Спосіб сушіння та розігріву футерівки металургійних ємностей
Номер патенту: 86685
Опубліковано: 12.05.2009
Автори: Сущенко Василь Васильович, Хохуля Дмитро Юрійович, Буртовий Дмитро Прохорович
Формула / Реферат
1. Спосіб сушіння та розігріву футерівки металургійних ємностей з кришкою, затвором і пальником, розміщеним під кришкою, що включає нагрівання футерівки тепловою енергією та відвід робочого середовища за межі ємності, який відрізняється тим, що футерівку піддають комбінованому впливу енергії мікрохвильового електромагнітного поля і теплової енергії, при цьому рівень потужності комбінованого підведення мікрохвильової і теплової енергії та тривалість їхнього впливу на футерівку визначають за формулою:
m=К1Р1Т1+К1Р2Т2,
де: K1 і К2 - питомі швидкості випару за рахунок мікрохвильової і теплової енергії відповідно, кг/Вт![]() с,
с,
Т1 і Т2 – час впливу мікрохвильової і теплової енергії на футерівку відповідно, с,
Р1 і Р2 – потужність мікрохвильової і теплової енергії відповідно, Вт,
m – маса води у футерівці, кг,
при цьому введення мікрохвильової енергії в металургійну ємність здійснюють зверху або знизу ємності.
2. Спосіб за п. 1, який відрізняється тим, що при введенні мікрохвильової енергії зверху ємності використовують пальник або щілинний випромінювач як випромінювач.
3. Спосіб за п. 1, який відрізняється тим, що при введенні мікрохвильової енергії знизу ємності використовують затвор як рупорний випромінювач, а кришка ємності є відбивачем.
Текст
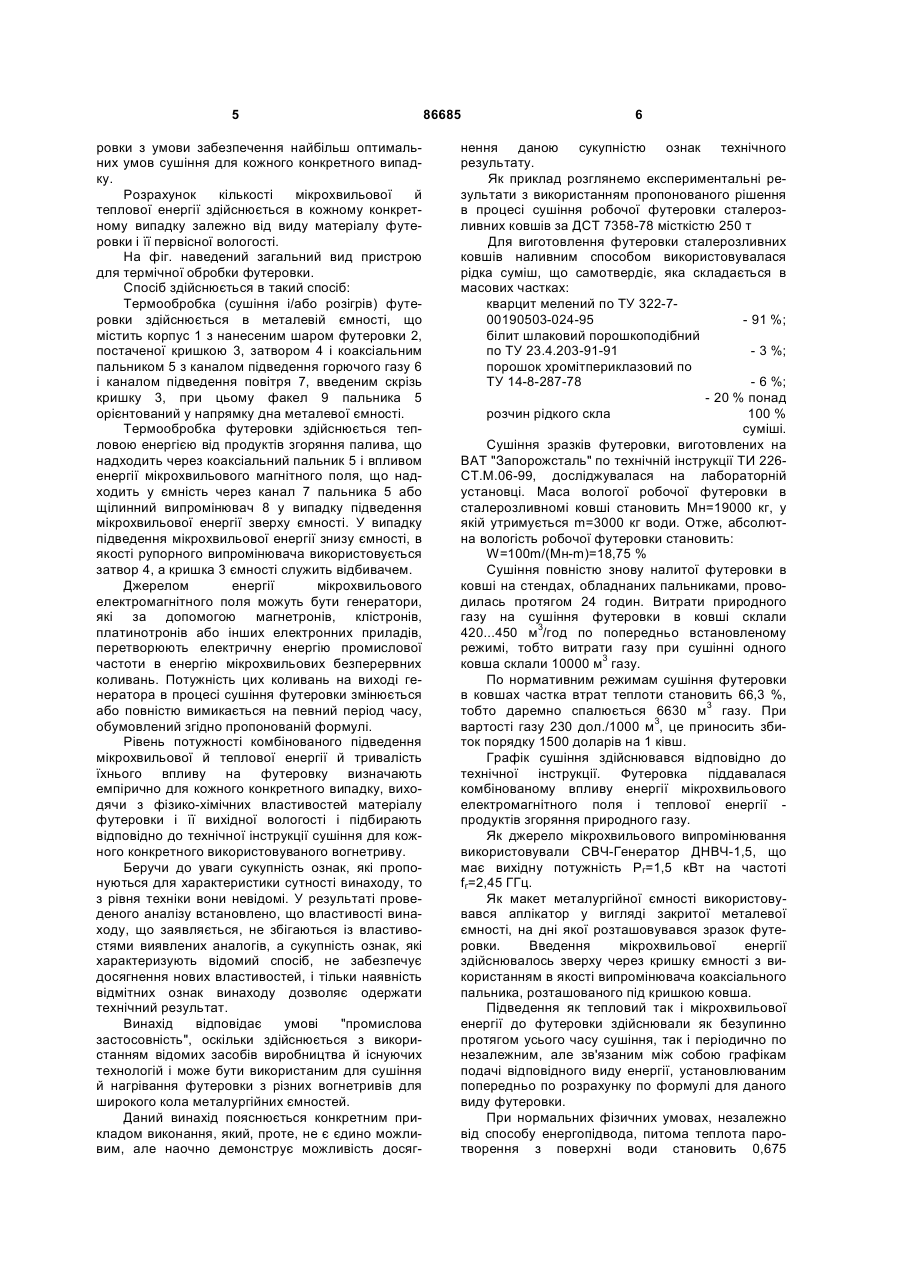
1. Спосіб сушіння та розігріву футерівки металургійних ємностей з кришкою, затвором і пальником, розміщеним під кришкою, що включає нагрівання футерівки тепловою енергією та відвід C2 2 (19) 1 3 знижує ефективність процесу. Тому досить актуальною є розробка процесів сушіння, що дозволяють одержувати футеровку високої якості при мінімально можливої питомої витрати тепла на її нагрівання. Відомий спосіб сушіння вогнетривкої футеровки сталерозливних ковшів ("Високотемпературне нагрівання футеровки сталерозливних ковшів" / В.А. Вихлевщук, А.С. Стороженко, А.П. Шкирмонтов, Ю.Ф. В’ятки // ЦНИИ Черметинформация "Чорна металургія" Бюлетень НТИ випуск 9 (1121), 1992 р.). Сушіння футеровки по цьому способі роблять при температурі 600-700°С потоком димових газів з низькою температурою, а потім рівномірно нагрівають футеровку до 1200°С димовими газами з високою температурою за допомогою високонапірного газового пальника. Основним недоліком описаного способу є його неекономічність: велика витрата газу і тривалість сушіння. Найбільш близьким до способу, що заявляється, є спосіб сушіння й розігріву футеровки сталерозливного ковша (RU № 2119844, МПК 6 В 22D 41/015 опубл. 10.10.98). Відповідно до цього способу, сушіння і нагрівання футеровки в ковші, постаченому кришкою і затвором, здійснюється у два етапи тепловою енергією, яка підводиться через пальник розміщений під кришкою, з орієнтацією факела пальника в напрямку дна ємності і наступним відводом робочого середовища, що складається із продуктів згоряння палива та фізичної і хімічної вологи, що видалилась з маси футеровки, за межі ємності. На першому етапі підтримують температуру футеровки в діапазоні Т=100-400°С при забезпеченні усередині ковша протягом 60-80 % часу нагрівання тиску робочого середовища 0,5-30 Па. На другому етапі, протягом подальшого часу нагрівання, підтримують температуру футеровки в діапазоні 800-1200°С і тиск робочого середовища в межах 15-110 Па. Недоліком зазначеної технології сушіння є низький коефіцієнт корисного використання тепла при сушінні футеровки продуктами згоряння в ковші, неможливість видалення за прийнятний час всієї вологи, що утримується в футеровці, внаслідок утворення кірки на внутрішній поверхні футеровки, збільшення ж часу сушіння приводить до значної витрати газу, особливо при підвищеній вологості застосовуваної набивної маси футеровки. Оскільки при тепловому опроміненні внаслідок низької теплопровідності матеріалу футеровки спочатку прогріваються тільки її приповерхні шари, виникає температурний градієнт, під дією якого, вода з верхнього шару йде вглиб, частково вода випаровується. У підсумку на поверхні виникає пересушена кірка з малою пористістю, під якою перебуває перезволожений шар, що спричиняє нерівномірну усадку й розтріскування футеровки, тобто зниження її стійкості і якості. Задачею, на рішення якої спрямований пропонуємий винахід, є підвищення інтенсивності 86685 4 сушіння і якості футеровки при одночасному зниженні витрати енергії. Технічний результат полягає в зниженні часу технологічного процесу, підвищенні рівномірності розподілу температури по усьому об'єму футеровки металевої ємності, підвищенні якості футеровки та екологічності її сушіння. Задача може бути вирішена тим, що в способі сушіння футеровок металургійних ємностей із кришкою, затвором і пальником, розміщеним під кришкою, що включає нагрівання футеровки тепловою енергією та відвід робочого середовища за межі ємності, футеровку піддають комбінованому впливу енергії мікрохвильового електромагнітного поля і теплової енергії, при цьому рівень потужності комбінованого підведення мікрохвильової та теплової енергії й тривалість їхнього впливу на футеровку визначають по формулі: m=К1Р1Т1+К2Р2Т2 де: К1 і К2 - питомі швидкості випару за рахунок мікрохвильової та теплової енергії відповідно, кг/Вт·с; Т1 і Т2 - час впливу мікрохвильової та теплової енергії на футеровку відповідно, с; Р1 і P2 - потужність мікрохвильової та теплової енергії відповідно, Вт; m - маса води в футеровці, кг. Введення мікрохвильової енергії в металургійну ємність здійснюють, зверху або знизу ємності. При підведенні мікрохвильової енергії зверху ємності, як випромінювач використовується пальник або щілинний випромінювач. При підведенні мікрохвильової енергії знизу ємності, як рупорний випромінювач використовується затвор, а кришка ємності є відбивачем. Волога в футеровці, за рахунок підведення мікрохвильової енергії в обсяг футеровки, переміщається з областей з більш високими температурою, тиском і вологістю в області з більш низькими значеннями цих показників. В результаті впливу мікрохвильового електромагнітного поля перепади цих трьох параметрів забезпечують міграцію вологи з товщини шару до поверхні футеровки, тому що енергія практично миттєво розподіляється по всім обсязі футеровки й не залежить від її теплопровідності та теплоємністі. Крім того, електромагнітне поле викликає в основному коливання дипольних молекул води, і області футеровки з більшою вологістю нагріваються більше, ніж сухі. Тобто, мікрохвильова енергія безінерційно на всю товщину прогріває футеровку, вимикаючи інтенсивний перенос вологи до поверхні і активне її випаровування. Крім цього, поверхня футеровки інтенсивно обдимається гарячими продуктами згоряння суміші пального газу й повітря. Це забезпечує активне додаткове її нагрівання і видалення насиченого вологою повітря з робочого простору металургійної ємності. Вибір місця і способу введення мікрохвильової енергії визначається конструктивними і геометричними параметрами металургійної ємності, а також фізичними параметрами матеріалу футе 5 ровки з умови забезпечення найбільш оптимальних умов сушіння для кожного конкретного випадку. Розрахунок кількості мікрохвильової й теплової енергії здійснюється в кожному конкретному випадку залежно від виду матеріалу футеровки і її первісної вологості. На фіг. наведений загальний вид пристрою для термічної обробки футеровки. Спосіб здійснюється в такий спосіб: Термообробка (сушіння і/або розігрів) футеровки здійснюється в металевій ємності, що містить корпус 1 з нанесеним шаром футеровки 2, постаченої кришкою 3, затвором 4 і коаксіальним пальником 5 з каналом підведення горючого газу 6 і каналом підведення повітря 7, введеним скрізь кришку 3, при цьому факел 9 пальника 5 орієнтований у напрямку дна металевої ємності. Термообробка футеровки здійснюється тепловою енергією від продуктів згоряння палива, що надходить через коаксіальний пальник 5 і впливом енергії мікрохвильового магнітного поля, що надходить у ємність через канал 7 пальника 5 або щілинний випромінювач 8 у випадку підведення мікрохвильової енергії зверху ємності. У випадку підведення мікрохвильової енергії знизу ємності, в якості рупорного випромінювача використовується затвор 4, а кришка 3 ємності служить відбивачем. Джерелом енергії мікрохвильового електромагнітного поля можуть бути генератори, які за допомогою магнетронів, клістронів, платинотронів або інших електронних приладів, перетворюють електричну енергію промислової частоти в енергію мікрохвильових безперервних коливань. Потужність цих коливань на виході генератора в процесі сушіння футеровки змінюється або повністю вимикається на певний період часу, обумовлений згідно пропонованій формулі. Рівень потужності комбінованого підведення мікрохвильової й теплової енергії й тривалість їхнього впливу на футеровку визначають емпірично для кожного конкретного випадку, виходячи з фізико-хімічних властивостей матеріалу футеровки і її вихідної вологості і підбирають відповідно до технічної інструкції сушіння для кожного конкретного використовуваного вогнетриву. Беручи до уваги сукупність ознак, які пропонуються для характеристики сутності винаходу, то з рівня техніки вони невідомі. У результаті проведеного аналізу встановлено, що властивості винаходу, що заявляється, не збігаються із властивостями виявлених аналогів, а сукупність ознак, які характеризують відомий спосіб, не забезпечує досягнення нових властивостей, і тільки наявність відмітних ознак винаходу дозволяє одержати технічний результат. Винахід відповідає умові "промислова застосовність", оскільки здійснюється з використанням відомих засобів виробництва й існуючих технологій і може бути використаним для сушіння й нагрівання футеровки з різних вогнетривів для широкого кола металургійних ємностей. Даний винахід пояснюється конкретним прикладом виконання, який, проте, не є єдино можливим, але наочно демонструє можливість досяг 86685 6 нення даною сукупністю ознак технічного результату. Як приклад розглянемо експериментальні результати з використанням пропонованого рішення в процесі сушіння робочої футеровки сталерозливних ковшів за ДСТ 7358-78 місткістю 250 т Для виготовлення футеровки сталерозливних ковшів наливним способом використовувалася рідка суміш, що самотвердіє, яка складається в масових частках: кварцит мелений по ТУ 322-7- 91 %; 00190503-024-95 білит шлаковий порошкоподібний по ТУ 23.4.203-91-91 - 3 %; порошок хромітпериклазовий по ТУ 14-8-287-78 - 6 %; - 20 % понад розчин рідкого скла 100 % суміші. Сушіння зразків футеровки, виготовлених на ВАТ "Запорожсталь" по технічній інструкції ТИ 226СТ.М.06-99, досліджувалася на лабораторній установці. Маса вологої робочої футеровки в сталерозливномі ковші становить Мн=19000 кг, у якій утримується m=3000 кг води. Отже, абсолютна вологість робочої футеровки становить: W=100m/(Мн-m)=18,75 % Сушіння повністю знову налитої футеровки в ковші на стендах, обладнаних пальниками, проводилась протягом 24 годин. Витрати природного газу на сушіння футеровки в ковші склали 420...450 м3/гoд по попередньо встановленому режимі, тобто витрати газу при сушінні одного ковша склали 10000 м3 газу. По нормативним режимам сушіння футеровки в ковшах частка втрат теплоти становить 66,3 %, тобто даремно спалюється 6630 м3 газу. При вартості газу 230 дол./1000 м3, це приносить збиток порядку 1500 доларів на 1 ківш. Графік сушіння здійснювався відповідно до технічної інструкції. Футеровка піддавалася комбінованому впливу енергії мікрохвильового електромагнітного поля і теплової енергії продуктів згоряння природного газу. Як джерело мікрохвильового випромінювання використовували СВЧ-Генератор ДНВЧ-1,5, що має вихідну потужність Рг=1,5 кВт на частоті fг=2,45 ГГц. Як макет металургійної ємності використовувався аплікатор у вигляді закритої металевої ємності, на дні якої розташовувався зразок футеровки. Введення мікрохвильової енергії здійснювалось зверху через кришку ємності з використанням в якості випромінювача коаксіального пальника, розташованого під кришкою ковша. Підведення як тепловий так і мікрохвильової енергії до футеровки здійснювали як безупинно протягом усього часу сушіння, так і періодично по незалежним, але зв'язаним між собою графікам подачі відповідного виду енергії, установлюваним попередньо по розрахунку по формулі для даного виду футеровки. При нормальних фізичних умовах, незалежно від способу енергопідвода, питома теплота паротворення з поверхні води становить 0,675 7 86685 кВт·г/кг·К при постійної питомій теплоємності Ср=1,165·10-3 кВт/кг·К. При сушінні футеровки шляхом конвективного енергопідводу питомі витрати в 11 раз більше, чім при застосуванні мікрохвильової енергії. Це пояснюється тим, що в першому випадку енергія практично в рівної ступені розподіляється для нагріву сухої маси футеровки и води, а в другому - вода селективне поглинає приблизно в 20 раз більше енергії, чім суха маса футеровки. Закінчення сушіння визначали по температурі зовнішньої поверхні кожуха ковша (80-100°С), при цьому кількість мікрохвильової енергії в процесі сушіння склала 10-20 % від кількості теплової енергії з обмеженням за значенням рівня відбиття сигналу КВС≤3 (коефіцієнт відбиття по потужності Г≤0,5). В загали процес сушіння тривав 24 години. У процесі сушіння утворилася рівна поверхня футеровки без тріщин і відколів. Певні на лабораторній установці енерговитрати при тепловому, мікрохвильовому і комбінованому енергопідводах склали: Питомі енерговитрати на випар 1 кг води: - при підведенні теплової потужності Qт 20,622 кВт·г/кг; - мікрохвильової потужності Qмв -1,836 кВт·г/кг; - при комбінованому підведенні (теплова й мікрохвильова потужності спільно) Qмв - 7,677 Комп’ютерна верстка Д. Шеверун 8 кВт·г/кг. При цьому в останньому випадку К1=0,86 кг/кВт·г, К2=0,15 кг/кВт·г визначені з умов оптимізації теплового і мікрохвильового енергопідводів з точки зору мінімізації тривалості сушіння і витрати енергоносіїв з урахуванням їх вартості. В цьому випадку економія газу при сушінні однієї нової футеровки складе до 9800 м3. Аналогічні коефіцієнти, з погрішністю до 3,5 % були отримані при сушінні різних варіантів футеровочних мас металевих ємностей декількох підприємств ("Криворіжсталь", ВАТ МК ім. Ілліча, НКМЗ і т.д.). Таким чином, сушіння монолітної футеровки металевих ємностей комбінованим способом за допомогою мікрохвиль і гарячих газів володіє рядом переваг, у порівнянні із застосуванням в якості теплоносія тільки продуктів згоряння природного газу і гарячого повітря, відносно тривалості сушіння, загальної витрати електроенергії, перепаду температур в масі футеровки. Зниження термічного удару на футеровку, знижує перепад температур, що забезпечує максимальне видалення вологи при скороченні часу сушіння, запобігає утворення тріщин і відколів внаслідок чого значно підвищується якість футеровки. Крім того підвищується екологічність технологічного процесу сушіння й нагрівання футеровки металургійних ємностей. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of drying and warming-up lining of metallurgical vessels
Автори англійськоюBurtovyi Dmytro Prokhorovych, Suschenko Vasyl Vasyliovych, Khokhulia Dmytro Yuriiovych
Назва патенту російськоюСпособ сушки и разогрева футеровки металлургических емкостей
Автори російськоюБуртовой Дмитрий Прохорович, Сущенко Василий Васильевич, Хохуля Дмитрий Юрьевич
МПК / Мітки
МПК: B22D 41/02, F26B 3/32
Мітки: футерівки, спосіб, сушіння, розігріву, ємностей, металургійних
Код посилання
<a href="https://ua.patents.su/4-86685-sposib-sushinnya-ta-rozigrivu-futerivki-metalurgijjnikh-ehmnostejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб сушіння та розігріву футерівки металургійних ємностей</a>
Пристрій для сушіння та розігріву футеровки металургійних ємностей

Номер патенту: 42102
Опубліковано: 15.10.2001
Автори: Лозін Геннадій Аркадьєвіч, Богданов Ніколай Алєксандровіч, Бєлітчєнко Анатолій Константіновіч, Конюхов Вадім Владіміровіч, Сапригін Алєксандр Ніколаєвіч
МПК: B22D 41/005
Мітки: сушіння, ємностей, розігріву, футеровки, металургійних, пристрій
Формула / Реферат:
1. Пристрій для сушіння та розігріву футеровки металургійних ємностей, який містить зовнішню трубу та встановлений відносно неї з зазором для утворення кільцевого каналу для подання окислювача багатосопловий наконечник з периферійне розташованими похилими соплами та одним центральним соплом, розташованим вздовж поздовжньої осі наконечника та призначеним для подання палива, який відрізняється тим, що наконечник виконано з додатковими соплами,...
Спосіб руйнування зношеної футерівки металургійних агрегатів та ємностей
Номер патенту: 25448
Опубліковано: 10.08.2007
Автори: Мордовець Юрій Анатолійович, Діамантопуло Костянтин Костянтинович
МПК: C21C 5/44, B22D 41/02
Мітки: агрегатів, зношеної, спосіб, ємностей, руйнування, металургійних, футерівки
Формула / Реферат:
1. Спосіб руйнування зношеної футерівки металургійних агрегатів і ємностей, що включає вплив на футерівку силовим імпульсом, який відрізняється тим, що силовий імпульс створюють парою, що утворюється при взаємодії високошвидкісного дискретного струменя рідини з футерівкою, що має температуру більше 100 °С, причому тиск струменя рідини вибирають в інтервалі від 10 до 200 МПа.2. Спосіб руйнування зношеної футерівки...
Спосіб розігріву і сушіння монолітної футеровки металоприймальних ковшів
Номер патенту: 42207
Опубліковано: 15.10.2001
Автори: Ольшанський Володимир Ілліч, Кучер Іван Гурійович, Лапін Евген Володимирович, Тимошенко Владимир Іванович, Якименко Олексій Іванович, Кучер Анатолій Гурійович, Щербак Юрій Васильович
МПК: F27D 5/00
Мітки: металоприймальних, сушіння, розігріву, монолітної, футеровки, ковшів, спосіб
Формула / Реферат:
Спосіб розігріву і сушіння монолітної футеровки металоприймальних ковшів, заснований на підвищенні температури нагрівання, який відрізняється тим, що процес розігріву і сушіння футеровки проводиться з послідовним чергуванням сушіння та ізотермічних витримок: 3 год. сушіння при швидкості підвищення температури 20°С/год, до температури 100°С; 3 год. витримуємо температуру при 100°С; 2 год. сушіння при швидкості підвищення температури 75°С/год,...
Пристрій для нагрівання футерівки металургійних ковшів
Номер патенту: 81096
Опубліковано: 26.11.2007
Автори: Федорук Віктор Володимирович, Перегон Ігор Вікторович, Перегон Віктор Миколайович
МПК: B22D 41/005, B22D 41/00
Мітки: ковшів, нагрівання, металургійних, пристрій, футерівки
Формула / Реферат:
Пристрій для нагрівання футерівки металургійних ковшів, що містить кришку з пальником, патрубки для підведення повітря і відведення газу, механізм переміщення кришки, що закріплений на рамі і з'єднаний з кришкою несучою балкою, який відрізняється тим, що механізм переміщення кришки виконаний у вигляді шарнірно встановленого на опорах несучого поворотного колектора, на якому, як на осі, закріплена з'єднана з кришкою несуча балка, яка...
Спосіб розігріву футеровки металургійних ковшів
Номер патенту: 6936
Опубліковано: 31.03.1995
Автори: Городецький Олександр Аркадійович, Щербін Арнольд Іванович, Чорний Олександр Михайлович, Аріст Леонід Михайлович, Петренко Людмила Абрамівна, Яровинський Юхим Абович
МПК: B22D 41/00
Мітки: розігріву, спосіб, ковшів, футеровки, металургійних
Формула / Реферат:
(57) Способ разогрева футеровки металлургических ковшей, включающий подачу ковша под крышку с горелкой и вытяжным узлом, нагрев футеровки путем сжигания газа в емкости ковша и отвод продуктов горения, отличающийся тем, что зазор между ковшом и крышкой перекрывают сплошной перегородкой, нагревают футеровку до 1200°С в течение 20-30 мин., после чего перегородку извлекают.
Попередній патент: Спосіб та установка хімічної інфільтрації в газовій фазі для ущільнення пористих субстратів піролітичним вуглецем
Наступний патент: Pyy агоністи та їх застосування
Випадковий патент: Резонансний напівпровідниковий перетворювач