Спосіб виготовлення безперервної бандерольної стрічки, спосіб обандеролювання виробів, що пакуються, та пристрій для здійснення цього способу
Формула / Реферат
1. Способ изготовления непрерывной бандерольной ленты (5) для автоматизированного обандероливания пакуемых изделий (Р), включающий в себя операцию нанесения на ленту клеевого состава, отличающийся тем, что
бандеролирующую ленту (5) через одинаковые расстояния снабжают печатными метками (D), при этом такое расстояние между соседними метками (D) равно раппортной длине (г) бандерольной ленты, причем эта длина соответствует величине окружности наибольшего пакуемого изделия плюс величина ее нахлестки, на заданном неизменном расстоянии (s) перед каждой печатной меткой (D) поперек продольного направления непрерывной бандеролирующей ленты (5) наносят полосообразный слой (L), например, клеевого покрытия, необходимый для замыкания петель бандеролирующей ленты (петли 5a-5f).
2. Способ обандероливания пакуемых изделий (Р) с неодинаковыми габаритами посредством бандерольной ленты (5), включающий охват пакуемого изделия бандерольной лентой с образованием петли ленты, замыкание конца бандерольной ленты и отделение петли ленты резаком, отличающийся тем, что после охвата пакуемого изделия (Р) образующуюся петлю ленты (петли 5a-5f) транспортируют мимо считывающего элемента (12) и при срабатывании последнего на очередную метку (D) останавливают таким образом, чтобы расположенное перед меткой очередное клеевое покрытие (L) находилось непосредственно на замыкающем механизме (10), свободный конец петли бандерольной ленты ареттируют и бандерольную ленту подают назад на такую величину, чтобы петля ленты охватывала пакуемое изделие с заданным натяжением, при замыкании конца бандерольной ленты обеспечивают срабатывание замыкающего механизма (10) и отделение петли ленты резаком осуществляют позади места замыкания, после чего последующее изделие обандероливают следующей петлей аналогичным образом, причем в случае, когда окружность предшествующего пакуемого изделия меньше раппортной длины (г) бандерольной ленты, остающуюся избыточную длину (2х, 2у, 2z) между местом обрезки и последующим нанесенным клеевым покрытием (L) обандероливают в качестве выступающей части.
3. Устройство для обандероливания пакуемых изделий непрерывной бандерольной лентой (5) по пункту 1, включающее электродвигатель (8) с управляемым направлением вращения для привода бандеролирующей ленты (5), неподвижный замыкающий механизм (10) и неподвижный резак (11), отличающееся тем, что оно снабжено неподвижным считывающим элементом (12), установленным в зоне перемещения бандерольной ленты (5) с метками (D) после охвата ею очередного пакуемого изделия (Р), и связанным с электродвигателем (8), причем расстояние считывающего элемента (12) от замыкающего механизма (10) и от резака (11) согласовано с расстоянием (s) между печатной меткой (D) и расположенным перед ней клеевым покрытием (L) на непрерывной бандерольной ленте.
Текст
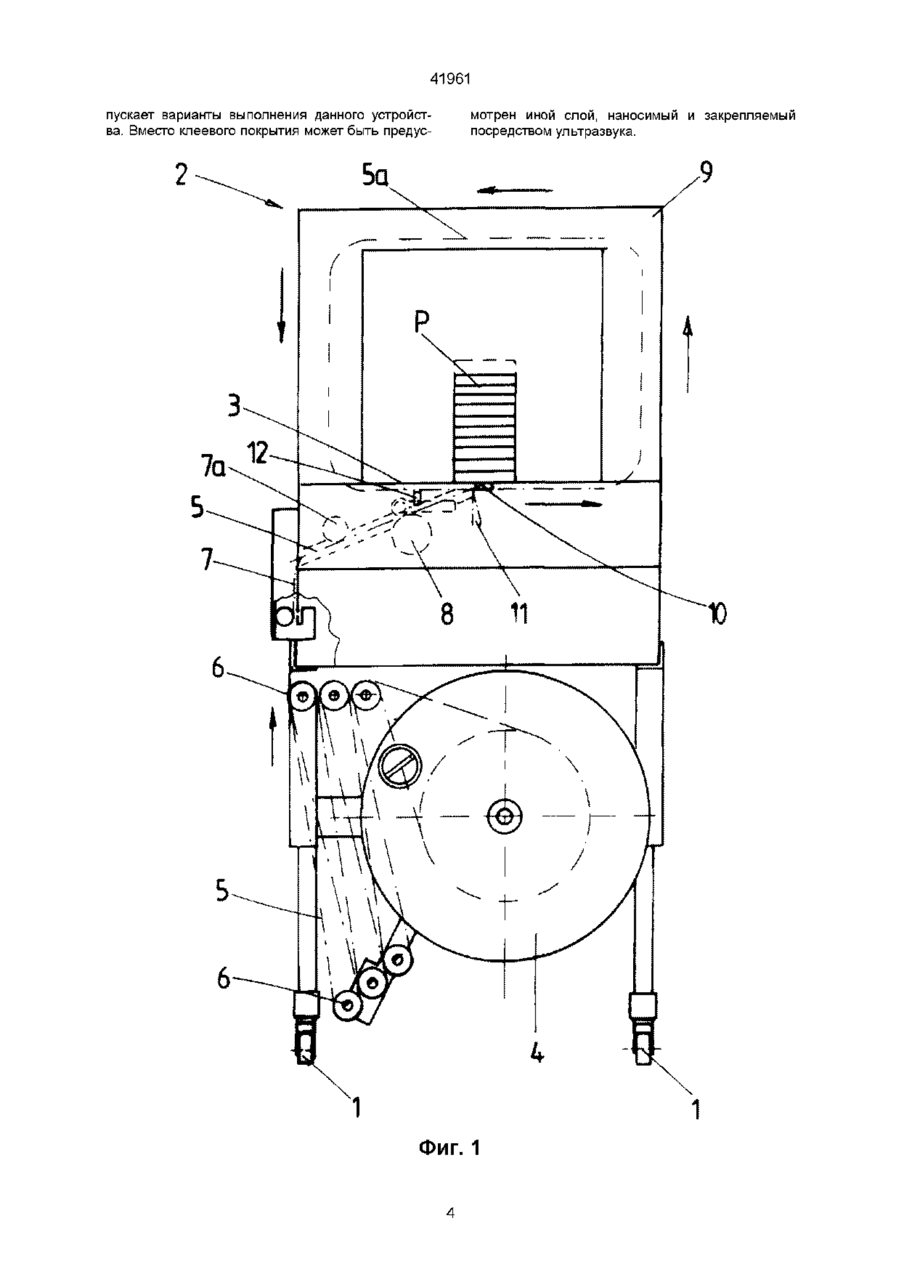
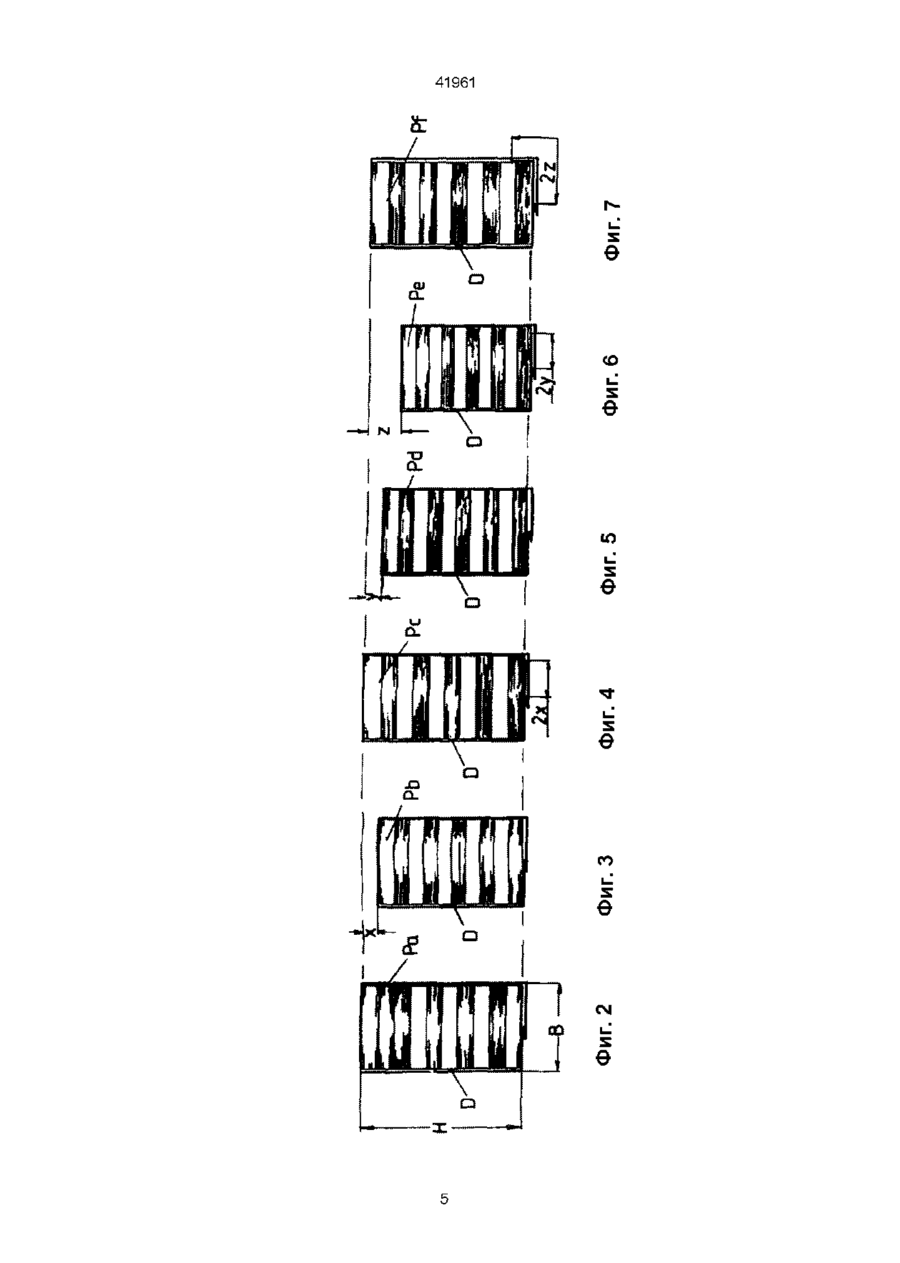
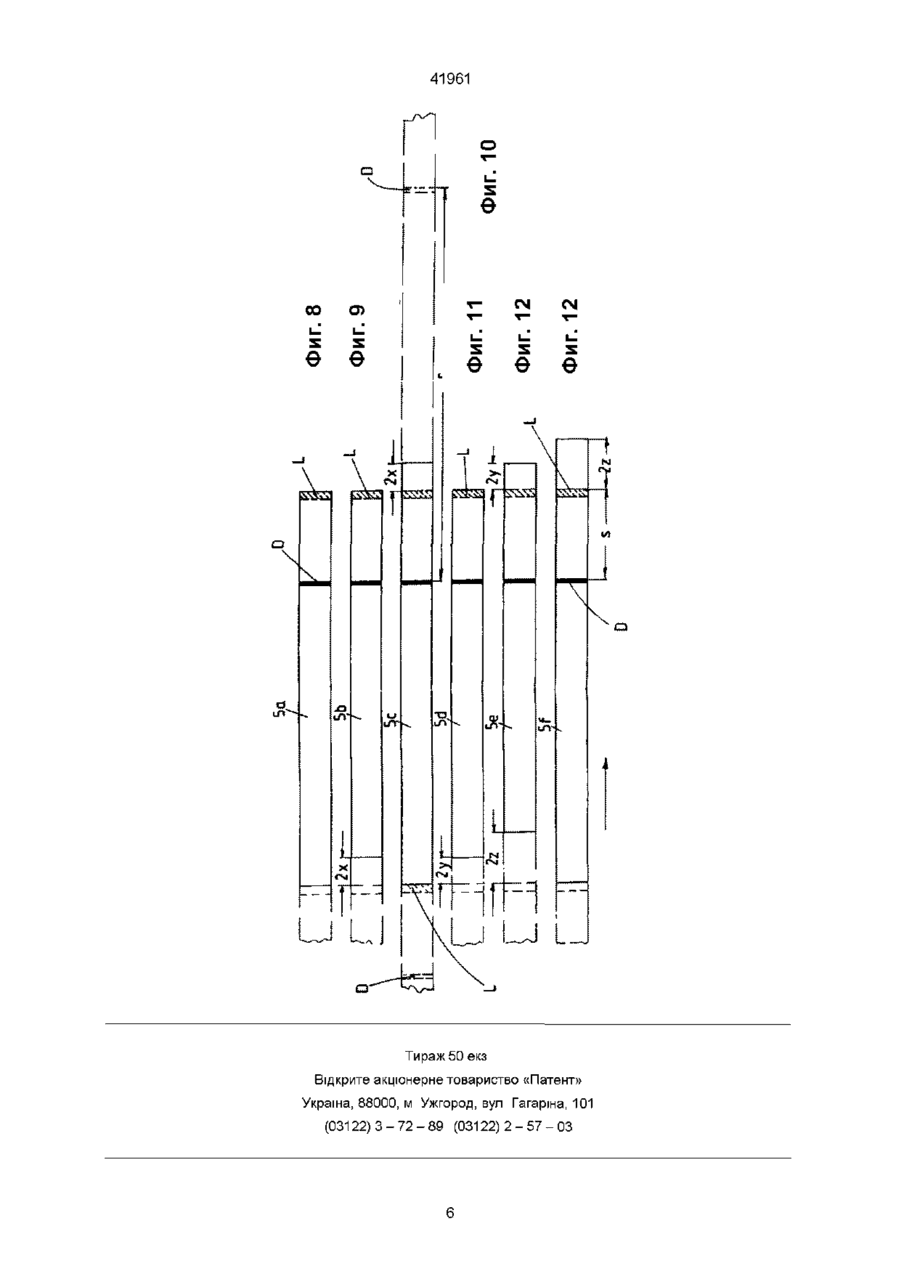
1 Способ изготовления непрерывной бандерольной ленты (5) для автоматизированного обандероливания пакуемых изделий (Р), включающий в себя операцию нанесения на ленту клеевого состава, отличающийся тем, что бандеролирующую ленту (5) через одинаковые расстояния снабжают печатными метками (D), при этом такое расстояние между соседними метками (D) равно раппортной длине (г) бандерольной ленты, причем эта длина соответствует величине окружности наибольшего пакуемого изделия плюс величина ее нахлестки, на заданном неизменном расстоянии (s) перед каждой печатной меткой (D) поперек продольного направления непрерывной бандеролирующей ленты (5) наносят полосообразный слой (L), например, клеевого покрытия, необходимый для замыкания петель бандеролирующей ленты (петли 5a-5f) (12) и при срабатывании последнего на очередную метку (D) останавливают таким образом, чтобы расположенное перед меткой очередное клеевое покрытие (L) находилось непосредственно на замыкающем механизме (10), свободный конец петли бандерольной ленты ареттируют и бандерольную ленту подают назад на такую величину, чтобы петля ленты охватывала пакуемое изделие с заданным натяжением, при замыкании конца бандерольной ленты обеспечивают срабатывание замыкающего механизма (10) и отделение петли ленты резаком осуществляют позади места замыкания, после чего последующее изделие обандероливают следующей петлей аналогичным образом, причем в случае, когда окружность предшествующего пакуемого изделия меньше раппортной длины (г) бандерольной ленты, остающуюся избыточную длину (2х, 2у, 2z) между местом обрезки и последующим нанесенным клеевым покрытием (L) обандероливают в качестве выступающей части 2 Способ обандероливания пакуемых изделий (Р) с неодинаковыми габаритами посредством бандерольной ленты (5), включающий охват пакуемого изделия бандерольной лентой с образованием петли ленты, замыкание конца бандерольной ленты и отделение петли ленты резаком, отличающийся тем, что после охвата пакуемого изделия (Р) образующуюся петлю ленты (петли 5a-5f) транспортируют мимо считывающего элемента 3 Устройство для обандероливания пакуемых изделий непрерывной бандерольной лентой (5) по пункту 1, включающее электродвигатель (8) с управляемым направлением вращения для привода бандеролирующей ленты (5), неподвижный замыкающий механизм (10) и неподвижный резак (11), отличающееся тем, что оно снабжено неподвижным считывающим элементом (12), установленным в зоне перемещения бандерольной ленты (5) с метками (D) после охвата ею очередного пакуемого изделия (Р), и связанным с электродвигателем (8), причем расстояние считывающего элемента (12) от замыкающего механизма (10) и от резака (11) согласовано с расстоянием (s) между печатной меткой (D) и расположенным перед ней клеевым покрытием (L) на непрерывной бандерольной ленте Изобретение относится к способу изготовления непрерывной бандерольной ленты для автоматизированного обандероливания упакованных изделий, а также к способу и к устройству для обандероливания посредством такой ленты Для обандероливания изделий с помощью ранее известных бандерольных лент, сматываемых с бандерольных рулонов, в случае работы с упакованными изделиями различной высоты, а также для обеспечения определенного предва ВШ О (О 41961 рительного натяжения обандеролирующих петель вокруг упакованного изделия необходимо покрытие по меньшей мере одной стороны непрерывной бандерольной ленты соответствующим слоем, например клеевым При ультразвуковом соединении и скреплении концов бандерольной ленты такое покрытие поверхности должно быть нанесено даже на обе стороны ленты Такое решение приводит к повышенному расходу клеевых составов и увеличению вредного воздействия на окружающую среду Известны также решения, позволяющие избежать использования бандерольных лент со сплошным клеевым покрытием Наиболее близким аналогом данного изобретения является патент DE 3937970 А1 (5 В 65 В 13/32, В 65 В 11/02), в описании изобретения к которому раскрыта именно такая система, предусматривающая локальное нанесение клеевого покрытия на отдельные участки бандерольной ленты с использованием так называемого «отдельного особого запаса клея», что на практике сводится к необходимости вводить в оборудование отдельный, достаточно сложный узел дозированной подачи клея в точку склеивания Это усложняет конструкцию, так как указанный узел должен монтироваться в весьма ограниченном пространстве, является капризным в работе и требует постоянного обслуживания, заправки и пр, что делает оборудование в целом более громоздким и дорогостоящим, а также менее надежным в работе Задачей данного изобретения является совмещение преимуществ использования бандерольной ленты с предварительно нанесенным клеевым покрытием и в то же время бандерольной ленты с предварительно нанесенным клеевым покрытием и в то же время преимуществ локального, «точечного» нанесения такого покрытия, а именно - разработка такой непрерывной бандерольной ленты для обандероливания упакованных изделий, которая имеет только отдельные, определенным образом предварительно нанесенные клеевые участки, позволяющие, в соответствии с также заявляемым способом обандероливания изделий, обеспечить качественное обандероливание изделий различных габаритов с использованием несложного и надежного в работе оборудования Кроме того, задачей изобретения является разработка способа и устройства для обандероливания упакованных изделий неодинаковых габаритов посредством выше рассмотренной обандероливающей ленты, позволяющих реализовать на практике преимущества, заложенные в самой ленте В части изготовления обандероливающей ленты эти задачи решаются на основе отличительных признаков по пункту 1 формулы изобретения, относительно способа обандероливания - на основе отличительных признаков по пункту 2 формулы, а в части устройства для обандероливания - на основе отличительных признаков по пункту 3 формулы изобретения Изобретение иллюстрируется примером его осуществления и прилагаемыми чертежами На чертежах показаны Фиг 1 схематический вид сбоку на устройство по данному изобретению Фиг 2 - 7 и 8 - 13 иллюстрация технологических операций применительно к упакованным изделиям неодинаковых габаритов Устройство, схематически изображенное на фиг1, смонтировано на станине 2, перемещающейся на роликах 1, и содержит верхнюю часть, в которой предусмотрена горизонтальная пластина 3 для размещения упакованных изделий Р и в которой происходит собственно процесс обандероливания, а также нижнюю часть, в которой размещаются вращающийся рулон 4 бандерольной ленты и система натяжных и направляющих роликов 6 для сматываемой с рулона 4 ленты 5 (в направлении стрелки), проходящей через систему 6 и имеющей форму непрерывной обандероливающей ленты Лента 5 снабжена через равные неизменные промежутки г полосообразными метками D, ширина которых составляет, например, 5 мм (фиг 8 - 1 3 ) Такой неизменный промежуток между соседними метками равен раппортной длине бандероли (фиг 10), которая соответствует длине периметра наибольшего из бандеролируемых изделий плюс размеру перекрытия, достаточного для склеивания Таким образом, раппортная длина составляет 2х (максимальная высота Н и максимальная ширина В) изделия плюс размер перекрытия (фиг 2) Кроме того, лента 5 через заданный неизменный интервал s перед каждой меткой D, в направлении подачи этой ленты, снабжена клеевым слоем L, нанесенным поперек продольного направления ленты (фиг 8 -13) Ширина этого клеевого покрытия соответствует ширине затвора Собственно банделирующее устройство содержит ввод 7 ленты и направляющий ролик 7а, установленные под пластиной 3 сбоку от станины устройства, далее, также под пластиной 3, электродвигатель 8 для привода ленты 5 в обоих направлениях, механизм охвата, сам по себе известный и на чертеже не показанный, с направляющим элементом 9 для образования петли 5а вокруг бандеролируемого изделия Р, а также установленный под пластиной 3 запорный механизм 10 в виде нагревательного пуансона и резак 11 Кроме того, в станине 2, на определенном интервале от механизма 10 и от резака 11, установлен неподвижный считывающий элемент 12 таким образом, что лента 5 после охвата изделия Р проходит мимо этого элемента 12, при этом при считывании метки D считывающий элемент посредством соответствующего сигнала обеспечивает остановку ленты в положении, в котором клеевое покрытие L находится непосредственно у запорного механизма 10 Обандероливание производится следующим образом Изделие Р, в рассматриваемом примере это стопа пакетных ценных бумаг, подается на пластину 3 в положение бандеролирования, приблизительно посреди пластины 3 (фиг1) Затем посредством электродвигателя 8 лента 5 подается вперед в направлении стрелки и при этом перемещается своим свободным концом под изделие Р через прорези в пластине 3 в направляющий элемент 9, при этом лента 5 сматывается с рулона 4 и после прохождения через роликовую систему 6 проводится через вход 7 Свободный конец ленты 41961 проводится через направляющий элемент 9 в направлении стрелки и образует петлю 5а на расстоянии от изделия Р Как только срабатывает считывающий элемент 12 при прохождении метки D, происходит остановка электродвигателя 8 и тем самым движения ленты При остановке ленты клеевое покрытие L, расположенное на расстоянии s перед меткой D, находится на внешней стороне свободного конца петли 5а, т е на фиг 1 , 2 7 на нижней стороне конца петли и непосредственно над запорным механизмом 10 Затем конец петли 5а удерживается посредством не показанного на чертеже захвата Выполненный в виде направляющей рамы направляющий элемент 9 перемещается посредством установочного звена (с соответствующим его управлением) таким образом, что он высвобождает петлю 5а, и посредством электродвигателя 8, работающего теперь в обратном направлении, лента 5 подается назад настолько, чтобы петля 5а охватывала изделие Р с определенным натяжением При натяжении петли 5а лента 5 соответственно сматывается обратно на рулон 4 В последующем срабатывает механизм 10, через который петля ленты замыкается посредством горячего склеивания, для чего внешний участок ленты, перекрывающий клеевое покрытие L у конца ленты, прижимается к этому покрытию, в последующем петля посредством резака 11 отделяется позади запора ленты Резак 11 располагается непосредственно позади запорного механизма, так что обрезка происходит непосредственно позади запора Затем изделие Р транспортируется далее и в бандеролирующее положение подается следующее изделие Протекание технологических операций в случае бандеролирования изделий неодинаковых габаритов поясняется на фиг 2 - 7 и 8 - 13 На фиг 2 - 7, где каждое обрабатываемое изделие показано как стопа из нескольких пачек листов, например из пачек ценных бумаг, изделие Ра, бандеролируемое в первую очередь, имеет максимально возможные размеры, т е максимальную высоту Н и неизменную для каждого изделия ширину В Бандеролируемое за ним изделие РЬ имеет высоту, на величину х меньшую, затем подаются изделие Рс, снова с максимальной высотой Н, изделие Pd с высотой на величину у меньшей по сравнению с максимальной высотой, изделие Ре с высотой, уменьшенной на более значительную величину z, и наконец изделие Pf со снова максимальной высотой Н Изделие Ра (фиг 2) получает петлю 5а (фиг 8), свободный конец которой в данном примере совпадает с передней кромкой клеевого покрытия L и длина которой точно соответствует окружности изделия, так как раппортная длина г соответствует этой максимальной окружности изделия Новый свободный конец ленты 5 начинается непосредственно у последующего клеевого покрытия L Эта петля 5а ленты не имеет, следовательно, избыточной длины, превышающей клеевое покрытие у запора ленты изнутри Наружное перекрытие имеет лишь такую величину, которая достаточна для надежного замыкания ленты шенной высоты изделия РЬ на величину 2х меньше Это означает, что после отделения петли 5Ь новый свободный конец ленты располагается не на передней кромке последующего клеевого покрытия L, а на расстоянии 2х от нее Вследствие этого, после обандероливания последующего изделия Рс, снова с максимальной высотой Н, охватывающая это изделие петля 5с ленты перед точкой замыкания имеет некоторую избыточную длину 2х в виде внутреннего перекрытия (фиг 4) Охватывающая это изделие Рс петля 5с, следовательно, на величину 2х длиннее, чем раппортная длина г, причем избыточная длина 2х бандеролируется в качестве избыточного выступа Следующее изделие Pd имеет снова уменьшенную высоту, оно получает петлю 5d (фиг 11), на величину 2у меньшую сравнительно с раппортной длиной, однако без избыточной длины на ее внутреннем конце Высота последующего изделия Ре (фиг 6) на величину z меньше максимальной высоты Н Вследствие этого величина 2у, обусловленная предшествующей операцией обандеролирования останавливается в качестве избыточной длины перед клеевым покрытием, т е перед запором как внутренняя нахлестка и подвергается обандеролированию и, следовательно, отделение этой петли происходит в точке на расстоянии 2z перед последующим клеевым покрытием Поэтому последующее изделие Pf, имеющее снова максимальную высоту Н, получает петлю 5f (фиг 13), имеющую перед клеевым покрытием или перед замыканием некоторый внутренний забандеролированный нахлест с длиной 2z, которая в рассмотренном случае загибается вокруг правого нижнего угла изделия Pf Таким образом, суть идеи состоит в том, что при подходе подлежащего обандеролированию изделия, с высотой меньшей по сравнению с максимальной высотой, избыточная длина, имеющаяся при бандеролировании последующего изделия, в начале следующей петли ленты останавливается в качестве внутреннего перекрытия и подвергается совместному обандеролированию, однако при этом внешний конец петли каждый раз отделяется непосредственно позади затвора, так что не имеется никакого видимого увеличения длины Благодаря этому достаточно наносить клеевое покрытие L лишь в виде узкой полоски с интервалами на бандеролирующей ленте, соответствующими раппортной длине Возникновение внутренней нахлестки в случае изделия сравнительно малых габаритов автоматически обусловлено тем, что считываемая считывающим элементом метка D, положение которой обусловливает остановку и тем самым точки замыкания и отреза ленты, каждый раз располагаются на одном и том же расстоянии s от клеевого покрытия L и расстояние считывающего элемента от запорного механизма и от резака соответственно остается постоянным Поэтому это расстояние переносится, можно сказать, на бандеролирующую ленту Тем самым клеевое покрытие каждый раз приходится на одну и ту же точку обрабатываемого изделия на конвейере На последующее изделие РЬ поступает петля 5Ь (фиг 9), длина которой вследствие умень Данное изобретение не ограничено рассмотренным выше примером его осуществления, а до 41961 пускает варианты выполнения данного устройства. Вместо клеевого покрытия может быть предус мотрен иной слои, наносимый и закрепляемый посредством ультразвука. Фиг. 1 41961 Є со N Л Є ю со Є см Є 41961 e 00 Є см см О) Є sis e >rsi х CslJ e e •iT-tX'l 2 _ ^ a a 1 iff rsi .—_^O І Тираж 50 екз Відкрите акціонерне товариство «Патент» Україна, 88000, м Ужгород, вул Гагаріна, 101 (03122) 3-72-89 (03122) 2-57-03
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of manufacture of endless band, method for banding of packed articles and device for implementation of this method
Автори англійськоюSauer Hartmut Karl
Назва патенту російськоюСпособ изготовления непрерывной бандерольной ленты, способ обандероливания упаковываемых изделий и устройство для осуществления этого способа
Автори російськоюЗауэр Хартмут Карл
МПК / Мітки
МПК: B65B 33/00
Мітки: виробів, виготовлення, безперервної, стрічки, цього, бандерольної, способу, здійснення, пакуються, обандеролювання, пристрій, спосіб
Код посилання
<a href="https://ua.patents.su/6-41961-sposib-vigotovlennya-bezperervno-banderolno-strichki-sposib-obanderolyuvannya-virobiv-shho-pakuyutsya-ta-pristrijj-dlya-zdijjsnennya-cogo-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення безперервної бандерольної стрічки, спосіб обандеролювання виробів, що пакуються, та пристрій для здійснення цього способу</a>
Спосіб направлення і розвороту сталевої стрічки під час її переміщення крізь установку для безперервної обробки і пристрій для його здійснення
Номер патенту: 26340
Опубліковано: 30.08.1999
Автори: Вангерін Герхард, Ріхерт Вітольд
МПК: B21B 41/00, B65H 20/00
Мітки: здійснення, направлення, безперервної, розвороту, обробки, установку, сталевої, пристрій, спосіб, крізь, переміщення, стрічки
Формула / Реферат:
1. Способ направления и разворота стальной ленты при ее перемещении через установку для непрерывной обработки с несколькими позициями обработки, при котором направление прохождения и/или линии прохождения ленты произвольно регулируют, ленту вводят в колонну для разворота, в которой аналогично вертикальному петлевому накопителю пропускают через вертикально расположенные на расстоянии друг от друга верхние и нижние направляющие ролики, и...
Спосіб відновлювання складеного з часток оксидвмісного матеріалу і пристрій для здійснення цього способу
Номер патенту: 42019
Опубліковано: 15.10.2001
Автори: КЕППЛІНГЕР Вернер Леопольд, УІПП Рой Хуберт мол., ЦЕЛЛЄР Зігфрід, ЦИММЕРБАУЕР Карл-Хайнц
МПК: C22B 5/14, C21B 13/14, C22B 1/10, C22B 1/14
Мітки: здійснення, способу, пристрій, матеріалу, часток, спосіб, цього, оксидвмісного, складеного, відновлювання
Формула / Реферат:
1. Способ восстановления состоящего из частиц оскидсодержащего материала, в частности мелкой руды, методом кипящего слоя, согласнокоторому оксидсодержащий материал поддерживают в кипящем слое (24) спомощью восстановительного газа, текущего от основания к вершине реактора, и таким образом восстанавливают, отличающийся тем, что скорость потока восстановительного газа, исключительно выше кипящего слоя (24), понижают непрерывно и с...
Спосіб розпускання складених в стопи аркушів паперу і пристрій для здійснення цього способу
Номер патенту: 27313
Опубліковано: 15.09.2000
Автор: Вюссмюллер Філіпп
Мітки: спосіб, пристрій, складених, здійснення, паперу, стопи, аркушів, розпускання, способу, цього
Текст:
...стопы бумаги Благодаря тому, что в предложенном устройстве деформирующий цилиндр и распускающие ролики изгибают листы стопы, прижимая их к цилиндрической поверхности, по всей длине листа или стопы обеспечивается разделение листов. При этом, в результате того, что кромки листов, стопы при наложении их на цилиндрическую поверхность смещаются, перемещение роликов по наружному листу стопы, прижатой цилиндрической поверхности, за пределы...
Спосіб відновлення тонкоподрібненої руди і пристрій для здійснення цього способу
Номер патенту: 41443
Опубліковано: 17.09.2001
Автори: КЕППЛІНГЕР Леопольд Вернер, ГЕННАРІ Удо, ВАЛЛНЄР Фелікс, Парк Дає-Г'ю, Лі Іл Ок, ШЕНК Йоханнес-Леопольд, Кім Йонг Ха
МПК: C21B 13/00, C22B 5/14, F27B 15/00
Мітки: руди, цього, тонкоподрібненої, спосіб, пристрій, способу, відновлення, здійснення
Формула / Реферат:
1. Спосіб відновлення тонкоподрібненої руди за допомогою відновлювального газу у псевдозрідженому шарі, що включає її фракціонування на як мінімум дві фракції, що мають різний розподіл розмірів зерна, тобто як мінімум крупнозернисту фракцію і дрібнозернисту фракцію, кожну фракцію відновлюють за допомогою відновлювального газу у окремому псевдозрідженому шарі, при цьому відновлювальний газ підтримує перший псевдозріджений шар, що містить...
Спосіб одержання виробів з тіста і установка для його здійснення
Номер патенту: 26916
Опубліковано: 29.12.1999
Автори: Зайлер Вернер, Манзер Йозеф, Еггер Фрідріх
МПК: F26B 21/06, A23L 1/16
Мітки: одержання, тіста, здійснення, спосіб, виробів, установка
Текст:
...пп. 1 - 3 , о т л и ч а ю щ и й с я тем, что мелкие изделия из теста нагревают в течение не более 30 минут до температуры выше 80°С и сушат в течение 1 - 3 ч. 6. Способ по любому из пп. 1 - 5 , о т л и ч а ю щ и й с я тем, что увлажнение изделий производят в течение 1 - 3 0 мин, предпочтительно в течение 5 - 1 0 мин. 7 Способ по любому из пп. 1 - 6, о т л и ч а ю щ и й с я тем, что увлажнение изделий производят в течение 5 - 1 0 мин при...
Попередній патент: Пристрій для фіксації кісткових відламків
Наступний патент: Спосіб оптимізованої орієнтації очисного вибою, зокрема на кам’яновугільному родовищі
Випадковий патент: Пристрій для струминного очищення виробів