Формувальний прес
Номер патенту: 8677
Опубліковано: 15.08.2005
Автори: Глаголєв Сергій Євгенович, Зміївський Вадим Миколайович
Формула / Реферат
1. Формувальний прес, що містить верхню і нижню півформи, одна з яких встановлена на каретці, змонтованій на вертикальних напрямних, привід каретки і гвинтову пару, утворену зчленованими несамогальмівною різзю гайкою і гвинтом, встановленим з можливістю вертикального зворотно-поступального переміщення, гайка розташована у корпусі, привід каретки містить перший і другий двигуни, кривошипно-шатунний механізм, зв'язаний з першим двигуном, і блок керування, з першим і другим виходом якого з'єднані відповідні двигуни, який відрізняється тим, що введена зубчата передача і гальмівна муфта, закріплена на валу другого двигуна і підключена до третього виходу блока керування, зубчата передача зв'язує другий двигун з гайкою, яка встановлена у корпусі з можливістю обертання, шатун кривошипно-шатунного механізму виконаний у формі вертикального порожнистого паралелепіпеда, дві протилежні стінки якого шарнірно з'єднані одним кінцем з колінчастим валом кривошипно-шатунного механізму, а іншим - з корпусом гвинтової пари, один кінець гвинта якої, розташований у порожнині шатуна, а інший кінець зв'язаний з кареткою.
2. Формувальний прес за п. 1, який відрізняється тим, що перший двигун приводу каретки виконаний електричним.
3. Формувальний прес за п. 1, який відрізняється тим, що другий двигун приводу каретки виконаний електричним.
4. Формувальний прес за п. 1, який відрізняється тим, що на каретці встановлена нижня півформа.
5. Формувальний прес за п. 1, який відрізняється тим, що зубчата передача виконана конічною і складається з двох зубчатих коліс, перше з яких встановлене на валу другого двигуна, а друге охоплює бічну поверхню гайки.
Текст
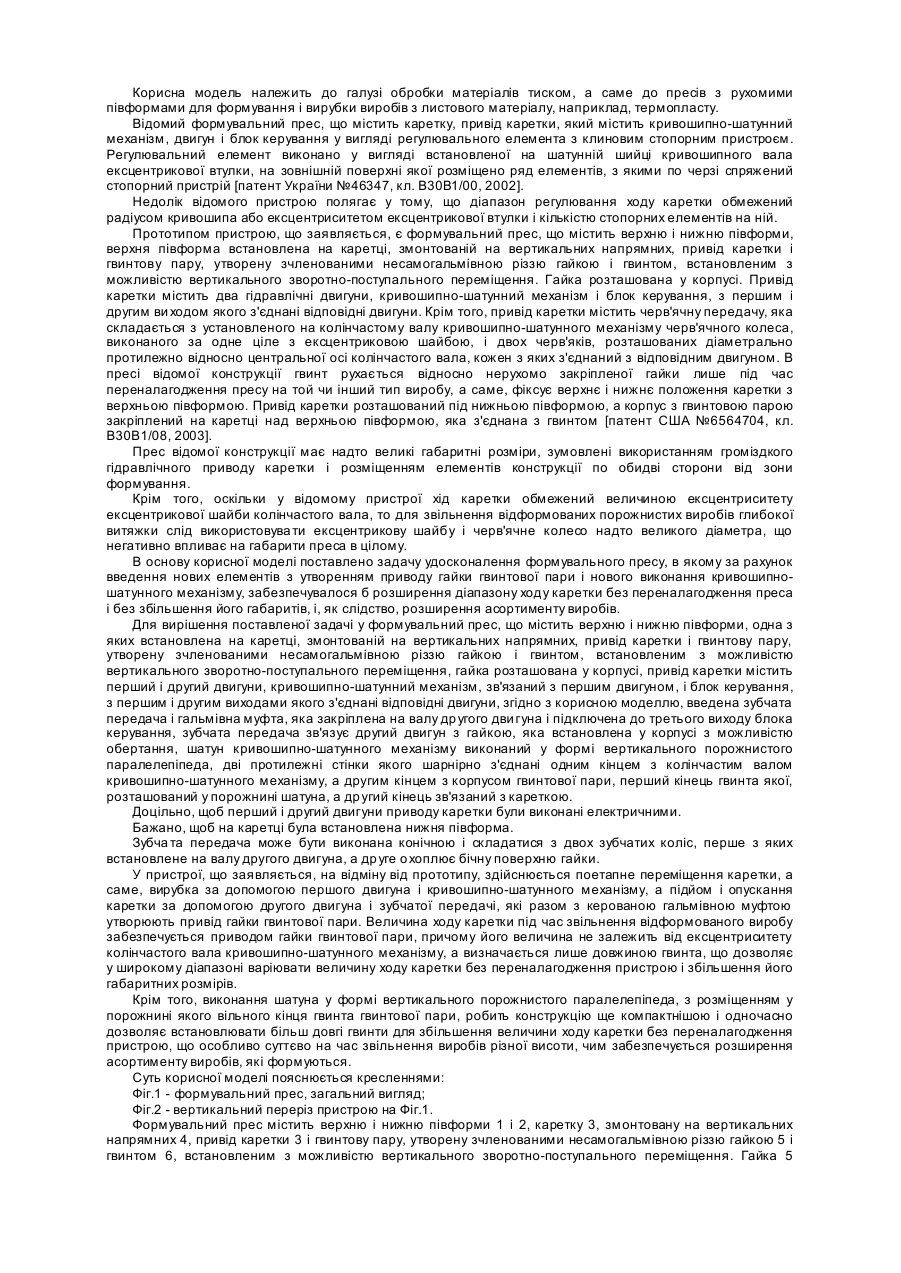
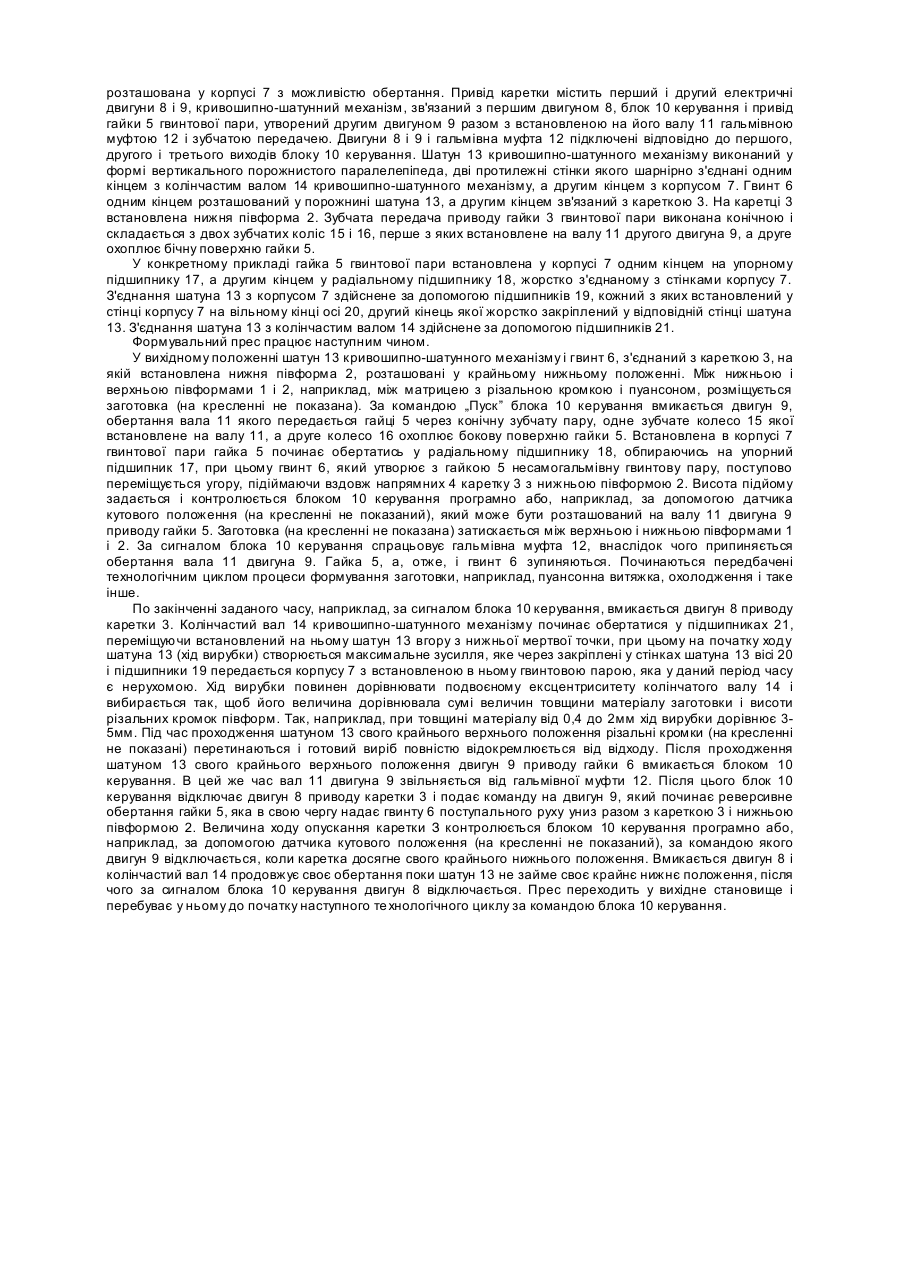
Корисна модель належить до галузі обробки матеріалів тиском, а саме до пресів з рухомими півформами для формування і вирубки виробів з листового матеріалу, наприклад, термопласту. Відомий формувальний прес, що містить каретку, привід каретки, який містить кривошипно-шатунний механізм, двигун і блок керування у вигляді регулювального елемента з клиновим стопорним пристроєм. Регулювальний елемент виконано у вигляді встановленої на шатунній шийці кривошипного вала ексцентрикової втулки, на зовнішній поверхні якої розміщено ряд елементів, з якими по черзі спряжений стопорний пристрій [патент України №46347, кл. В30В1/00, 2002]. Недолік відомого пристрою полягає у тому, що діапазон регулювання ходу каретки обмежений радіусом кривошипа або ексцентриситетом ексцентрикової втулки і кількістю стопорних елементів на ній. Прототипом пристрою, що заявляється, є формувальний прес, що містить верхню і нижню півформи, верхня півформа встановлена на каретці, змонтованій на вертикальних напрямних, привід каретки і гвинтову пару, утворену зчленованими несамогальмівною різзю гайкою і гвинтом, встановленим з можливістю вертикального зворотно-поступального переміщення. Гайка розташована у корпусі. Привід каретки містить два гідравлічні двигуни, кривошипно-шатунний механізм і блок керування, з першим і другим ви ходом якого з'єднані відповідні двигуни. Крім того, привід каретки містить черв'ячну передачу, яка складається з установленого на колінчастому валу кривошипно-шатунного механізму черв'ячного колеса, виконаного за одне ціле з ексцентриковою шайбою, і двох черв'яків, розташованих діаметрально протилежно відносно центральної осі колінчастого вала, кожен з яких з'єднаний з відповідним двигуном. В пресі відомої конструкції гвинт рухається відносно нерухомо закріпленої гайки лише під час переналагодження пресу на той чи інший тип виробу, а саме, фіксує верхнє і нижнє положення каретки з верхньою півформою. Привід каретки розташований під нижньою півформою, а корпус з гвинтовою парою закріплений на каретці над верхньою півформою, яка з'єднана з гвинтом [патент США №6564704, кл. В30В1/08, 2003]. Прес відомої конструкції має надто великі габаритні розміри, зумовлені використанням громіздкого гідравлічного приводу каретки і розміщенням елементів конструкції по обидві сторони від зони формування. Крім того, оскільки у відомому пристрої хід каретки обмежений величиною ексцентриситету ексцентрикової шайби колінчастого вала, то для звільнення відформованих порожнистих виробів глибокої витяжки слід використовува ти ексцентрикову шайбу і черв'ячне колесо надто великого діаметра, що негативно впливає на габарити преса в цілому. В основу корисної моделі поставлено задачу удосконалення формувального пресу, в якому за рахунок введення нових елементів з утворенням приводу гайки гвинтової пари і нового виконання кривошипношатунного механізму, забезпечувалося б розширення діапазону ходу каретки без переналагодження преса і без збільшення його габаритів, і, як слідство, розширення асортименту виробів. Для вирішення поставленої задачі у формувальний прес, що містить верхню і нижню півформи, одна з яких встановлена на каретці, змонтованій на вертикальних напрямних, привід каретки і гвинтову пару, утворену зчленованими несамогальмівною різзю гайкою і гвинтом, встановленим з можливістю вертикального зворотно-поступального переміщення, гайка розташована у корпусі, привід каретки містить перший і другий двигуни, кривошипно-шатунний механізм, зв'язаний з першим двигуном, і блок керування, з першим і другим виходами якого з'єднані відповідні двигуни, згідно з корисною моделлю, введена зубчата передача і гальмівна муфта, яка закріплена на валу др угого дви гуна і підключена до третього виходу блока керування, зубчата передача зв'язує другий двигун з гайкою, яка встановлена у корпусі з можливістю обертання, шатун кривошипно-шатунного механізму виконаний у формі вертикального порожнистого паралелепіпеда, дві протилежні стінки якого шарнірно з'єднані одним кінцем з колінчастим валом кривошипно-шатунного механізму, а другим кінцем з корпусом гвинтової пари, перший кінець гвинта якої, розташований у порожнині шатуна, а др угий кінець зв'язаний з кареткою. Доцільно, щоб перший і другий двигуни приводу каретки були виконані електричними. Бажано, щоб на каретці була встановлена нижня півформа. Зубча та передача може бути виконана конічною і складатися з двох зубчатих коліс, перше з яких встановлене на валу другого двигуна, а др уге о хоплює бічну поверхню гайки. У пристрої, що заявляється, на відміну від прототипу, здійснюється поетапне переміщення каретки, а саме, вирубка за допомогою першого двигуна і кривошипно-шатунного механізму, а підйом і опускання каретки за допомогою другого двигуна і зубчатої передачі, які разом з керованою гальмівною муфтою утворюють привід гайки гвинтової пари. Величина ходу каретки під час звільнення відформованого виробу забезпечується приводом гайки гвинтової пари, причому його величина не залежить від ексцентриситету колінчастого вала кривошипно-шатунного механізму, а визначається лише довжиною гвинта, що дозволяє у широкому діапазоні варіювати величину ходу каретки без переналагодження пристрою і збільшення його габаритних розмірів. Крім того, виконання шатуна у формі вертикального порожнистого паралелепіпеда, з розміщенням у порожнині якого вільного кінця гвинта гвинтової пари, робить конструкцію ще компактнішою і одночасно дозволяє встановлювати більш довгі гвинти для збільшення величини ходу каретки без переналагодження пристрою, що особливо суттєво на час звільнення виробів різної висоти, чим забезпечується розширення асортименту виробів, які формуються. Суть корисної моделі пояснюється кресленнями: Фіг.1 - формувальний прес, загальний вигляд; Фіг.2 - вертикальний переріз пристрою на Фіг.1. Формувальний прес містить верхню і нижню півформи 1 і 2, каретку 3, змонтовану на вертикальних напрямних 4, привід каретки 3 і гвинтову пару, утворену зчленованими несамогальмівною різзю гайкою 5 і гвинтом 6, встановленим з можливістю вертикального зворотно-поступального переміщення. Гайка 5 розташована у корпусі 7 з можливістю обертання. Привід каретки містить перший і другий електричні двигуни 8 і 9, кривошипно-шатунний механізм, зв'язаний з першим двигуном 8, блок 10 керування і привід гайки 5 гвинтової пари, утворений другим двигуном 9 разом з встановленою на його валу 11 гальмівною муфтою 12 і зубчатою передачею. Двигуни 8 і 9 і гальмівна муфта 12 підключені відповідно до першого, другого і третього виходів блоку 10 керування. Шатун 13 кривошипно-шатунного механізму виконаний у формі вертикального порожнистого паралелепіпеда, дві протилежні стінки якого шарнірно з'єднані одним кінцем з колінчастим валом 14 кривошипно-шатунного механізму, а другим кінцем з корпусом 7. Гвинт 6 одним кінцем розташований у порожнині шатуна 13, а другим кінцем зв'язаний з кареткою 3. На каретці 3 встановлена нижня півформа 2. Зубчата передача приводу гайки 3 гвинтової пари виконана конічною і складається з двох зубчатих коліс 15 і 16, перше з яких встановлене на валу 11 другого двигуна 9, а друге охоплює бічну поверхню гайки 5. У конкретному прикладі гайка 5 гвинтової пари встановлена у корпусі 7 одним кінцем на упорному підшипнику 17, а другим кінцем у радіальному підшипнику 18, жорстко з'єднаному з стінками корпусу 7. З'єднання шатуна 13 з корпусом 7 здійснене за допомогою підшипників 19, кожний з яких встановлений у стінці корпусу 7 на вільному кінці осі 20, другий кінець якої жорстко закріплений у відповідній стінці шатуна 13. З'єднання шатуна 13 з колінчастим валом 14 здійснене за допомогою підшипників 21. Формувальний прес працює наступним чином. У вихідному положенні шатун 13 кривошипно-шатунного механізму і гвинт 6, з'єднаний з кареткою 3, на якій встановлена нижня півформа 2, розташовані у крайньому нижньому положенні. Між нижньою і верхньою півформами 1 і 2, наприклад, між матрицею з різальною кромкою і пуансоном, розміщується заготовка (на кресленні не показана). За командою „Пуск” блока 10 керування вмикається двигун 9, обертання вала 11 якого передається гайці 5 через конічну зубчату пару, одне зубчате колесо 15 якої встановлене на валу 11, а друге колесо 16 охоплює бокову поверхню гайки 5. Встановлена в корпусі 7 гвинтової пари гайка 5 починає обертатись у радіальному підшипнику 18, обпираючись на упорний підшипник 17, при цьому гвинт 6, який утворює з гайкою 5 несамогальмівну гвинтову пару, поступово переміщується угору, підіймаючи вздовж напрямних 4 каретку 3 з нижньою півформою 2. Висота підйому задається і контролюється блоком 10 керування програмно або, наприклад, за допомогою датчика кутового положення (на кресленні не показаний), який може бути розташований на валу 11 двигуна 9 приводу гайки 5. Заготовка (на кресленні не показана) затискається між верхньою і нижньою півформами 1 і 2. За сигналом блока 10 керування спрацьовує гальмівна муфта 12, внаслідок чого припиняється обертання вала 11 двигуна 9. Гайка 5, а, отже, і гвинт 6 зупиняються. Починаються передбачені технологічним циклом процеси формування заготовки, наприклад, пуансонна витяжка, охолодження і таке інше. По закінченні заданого часу, наприклад, за сигналом блока 10 керування, вмикається двигун 8 приводу каретки 3. Колінчастий вал 14 кривошипно-шатунного механізму починає обертатися у підшипниках 21, переміщуючи встановлений на ньому шатун 13 вгору з нижньої мертвої точки, при цьому на початку ходу шатуна 13 (хід вирубки) створюється максимальне зусилля, яке через закріплені у стінках шатуна 13 вісі 20 і підшипники 19 передається корпусу 7 з встановленою в ньому гвинтовою парою, яка у даний період часу є нерухомою. Хід вирубки повинен дорівнювати подвоєному ексцентриситету колінчатого валу 14 і вибирається так, щоб його величина дорівнювала сумі величин товщини матеріалу заготовки і висоти різальних кромок півформ. Так, наприклад, при товщині матеріалу від 0,4 до 2мм хід вирубки дорівнює 35мм. Під час проходження шатуном 13 свого крайнього верхнього положення різальні кромки (на кресленні не показані) перетинаються і готовий виріб повністю відокремлюється від відходу. Після проходження шатуном 13 свого крайнього верхнього положення двигун 9 приводу гайки 6 вмикається блоком 10 керування. В цей же час вал 11 двигуна 9 звільняється від гальмівної муфти 12. Після цього блок 10 керування відключає двигун 8 приводу каретки 3 і подає команду на двигун 9, який починає реверсивне обертання гайки 5, яка в свою чергу надає гвинту 6 поступального руху униз разом з кареткою 3 і нижньою півформою 2. Величина ходу опускання каретки З контролюється блоком 10 керування програмно або, наприклад, за допомогою датчика кутового положення (на кресленні не показаний), за командою якого двигун 9 відключається, коли каретка досягне свого крайнього нижнього положення. Вмикається двигун 8 і колінчастий вал 14 продовжує своє обертання поки шатун 13 не займе своє крайнє нижнє положення, після чого за сигналом блока 10 керування двигун 8 відключається. Прес переходить у вихідне становище і перебуває у ньому до початку наступного те хнологічного циклу за командою блока 10 керування.
ДивитисяДодаткова інформація
Назва патенту англійськоюMolding press
Автори англійськоюHlaholev Serhii Yuvhenovych
Назва патенту російськоюФормовочный пресс
Автори російськоюГлаголев Сергей Евгеньевич
МПК / Мітки
МПК: B30B 1/00, B29C 51/18
Мітки: формувальній, прес
Код посилання
<a href="https://ua.patents.su/4-8677-formuvalnijj-pres.html" target="_blank" rel="follow" title="База патентів України">Формувальний прес</a>
Формувальний ротор
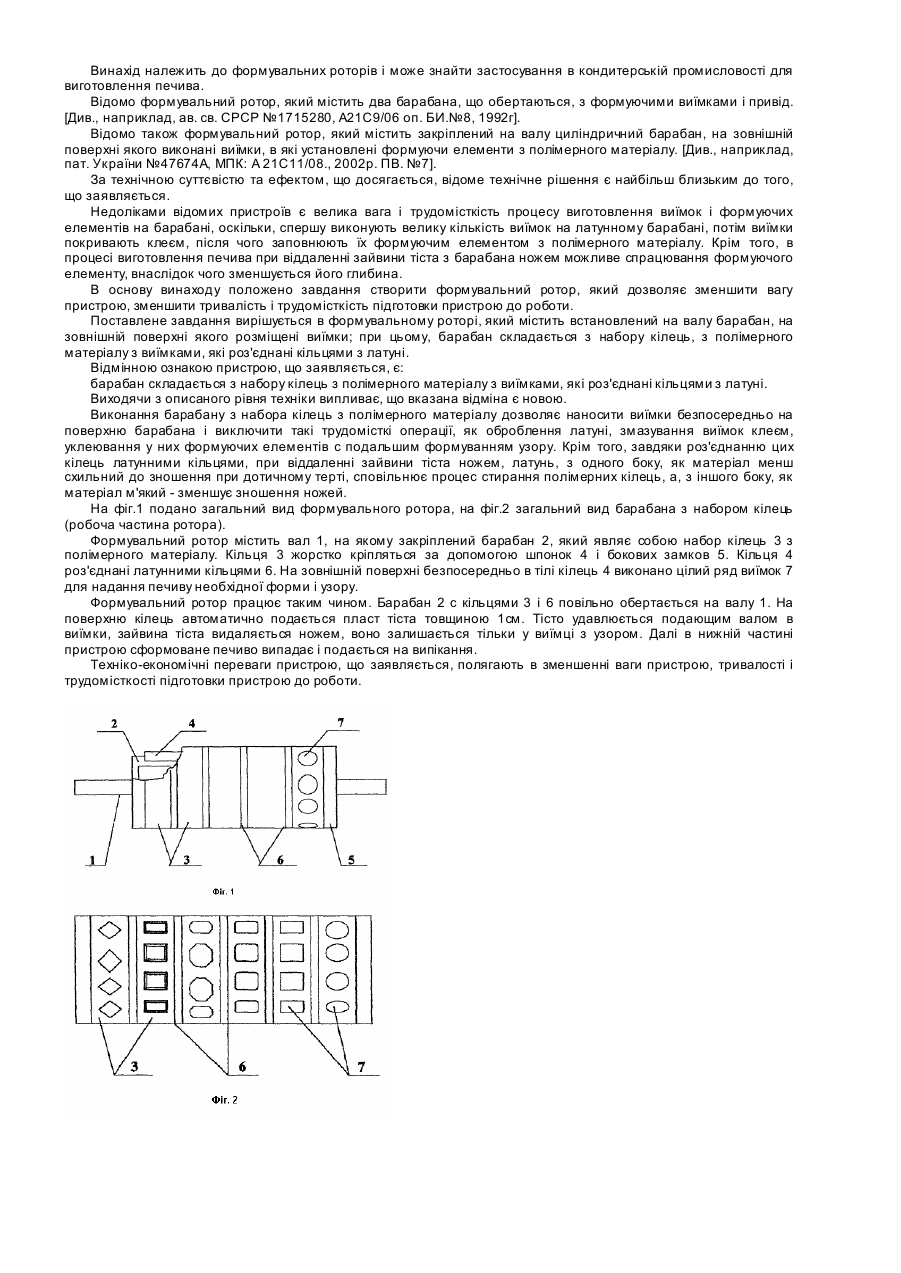
Номер патенту: 68141
Опубліковано: 15.07.2004
Автор: Фільчаков Микола Васильович
МПК: A21C 11/00
Мітки: формувальній, ротор
Формула / Реферат:
Формувальний ротор, який містить встановлений на валу барабан, на зовнішній поверхні якого розміщені виїмки, який відрізняється тим, що барабан складається з набору кілець з полімерного матеріалу з виїмками, які роз'єднані кільцями з латуні.
Формувальний пристрій для виготовлення інтер’єрно-облицювальних гіпсових виробів
Номер патенту: 5716
Опубліковано: 15.03.2005
Автори: Коварик Борис Євгенович, Коварик Олег Євгенович
Мітки: формувальній, гіпсових, пристрій, виготовлення, інтер'єрно-облицювальних, виробів
Формула / Реферат:
1. Формувальний пристрій для виготовлення інтер'єрно-облицювальних гіпсових виробів, що містить піддон із днищем і бортами, знімну матрицю, встановлену в піддоні, що має дно, і бічні стінки, які у верхній своїй частині переходять у заплечики, герметизувальний засіб, установлений на матриці з обпиранням на заплечики, при цьому зовнішня поверхня дна матриці має конгруентний профіль з внутрішньою поверхнею днища піддона, а заплечики лежать на...
Формувальний ротор
Номер патенту: 47674
Опубліковано: 15.07.2002
Автори: Середа Олександр Дмитрович, Шапіро Михайло Віталійович, Стєганцов Ігор Вікторович
МПК: A21C 11/00
Мітки: формувальній, ротор
Формула / Реферат:
Формувальний ротор, який містить закріплений на валу циліндричний барабан з формуючими елементами, виконаними з полімерного матеріалу, який відрізняється тим, що формуючі елементи виконані з поліетилентерефталату.
Прес вирубний
Номер патенту: 711
Опубліковано: 15.02.2001
Автори: Свентицька Людмила Павлівна, Конопляста Тамара Ігнатівна, Литовченко Петро Григорович
МПК: B26F 1/38, B30B 12/00
Формула / Реферат:
Прес вирубний, який має опорний стіл, вирубний станок, пневмоциліндр та привід, який відрізняється тим, що він має шафу керування з розміщеними в ній приладами підготовки повітря та подання його на пневмоциліндр, а опорний стіл, вирубний станок, пневмоциліндр та привід мають розміри, визначені з урахуванням зусилля, необ-хідного для вирубування виробів до 10 мм в діаметрі.
Рулонний прес-підбирач
Номер патенту: 21787
Опубліковано: 30.04.1998
Автори: Мандзик Петро Іванович, Пахолюк Орест Андрійович, Хайліс Гедаль Абрамович, Божидарник Віктор Володимирович
МПК: A01D 45/06
Мітки: рулонний, прес-підбирач
Формула / Реферат:
Рулонний прес-підбирач, який містить підбирач І розташовані на рамі транспортер, барабан, пресувальні паси, ролики, пресувальну камеру, натяжний пристрій, клапан вивантаження, обмотувальний апарат, а також ходову частину і привід, який відрізняється тим, що прес-підбирач додатково обладнаний трьома секціями підпресо-вувальних апаратів, причому три каретки кожного апарату встановлені на підпружиненій на кінцях єдиній осі, що встановлена з...
Попередній патент: Центратор для обсадних колон
Наступний патент: Електромагнітний індуктор запалювання
Випадковий патент: Шестеренна гідромашина