непроницаемого лять собой устройство любой другой для жидкости и поддающегося сварке уже известной конструкции* Кроме топластического материала, обычно полиго, устройство 1 должно работать с этилена» Из магазина лента 2 проходит упаковочным материалом в виде непрепо целому ряду реверсивных и направ- 35 рывной ленты 2, которую непрерывно ляпцй'х роликов 4 в верхнюю часть . преобразуют в трубку 7, после чего устройства 1, где осуществляют не- . заполняют трубку 7 содержимым и подсколько операций обработки ленты 2, вергают формованию. таких, как установка приспособлений Передняя часть устройства 1 для открытияs вьщавливание линий СГИ-Ї40 (фиг.2) содержит устройство для обра~ ба и стерилизация. Кроме того, лента ботки и формования трубки 7, прохо2 проходит в верхней части устройдящей через устройство 1 вертикально ства 1 через устройство 5 для фиксавниз. В нижней части устройства 1 ции совпадения, которое, воспринимая установлен привод Ї4, содержащий j поперечные линии сгиба, имеющиеся на 45 электродвигатель и редуктор и приволенте 2 9 обеспечивает совпадение обдящий во вращение главный приводной работки ленты 2 с линиями сгиба. вал t5, который проходит горизонталь^ Пройдя верхнюю часть устройства, ленно через устройство 1 и на котором та 2 упаковочного материала идет установлено много радиальных кулачвертикально вниз с передней стороны CQ ков. Для предлагаемого устройства устройства (фиг.1я справа). В то же важны в основном первый радиальный самое время с помощью роликов (не покулачок 16 и второй радиальный кулаказаны) и рукавообразователя 6 осущечок 17. ствляют последовательное сгибание Устройство 1 (фиг.2 и 3) содержит ленты 2 в продольном направлении. ПрИсе левую и гсравую половины, которые этом обеспечивают наложение одной идентичны один другому, но расположепродольной кромки ленты 2 на другую .ны так, что являются зеркальным отоби соединение их с помощью элемента для продольного соединения (не пока™ 14229EJ9 ражением один другого. Противолежаройства 1, имеется аналогичный зубщие половины устройства 1 сконструичатый ремень, в свою очередь соедированы и работают одинаково. Таким ненный посредством другой пружины с образом, имеется две пары кулачков с Д Р У Г И М плечом'Коромысла 28. С помо16 и 17, причем компоновка с обеих щью пружин 29 и коромысла 28 зубчасторон привода 14 такова, что первый тый ремень 25 создает посредством кулачок 16 (фиг.2) расположен наибо- . шкивов на верхнем рычаге 18 и креплелее близко к приводу 14, а второй куния на нижнем рычаге 19 силу стпгилачок 17 отнесен дальше, к концу при- 10 вания, которая тянет оба рычага в наводного вала 15. правлении один к другому, в результате чего они постоянно опираются на кулачки 16 и 17 соответственно. РазВыше и ниже кулачков 16 и 17 усталичные перемещения двух рычагов 18 новлены приводные рычаги 18 и 19, которые опираются посредством следящих 15 и 19 воспринимаются пружинами 29 и роликов на кулачки 16 и 17 соответкоромислом 28,^которое вследствие поственно. Рычаг 18 расположен выше куочередной работы двух половин устройлачка 16 н закреплен одним концом с ства 1 совершает качательное движевозможностью поворота вокруг оси, ние. Зубчатый ремень 25 вместе со проходящей параллельно главному при- 20 шкивами 26 и 27 образует тяговый элеводному валу 15, Свободным концом рымент. чаг 18 соединен посредством рычажной Способ удержания двух рычагов 18 передачи 20 с первой приводной штани 19 в контакте с кулачками 16 и 17 гой 21, которая проходит через устсоответственно посредством нагруженройство 1 вертикально ' в свою очеи 25 ньтх пружинами элементов 25, способных редь соединена с приспособлением 22 воспринимать растягивающее усилие, для образования поперечных швов. весьма экономичен с точки зрения занимаемого пространства и безопасен Рычаг 19, опирающийся на кулачок в работе. В непосредственной блнзос17, подобно рычагу 18 закреплен од- ° ним концом с возможностью поворота ' 30 т и от кулачков и привода находится вокруг оси, проходящей параллельно только элемент, воспринимающий растяглавному приврдному валу 15. Однако гивающее усилие, а пружины 29 могут рычаг 19 расположен ниже кулачка 17» быть размещены в каком-нибудь другом на который он опирается посредством подходящем месте устройства I, Две ролика, закрепленного на рычаге 19 с половины устройства 1, работающие возможностью свободного вращения. Пе- 35 поочередно, могут быть соединены поредним концом (фиг.2, слева) рычаг средством разных зубчатых ремней с 19, подобно рычагу -18, соединен ноодним и тем же пружинным узлом, если < средством рычажной передачи 23 со • он выполнен в виде коромысла 28. Это второй приводной штангой 24, проходя- лп дает дополнительную экономию простщей через устройство 1 вертикально. ранства с одновременной возможностью уменьшения (благодаря поочередному использованию пружин) размеров пружин На небольшом расстоянии от перед29 приблизительно на 50%, при этом них концов двух рычагов 18 и' 19 проблагодаря уменьшенной длине пружин ходит зубчатый ремень или какой-ниих характеристика улучшается. будь другой элемент 25, способный воспринимать растягивающее усилие между креплением на нижнем рычаге 19 и шкивом 26, закрепленным с возможностью вращения на верхнем рычаге 18, g Q От шкива 26, служащего в качестве направляющего шкива для зубчатого ремня 25, ремень идет через друг-" ' шкив 27, установленный на верхнем рычаге 18, в направлении к одному из сс концов коромысла 28, с которым он соединен посредством винтовой пружины 29 растяжения. На противоположной "зеркально отображенной" стороне уст Два рычага 18 и 19 соединены с помощью рычажных передач 20 и 23 соответственно с вертикальными приводными штангами 21 н 24 соответственно. Приводные штанги 21 и 24 установлены с возможностью перемещения в вертикальном направлении вдоль пакета ТЗ в подшипниках 30 скольжения, закрепленных в раме устройства 1, а^две рычажные передачи 20 и 23 выполнены с возможностью передачи без бокового действия движения поворота рычагов 18 и 19 к приводным штангам 21 и 24. U22989 Эту возможность обеспечивают многошарнирные рычажные передачи. Два зеркально расположенных и поочередно действующих приспособления 5 22 для образования поперечных швов устройства 1 содержат сварочные губки 8 и формующие губки 9, Каждое приспособление 22 для образования поперечных швов содержит обойму Зї^ ко- 10 торая с одной стороны неподвижно соединена с первой приводной штангой 21 и может быть перемещена посредством этой штанги в направлении вверх и вниз. Вторая приводная штанга 24 про- 15 ходит через обойму 31 без непосредственного с ней соединенияе С той и другой стороны приводных штанг 21 и 24 обойма 31 имеет поддерживающие оси 32 для двух сварочных губок 8. 2о Оси 32 проходят под прямым углом к приводным штангам 21 и 24 параллельно главному приводному валу 15 машины* Сварочные губки 8 могут поворачивать" ся между нерабочим разведенным (ра25 зомкнутым) положением и рабочим сведенным (сомкнутым) положением, в ко~ тором губки 8 проходят параллельно приводным штангам 21 и 24 (фиг„4). Управление поворотом сварочных губок 30 8, расположенных в обойме ЗЇ прямо напротив одна другой s псущрствляют посредством кронштейна 33„ От кронштейна 33 отходят вниз тяги 34, соеДШЇЄКНЬІЄ с консолями 35, отходящими 3§ от нижней части рварочных губок 8 в сторону друг друга. Б результате такой конструкции сварочные губки 8 остаются неподвижными, пока первая и вторая приводные штанги 21 и 24 40 соответственно движутся одинаково, но в случае какой-либо разницы в движении двух приводных штанг 21 и 24 кронштейн 33 перемещается вертикально вверх или вниз относительно обоймы 45 31» в результате чего сварочные губки 8 поворачиваются вокруг поддерживающих осей 32. На верхних частях двух сварочных губок 8 предусмотрены выступающие Эд вбок консоли Зб э расположенные прямо напротив одна другой с двух сторон трубки 7 упаковочного материала, про™ ходящей в вертикальном направлении через устройство 1. На обращенных од- 5 5 на к другой боковых сторонах консолей 36 установлены сварочные шины .37 (фигс4)з проходящие по отношению к трубке 7 в поперечном направлении и выполненные с обеспечением возможности сдавливания трубки 7 в поперечной зоне при рабочем положении сварочных губок 8. Одна из двух взаимодействующих сварочных тин 37 имеет два расположенных на небольшом расстоянии друг от друга электрических проводника, которые обеспечивают путем нагрева термопластических слоев упаковочного материала сварку трубки в поперечных зонах, расположенных на некотором расстоянии одна от другой. Сварочные шины 37 соединены известным образом с подходящим источником тока. Между двумя проводниками сварочной шины 37 действует отрезное устройство (не показано), которое во время сварки разрезает трубку 7 упаковочного материала между двумя поперечными сварными швами* Отрезное устройство имеет известную конструкцию и работает от гидравлического привода (ье показан). Кроме того, имеются объемные створки (не показаны);, оказывающие влияние на формирование пакетов J3 и управляемые механически с помощью установленных в сварочных губках 8 толкателей, на ко— торые действует через управляющий рычаг 38 кулачок 39, закрепленный на раме устройства 1, при вертикальном возвратно-поступательном движении сварочных губок. По обе стороны от сварочных шин 37 сварочных губок 8 установлены крючкообразные элементы 40 и 41, которые при рабочем положении сварочных губок 8 сцеплены один с другим и во время сдавливания и сваривания трубки обеспечивают необходимое сильное давление сварочных шин 37 одна на другую. Одна сварочная губка 8 имеет неподвижно закрепленный крючкообраз— ный элемент 40, отходящий от нее под прямым углом, а противоположная сварочная губка 8 снабжена крючкообразным элементом 41, который может быть повернут вокруг оси, проходящей параллельно главному валу 15 устройства 1 и, кроме того, ему может быть сообщено возвратно-поступательное движение посредством силового цилиндра 42, размещенного в сварочной губке. Движение поворота крючкообразного элемента 41 в вертикальном направлении обеспечивают посредством кулачка 43, отходящего вбок от кронштейна 33„ установленного на приводной штанге 24. 1422989 Соединение мезду кролгатейном 33 и ' сварочной губкой 8 посредством тяг 34 и консолей 35 обеспечивает такую передачу, что движение приводной штанги 24 вверх относительно обоймы 31 'вызывает не только разведение сварочных губок 8 из рабочего положения в нерабочее, но и расцепление посредством кулачка 43 крючкообразного эле-ю мента 41 с взаимодействующим с ним крючкообразным элементом 40. При движенин приводной штанги 24 относительно обоймы 31 вниз происходит поворот сварочных губок 8 в противоположную 15 сторону, т.е. из разведенного положения (фиг.4), в сведенное или рабочее поло^сение (фиг.5). При этом кулачок 43 поднимает крючкообразный элемент 41, благодаря чему он может быть бес~20 препятственно сцеплен с крючкообразным элементом 40, После завершения сцепления приводят в действие силовой цилиндр 4 2 ( в результате чего крючкообразный элемент 41 оттягивается не- 25 много назад, т.е. в сварочную губку 8 S обеспечивая тем самым требуемую силу сдавливания между двумя сварочными шинами 37. Действие силового ци 8 щих губок 9 определяет форму готового пакета 13 и, следовательно, также его объем. Таким образом, объем пакета 13 м^жно регулировать путем бокового смещения кулачков 45, которые подвешены к раме устройства f с эозможностью поворота и могут быть перемещены в направлении один к другому или один от другого посредством маховичков 46 для регулировки объема упаковочного материала, подаваемого в виде рулона, который устанавливают на рулонодержателе 3 в задней части устройства 1. От рулона лента 2 проходит по целому ряду реверсивных и направляющих роликов 4 и через устройство 5 для фиксации совпадения, которое обеспечивает правильное положение линий сгиба или отлечатанного рисунка на ленте 2 относительно операций обработки, осуществляемых в устройстве 1. Часть выполняемых в устройстве t операций - это традиционные операции, такие, как установка приспособлений для открытия, печата ние даты и формование и отрезка готовых упаковочных емкостей. Достигнув передней верхней части устройства 1 линдра 42 поддерживают в течение все-30 (фиг.1, справа), лента 2 идет дальше го процесса сварки и отрезки и превертикально вниз, при этом с помощью кращают только непосредственно перед рукавообразователя 6 ее превращают в началом разведения сварочных губок 8 трубку 7 с перекрывакщимися продольв нерабочее положение. ными кромками. Две продольные кромки Выше сварочных вгин 37 сварочных сваривают посредством сварочного уст35 губок 8 расположены упомянутые ранее ройства, расположенного на рукавообформующие губки 9, Поперечное сечение разователе 6, в результате чего полуформующих губок 9 имеет П-образную чают трубку 7 с совершенно непроницаформу и вместе эти губки 9 образуют емым для жидкости сварным швом. Сфорпрямоугольный канал, внутренние размированная трубка 7 идет затем дальше меры которого соответствуют наружным вниз, в ту часть устройства 1, где размерам готового пакета 13. Две фортрубку 7 обрабатывают и получают из мующие губки 9 подвешены с возможноснее отдельные заполненные упаковочные тью поворота вокруг оси, расположенемкости. Пройдя пару взаимодействуюной немного выше сварочных шин 37 щих направляющих роликов 47, располои проходящей параллельно им. На верхженных на одном уровне с поверхностью нем конце формующих губок 9 выступают столба жидкости внутри трубки 7, вбок оси с направляющими роликами трубка 7 входит в контакт с одним из двух приспособлений 22 для образо44, которые при движении обоймы 31 вниз входят в контакт с кулачком 45, 50 вания поперечных швов, которые поочередно обрабатывают трубку. Одно из закрепленным на раме устройства 1, и приспособлений 22 для образования поформующие губки 9, пока они не упрутперечных швов, после того, как оно ся одна в другую с обеих сторон труббыло перемещено посредством первой ки 7* Формующие губки 9 снабжены лружинами, оттягивающими их в направле- 5 5 приводной штанги 21 в положение в верхней мертвой точке (фиг.З, слева), нии от трубки 7, так что при возвратсдавливает трубку 7 в поперечной зоне ном движении обоймы 31 вверх они бупосредством сварочных шин 37 сварочдут находиться в заданном разведенном ных губок 8. Перемещение сварочных положении. Взаимное положение формую 1422989 10 губок 8 в вертикальном направлении • водят в действие силовой цилиндр 42, осуществляют с помощью первой приводсоединенный с крючкообразным элеменной штанги 21, которая жестко соедитом 41, в результате чего крючкообнена с обоймой 31 и сообщает ей возразный элемент 41 оттягивается назад, т.е. в сварочную губку 8, что обесвратно—поступательное движение в верпечивает создание заданного точного тикальном направлении, что обеспечиконтактного давления между двумя свавает перемещение сварочных губок 8 рочными шинами 37, Таким образом, и других деталей, соединенных с обоймой 31. Посредством второй при- 10 относительно высокое требуемое давление полностью воспринимается крючководной штанги 24 сварочным губкам 8 образными элементами 40 и 41, что в сообщают движение поворота между их значительной степени разгружает свараскрытым (разведенным) крайним полорочные губки 8 и элементы их крепле— жением и сведенным рабочим положени— ем (фиг.4). Поскольку приводная штан-15 ния. Стягивающее усилие крючкообразга 24 соединена со сварочными губкакых элементов 40 и 41 поддерживают ми 8 посредством кронштейна 33, тяг в продолжение движения обоймы 31 вниз 34 и консолей 35, отходящих от сватак, что сварочные губки 8 прижимаютрочных губок 8, то когда приводные ся одна к другой с заданным контактштанги 21 и 24 перемещаются неодина- 20 ным давлением в течение некоторой ково, сварочным губкам 8 сообщено почасти времени нахождения их в сомкнуперечное движение поворота. При сообтом положении. Это обеспечивает полщении второй приводной штанге 24 наное выдавливание содержимого, нахоправленного вниз движения относительдящегося в зоне сварки, и в то же но первой приводной штанги 21, когда 25 время способствует хорошему контакту узел 22 формования находится в верхмежду свариваемыми поверхностями ней мертвой точке, сварочные губки 8 слоистого материала ч удовлетвориперемещаются из нерабочего положения тельной теплопередаче• в рабочее, при этом тяги 34 повораПосле того, как обойма 31 покинет чивают консоли 35 в направлении вниз, 30 верхнюю мертвую точку, формующие губдо тех пор, пока сварочные шины 37 с ки 9 с их направляющими роликами 44 обеих сторон трубки 7 не прижмутся входят в кулачок 45, который заставодна к другой. ляет формующие губки 9 перемещаться, Поворот сварочных губок 8 вызван тем, что вторая приводная штанга 24, 35 связанная со сварочными губками 8, совершает не только такое же, как и ' приводная штанга 21, возвратно-поступательное движение, но и наложенное на это движение подобное возвратно40 поступательное движение. Получающаяся в результате разница в движении между двумя приводными штангами 21 и 24 ' , регулирует поперечное перемещение сварочных губок 8 так, что в продол- 45 жение большей части их движения вниз они находятся в сведенном рабочем положении, а в продолжение большей части их движения вверх - в разведенном нерабочем положении. - 50 При повороте сварочных губок 8 в рабочее положение закрепленный на кронштейне 33 кулачок 43 (описанный ранее) поднимает крючкообразный элемент 41» в результате чего этот эле- 55 мент при рабочем положении губок сцепляется с крючкообразным элементом 40. Сразу после сцепления путем подачи гидравлической жидкости лри преодолевая действие их пружин, в результате чего они прилегают одна к другой и преобразуют находящуюся между ними часть губки 7 таким образом, что она принимает прямоугольную форму в поперечном сечении, соответствующую требуемой форме поперечного сечения пакета 13. Положение формующих губок 9 и силу сдавливания можно регулировать путем бокового перемещения кулачков 45, осуществляемого с помощью маховичка 46 для регулирования объема, размещенного в верхней почке подвески кулачков 45. После того, как первая приводная штанга 21 переместит обойму 31 на некоторое расстояние вниз, управляющий рычаг 38 привода объемной створки (не показана) входит в контакт с закрепленным на раме кулачком 39, что заставляет объемную створку перемес- , титься в требуемое положение. Одновременно приводят в действие гидравлический цилиндр отрезного устройства, которое разрезает материал в сдавленной зоне между двумя сварными ї ї 1422989 12 и протягивают вперед трубку 7. Когда швами, полученными с помощью сварочсварочные губки 8 в кочце рабочего ных шин 37. хода формовочного узла 22 раскрываютВ то время, как описываемое прися и освобождают трубку, только что способление 22 для образования попеотформованная заготовка 10 упаковочной речных швов движется вниз, протягивая емкости под действием собственного вперед и сваривая трубку 7, зеркально веса падает в устройство 11 для оконрасположенное напротив него такое чательной загибки, где загибают углы, же приспособление 22 движется вверх. Благодаря соответствующей позиционной ю подушкообразной заготовки, в результате чего получают пакеты 13 в форме связи между двумя приводными штангапараллелепипеда• ми 21 и 24» сварочные губки 8 находятся в разведенном положении, так что консоли 36 сварочных губок 8 моКонструкция сварочных шин 37 может гут беспрепятственно проходить с на- 15 быть изменена в зависимости от вида ружяой стороны находящихся в рабочем используемого упаковочного материаположении консолей 36 в расположенном ла. Обычно используют слоистый упанапротив приспособлении 22, которое ковочный материал, который содержит в это время движется вниз. слои волокнистого материала, обычно Когда описываемое приспособление 20 бумаги, и термопластичные наружные 22 для образования поперечных швов слои. При использовании такого матеприходит в нижнюю мертвую точку, пориала сварочные шины 37 содержат продачу гидравлической жидкости к силоволоки с высоким омическим сопротиввому цилиндру 1-2 прекращают, в релением, которые во время сварки соезультате чего прекращается действие 25 диняют с источником тока. При изгосилы натяжения крючкообразного элетовлении асептических упаковочных мента 41 н уменьшается сила сдавливаемкостей, т.е. упаковочных емкостей ния между двумя сварочными.шинами 37. для стерилизованного содержимого, В результате приведения в движение обладающего способностью к длительвторой приводной штанги 24 н переме- 30 ному хранению, используют слоистый щения ее вверх относительно первой упаковочный материал, который кроме приводной штанги 21 кронштейн 33 н слоев бумаги и термопласта содержит присоединенный к нему кулачок 43 подтакже слон металлической фольги, В нимаются, что обеспечивает расценкеслучае использования такого материание крючкообразных элементов 40 и 41 3 5 я а сварочные шины 37 могут содержать один с другим в начале разведения в рабочей поверхности электрический сварочных губок 8 из рабочего полопроводник, который может быть соедижения в нерабочее. В тот же момент нен с источником переменного тока. сходят с нижнего конца кулачка 45 наВо время сварки в металлической правляющие ролики 44 формующих губок 40 фольге упаковочного слоистого мате9, в результате чего формующие губриала прямо напротив сварочных шин ки 9 перемещаются их пружинами в разсоздается магнитное поле. Вследствие веденное положение. После достижения потерь в алюминиевой фольге это магсварочными губками 8 разведенного ненитное поле нагревает фольгу и прирабочего положения относительное пе- 45 летающий к ней слой термопласта, в ремещение между приводными штангами , результате чего они свариваются один 21 и 24 прекращают и тут же начинают с другим. перемещать их вверх, что вызывает перемещение вверх приспособления 22 со Предлагаемое устройство дает возсварочным!! губками 8 в разведенном 50 можность осуществлять в пределах положении. Консоли 36 могут беспревесьма ограниченного пространства пятственно проходить мимо движущихся обработку трубки нэ упаковочного мавниз работающих консолей 36 в протитериала, заполненной содержимым. Блавоположном формовочном узле 22. годаря отсутствию наружных звеньев 55 Для передачи энергии и движения к приспособлению для образования поле-В продолжение работы устройства 1 речных швов, конструкция этого приописанную процедуру непрерывно повтоспособления может быть выполнена ряют, в результате чего два формовочочень компактной. ных узла 22 поочередно обрабатывают ІЗ 1422989 Отсутствие сложного рычажного механизма в зоне формирования является дополнительным важным преимуществом, особенно в асептических машинах, п о скольку необходимые и частые операции промывки и очистки приспособления для образования поперечных швов можно осуществлять, не подвергая воздействию очищающих средств привод и под*-і о шипники и их точки с м а з к и . Поскольку весь привод находится в н е , так называемой зоны промывки, то это обеспечивает большой срок службы привода и низкий расход сма15 зочного материала. Благодаря использованию вертикальных приводных штанг как в к а ч е с т ве направляющих для управления движением элементов приспособления для 20 образования поперечных швов, так и в качестве штанг для передачи движення 9 получается конструкция особенно простая и безопасная в работе по сравнению с известными устройствами. 25 14 причем каждая пара сварочных губок приспособления для образования поперечных швов смонтирована в соответствующей обойме с возможностью повор о т а , и размещенными в каждой обойме двумя штангами, расположенными параллельно с возможностью перемещения вдоль пакета, при этом одна из штанг жестко связана с обоймой, а вторая со сварочными губками приспособления для образования поперечных швов. I 2 . Устройство по п . 1 , о т л и ч аю ,щ е е с я тем, что каждая губка приспособления для образования поперечных швов снабжена крючкообразным эпеиентом, причем каждый крючкообразный элемент одной из губок каждой пары закреплен с возможностью поворота посредством кулачка, неподвижно у к репленного на штанге, связанной со сварочными губками, а крючкообразный элемент второй сварочной губки каждой пары смонтирован с возможностью п о ворота поперек направления перемещеФ о р м у л а и з о б р е т е н и я ния п а к е т а , 3 . Устройство по пп.1 и 2, о т л и ч а ю щ е е с я тем, что свароч1 О Устройство для изготовления, наполнения продуктом и запечатывания 30 ные губки приспособления для о б р а з о вания поперечных швов снабжены форпакетов из материала, включающего мующими губками, смонтированными с термоттласткк, содержащее рулонодержавозможностью поворота. т е л ь , направляющие.ролики, рукавооб4 . Устройство по п п . Т - 3 , о т л и р а з о в а т е л ь и две пары сварочных гутем, что оно с н а б бок приспособления для образования ^5 ч а ю щ е е с я жено двумя парами кулачков и приводпоперечных швов, попарно смонтированных рычагов и двумя тяговыми элеменных с противоположных сторон пакета тами, причем каждый тяговый элемент с возможностью возвратно-поступательнеподвижно закреплен на одном приводного перемещения вдоль и поперек н е гор о т л и ч а ю щ е е с я тем, 40 ном рычаге, укреплен с возможностью вращения на втором приводном рычаге ч т о , с целью повышения надежности в и связан с пружиной. работе л оно снабжено двумя обоймами, 1422989 /J 422989 Фиг. 2 1422989 2! 9аг. J 1422989 Фиг* Редактор Г.Волкова fua.S Составитель Е.Камаганова Техред Л.Сердюкова Корректор Л.ПатаЛ Заказ 4444/59 - • Тираж 664 Подписное В И П Государственного комитета СССР НИИ по делам изобретений и открытий ]13035, Москва, Ж-35, Раушская наб., д . 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
ДивитисяДодаткова інформація
Назва патенту англійськоюApparatus for production, filling with product and closing containers of material containing thermoplastic
Назва патенту російськоюУстройство для изготовления, наполнения продуктом и запечатывания пакетов из материала, который содержит термопластик
МПК / Мітки
МПК: B65B 9/00
Мітки: продуктом, містить, запечатування, пакетів, матеріалу, пристрій, виготовлення, наповнення, термопластик
Код посилання
<a href="https://ua.patents.su/12-5961-pristrijj-dlya-vigotovlennya-napovnennya-produktom-i-zapechatuvannya-paketiv-iz-materialu-yakijj-mistit-termoplastik.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення, наповнення продуктом и запечатування пакетів із матеріалу, який містить термопластик</a>
Пристрій для виготовлення шару ізоляційного матеріалу
Номер патенту: 5121
Опубліковано: 28.12.1994
Автор: Осмо Сойккелі
МПК: B28B 1/52
Мітки: ізоляційного, виготовлення, матеріалу, шару, пристрій
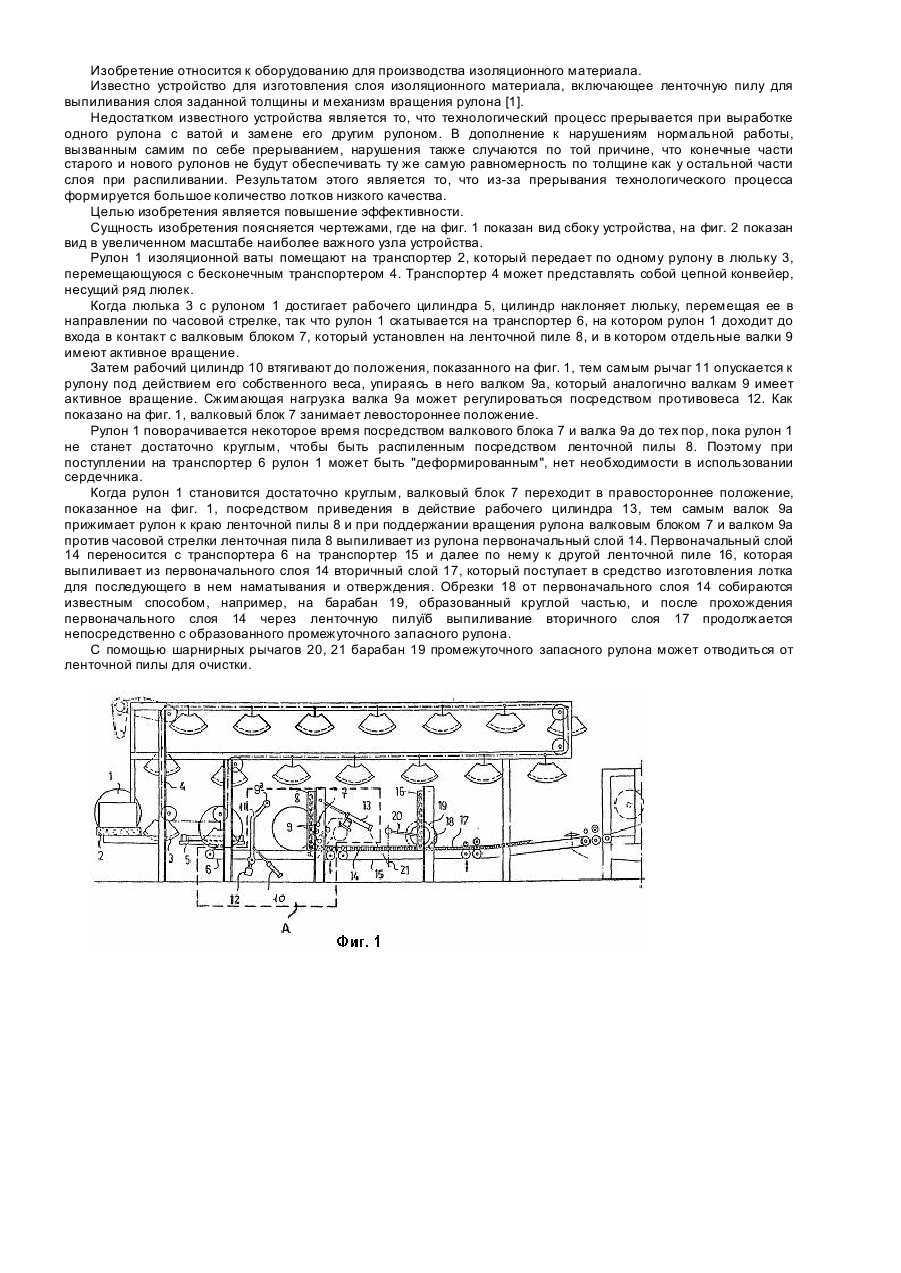
Формула / Реферат:
1. Устройство для изготовления слоя изоляционного материала, включающее ленточную пилу для выпиливания слоя заданной толщины и механизм вращения рулона, отличающееся тем, что оно снабжено установленной перед ленточной пилой станцией предварительного распиливания для выпиливания первоначального слоя избыточной толщины из рулона изоляционного материала и для подачи его к пиле, присоединенным к пиле барабаном для сбора обрезков от...
Пристрій для транспортування сипучого матеріалу від одного резервуара до іншого, який розташований під першим, і дозуючий пристрій
Номер патенту: 2128
Опубліковано: 26.12.1994
Автори: Бернхард Ріннер, Вільхельм Стастні
МПК: F27B 1/20, B65G 53/40, C21B 13/14, F16K 3/00
Мітки: резервуара, дозуючий, одного, розташований, пристрій, транспортування, сипучого, матеріалу, першим, іншого
Формула / Реферат:
1. Устройство для транспортировки сыпучего материала от одного резервуара к другому, расположенному под первым, содержащее вертикальный канал, в котором параллельно друг другу установлены шиберные затворы, отличающееся тем, что, с целью упрощения конструкции и повышения надежности путем снижения износа, вертикальный канал выполнен из двух частей, нижняя из которых смещена в сторону рабочей полости резервуара с образованием в середине...
Упорний пристрій для обмеження переміщень пакетів рейок
Номер патенту: 4622
Опубліковано: 28.12.1994
Автор: Лазоренко Микола Семенович
МПК: B60P 7/06
Мітки: упорний, обмеження, пакетів, переміщень, рейок, пристрій
Формула / Реферат:
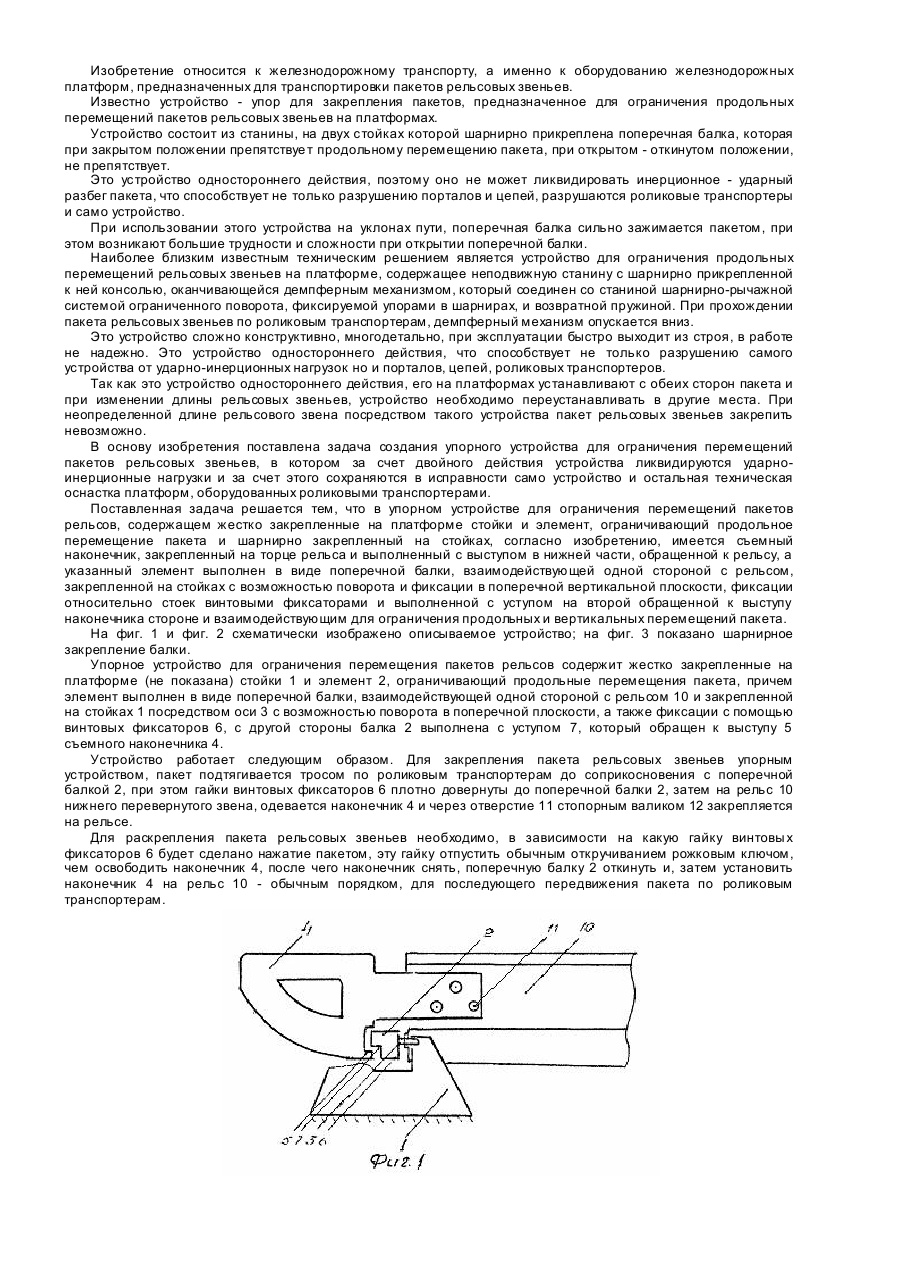
Упорное устройство для ограничения перемещений пакетов рельсов, содержащее жестко закрепленные на платформе стойки и элемент, ограничивающий продольное перемещение пакета и шарнирно закрепленный на стойках, отличающееся тем, что оно снабжено съемным наконечником, закрепленным на торце рельса и выполненным с выступом на нижней части, обращенной к рельсу, а указанный элемент выполнен в виде поперечной балки, взаимодействующей одной стороной с...
Потокова лінія для збирання та зварювання пакетів для вироблення двошарових листів
Номер патенту: 2798
Опубліковано: 26.12.1994
Автори: Скороход Микола Михайлович, Бородін Леонід Олександрович, Роганський Іван Юхимович, Васильчишин Ярослав Гаврилович, Димитров Назарей Вікторович, Рибінов Володимир Артемійович, Сумський Євген Ілліч
МПК: B23K 20/04
Мітки: потокова, збирання, вироблення, лінія, пакетів, листів, зварювання, двошарових
Формула / Реферат:
Поточная линия при сборке и сварке пакетов для производства двухслойных листов, содержащая установленные по ходу технологического процесса и соединенные между собой транспортными средствами устройство для сборки пакетов и сварочные установки, отличающаяся тем, что она снабжена дополнительными (2...8) сварочными установками, каждая из которых выполнена в виде размещенного на уровне пола с возможностью вращения в двух плоскостях стола с...
Пристрій для лазерної перфорації полімерного матеріалу
Номер патенту: 3030
Опубліковано: 26.12.1994
Автори: Самонов Сергій Анатолійович, Колосов Сергій Васильович
МПК: B29C 37/00
Мітки: полімерного, матеріалу, пристрій, лазерної, перфорації
Формула / Реферат:
Устройство для лазерной перфорации полимерного материала, содержащее заключенную в корпусе оптическую головку, и расположенный под ней механизм периодического перемещения материала, привод которого синхронизирован с затвором лазера, отличающееся тем, что оптическая головка установлена с возможностью поворота в плоскости, параллельной перфорируемому материалу, а в корпусе выполнены отверстия, связанные с системой подачи сжатого воздуха.
Попередній патент: Засіб для захисту зернових культур від фітотоксичної дії гербіцидів
Наступний патент: Опора прокатного валка кліті дресировочного стану
Випадковий патент: Пристрій для дисекції біологічних тканин