Спосіб продовження циклу безперервного відливання при двовалковому формуванні стрічки та установка для здійснення цього способу
Формула / Реферат
1. Спосіб продовження циклу безперервного відливання при двовалковому формуванні стрічки з розташованими в лінію валками для сталевої стрічки, яку прокатують щонайменше у двох, розташованих одна за одною, прокатних клітях (1, 2) прокатного стана зі змінними робочими валками (5а, 5b, 6а, 6b), який відрізняється тим, що робочі валки (5а, 5b; 6а, 6b), які підлягають заміні, під час відливання заміняють під сталевою стрічкою (23) і, відповідно, над нею, та витягують в сторону із прокатної кліті (1, 2).
2. Спосіб за п. 1, який відрізняється тим, що при двох прокатних клітях (1, 2), які розташовані одна за одною, під час заміни валків прокатної кліті (2) робочими валками (5а, 5b) іншої прокатної кліті (1), що працює, виробляють стрічку більшої товщини, ніж перед заміною валків.
3. Спосіб за п. 1, який відрізняється тим, що при двох прокатних клітях (1, 2), які розташовані одна за одною, під час заміни валків прокатної кліті (2) робочими валками (5а, 5b) іншої прокатної кліті (1), що працює, виробляють тимчасово, без переходу, стрічки тієї ж самої товщини, що й перед заміною валків, причому в цій робочій кліті (1) здійснюють обтиснення з сумарним ступенем обтиснення обох прокатних клітей (1, 2).
4. Спосіб за п. 3, який відрізняється тим, що насамперед встановлюють поточну товщину стрічки за допомогою робочих валків (5а, 5b) прокатної кліті (1), що працює, перш ніж послабити робочі валки (6а, 6b), які підлягають заміні.
5. Спосіб за п. 3 або п. 4, який відрізняється тим, що під час заміни валків змінюють параметри, які істотно впливають на товщину відливання у процесі відливання, такі як швидкість розливання і/або висота рівня ванни, і/або тепловіддача, і/або температура підведеної рідкої сталі, для підтримки режиму в прокатній кліті (1), що працює.
6. Установка для здійснення способу за будь-яким із пп. 1-5, яка містить щонайменше дві прокатні кліті (1, 2), які розташовані одна за одною, та оснащені замінними над сталевою стрічкою і під нею робочими валками (5a, 5b, 6a, 6b), яка відрізняється тим, що робочі валки (5а, 5b; 6а, 6b) виконані з можливістю піднімання від сталевої стрічки (23) за допомогою піднімальних механізмів (17) та з можливістю витягування їх в сторону.
7. Установка за п. 6, яка відрізняється тим, що робочі валки (5а, 5b; 6а, 6b) виконані з можливістю піднімання піднімальними механізмами (17), при цьому прокатний стан перед робочими валками і за ними оснащений піднімальними валками (24, 25) для сталевої стрічки (23).
8. Установка за п. 7, яка відрізняється тим, що піднімальні валки (24, 25) розташовані на вільному кінці хитних важелів (26, 27).
9. Установка за п. 7 або п. 8, яка відрізняється тим, що верхній робочий валок (5а, 6а) виконаний з можливістю піднімання разом з відповідним йому опорним валком (7а, 8а).
10. Установка за будь-яким із пп. 6-9, яка відрізняється тим, що робочі валки (5а, 5b; 6а, 6b) закріплені на напрямних, які спільно рухаються і/або прибираються, або на відкидних напрямних (13, 14, 15, 16).
11. Установка за будь-яким із пп. 6-10, яка відрізняється тим, що робочі валки (5а, 5b; 6а, 6b) виконані з можливістю заміни окремо або парами.
12. Установка за п. 11, яка відрізняється тим, що для заміни парами робочі валки (5а, 5b; 6а, 6b) оснащені загальним пристроєм для їх витягування.
13. Установка за будь-яким із пп. 6-12, яка відрізняється тим, що верхній робочий валок (5а, 6а) виконаний з можливістю піднімання разом з відповідним йому верхнім опорним валком (7а, 8а), і/або нижній робочий валок (5b, 6b) виконаний з можливістю опускання разом з відповідним йому нижнім опорним валком (7b, 8b).
Текст
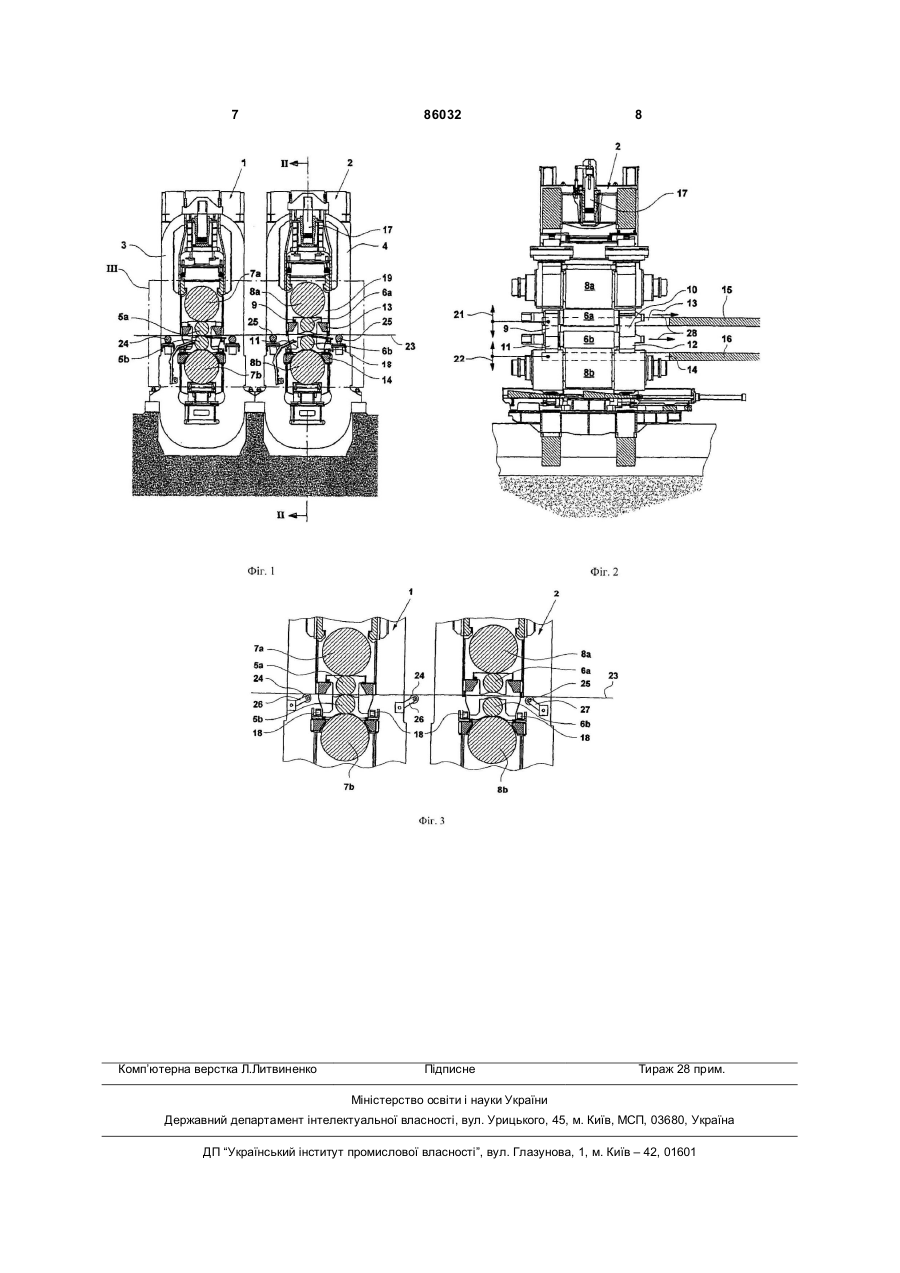
1. Спосіб продовження циклу безперервного відливання при двовалковому формуванні стрічки з розташованими в лінію валками для сталевої стрічки, яку прокатують щонайменше у двох, розташованих одна за одною, прокатних клітях (1, 2) прокатного стана зі змінними робочими валками (5а, 5b, 6а, 6b), який відрізняється тим, що робочі валки (5а, 5b; 6а, 6b), які підлягають заміні, під час відливання заміняють під сталевою стрічкою (23) і, відповідно, над нею, та витягують в сторону із прокатної кліті (1, 2). 2. Спосіб за п. 1, який відрізняється тим, що при двох прокатних клітях (1, 2), які розташовані одна за одною, під час заміни валків прокатної кліті (2) робочими валками (5а, 5b) іншої прокатної кліті (1), що працює, виробляють стрічку більшої товщини, ніж перед заміною валків. 3. Спосіб за п. 1, який відрізняється тим, що при двох прокатних клітях (1, 2), які розташовані одна за одною, під час заміни валків прокатної кліті (2) робочими валками (5а, 5b) іншої прокатної кліті (1), що працює, виробляють тимчасово, без переходу, стрічки тієї ж самої товщини, що й перед заміною валків, причому в цій робочій кліті (1) здійснюють обтиснення з сумарним ступенем обтиснення обох прокатних клітей (1, 2). 4. Спосіб за п. 3, який відрізняється тим, що насамперед встановлюють поточну товщину стрічки за допомогою робочих валків (5а, 5b) прокатної кліті (1), що працює, перш ніж послабити робочі валки (6а, 6b), які підлягають заміні. 2 (19) 1 3 86032 4 можливістю опускання разом з відповідним йому нижнім опорним валком (7b, 8b). Винахід стосується способу продовження циклу безперервного відливання при двовалковому формуванні стрічки з розташованими в лінію валками для сталевої стрічки, яка прокатується щонайменше в одній, переважно, у двох прокатних клітях прокатного стана, які йдуть одна за одною, зі змінними робочими валками. Далі, винахід стосується установки для здійснення цього способу. Робочі валки прокатного стана в режимі експлуатації піддаються, як відомо, зношуванню. Тому у прокатному виробництві потрібно регулярно заміняти, зокрема, робочі валки прокатних клітей у кінцевій ділянці товщин стрічки, щоб уникати того, що сліди зношування призводять до похибок на стрічці на виході і, відповідно, утворюється погана поверхня стрічки. У звичайному прокатному виробництві робочі валки останньої прокатної кліті замінюються майже через кожні три робочих години. При цьому заміна відбувається в переривчастому режимі, тобто між прокатками. При новому двовалковому формуванні стрічки з розташованими в лінію валками температура валків становить приблизно 1000°-1200°С, виходить, стільки ж, як у звичайному гарячому прокатному виробництві. Проте, швидкість руху стрічки становить тільки 0,5-2,0м/сек і, тим самим, набагато нижче, ніж у звичайному режимі експлуатації, при якому прокатують зі швидкостями прокатки, приблизно, 20м/сек. При цьому в процесі безперервного відливання домагаються циклу відливання до 10 годин і більше. В основі винаходу лежить завдання продовжити цикл безперервного відливання при двовалковому формуванні сталевої стрічки з розташованими в лінію валками для сталевої стрічки. Це завдання вирішується відповідно до винаходу за допомогою того, що робочі валки, які підлягають заміні, в прокатному стані під час розливання замінюються під сталевою стрічкою або, відповідно, над нею, а також можуть витягуватися збоку із прокатної кліті. Таким чином можливо продовжувати процес розливання незалежно від процесу прокатки як завгодно довго, тому що цикл відливання не обмежується обмеженою міцністю поверхні робочих валків прокатного стана. Далі, винахід передбачає, що при двох прокатних клітях, які йдуть одна за одною, під час зміни валків однієї прокатної кліті, робочими валками іншої прокатної кліті, що працює, виробляється стрічка більшої товщини, ніж перед зміною валків, а саме, - відповідно ступеню обтиснення в цій кліті. Альтернативно цьому передбачено відповідно до винаходу, що при двох прокатних клітях, які йдуть одна за одною, під час зміни валків однієї прокатної кліті, робочими валками іншої прокатної кліті, що працює тимчасово, без переходу, виробляється стрічка тієї ж самої товщини, що й перед зміною валків, причому тоді валки працюючої клітки приймають на себе загальний ступінь обтиснення обох прокатних клітей. Таким чином, поточ на товщина стрічки під час процесу зміни залишається незмінною. Щоб уникнути відхилень товщини стрічки в перехідній фазі, винахід передбачає, що насамперед, відповідно, поточна товщина стрічки регулюється робочими валками в прокатній кліті, що працює, перш ніж будуть ослаблені робочі валки, що підлягають заміні. Щоб підтримувати роботу прокатної кліті, що експлуатується, відповідно до винаходу передбачається, що під час зміни валків у процесі відливання змінюються істотно параметри, що впливають на товщину відливання, такі як швидкість розливання, і/або висота рівня ванни, і/або тепловідвід, і/або температура підведеної рідкої сталі. За допомогою цього можна варіювати товщину відливання відповідно до потреб прокатної кліті, що працює, під час зміни валків. Далі, винахід стосується установки для здійснення відповідного винаходу способу щонайменше одна прокатна кліть якої, переважно, - дві прокатні кліті якої, що йдуть одна за одною, оснащені замінними, над сталевою стрічкою або, відповідно, під сталевою стрічкою робочими валками. Щоб уникати ушкодження сталевої стрічки при зміні валків, верхні робочі валки відповідно до винаходу оснащені піднімальними механізмами, за допомогою яких вони можуть підніматися від сталевої стрічки, а також висуватися в сторону. Для цього відповідно до винаходу, передбачено, що робочі валки можуть підніматися піднімальними механізмами, і прокатний стан перед робочими валками і за ними оснащений піднімальними валками для сталевої стрічки. Доцільно розташувати піднімальні валки на вільному кінці хитних важелів. За допомогою взаємно узгодженого піднімання робочих валків і сталевої стрічки між нею та робочими валками створюється проміжна щілина, яка забезпечує безконтактне проходження сталевої стрічки між робочими валками, що підлягають заміні. При цьому у значенні простого принципу дії є перевагою, якщо верхній робочий валок може підніматися разом з опорним валком, який відноситься до нього. Щоб полегшити і, відповідно, прискорити процес заміни, винахід передбачає, що робочі валки можуть опиратися на напрямні, які спільно рухаються і/або прибираються, та відкидні напрямні. Якщо зношування змінних робочих валків різне, то їх доцільно заміняти окремо. В інших випадках переважно заміняти обидва робочі валка парами одночасно. У цьому випадку винахід передбачає, що робочі валки, які підлягають заміні, оснащені загальним пристроєм для їх витаскування. Винахід докладніше роз'ясняється нижче на прикладі виконання з посиланнями на креслення. Вони показують: 5 Фіг.1 - прокатний стан двовалкового ливарнопрокатного агрегату з лінійним прокатним станом, вигляд збоку, Фіг.2 - прокатний стан за Фіг.1, представлений у розрізі уздовж лінії II-II на Фіг.1, і Фіг.3 - фрагмент III за Фіг.1 з варіантом виконання піднімальних валків для сталевої стрічки, представлений схематично. Представлений на Фіг.1 та 2 прокатний стан складається із двох прокатних клітей 1 та 2, які йдуть одна за одною, обладнаних кожна рамою 3 і, відповідно, 4, а також парою робочих валків 5а, 5b прокатного стана і, відповідно, 6а, 6b з опорними валками 7а, 7b і, відповідно, 8а, 8b. Обидві прокатні кліті виконані ідентично. Тому для простоти надалі описується докладно тільки прокатна кліть 2. Робочі валки 6а, 6b цієї кліті встановлені в підшипниках на корпусах підшипників 9, 10 і відповідно 11, 12, які укріплені на напрямних носіях 13 і, відповідно, 14. У продовження цих носіїв розташовані ще одні напрямні 15, 16 для прийому робочих валків 6а та 6b при заміні валків. Напрямні носії 13, 14 та робочі валки 6а і, відповідно, 6b, що опираються таким чином на них, можуть підніматися за допомогою гідравлічних піднімальних механізмів 17, які можуть діяти на несучі корпусу 19 і, відповідно, 20 напрямних носіїв 13, 14 разом з робочими валками 6а і, відповідно, 6b. Напрямок їх підйому позначений на Фіг.2 позиціями 21, 22. Сталева стрічка 23, що виготовляється в не представленому двовалковому ливарнопрокатному агрегаті, проходить через прокатні кліті 1 та 2, опираючись на гідравлічні піднімальні валки 24, 25, які піднімають, які розміщені перед робочими валками 5а, 5b і, відповідно, 6а, 6b прокатних клітей 1 та 2 і за ними. У варіанті згідно з Фіг.3 піднімальні валки 24, 25 розташовані на вільних кінцях хитних важелів 26 і, відповідно, 27. До робочих валків 6а, 6b приєднаний не представлений тут пристрій для спільного витаскування валків із зони прокатної ділянки. Напрямок їх руху позначений на Фіг.2 позицією 28. Для заміни робочих валків 6а та 6b прокатної кліті 2 буде, насамперед, настроєна за допомогою робочих валків 5а, 5b прокатної кліті 1, відповідно, поточна товщина стрічки, а саме, - перш ніж буде ослаблена замінна пара робочих валків 6а, 6b. Цими діями досягають того, що в прокатній кліті 1 тимчасово, без переходу далі буде вироблятися та ж сама товщина стрічки, що й раніше обома прокатними клітями 1 та 2 разом, причому тоді прокатна кліть 1 приймає на себе сумарний ступінь обтиснення обох прокатних клітей. Потім напрямні носії 13 та 14 з робочими валками 6а, 6b піднімаються за допомогою піднімальних механізмів 17. Одночасно із цим також підні 86032 6 мається сталева стрічка 23 за допомогою піднімальних валків 24, 25. При цьому рівень підйому робочих валків та сталевої стрічки розраховується так, що після їх піднімання - над сталевою стрічкою і нижче неї між нею та робочими валками утвориться проміжна щілина. За рахунок цього забезпечується те, що при заміні робочих валків вони не викликали ушкодження поверхні стрічки. У рамках винаходу також можливо відразу виконувати піднімальні механізми 17 так, що вони можуть діяти безпосередньо на напрямні носії 13, 14 робочих валків 6а, 6b. У цьому випадку верхній робочий валок 6а піднімається разом з опорним валком 8а, який відноситься до нього, у той час як нижній робочий валок 6b може підніматися один. Після піднімання робочих валків 6а та 6b вони спільно витягаються в напрямку стрілки 28 на напрямних носіях 13, 14 і напрямних 15, 16, що приєднуються до них, із зони прокатної ділянки і вивозяться в ремонтний цех. Щоб полегшити цей процес, напрямні 15, 16 можуть вивозитися разом з робочими валками. Вони можуть також, за потребою, прибиратися або відкидатися. Установка нових робочих валків відбувається аналогічно, тільки у зворотному порядку. Само собою зрозуміло, у рамках винаходу також можливо заміняти робочі валки 6а, 6b окремо, причому в цьому випадку кожний робочий валок може мати власний пристрій для його витаскування. Також при заміні робочих валків можна діяти так, що під час заміни валків виробляється більша товщина стрічки робочими валками прокатної кліті, що працює, а саме відповідно ступеню обтиснення цієї прокатної кліті. За рахунок, цього спрощується керування прокатним станом під час процесу заміни валків. Описаний спосіб, саме собою зрозуміло, також застосовний для заміни робочих валків 5а, 5b прокатної кліті 1, а також у прокатних станах більше, ніж із двома прокатними клітями, які йдуть одна за одною. Посилальні позиції 1, 2 прокатна кліть 3, 4 рама 5а, 5b, 6а, 6b пара робочих валків 7а, 7b, 8а, 8b опорні валки 9, 10, 11, 12 корпус підшипника 13, 14 напрямні носії 15, 16 напрямні для прийому робочих валків 17 гідравлічний піднімальний механізм 19, 20 несуча корпусу 21, 22 напрямок підйому 23 сталева стрічка 24, 25 піднімальні валки 26, 27 хитні важелі. 7 Комп’ютерна верстка Л.Литвиненко 86032 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and installation for extending casting cycle for two-roll strip casting of steel strip
Автори англійськоюMarti Heinrich, Barbe Jacques
Назва патенту російськоюСпособ продления цикла непрерывной отливки при двухвалковом формовании ленты и установка для осуществления этого способа
Автори російськоюМарті Хайнріх, Борбе Жак
МПК / Мітки
МПК: B21B 1/46, B21B 13/22, B21B 31/00
Мітки: стрічки, цього, установка, спосіб, формуванні, двовалковому, відливання, здійснення, способу, циклу, безперервного, продовження
Код посилання
<a href="https://ua.patents.su/4-86032-sposib-prodovzhennya-ciklu-bezperervnogo-vidlivannya-pri-dvovalkovomu-formuvanni-strichki-ta-ustanovka-dlya-zdijjsnennya-cogo-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб продовження циклу безперервного відливання при двовалковому формуванні стрічки та установка для здійснення цього способу</a>
Спосіб безперервного виробництва надтонкої гарячекатаної стрічки з тонкого сляба, отриманого безперервним литтям, та виробнича лінія для здійснення способу
Номер патенту: 84398
Опубліковано: 27.10.2008
Автор: Арведі Джованні
МПК: B21B 1/26, B22D 11/06, B21B 37/28, B21B 1/46
Мітки: литтям, стрічки, способу, виробнича, виробництва, безперервного, лінія, надтонкої, безперервним, гарячекатаної, тонкого, сляба, спосіб, отриманого, здійснення
Формула / Реферат:
1. Спосіб безперервного виробництва надтонкої гарячекатаної стрічки з тонкого сляба, отриманого безперервним литтям, який включає наступні операції:- безперервне лиття тонкого сляба (1);- попереднє його прокатування (5) після безперервного лиття;- індукційне нагрівання (8), і- кінцеве прокатування (18) з попереднім пластичним розтягуванням (17), усуванням окалини (17а), наступним охолодженням і намотуванням у...
Спосіб безперервного лиття тонкої смуги і установка для здійснення способу
Номер патенту: 55524
Опубліковано: 15.04.2003
Автори: Екерсторфер Геральд, Хохенбіхлер Геральд
МПК: B22D 11/16, B22D 11/06
Мітки: спосіб, установка, тонкої, здійснення, безперервного, смуги, лиття, способу
Формула / Реферат:
1. Спосіб безперервного лиття тонкої смуги (1), зокрема сталевої смуги, переважно товщиною менше 10 мм, в двовалковому технологічному процесі, по якому розплав металу (7) заливають в утворений двома ливарними валками (2) ливарний зазор (3) по товщині смуги (1), що відливається, з утворенням ванни розплаву (6), а поверхні (11) ливарних валків (2) над ванною розплаву (6) обдувають інертним газом або сумішшю інертних газів, який відрізняється...
Спосіб виготовлення безперервної бандерольної стрічки, спосіб обандеролювання виробів, що пакуються, та пристрій для здійснення цього способу
Номер патенту: 41961
Опубліковано: 15.10.2001
Автор: Зауер Хартмут Карл
МПК: B65B 33/00
Мітки: бандерольної, способу, виготовлення, пакуються, цього, виробів, здійснення, спосіб, обандеролювання, безперервної, стрічки, пристрій
Формула / Реферат:
1. Способ изготовления непрерывной бандерольной ленты (5) для автоматизированного обандероливания пакуемых изделий (Р), включающий в себя операцию нанесения на ленту клеевого состава, отличающийся тем, чтобандеролирующую ленту (5) через одинаковые расстояния снабжают печатными метками (D), при этом такое расстояние между соседними метками (D) равно раппортной длине (г) бандерольной ленты, причем эта длина соответствует величине...
Спосіб переробки політетрафторетилену і установка для здійснення цього способу
Номер патенту: 71192
Опубліковано: 15.11.2004
Автори: Шмирін Михайло Іванович, Пушкаренко Микола Миколайович, Задорський Вільям Михайлович, Анісімов Валерій Васильович, Анісімов Сергій Валерійович
МПК: C08F 14/00
Мітки: цього, способу, здійснення, переробки, спосіб, політетрафторетилену, установка
Формула / Реферат:
1. Спосіб переробки політетрафторетилену, зокрема відходів політетрафторетилену, що включає подачу подрібненого політетрафторетилену в зону термодеструкції реактора, де його нагрівають до температури термодеструкції, відведення газоподібних продуктів термодеструкції політетрафторетилену у вигляді реакційного газу в зону синтезу реактора, де реакційний газ охолоджують до температури обриву реакції поліконденсації політетрафторетилену,...
Спосіб отримання рідкого металу і установка для здійснення цього способу
Номер патенту: 44908
Опубліковано: 15.03.2002
Автори: КЕППЛІНГЕР Леопольд Вернер, ШЕНК Йоханнес-Леопольд, Вурм Йоханн
МПК: C21B 13/14
Мітки: здійснення, отримання, цього, способу, установка, металу, спосіб, рідкого
Формула / Реферат:
1. Спосіб отримання рідкого металу, зокрема чавуну або рідких напівфабрикатів сталі із завантажувальних речовин, що складаються з руди, зокрема залізняку і з флюсів, в якому руду безпосередньо відновлюють в губчастий метал як мінімум в одній зоні відновлення (5, 7, 8), губчастий метал плавлять разом з флюсами в плавильно-газифікаційній зоні (11) при подачі носіїв вуглецю і кисневмісного газу, з утворенням СО і Н2-вмісного відновного газу,...
Попередній патент: Застосування скопінового ефіру як вихідного матеріалу для одержання сполук, які мають терапевтичну дію
Наступний патент: Спосіб одержання глинозему
Випадковий патент: Спосіб вилучення германію з мінеральної сировини техногенного походження