Спосіб безперервного лиття тонкої смуги і установка для здійснення способу
Формула / Реферат
1. Спосіб безперервного лиття тонкої смуги (1), зокрема сталевої смуги, переважно товщиною менше 10 мм, в двовалковому технологічному процесі, по якому розплав металу (7) заливають в утворений двома ливарними валками (2) ливарний зазор (3) по товщині смуги (1), що відливається, з утворенням ванни розплаву (6), а поверхні (11) ливарних валків (2) над ванною розплаву (6) обдувають інертним газом або сумішшю інертних газів, який відрізняється тим, що обдування газом поверхонь (11) ливарних валків (2) здійснюють локально диференційовано по довжині ливарних валків (2).
2. Спосіб за п. 1, який відрізняється тим, що поверхні (11) ливарних валків (2) контролюють по всій їх довжині на наявність станів, що локально розрізнюються, і що обдування газом поверхонь (11) ливарних валків (2) здійснюють в залежності від результатів контролю.
3. Спосіб за п. 1 або 2, який відрізняється тим, що локально диференційоване обдування газом здійснюють за рахунок локальної відмінності складів газу.
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що локально диференційоване обдування газом здійснюють за рахунок локальної відмінності витрат газу.
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що локально диференційоване обдування газом здійснюють за рахунок локальної відмінності тиску газу.
6. Спосіб за будь-яким з пп. 1-5, який відрізняється тим, що контролюють локальні відмінності стану шорсткості поверхні ливарних валків (2).
7. Спосіб за будь-яким з пп. 1-6, який відрізняється тим, що контролюють локальні відмінності стану відбиваючих властивостей поверхні ливарних валків (2).
8. Спосіб за будь-яким з пп. 1-7, який відрізняється тим, що контролюють локальні відмінності знебарвлення поверхонь (11) ливарних валків (2).
9. Спосіб за будь-яким з пп. 1-8, який відрізняється тим, що поверхні (11) ливарних валків (2) по їх довжині розділені на послідовні зони (а, b, с, ...), кожну зону (а, b, с, ...) контролюють на стан поверхонь (11), а локально диференційоване обдування газом здійснюють по зонах таким чином, що обдування газом є рівномірним і постійним в межах кожної зони (а, b, с, ...).
10. Спосіб за п. 9, який відрізняється тим, що формуються мінімум три розташованих поряд зони (а, b, с, ...).
11. Спосіб за п. 9, який відрізняється тим, що формуються максимум 40 розташованих поряд зон (а, b, с, ...).
12. Спосіб за будь-яким з пп. 1-11, який відрізняється тим, що контроль поверхонь (11) ливарних валків (2) проводять шляхом прийому електромагнітних хвиль, що випромінюються і/або відбиваються поверхнями (11), зокрема, в діапазоні видимого світла і/або в діапазоні теплового випромінювання.
13. Спосіб за будь-яким з пп. 1-12, який відрізняється тим, що контроль поверхонь (11) ливарних валків (2) проводять непрямо шляхом контролю відлитої смуги (1) по всій її ширині після виходу смуги (1) з ливарного зазору (3).
14. Спосіб за п. 13, який відрізняється тим, що контролюють щонайменше одну поверхню (26) смуги (1) по всій її ширині відразу після виходу смуги (1) з ливарного зазору (3), при цьому приймають електромагнітні хвилі, що випромінюються і/або відбиваються поверхнею (26) смуги (1), зокрема, в діапазоні видимого світла і/або в діапазоні теплового випромінювання.
15. Спосіб за будь-яким з пп. 1-14, який відрізняється тим, що обдування газом проводять при тиску у випускних отворах для газу (18) від мінімум 1,05 до максимум 2 бар, переважно мінімум 1,5 бара.
16. Спосіб за будь-яким з пп. 1-15, який відрізняється тим, що обдування газом проводять при вихідній швидкості газу у випускних отворах для газу (18) мінімум 0,2 м/с, переважно мінімум 1,5 м/с.
17. Установка для безперервного лиття тонкої смуги (1) згідно з способом за будь-яким з пп. 1-16, що включає мульду для безперервного лиття, утворену двома ливарними валками (2), що визначає ливарний зазор (3), де ширина ливарного зазора (3) відповідає товщині смуги (1), що відливається, а над ливарним зазором (3) між ливарними валками (2) утворений приймач для ванни розплаву (4), закритий кришкою (5); пристрій подачі газу (21) для подачі інертного газу до ливарних валків (2), який має щонайменше один випускний отвір для газу (18) безпосередньо над ванною розплаву (6), що знаходиться між ливарними валками (2), і блок управління (20) для регулювання подачі газу до ливарних валків (2), яка відрізняється тим, що містить декілька пристроїв подачі газу (21), кожний з яких відповідає окремій ділянці поверхні (а, b, с, ...) ливарного валка (2), при цьому подача газу відповідним пристроєм подачі газу (21) на кожну окрему ділянку поверхні (а, b, с, ...) задається блоком управління (20) для кожної окремої ділянки поверхні (а, b, с, ...).
18. Установка за п. 17, яка відрізняється тим, що містить пристрій (19) для контролю окремих поверхневих ділянок (а, b, с, ...) поверхонь (11) ливарних валків (2), сполучений з блоком управління (20).
19. Установка за п. 17 або 18, яка відрізняється тим, що кожний пристрій подачі газу (21) включає декілька розміщених поблизу один одного випускних отворів для газу (18).
20. Установка за будь-яким з пп. 17-19, яка відрізняється тим, що пристрої подачі газу (21) приєднані до двох або більш газових резервуарів (22), що містять різні гази, за допомогою газових трубопроводів (24), оснащених дросельними або запірними елементами (25), при цьому газові трубопроводи (24) кожного пристрою подачі газу (21) входять в змішувальний пристрій (23), переважно змішувальну камеру (23), пов'язану з пристроєм подачі газу (21), від якої щонайменше один газопостачаючий трубопровід в кожному випадку веде до випускного отвору (отворів) (18) пристрою подачі газу (21).
21. Установка за будь-яким з пп. 17-20, яка відрізняється тим, що пристрої для контролю поверхонь (11) ливарних валків (2) являють собою датчики (19), направлені на поверхні (11) ливарних валків (2).
22. Установка за п. 21, яка відрізняється тим, що як датчик для кожного з ливарних валків (2) використовується профільний датчик (19) для повного контролю поверхонь (11) ливарних валків (2) в їх поздовжньому напрямку, переважно по всій їх довжині.
23. Установка за будь-яким з пп. 17-22, яка відрізняється тим, що пристрої для контролю поверхонь (11) ливарних валків (2) являють собою датчики (19), направлені щонайменше на одну з поверхонь (26) відлитої смуги (1).
24. Установка за будь-яким з пп. 17-23, яка відрізняється тим, що два або більше, переважно щонайменше три, пристрої (19) для контролю поверхонь (11) ливарних валків (2) розподілені по всій довжині ливарних валків (2), при цьому кожний із згаданих пристроїв окремо сполучений з відповідним пристроєм подачі газу (21) через блок управління (20).
25. Установка за будь-яким з пп. 17-24, яка відрізняється тим, що осі випускних отворів для газу (18) орієнтовані в тангенціальному напрямку до поверхонь (11) ливарних валків (2) під кутом в діапазоні між +60° і -60°, переважно між +20° і -30°.
26. Установка за будь-яким з пп. 17-25, яка відрізняється тим, що поверхні (11) ливарних валків (2) мають шорсткість більше 4 мкм, переважно більше 8 мкм.
27. Установка за будь-яким з пп. 17-26, яка відрізняється тим, що поверхні (11) ливарних валків (2) забезпечені лунками глибиною від 10 до 100 мкм і діаметром від 0,2 до 1,0 мм.
28. Установка за п. 27, яка відрізняється тим, що лунки, переважно від 5 до 20 % лунок, стикаються одна з одною.
29. Установка за п. 28, яка відрізняється тим, що більше 20 % лунок стикаються одна з одною.
Текст
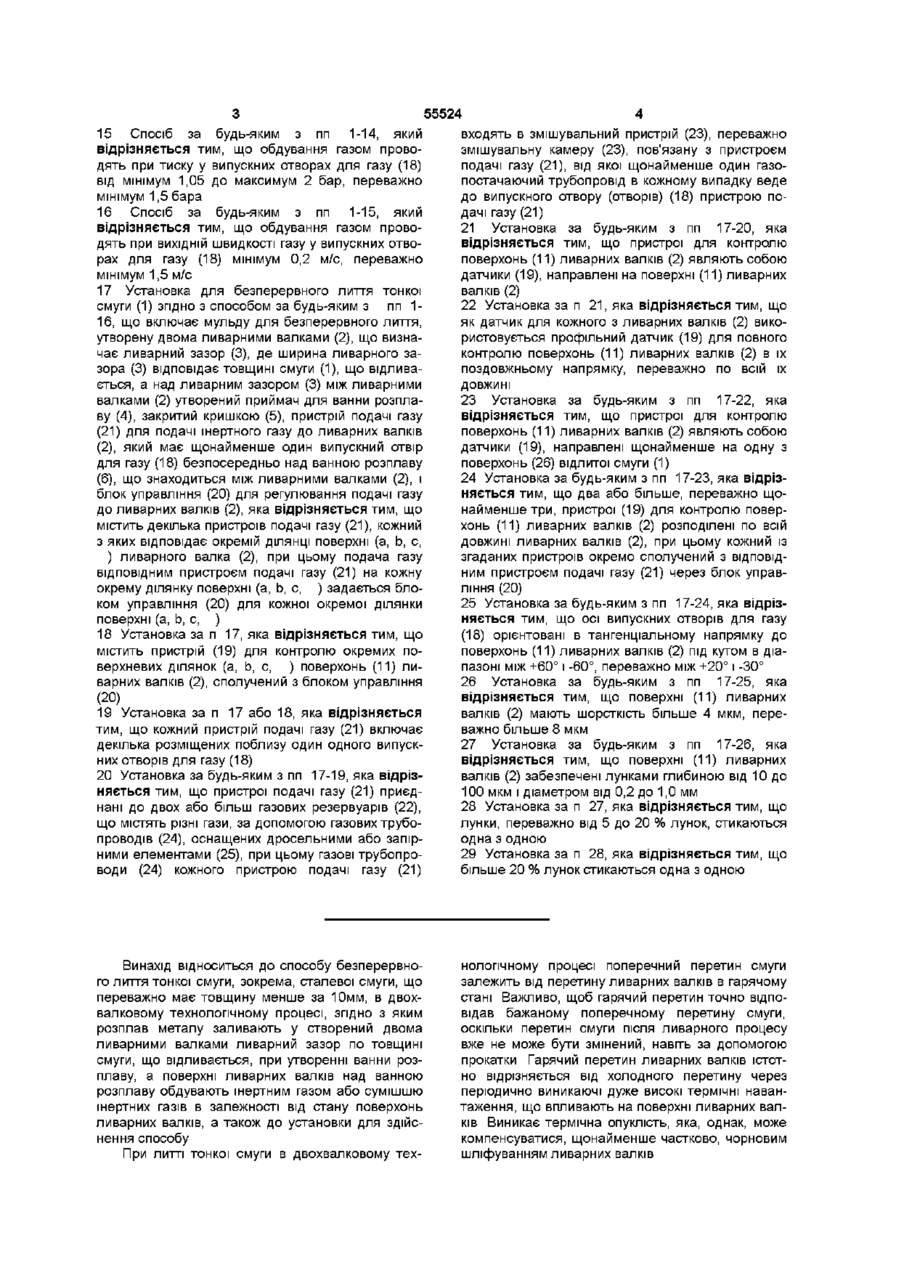
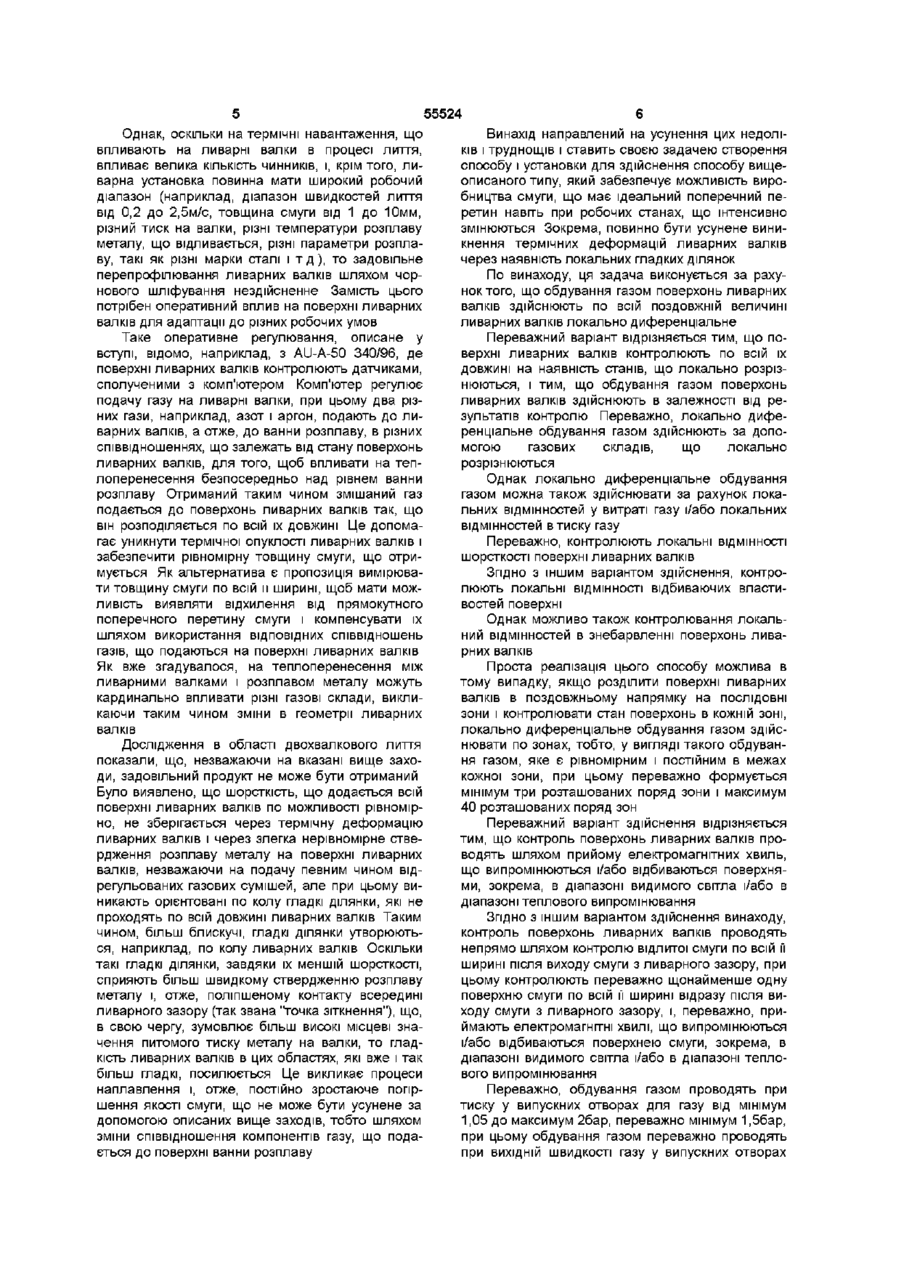
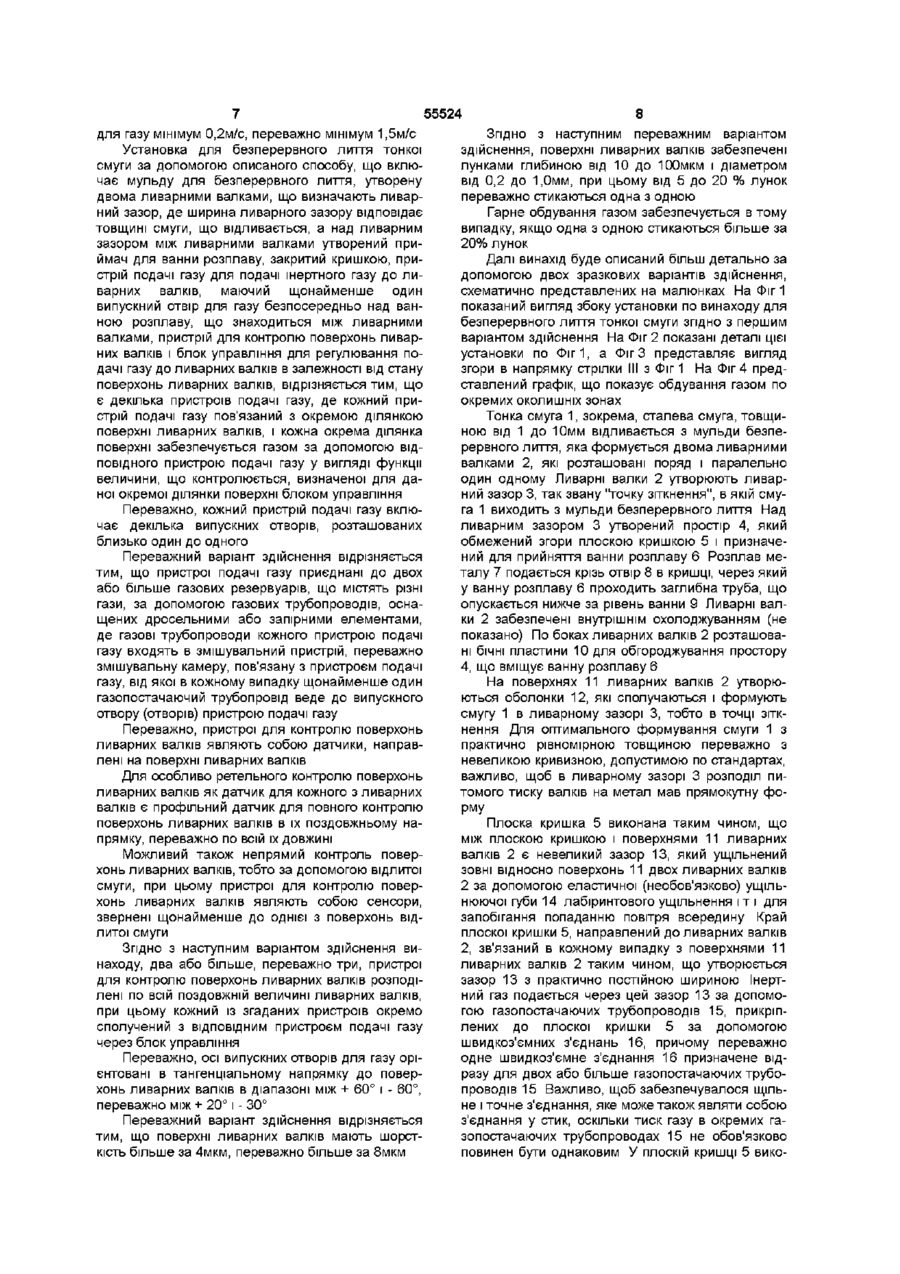
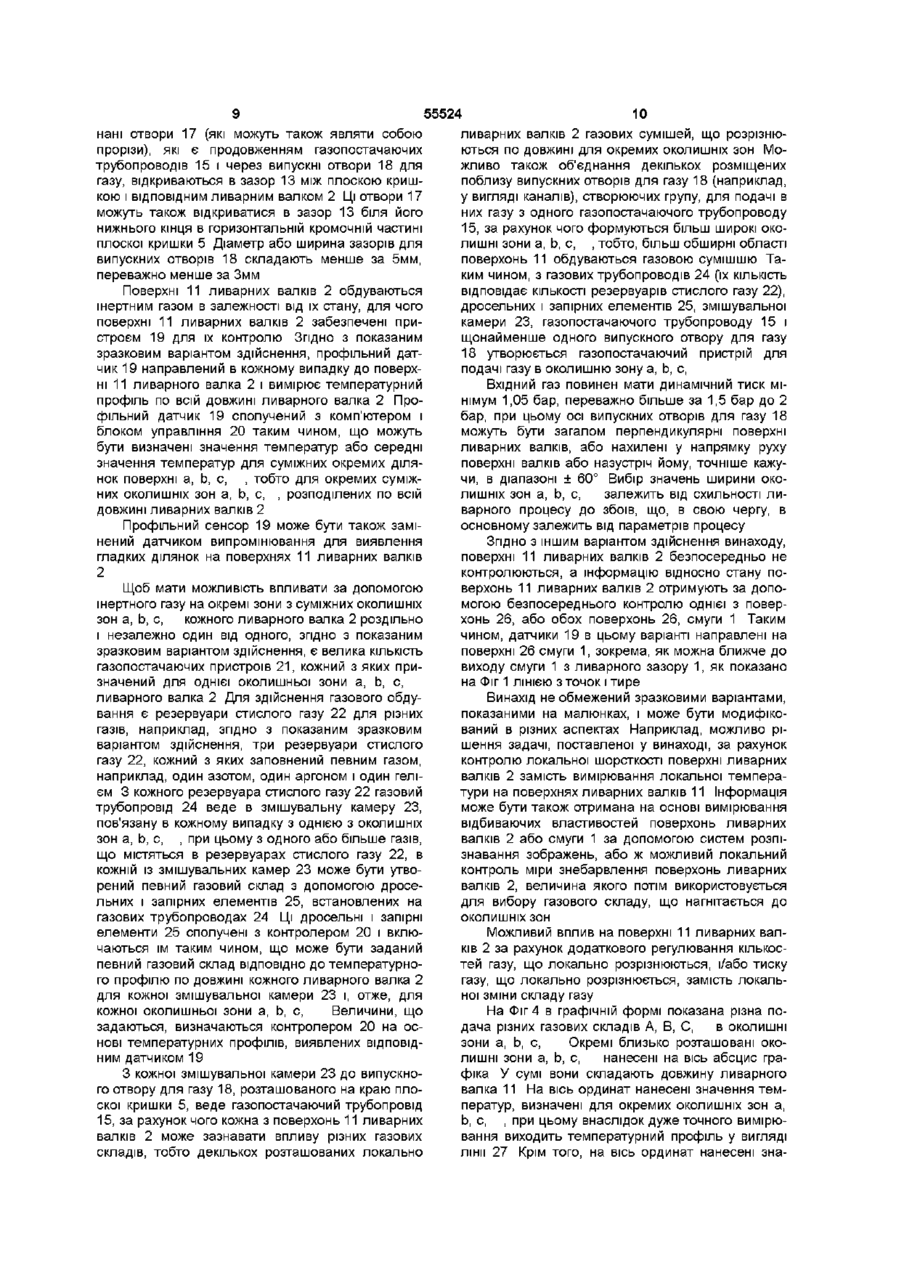
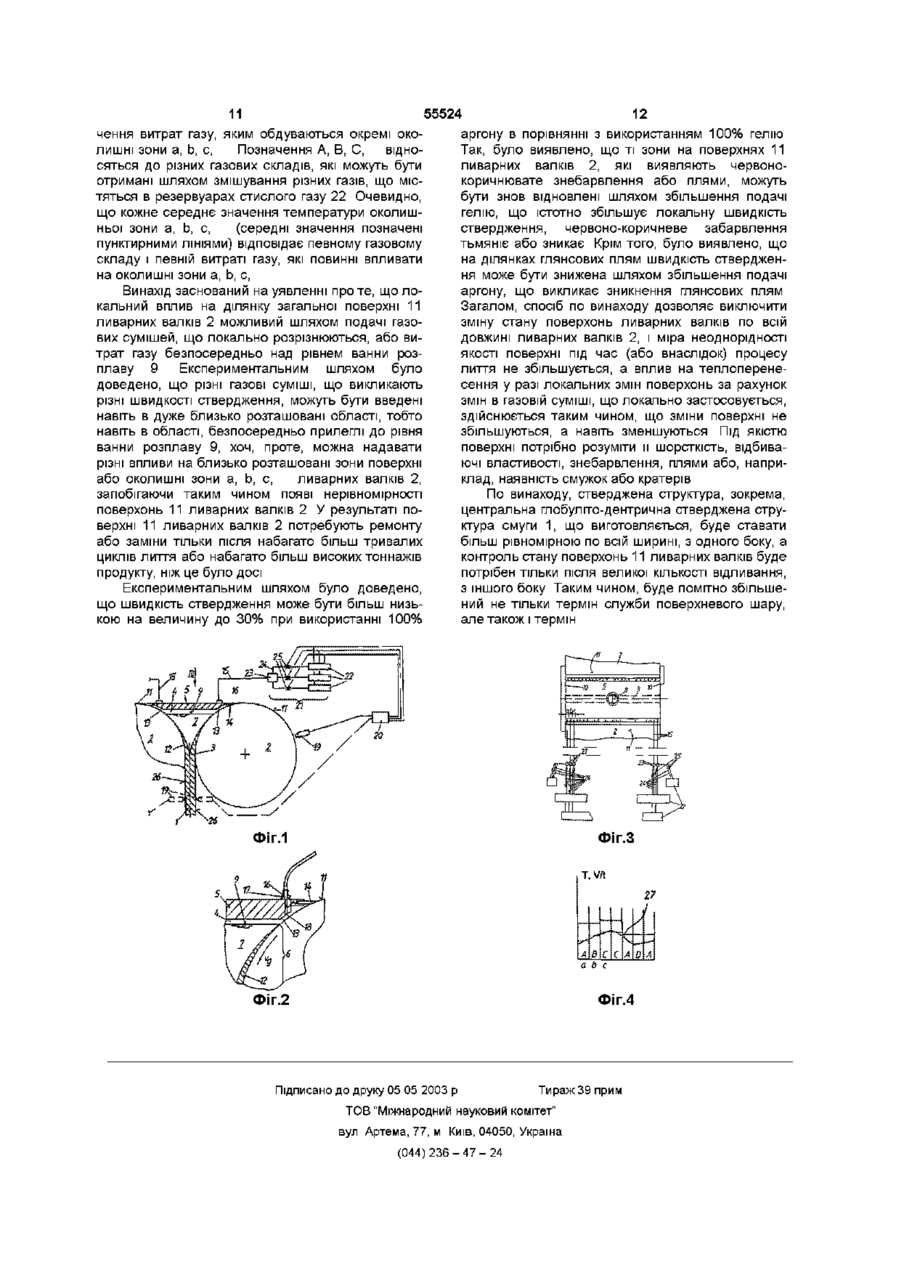
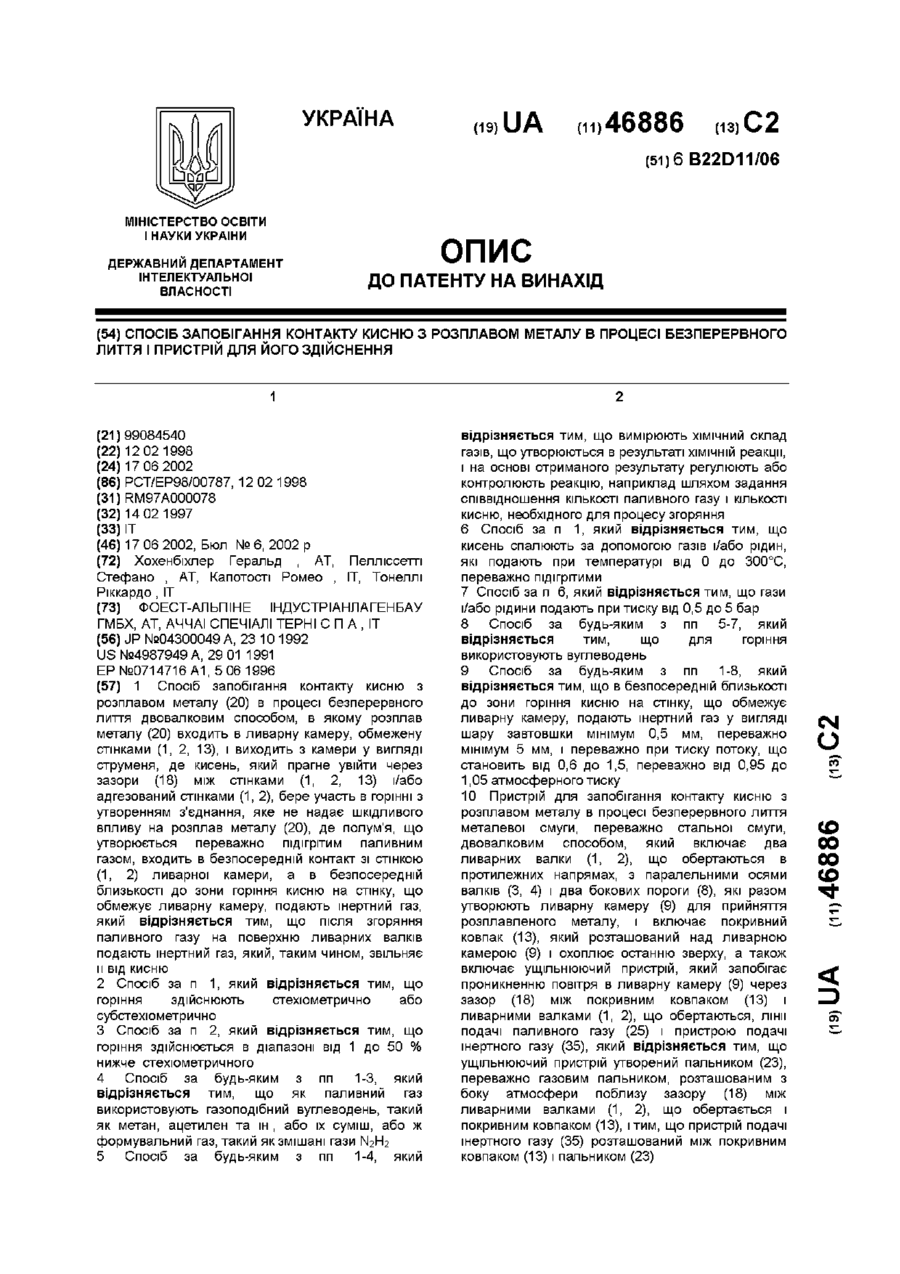
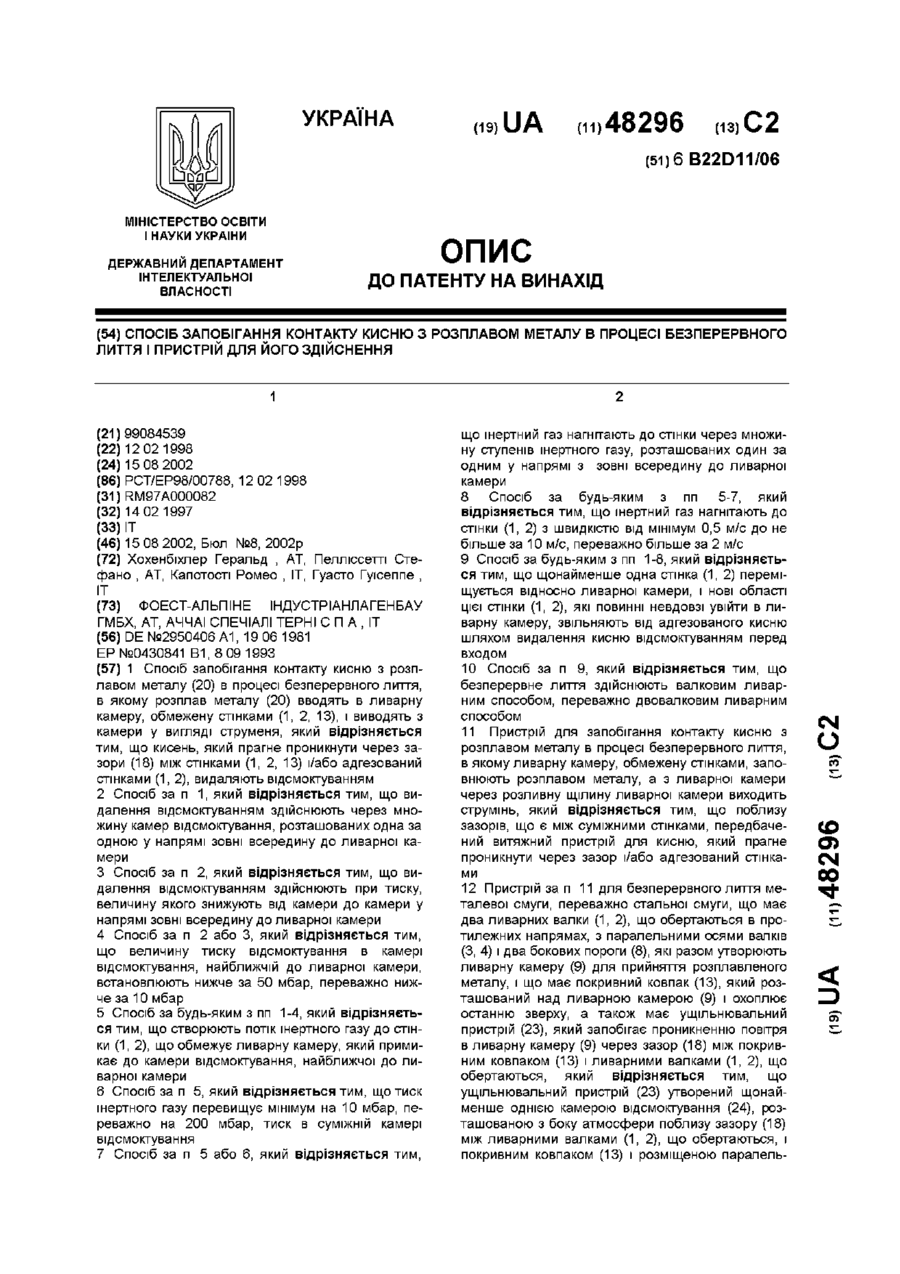
1 Спосіб безперервного лиття тонкої смуги (1), зокрема сталевої смуги, переважно товщиною менше 10 мм, в двовалковому технологічному процесі, по якому розплав металу (7) заливають в утворений двома ливарними валками (2) ливарний зазор (3) по товщині смуги (1), що відпивається, з утворенням ванни розплаву (6), а поверхні (11) ливарних валків (2) над ванною розплаву (6) обдувають інертним газом або сумішшю інертних газів, який відрізняється тим, що обдування газом поверхонь (11) ливарних валків (2) здійснюють локально диференційовано по довжині ливарних валків (2) 2 Спосіб за п 1, який в і д р і з н я є т ь с я тим, що поверхні (11) ливарних валків (2) контролюють по всій їх довжині на наявність станів, що локально розрізнюються, і що обдування газом поверхонь (11) ливарних валків (2) здійснюють в залежності від результатів контролю 3 Спосіб за п 1 або 2, який в і д р і з н я є т ь с я тим, що локально диференційоване обдування газом здійснюють за рахунок локальної ВІДМІННОСТІ складів газу 4 Спосіб за будь-яким з пп 1-3, який в і д р і з н я є т ь ся тим, що локально диференційоване обдування газом здійснюють за рахунок локальної ВІДМІННОСТІ витрат газу 5 Спосіб за будь-яким з пп 1-4, який в і д р і з н я є т ь ся тим, що локально диференційоване обдування газом здійснюють за рахунок локальної ВІДМІННОСТІ тиску газу 6 Спосіб за будь-яким з пп 1-5, який в і д р і з н я є т ь ся тим, що контролюють локальні ВІДМІННОСТІ стану шорсткості поверхні ливарних валків (2) 7 Спосіб за будь-яким з пп 1-6, який в і д р і з н я є т ь ся тим, що контролюють локальні ВІДМІННОСТІ стану відбиваючих властивостей поверхні ливарних валків (2) 8 Спосіб за будь-яким з пп 1-7, який в і д р і з н я є т ь ся тим, що контролюють локальні ВІДМІННОСТІ знебарвлення поверхонь (11) ливарних валків (2) 9 Спосіб за будь-яким з пп 1-8, який в і д р і з н я є т ь ся тим, що поверхні (11) ливарних валків (2) по їх довжині розділені на ПОСЛІДОВНІ ЗОНИ (а, Ь, с, ), кожну зону (а, Ь, с, ) контролюють на стан поверхонь (11), а локально диференційоване обдування газом здійснюють по зонах таким чином, що обдування газом є рівномірним і постійним в межах кожної зони (а, Ь, с, ) 10 Спосіб за п 9, який відрізняється тим, що формуються мінімум три розташованих поряд зони (а, Ь, с, ) 11 Спосіб за п 9, який відрізняється тим, що формуються максимум 40 розташованих поряд зон (а, Ь, с, ) 12 Спосіб за будь-яким з пп 1-11, який відрізняється тим, що контроль поверхонь (11) ливарних валків (2) проводять шляхом прийому електромагнітних хвиль, що випромінюються і/або відбиваються поверхнями (11), зокрема, в діапазоні видимого світла і/або в діапазоні теплового випромінювання 13 Спосіб за будь-яким з пп 1-12, який відрізняється тим, що контроль поверхонь (11) ливарних валків (2) проводять непрямо шляхом контролю відлитої смуги (1) по всій и ширині після виходу смуги (1) з ливарного зазору (3) 14 Спосіб за п 13, який відрізняється тим, що контролюють щонайменше одну поверхню (26) смуги (1) по всій її ширині відразу після виходу смуги (1) з ливарного зазору (3), при цьому приймають електромагнітні хвилі, що випромінюються і/або відбиваються поверхнею (26) смуги (1), зокрема, в діапазоні видимого світла і/або в діапазоні теплового випромінювання О ю ю ю 55524 15 Спосіб за будь-яким з пп 1-14, який відрізняється тим, що обдування газом проводять при тиску у випускних отворах для газу (18) від мінімум 1,05 до максимум 2 бар, переважно мінімум 1,5 бара 16 Спосіб за будь-яким з пп 1-15, який відрізняється тим, що обдування газом проводять при ВИХІДНІЙ швидкості газу у випускних отворах для газу (18) мінімум 0,2 м/с, переважно мінімум 1,5 м/с 17 Установка для безперервного лиття тонкої смуги (1) згідно з способом за будь-яким з пп 116, що включає мульду для безперервного лиття, утворену двома ливарними валками (2), що визначає ливарний зазор (3), де ширина ливарного зазора (3) відповідає товщині смуги (1), що відпивається, а над ливарним зазором (3) між ливарними валками (2) утворений приймач для ванни розплаву (4), закритий кришкою (5), пристрій подачі газу (21) для подачі інертного газу до ливарних валків (2), який має щонайменше один випускний отвір для газу (18) безпосередньо над ванною розплаву (6), що знаходиться між ливарними валками (2), і блок управління (20) для регулювання подачі газу до ливарних валків (2), яка відрізняється тим, що містить декілька пристроїв подачі газу (21), кожний з яких відповідає окремій ДІЛЯНЦІ поверхні (а, Ь, с, ) ливарного валка (2), при цьому подача газу ВІДПОВІДНИМ пристроєм подачі газу (21) на кожну окрему ділянку поверхні (а, Ь, с, ) задається блоком управління (20) для кожної окремої ділянки поверхні (а, Ь, с, ) 18 Установка за п 17, яка відрізняється тим, що містить пристрій (19) для контролю окремих поверхневих ділянок (а, Ь, с, ) поверхонь (11) ливарних валків (2), сполучений з блоком управління (20) 19 Установка за п 17 або 18, яка відрізняється тим, що кожний пристрій подачі газу (21) включає декілька розміщених поблизу один одного випускних отворів для газу (18) 20 Установка за будь-яким з пп 17-19, яка відрізняється тим, що пристрої подачі газу (21) приєднані до двох або більш газових резервуарів (22), що містять різні гази, за допомогою газових трубопроводів (24), оснащених дросельними або запірними елементами (25), при цьому газові трубопроводи (24) кожного пристрою подачі газу (21) входять в змішувальний пристрій (23), переважно змішувальну камеру (23), пов'язану з пристроєм подачі газу (21), від якої щонайменше один газопостачаючий трубопровід в кожному випадку веде до випускного отвору (отворів) (18) пристрою подачі газу (21) 21 Установка за будь-яким з пп 17-20, яка відрізняється тим, що пристрої для контролю поверхонь (11) ливарних валків (2) являють собою датчики (19), направлені на поверхні (11) ливарних валків (2) 22 Установка за п 21, яка відрізняється тим, що як датчик для кожного з ливарних валків (2) використовується профільний датчик (19) для повного контролю поверхонь (11) ливарних валків (2) в їх поздовжньому напрямку, переважно по всій їх довжині 23 Установка за будь-яким з пп 17-22, яка відрізняється тим, що пристрої для контролю поверхонь (11) ливарних валків (2) являють собою датчики (19), направлені щонайменше на одну з поверхонь (26) відлитої смуги (1) 24 Установка за будь-яким з пп 17-23, яка відрізняється тим, що два або більше, переважно щонайменше три, пристрої (19) для контролю поверхонь (11) ливарних валків (2) розподілені по всій довжині ливарних валків (2), при цьому кожний із згаданих пристроїв окремо сполучений з ВІДПОВІДНИМ пристроєм подачі газу (21) через блок управління (20) 25 Установка за будь-яким з пп 17-24, яка відрізняється тим, що осі випускних отворів для газу (18) орієнтовані в тангенціальному напрямку до поверхонь (11) ливарних валків (2) під кутом в діапазоні між +60° і -60°, переважно між +20° і -30° 26 Установка за будь-яким з пп 17-25, яка відрізняється тим, що поверхні (11) ливарних валків (2) мають шорсткість більше 4 мкм, переважно більше 8 мкм 27 Установка за будь-яким з пп 17-26, яка відрізняється тим, що поверхні (11) ливарних валків (2) забезпечені лунками глибиною від 10 до 100 мкм і діаметром від 0,2 до 1,0 мм 28 Установка за п 27, яка відрізняється тим, що лунки, переважно від 5 до 20 % лунок, стикаються одна з одною 29 Установка за п 28, яка відрізняється тим, що більше 20 % лунок стикаються одна з одною Винахід відноситься до способу безперервного лиття тонкої смуги, зокрема, сталевої смуги, що переважно має товщину менше за 10мм, в двохвалковому технологічному процесі, згідно з яким розплав металу заливають у створений двома ливарними валками ливарний зазор по товщині смуги, що відпивається, при утворенні ванни розплаву, а поверхні ливарних валків над ванною розплаву обдувають інертним газом або сумішшю інертних газів в залежності від стану поверхонь ливарних валків, а також до установки для здійснення способу При литті тонкої смуги в двохвалковому тех нологічному процесі поперечний перетин смуги залежить від перетину ливарних валків в гарячому стані Важливо, щоб гарячий перетин точно відповідав бажаному поперечному перетину смуги, оскільки перетин смуги після ливарного процесу вже не може бути змінений, навіть за допомогою прокатки Гарячий перетин ливарних валків істотно відрізняється від холодного перетину через періодично виникаючі дуже високі термічні навантаження, що впливають на поверхні ливарних валків Виникає термічна опуклість, яка, однак, може компенсуватися, щонайменше частково, чорновим шліфуванням ливарних валків 55524 Однак, оскільки на термічні навантаження, що впливають на ливарні валки в процесі лиття, впливає велика КІЛЬКІСТЬ ЧИННИКІВ, І, крім того, ливарна установка повинна мати широкий робочий діапазон (наприклад, діапазон швидкостей лиття від 0,2 до 2,5м/с, товщина смуги від 1 до 10мм, різний тиск на валки, різні температури розплаву металу, що відпивається, різні параметри розплаву, такі як різні марки сталі і т д ) , то задовільне перепрофілювання ливарних валків шляхом чорнового шліфування нездійсненне Замість цього потрібен оперативний вплив на поверхні ливарних валків для адаптації до різних робочих умов Таке оперативне регулювання, описане у вступі, відомо, наприклад, з AU-A-50 340/96, де поверхні ливарних валків контролюють датчиками, сполученими з комп'ютером Комп'ютер регулює подачу газу на ливарні валки, при цьому два різних гази, наприклад, азот і аргон, подають до ливарних валків, а отже, до ванни розплаву, в різних співвідношеннях, що залежать від стану поверхонь ливарних валків, для того, щоб впливати на теплоперенесення безпосередньо над рівнем ванни розплаву Отриманий таким чином змішаний газ подається до поверхонь ливарних валків так, що він розподіляється по всій їх довжині Це допомагає уникнути термічної опуклості ливарних валків і забезпечити рівномірну товщину смуги, що отримується Як альтернатива є пропозиція вимірювати товщину смуги по всій и ширині, щоб мати можливість виявляти відхилення від прямокутного поперечного перетину смуги і компенсувати їх шляхом використання ВІДПОВІДНИХ співвідношень газів, що подаються на поверхні ливарних валків Як вже згадувалося, на теплоперенесення між ливарними валками і розплавом металу можуть кардинально впливати різні газові склади, викликаючи таким чином зміни в геометрії ливарних валків Дослідження в області двохвалкового лиття показали, що, незважаючи на вказані вище заходи, задовільний продукт не може бути отриманий Було виявлено, що шорсткість, що додається всій поверхні ливарних валків по можливості рівномірно, не зберігається через термічну деформацію ливарних валків і через злегка нерівномірне ствердження розплаву металу на поверхні ливарних валків, незважаючи на подачу певним чином відрегульованих газових сумішей, але при цьому виникають орієнтовані по колу гладкі ділянки, які не проходять по всій довжині ливарних валків Таким чином, більш блискучі, гладкі ділянки утворюються, наприклад, по колу ливарних валків Оскільки такі гладкі ділянки, завдяки їх меншій шорсткості, сприяють більш швидкому ствердженню розплаву металу і, отже, поліпшеному контакту всередині ливарного зазору (так звана "точка зіткнення"), що, в свою чергу, зумовлює більш високі місцеві значення питомого тиску металу на валки, то гладкість ливарних валків в цих областях, які вже і так більш гладкі, посилюється Це викликає процеси наплавлення і, отже, постійно зростаюче погіршення якості смуги, що не може бути усунене за допомогою описаних вище заходів, тобто шляхом зміни співвідношення компонентів газу, що подається до поверхні ванни розплаву Винахід направлений на усунення цих недоліків і труднощів і ставить своєю задачею створення способу і установки для здійснення способу вищеописаного типу, який забезпечує можливість виробництва смуги, що має ідеальний поперечний перетин навіть при робочих станах, що інтенсивно змінюються Зокрема, повинно бути усунене виникнення термічних деформацій ливарних валків через наявність локальних гладких ділянок По винаходу, ця задача виконується за рахунок того, що обдування газом поверхонь ливарних валків здійснюють по всій поздовжній величині ливарних валків локально диференціальне Переважний варіант відрізняється тим, що поверхні ливарних валків контролюють по всій їх довжині на наявність станів, що локально розрізнюються, і тим, що обдування газом поверхонь ливарних валків здійснюють в залежності від результатів контролю Переважно, локально диференціальне обдування газом здійснюють за допомогою газових складів, що локально розрізнюються Однак локально диференціальне обдування газом можна також здійснювати за рахунок локальних відмінностей у витраті газу і/або локальних відмінностей в тиску газу Переважно, контролюють локальні ВІДМІННОСТІ шорсткості поверхні ливарних валків Згідно З ІНШИМ варіантом здійснення, контролюють локальні ВІДМІННОСТІ відбиваючих властивостей поверхні Однак можливо також контролювання локальний відмінностей в знебарвленні поверхонь ливарних валків Проста реалізація цього способу можлива в тому випадку, якщо розділити поверхні ливарних валків в поздовжньому напрямку на ПОСЛІДОВНІ зони і контролювати стан поверхонь в кожній зоні, локально диференціальне обдування газом здійснювати по зонах, тобто, у вигляді такого обдування газом, яке є рівномірним і постійним в межах кожної зони, при цьому переважно формується мінімум три розташованих поряд зони і максимум 40 розташованих поряд зон Переважний варіант здійснення відрізняється тим, що контроль поверхонь ливарних валків проводять шляхом прийому електромагнітних хвиль, що випромінюються і/або відбиваються поверхнями, зокрема, в діапазоні видимого світла і/або в діапазоні теплового випромінювання Згідно З ІНШИМ варіантом здійснення винаходу, контроль поверхонь ливарних валків проводять непрямо шляхом контролю відлитої смуги по всій її ширині після виходу смуги з ливарного зазору, при цьому контролюють переважно щонайменше одну поверхню смуги по всій її ширині відразу після виходу смуги з ливарного зазору, і, переважно, приймають електромагнітні хвилі, що випромінюються і/або відбиваються поверхнею смуги, зокрема, в діапазоні видимого світла і/або в діапазоні теплового випромінювання Переважно, обдування газом проводять при тиску у випускних отворах для газу від мінімум 1,05 до максимум 2бар, переважно мінімум 1,5бар, при цьому обдування газом переважно проводять при ВИХІДНІЙ швидкості газу у випускних отворах 55524 для газу мінімум 0,2м/с, переважно мінімум 1,5м/с Установка для безперервного лиття тонкої смуги за допомогою описаного способу, що включає мульду для безперервного лиття, утворену двома ливарними валками, що визначають ливарний зазор, де ширина ливарного зазору відповідає товщині смуги, що відпивається, а над ливарним зазором між ливарними валками утворений приймач для ванни розплаву, закритий кришкою, пристрій подачі газу для подачі інертного газу до ливарних валків, маючий щонайменше один випускний отвір для газу безпосередньо над ванною розплаву, що знаходиться між ливарними валками, пристрій для контролю поверхонь ливарних валків і блок управління для регулювання подачі газу до ливарних валків в залежності від стану поверхонь ливарних валків, відрізняється тим, що є декілька пристроїв подачі газу, де кожний пристрій подачі газу пов'язаний з окремою ділянкою поверхні ливарних валків, і кожна окрема ділянка поверхні забезпечується газом за допомогою ВІДПОВІДНОГО пристрою подачі газу у вигляді функції величини, що контролюється, визначеної для даної окремої ділянки поверхні блоком управління Переважно, кожний пристрій подачі газу включає декілька випускних отворів, розташованих близько один до одного Переважний варіант здійснення відрізняється тим, що пристрої подачі газу приєднані до двох або більше газових резервуарів, що містять різні гази, за допомогою газових трубопроводів, оснащених дросельними або запірними елементами, де газові трубопроводи кожного пристрою подачі газу входять в змішувальний пристрій, переважно змішувальну камеру, пов'язану з пристроєм подачі газу, від якої в кожному випадку щонайменше один газопостачаючий трубопровід веде до випускного отвору (отворів) пристрою подачі газу Переважно, пристрої для контролю поверхонь ливарних валків являють собою датчики, направлені на поверхні ливарних валків Для особливо ретельного контролю поверхонь ливарних валків як датчик для кожного з ливарних валків є профільний датчик для повного контролю поверхонь ливарних валків в їх поздовжньому напрямку, переважно по всій їх довжині Можливий також непрямий контроль поверхонь ливарних валків, тобто за допомогою відлитої смуги, при цьому пристрої для контролю поверхонь ливарних валків являють собою сенсори, звернені щонайменше до однієї з поверхонь відлитої смуги Згідно З наступним варіантом здійснення винаходу, два або більше, переважно три, пристрої для контролю поверхонь ливарних валків розподілені по всій поздовжній величині ливарних валків, при цьому кожний із згаданих пристроїв окремо сполучений з ВІДПОВІДНИМ пристроєм подачі газу через блок управління Переважно, осі випускних отворів для газу орієнтовані в тангенціальному напрямку до поверхонь ливарних валків в діапазоні між + 60° і - 60°, переважно між + 20° і - 30° Переважний варіант здійснення відрізняється тим, що поверхні ливарних валків мають шорсткість більше за 4мкм, переважно більше за 8мкм 8 Згідно З наступним переважним варіантом здійснення, поверхні ливарних валків забезпечені лунками глибиною від 10 до ЮОмкм і діаметром від 0,2 до 1,0мм, при цьому від 5 до 20 % лунок переважно стикаються одна з одною Гарне обдування газом забезпечується в тому випадку, якщо одна з одною стикаються більше за 20% лунок Далі винахід буде описаний більш детально за допомогою двох зразкових варіантів здійснення, схематично представлених на малюнках На Фіг 1 показаний вигляд збоку установки по винаходу для безперервного лиття тонкої смуги згідно з першим варіантом здійснення На Фіг 2 показані деталі цієї установки по Ф і г 1 , а Фіг 3 представляє вигляд згори в напрямку стрілки III з Фіг 1 На Фіг 4 представлений графік, що показує обдування газом по окремих околишніх зонах Тонка смуга 1, зокрема, сталева смуга, товщиною від 1 до 10мм відпивається з мульди безперервного лиття, яка формується двома ливарними валками 2, які розташовані поряд і паралельно один одному Ливарні валки 2 утворюють ливарний зазор 3, так звану "точку зіткнення", в якій смуга 1 виходить з мульди безперервного лиття Над ливарним зазором 3 утворений простір 4, який обмежений згори плоскою кришкою 5 і призначений для прийняття ванни розплаву 6 Розплав металу 7 подається крізь отвір 8 в кришці, через який у ванну розплаву 6 проходить заглибна труба, що опускається нижче за рівень ванни 9 Ливарні валки 2 забезпечені внутрішнім охолоджуванням (не показано) По боках ливарних валків 2 розташовані бічні пластини 10 для обгороджування простору 4, що вміщує ванну розплаву 6 На поверхнях 11 ливарних валків 2 утворюються оболонки 12, які сполучаються і формують смугу 1 в ливарному зазорі 3, тобто в точці зіткнення Для оптимального формування смуги 1 з практично рівномірною товщиною переважно з невеликою кривизною, допустимою по стандартах, важливо, щоб в ливарному зазорі 3 розподіл питомого тиску валків на метал мав прямокутну форму Плоска кришка 5 виконана таким чином, що між плоскою кришкою і поверхнями 11 ливарних валків 2 є невеликий зазор 13, який ущільнений зовні відносно поверхонь 11 двох ливарних валків 2 за допомогою еластичної (необов'язково) ущільнюючої губи 14 лабіринтового ущільнення і т і для запобігання попаданню повітря всередину Край плоскої кришки 5, направлений до ливарних валків 2, зв'язаний в кожному випадку з поверхнями 11 ливарних валків 2 таким чином, що утворюється зазор 13 з практично постійною шириною Інертний газ подається через цей зазор 13 за допомогою газопостачаючих трубопроводів 15, прикріплених до плоскої кришки 5 за допомогою швидкоз'ємних з'єднань 16, причому переважно одне швидкоз'ємне з'єднання 16 призначене відразу для двох або більше газопостачаючих трубопроводів 15 Важливо, щоб забезпечувалося щільне і точне з'єднання, яке може також являти собою з'єднання у стик, оскільки тиск газу в окремих газопостачаючих трубопроводах 15 не обов'язково повинен бути однаковим У плоскій кришці 5 вико 55524 нані отвори 17 (які можуть також являти собою прорізи), які є продовженням газопостачаючих трубопроводів 15 і через випускні отвори 18 для газу, відкриваються в зазор 13 між плоскою кришкою і ВІДПОВІДНИМ ливарним валком 2 Ці отвори 17 можуть також відкриватися в зазор 13 біля його нижнього кінця в горизонтальній кромочній частині плоскої кришки 5 Діаметр або ширина зазорів для випускних отворів 18 складають менше за 5мм, переважно менше за Змм Поверхні 11 ливарних валків 2 обдуваються інертним газом в залежності від їх стану, для чого поверхні 11 ливарних валків 2 забезпечені пристроєм 19 для їх контролю Згідно З показаним зразковим варіантом здійснення, профільний датчик 19 направлений в кожному випадку до поверхні 11 ливарного валка 2 і вимірює температурний профіль по всій довжині ливарного валка 2 Профільний датчик 19 сполучений з комп'ютером і блоком управління 20 таким чином, що можуть бути визначені значення температур або середні значення температур для суміжних окремих ділянок поверхні а, Ь, с, , тобто для окремих суміжних околишніх зон а, Ь, с, , розподілених по всій довжині ливарних валків 2 Профільний сенсор 19 може бути також замінений датчиком випромінювання для виявлення гладких ділянок на поверхнях 11 ливарних валків 2 Щоб мати можливість впливати за допомогою інертного газу на окремі зони з суміжних околишніх зон а, Ь, с, кожного ливарного валка 2 роздільно і незалежно один від одного, згідно з показаним зразковим варіантом здійснення, є велика КІЛЬКІСТЬ газопостачаючих пристроїв 2 1 , кожний з яких призначений для однієї околишньої зони а, Ь, с, ливарного валка 2 Для здійснення газового обдування є резервуари стислого газу 22 для різних газів, наприклад, згідно з показаним зразковим варіантом здійснення, три резервуари стислого газу 22, кожний з яких заповнений певним газом, наприклад, один азотом, один аргоном і один гелієм 3 кожного резервуара стислого газу 22 газовий трубопровід 24 веде в змішувальну камеру 23, пов'язану в кожному випадку з однією з околишніх зон а, Ь, с, , при цьому з одного або більше газів, що містяться в резервуарах стислого газу 22, в кожній із змішувальних камер 23 може бути утворений певний газовий склад з допомогою дросельних і запірних елементів 25, встановлених на газових трубопроводах 24 Ці дросельні і запірні елементи 25 сполучені з контролером 20 і включаються їм таким чином, що може бути заданий певний газовий склад ВІДПОВІДНО до температурного профілю по довжині кожного ливарного валка 2 для кожної змішувальної камери 23 і, отже, для кожної околишньої зони а, Ь, с, Величини, що задаються, визначаються контролером 20 на основі температурних профілів, виявлених ВІДПОВІДНИМ датчиком 19 З кожної змішувальної камери 23 до випускного отвору для газу 18, розташованого на краю плоскої кришки 5, веде газопостачаючий трубопровід 15, за рахунок чого кожна з поверхонь 11 ливарних валків 2 може зазнавати впливу різних газових складів, тобто декількох розташованих локально 10 ливарних валків 2 газових сумішей, що розрізнюються по довжині для окремих околишніх зон Можливо також об'єднання декількох розміщених поблизу випускних отворів для газу 18 (наприклад, у вигляді каналів), створюючих групу, для подачі в них газу з одного газопостачаючого трубопроводу 15, за рахунок чого формуються більш широкі околишні зони а, Ь, с, , тобто, більш обширні області поверхонь 11 обдуваються газовою сумішшю Таким чином, з газових трубопроводів 24 (їх КІЛЬКІСТЬ відповідає КІЛЬКОСТІ резервуарів стислого газу 22), дросельних і запірних елементів 25, змішувальної камери 23, газопостачаючого трубопроводу 15 і щонайменше одного випускного отвору для газу 18 утворюється газопостачаючий пристрій для подачі газу в околишню зону а, Ь, с, Вхідний газ повинен мати динамічний тиск мінімум 1,05 бар, переважно більше за 1,5 бар до 2 бар, при цьому осі випускних отворів для газу 18 можуть бути загалом перпендикулярні поверхні ливарних валків, або нахилені у напрямку руху поверхні валків або назустріч йому, точніше кажучи, в діапазоні ± 60° Вибір значень ширини околишніх зон а, Ь, с, залежить від схильності ливарного процесу до збоїв, що, в свою чергу, в основному залежить від параметрів процесу Згідно З ІНШИМ варіантом здійснення винаходу, поверхні 11 ливарних валків 2 безпосередньо не контролюються, а інформацію відносно стану поверхонь 11 ливарних валків 2 отримують за допомогою безпосереднього контролю однієї з поверхонь 26, або обох поверхонь 26, смуги 1 Таким чином, датчики 19 в цьому варіанті направлені на поверхні 26 смуги 1, зокрема, як можна ближче до виходу смуги 1 з ливарного зазору 1, як показано на Фіг 1 ЛІНІЄЮ з точок і тире Винахід не обмежений зразковими варіантами, показаними на малюнках, і може бути модифікований в різних аспектах Наприклад, можливо рішення задачі, поставленої у винаході, за рахунок контролю локальної шорсткості поверхні ливарних валків 2 замість вимірювання локальної температури на поверхнях ливарних валків 11 Інформація може бути також отримана на основі вимірювання відбиваючих властивостей поверхонь ливарних валків 2 або смуги 1 за допомогою систем розпізнавання зображень, або ж можливий локальний контроль міри знебарвлення поверхонь ливарних валків 2, величина якого потім використовується для вибору газового складу, що нагнітається до околишніх зон Можливий вплив на поверхні 11 ливарних валків 2 за рахунок додаткового регулювання кількостей газу, що локально розрізнюються, і/або тиску газу, що локально розрізнюється, замість локальної зміни складу газу На Фіг 4 в графічній формі показана різна подача різних газових складів А, В, С, в околишні зони а, Ь, с, Окремі близько розташовані околишні зони а, Ь, с, нанесені на вісь абсцис графіка У сумі вони складають довжину ливарного валка 11 На вісь ординат нанесені значення температур, визначені для окремих околишніх зон а, Ь, с, , при цьому внаслідок дуже точного вимірювання виходить температурний профіль у вигляді лінії 27 Крім того, на вісь ординат нанесені зна 12 11 55524 чення витрат газу, яким обдуваються окремі окоаргону в порівнянні з використанням 100% гелію лишні зони а, Ь, с, Позначення А, В, С, відноТак, було виявлено, що ті зони на поверхнях 11 сяться до різних газових складів, які можуть бути ливарних валків 2, які виявляють червоноотримані шляхом змішування різних газів, що міскоричнювате знебарвлення або плями, можуть тяться в резервуарах стислого газу 22 Очевидно, бути знов відновлені шляхом збільшення подачі що кожне середнє значення температури околишгелію, що істотно збільшує локальну швидкість ньої зони а, Ь, с, (середні значення позначені ствердження, червоно-коричневе забарвлення пунктирними ЛІНІЯМИ) відповідає певному газовому тьмяніє або зникає Крім того, було виявлено, що складу і певній витраті газу, які повинні впливати на ділянках глянсових плям швидкість ствердженна околишні зони а, Ь, с, ня може бути знижена шляхом збільшення подачі аргону, що викликає зникнення глянсових плям Винахід заснований на уявленні про те, що лоЗагалом, спосіб по винаходу дозволяє виключити кальний вплив на ділянку загальної поверхні 11 зміну стану поверхонь ливарних валків по всій ливарних валків 2 можливий шляхом подачі газодовжині ливарних валків 2, і міра неоднорідності вих сумішей, що локально розрізнюються, або виякості поверхні під час (або внаслідок) процесу трат газу безпосередньо над рівнем ванни розлиття не збільшується, а вплив на теплоперенеплаву 9 Експериментальним шляхом було сення у разі локальних змін поверхонь за рахунок доведено, що різні газові суміші, що викликають змін в газовій суміші, що локально застосовується, різні швидкості ствердження, можуть бути введені здійснюється таким чином, що зміни поверхні не навіть в дуже близько розташовані області, тобто збільшуються, а навіть зменшуються Під якістю навіть в області, безпосередньо прилеглі до рівня поверхні потрібно розуміти и шорсткість, відбиваванни розплаву 9, хоч, проте, можна надавати ючі властивості, знебарвлення, плями або, наприрізні впливи на близько розташовані зони поверхні клад, наявність смужок або кратерів або околишні зони а, Ь, с, ливарних валків 2, запобігаючи таким чином появі нерівномірності По винаходу, стверджена структура, зокрема, поверхонь 11 ливарних валків 2 У результаті поцентральна глобуліто-дентрична стверджена струверхні 11 ливарних валків 2 потребують ремонту ктура смуги 1, що виготовляється, буде ставати або заміни тільки після набагато більш тривалих більш рівномірною по всій ширині, з одного боку, а циклів лиття або набагато більш високих тоннажів контроль стану поверхонь 11 ливарних валків буде продукту, ніж це було досі потрібен тільки після великої КІЛЬКОСТІ відливання, з іншого боку Таким чином, буде помітно збільшеЕкспериментальним шляхом було доведено, ний не тільки термін служби поверхневого шару, що швидкість ствердження може бути більш низьале також і термін кою на величину до 30% при використанні 100% Фіг.З T, V/t Фіг.4 Фіг.2 Підписано до друку 05 05 2003 р Тираж 39 прим ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)236-47-24
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and plant for continuous casting of a thin strip
Автори англійськоюHohenbichler Gerald, Eckerstorfer Gerald
Назва патенту російськоюСпособ непрерывного литья тонкой полосы и установка для осуществления способа
Автори російськоюХохенбихлер Геральд, Экерсторфер Геральд
МПК / Мітки
МПК: B22D 11/06, B22D 11/16
Мітки: здійснення, установка, спосіб, безперервного, лиття, тонкої, способу, смуги
Код посилання
<a href="https://ua.patents.su/6-55524-sposib-bezperervnogo-littya-tonko-smugi-i-ustanovka-dlya-zdijjsnennya-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб безперервного лиття тонкої смуги і установка для здійснення способу</a>
Спосіб запобігання контакту кисню з розплавом металу в процесі безперервного лиття і пристрій для його здійснення
Номер патенту: 46886
Опубліковано: 17.06.2002
Автори: Тонеллі Ріккардо, Хохенбіхлер Геральд, Капотості Ромео, Пелліссетті Стефано
МПК: B22D 11/06
Мітки: контакту, безперервного, процесі, здійснення, металу, запобігання, лиття, спосіб, кисню, розплавом, пристрій
Формула / Реферат:
1. Спосіб запобігання контакту кисню з розплавом металу (20) в процесі безперервного лиття двовалковим способом, в якому розплав металу (20) входить в ливарну камеру, обмежену стінками (1, 2, 13), і виходить з камери у вигляді струменя, де кисень, який прагне увійти через зазори (18) між стінками (1, 2, 13) і/або адгезований стінками (1, 2), бере участь в горінні з утворенням з'єднання, яке не надає шкідливого впливу на розплав металу (20),...
Спосіб запобігання контакту кисню з розплавом металу в процесі безперервного лиття і пристрій для його здійснення
Номер патенту: 48296
Опубліковано: 15.08.2002
Автори: Хохенбіхлер Геральд, Капотості Ромео, Пелліссетті Стефано, Гуасто Гуісеппе
МПК: B22D 11/06
Мітки: кисню, запобігання, розплавом, металу, процесі, лиття, спосіб, здійснення, контакту, безперервного, пристрій
Формула / Реферат:
1. Спосіб запобігання контакту кисню з розплавом металу (20) в процесі безперервного лиття, в якому розплав металу (20) вводять в ливарну камеру, обмежену стінками (1, 2, 13), і виводять з камери у вигляді струменя, який відрізняється тим, що кисень, який прагне проникнути через зазори (18) між стінками (1, 2, 13) і/або адгезований стінками (1, 2), видаляють відсмоктуванням.2. Спосіб за п. 1, який відрізняється тим, що видалення...
Спосіб і установка для отримання стальної смуги, розливна машина безперервної дії для лиття тонкого сляба
Номер патенту: 49873
Опубліковано: 15.10.2002
Автор: ДЕН ХАРТОГ Хьюберт Віллем
МПК: B22D 11/10, B21B 1/30, B21B 1/24, B21B 1/46
Мітки: отримання, тонкого, сляба, дії, стальної, смуги, лиття, машина, розливна, безперервної, установка, спосіб
Формула / Реферат:
1. Спосіб отримання стальної смуги, що формується, який включає етапи формування рідкої сталі в мульді розливної машини безперервної дії в тонкий сляб товщиною менше за 150 мм, гомогенізацію в гомогенізаційній печі і плющення сляба в аустенітній області з використанням тепла розливу для отримання проміжного сляба; якщо це бажано - охолоджування проміжного сляба до температури, при якій значна частина сталі переходить в феритну область, і...
Спосіб початку процесу безперервного лиття і проміжний ківш для його здійснення
Номер патенту: 37155
Опубліковано: 16.04.2001
Автори: Учитель Лев Михайлович, Пікус Марк Іссерович, Огурцов Анатолій Павлович, Гресс Олександр Володимирович, Бродський Сергій Сергійович
МПК: B22D 11/10
Мітки: безперервного, спосіб, проміжний, початку, процесу, лиття, ківш, здійснення
Текст:
...зсувом центру ваги від вертикальної осі в порівнянні з прототипом. Відхилення надставок від торцевих стінок промковша також знижує ймовірність їхнього примороження на периферійних ручаях, де метал має найбільш низьку температур у. Висота надставок може бути однаковою на всіх ручаях, або змінюватися по висоті від ручаїв, що відкриваються в першу чергу, і до ручаїв, що відкриваються в останню чергу, тобто для багаторівчакових машин...
Спосіб отримання рідкого металу і установка для здійснення цього способу
Номер патенту: 44908
Опубліковано: 15.03.2002
Автори: КЕППЛІНГЕР Леопольд Вернер, Вурм Йоханн, ШЕНК Йоханнес-Леопольд
МПК: C21B 13/14
Мітки: отримання, металу, способу, цього, здійснення, установка, спосіб, рідкого
Формула / Реферат:
1. Спосіб отримання рідкого металу, зокрема чавуну або рідких напівфабрикатів сталі із завантажувальних речовин, що складаються з руди, зокрема залізняку і з флюсів, в якому руду безпосередньо відновлюють в губчастий метал як мінімум в одній зоні відновлення (5, 7, 8), губчастий метал плавлять разом з флюсами в плавильно-газифікаційній зоні (11) при подачі носіїв вуглецю і кисневмісного газу, з утворенням СО і Н2-вмісного відновного газу,...
Попередній патент: Стрічковий висівний апарат
Наступний патент: Тепловий блок
Випадковий патент: Спосіб лікування хворих на остеоартроз із супутньою патологією панкреато-біліарної системи