Спосіб холодного газодинамічного напилення
Формула / Реферат
1. Спосіб нанесення покриття на деталь (13), при якому частинки (19) матеріалу покриття прискорюють за допомогою розпилювального сопла (12) у струмені холодного газу (15) у напрямі поверхні (16) деталі (13), на якій створюють покриття, який відрізняється тим, що частинки в струмені холодного газу (15) навантажують кількістю енергії, яка є дуже малою, щоб викликати постійне зчеплення частинок (19) на поверхні (16), і що постійне зчеплення частинок створюють під час нанесення покриття за допомогою місцевого введення електромагнітного випромінювання (25) у місце попадання струменя холодного газу на поверхню.
2. Спосіб по п. 1, який відрізняється тим, що кількість енергії в струмені холодного газу є достатньо великою, щоб викликати попереднє зчеплення частинок (19), причому після локального створення постійного зчеплення певних частинок (19) інші заздалегідь зчеплені частинки знову видаляють з поверхні (16).
3. Спосіб по п. 1, який відрізняється тим, що кількість енергії в струмені холодного газу є дуже малою, щоб викликати яке-небудь зчеплення частинок (19) на поверхні (16), і місцеве введення електромагнітного випромінювання (25) проводять при створенні постійного зчеплення одночасно з попаданням частинок (19) на поверхню (16).
4. Спосіб по будь-якому з попередніх пунктів, який відрізняється тим, що кількість енергії, якою навантажують частинки, разом з кількістю кінетичної енергії, створеної внаслідок їх прискорення в розпилювальному соплі (12) у струмені холодного газу (15), містить також кількість теплової енергії, яку створюють за допомогою додаткового джерела енергії в струмені холодного газу (15).
5. Спосіб по будь-якому з попередніх пунктів, який відрізняється тим, що використовують деталь з електрично ізолюючою поверхнею і за допомогою електромагнітного випромінювання (25) на деталі виготовляють з частинок електропровідні струмопровідні доріжки.
6. Спосіб по будь-якому з попередніх пунктів, який відрізняється тим, що як електромагнітне випромінювання (25) використовують лазер.
Текст
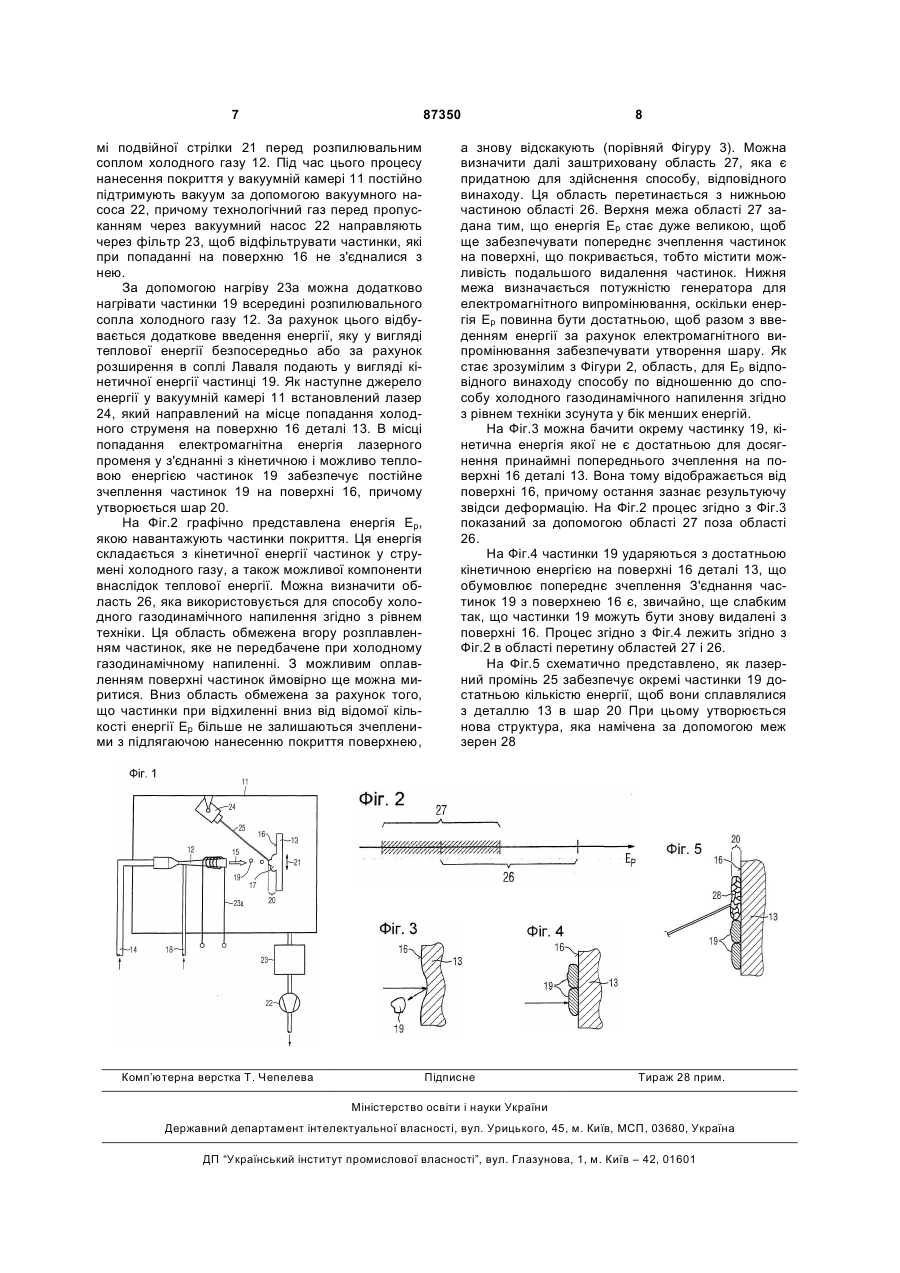
1. Спосіб нанесення покриття на деталь (13), при якому частинки (19) матеріалу покриття прискорюють за допомогою розпилювального сопла (12) у струмені холодного газу (15) у напрямі поверхні (16) деталі (13), на якій створюють покриття, який відрізняється тим, що частинки в струмені холодного газу (15) навантажують кількістю енергії, яка є дуже малою, щоб викликати постійне зчеплення частинок (19) на поверхні (16), і що постійне зчеплення частинок створюють під час нанесення покриття за допомогою місцевого введення електромагнітного випромінювання (25) у місце попадання струменя холодного газу на поверхню. C2 2 (19) 1 3 порівнянні, наприклад, з плазмовим напиленням можна підтримувати малим так, що на структуру частинок покриття впливає тільки мала дія або взагалі ніякої дії За рахунок цього для виготовлення шарів можна застосовувати частинки покриття з особливими властивостями, без погіршення властивостей частинок покриття внаслідок термічного навантаження на них. Згідно [DE 600 09 823 Т2] описаний спосіб для ремонту поверхонь за допомогою холодного газодинамічного напилення. Ремонтовані місця поверхні обробляють струменем холодного газу, що містить частинки покриття, внаслідок чого утворюється шар. Внесення енергії в струмінь холодного газу можна підвищити, якщо частинки покриття піддають дії джерела випромінювання, наприклад, лазера. За рахунок цього зростає теплова енергія частинок покриття, які за рахунок прискорення в розпилювальному соплі холодного газу не зазнають ніякого істотного підвищення температури. Крім того, утворений шар можна піддавати подальшій обробці, яку можна проводити так само за допомогою лазера. Згідно з рефератом до [JP 05078812А] передбачено, що шар можна виготовляти за допомогою термічної розпиленості і потім додатково обробляти за допомогою лазера, щоб отримати остаточний склад шару. Так само можна, згідно з [DE 199 41 562 А1], виготовляти покриття, наприклад, як робочу поверхню для циліндра, яке виготовляють у вигляді термічно напиленого шару і після цього переплавляють за допомогою лазерного променя, за рахунок чого виникає бажаний структурний склад. Згідно з [DE 197 40 205 В4] при плазмовому напиленні також є можливим уповільнювати за допомогою лазера охолодження нанесеного плазмовим напиленням покриття, щоб безпосередньо впливати на утворення структури покриття. Для цієї мети потрапляючі частинки розпилювального струменя ще підтримують якийсь час при температурі плавлення. Задача винаходу полягає в тому, щоб поліпшити спосіб для нанесення покриттів на деталі за допомогою розпилювального сопла для холодного газу так, щоб отримати цим способом при виготовленні шарів можливо велику свободу дій. Ця задача вирішується згідно з винаходом названим спочатку способом за рахунок того, що частинки в струмені холодного газу навантажують кількістю енергії, яка є дуже малою, щоб викликати постійне зчеплення частинок на поверхні, і що постійне зчеплення частинок створюють під час нанесення покриття за допомогою місцевого введення електромагнітного випромінювання в місце попадання струменя холодного газу на поверхню. У відповідній винаходу формі виконання способу розпилювальне сопло для холодного газу застосовують з параметрами способу, які свідомо вибирають так, що за рахунок одного холодного газодинамічного напилення ще не отримується покриття, властивості якого вже відповідають бажаному кінцевому продукту. Іншими словами: створене холодним газодинамічним напиленням введення енергії не є достатнім для виготовлення 87350 4 бажаного шару. Тому згідно з винаходом передбачено додаткове джерело енергії, яке дозволяє локальне введення електромагнітного випромінювання в поверхню, точніше в область покриття, властивості якого можуть бути створені в кінці за допомогою додаткового введення енергії електромагнітного випромінювання. Для цього, переважно можливо, підтримувати введення енергії за рахунок розпилювального сопла холодного газу порівняно малим так, що для покриття можна застосовувати частинки з порівняно низькою температурою плавлення. Крім того, за рахунок локального введення енергії електромагнітного випромінювання на поверхні забезпечуваної покриттям деталі є можливим, залежно від величини локального введення енергії одержувати шари з властивостями, що локально змінюються. При цьому можна переважно досягати високу точність локальної зміни властивості шару. У відповідності з формою виконання способу передбачено, що кількість енергії в струмені холодного газу є достатньо великою, щоб викликати попереднє зчеплення частинок, причому після локального створення постійного зчеплення певних частинок інші, заздалегідь зчеплені частинки, знову видаляють з поверхні. Попереднє зчеплення частинок можна досягати за рахунок того, що їх кінетична енергія є якраз достатньою, щоб частинки покриття зчіплювалися з поверхнею. Необхідне для цього введення енергії можна дуже точно настроювати за допомогою застосованого способу холодного газодинамічного напилення. З другого боку, зчеплення частинок є не настільки великим, щоб відбувалося можливе розплавлення деталі і частинок. За рахунок цього тимчасово зчеплені частинки можна знову видаляти з поверхні, причому в основному розділення проводять між граничними поверхнями деталі і частинок (наприклад, механічно, за допомогою піскоструминної обробки або лазерної абляції). За допомогою додаткового введення енергії проте можна локально досягати постійне зчеплення передбачених для цього частинок. Річ у тому, що додаткове введення енергії приводить до остаточного руйнування граничних поверхонь між відповідними частинками і поверхнею або також між граничними поверхнями сусідніх частинок так, що вони більше не можуть бути відокремлені одна від одної. При цьому, наприклад, близькі до граничного шару області деталі і частинок розплавляються так, що після тверднення виникає однорідна структура. У відповідності з іншою формою виконання способу передбачено, що кількість енергії в струмені холодного газу є дуже малою, щоб викликати яке-небудь зчеплення частинок на поверхні, і локальне введення енергії електромагнітного випромінювання при отриманні постійного зчеплення відбувається одночасно з попаданням частинок на поверхню. Тоді як в способі для отримання попереднього зчеплення частинок енергію електромагнітного випромінювання можна вводити по вибору одночасно з нанесенням покриття або після закінчення процесу утворення покриття для випадку, коли кількість енергії в струмені холодного газу є не достатньою, щоб викликати зчеплення частинок 5 на поверхні, необхідна одночасна додаткова активація за допомогою електромагнітного випромінювання, щоб взагалі зробити можливим утворення шару. У протилежному випадку частинки покриття відскакували б від поверхні без утворення шару (порівнянно з піскоструминним ефектом). Локальне введення енергії дозволяє, проте, переважно утворення шару з високою локальною точністю. При цьому шар можна виконувати одношаровим або багатошаровим, причому можна виготовляти будь-які геометричні структури вже під час утворення шару без необхідності подальшої обробки. Загальним для описаних форм виконання способу є те, що необхідне для виготовлення шару введення енергії в частинки розділяють на суттєві частини, з одного боку, на розпилювальне сопло холодного газу і, з другого боку, на джерело енергії для електромагнітного випромінювання (наприклад, лазер). За рахунок цього спосіб згідно з винаходом створює переважно велику свободу дій для зміни параметрів способу. З одної сторони, за рахунок орієнтації розпилювального сопла є можливим порівняно точний напрямок струменя частинок на поверхню деталі, з другого боку, джерело енергії для електромагнітного випромінювання можна дуже точно орієнтувати незалежно від розпилювального сопла холодного газу так, що стає можливим утворення шару з точною геометрією. Хоча, наприклад, з [US 4,724,299] у принципі відомо застосування в так званому способі лазерного плакування електромагнітного випромінювання, щоб розплавляти частинки покриття, проте введення енергії, що визначає утворення шару, в цьому способі відбувається виключно за рахунок лазерного променя, оскільки кінетичною енергією частинок внаслідок підведення частинок можна нехтувати. Вона повинна забезпечувати тільки рівномірне транспортування частинок покриття. Це пояснює також вживану стандартним чином кільцеву конструкцію подавального пристрою для частинок покриття, яке знаходить застосування в способі лазерного плакування, оскільки лазер повинен бути встановлений в центрі і подання частинок внаслідок їх малої кінетичної енергії повинне відбуватися дуже близько до точки фокусу лазера. Згідно з додатковою формою виконання способу передбачено, що кількість енергії, якою навантажують частинки, разом з утвореною внаслідок їх прискорення у розпилювальному соплі холодного газу кількістю кінетичної енергії, містить також кількість теплової енергії, яку утворюють за допомогою додаткового джерела енергії в струмені холодного газу. Відомий нагрів частинок у розпилювальному соплі холодного газу нижче за температуру плавлення частинок призводить до того, що підлягаючу введенню за допомогою електромагнітного випромінювання енергію зменшують. За рахунок цього виникає переважно інший параметр способу, через який можна впливати на утворення шару. Особливо переважним є, якщо застосовують ізолюючу деталь і виготовляють електромагнітним випромінюванням на деталі з частинок електрично провідні струмопровідні доріжки. Таким чином пе 87350 6 реважно можливо виготовляти, наприклад, на непровідних поверхнях із складною геометрією струмопровідні доріжки для електронних схемних компонентів. Вживані частинки можуть, наприклад, містити електрично провідний матеріал, який активується тільки шляхом обробки за допомогою електромагнітного випромінювання, за рахунок чого здійснюється провідність. Додатково електрично провідні області покриття можна забезпечувати, наприклад, покриттям гальванічним шляхом для поліпшення електричних властивостей, оскільки вони надають в розпорядження електрично провідний підшар. Далі є переважним, для отримання електромагнітного випромінювання застосовувати лазер. Останній дозволяє дуже локальне введення електромагнітного випромінювання у підлягаючий утворенню шар. Це є можливим, також при складній поверхневій геометрії підлягаючої покриттю деталі. Подальші подробиці винаходу описуються в подальшому за допомогою креслення. На окремих фігурах однакові або відповідні деталі мають відповідно однакові посилальні позиції і пояснюються багато разів тільки настільки, наскільки цього вимагають відмінності між окремими фігурами. При цьому показують: Фіг.1 приклад виконання відповідної винаходу установки для нанесення покриттів у вигляді схематичного креслення, Фіг.2 область навантаження енергією частинок у відповідному винаходу способі у порівнянні з областю, яка застосовується при холодному газодинамічному напиленні згідно з рівнем техніки, якісно і Фіг.3-5 вибрані операції способу прикладів виконання відповідного винаходу способу, при яких частинки на поверхні не зчіплюються, зчіплюються заздалегідь або внаслідок обробки лазером зчіплюються остаточно. На Фіг.1 схематично представлений модифікований пристрій для холодного газодинамічного напилення. Він містить вакуумну камеру 11, в якій розташовані, з одного боку, розпилювальне сопло холодного газу 12 і, з другого боку, деталь 13 (кріплення більш детально не показано). Через першу лінію 14 до розпилювального сопла холодного газу 12 можна підводити технологічний газ. Він, як показано контуром, виконаний у вигляді сопла Лаваля, за допомогою якого технологічний газ розширюють і прискорюють у вигляді газового струменя (стрілка 15) у напрямі до поверхні 16 підкладки 13. Технологічний газ може містити як реактивний газ кисень 17. Крім того, технологічний газ можна нагрівати не представленим способом, за рахунок чого у вакуумній камері 11 встановлюється необхідна температура процесу. Через другу лінію 18 до розпилювального сопла холодного газу 12 можна підводити частинки 19, які швидшають у струмені холодного газу і потрапляють на поверхню 16. Кінетична енергія частинок приводить до їх зчеплення на поверхні 16, причому в шар 20, що утворюється, можливо також вводять кисень 17. Для утворення шару підкладку 13 можна переміщати туди і назад у напря 7 87350 мі подвійної стрілки 21 перед розпилювальним соплом холодного газу 12. Під час цього процесу нанесення покриття у вакуумній камері 11 постійно підтримують вакуум за допомогою вакуумного насоса 22, причому технологічний газ перед пропусканням через вакуумний насос 22 направляють через фільтр 23, щоб відфільтрувати частинки, які при попаданні на поверхню 16 не з'єдналися з нею. За допомогою нагріву 23а можна додатково нагрівати частинки 19 всередині розпилювального сопла холодного газу 12. За рахунок цього відбувається додаткове введення енергії, яку у вигляді теплової енергії безпосередньо або за рахунок розширення в соплі Лаваля подають у вигляді кінетичної енергії частинці 19. Як наступне джерело енергії у вакуумній камері 11 встановлений лазер 24, який направлений на місце попадання холодного струменя на поверхню 16 деталі 13. В місці попадання електромагнітна енергія лазерного променя у з'єднанні з кінетичною і можливо тепловою енергією частинок 19 забезпечує постійне зчеплення частинок 19 на поверхні 16, причому утворюється шар 20. На Фіг.2 графічно представлена енергія Ер, якою навантажують частинки покриття. Ця енергія складається з кінетичної енергії частинок у струмені холодного газу, а також можливої компоненти внаслідок теплової енергії. Можна визначити область 26, яка використовується для способу холодного газодинамічного напилення згідно з рівнем техніки. Ця область обмежена вгору розплавленням частинок, яке не передбачене при холодному газодинамічному напиленні. З можливим оплавленням поверхні частинок ймовірно ще можна миритися. Вниз область обмежена за рахунок того, що частинки при відхиленні вниз від відомої кількості енергії Ер більше не залишаються зчепленими з підлягаючою нанесенню покриття поверхнею, Комп’ютерна верстка Т. Чепелева 8 а знову відскакують (порівняй Фігуру 3). Можна визначити далі заштриховану область 27, яка є придатною для здійснення способу, відповідного винаходу. Ця область перетинається з нижньою частиною області 26. Верхня межа області 27 задана тим, що енергія Ер стає дуже великою, щоб ще забезпечувати попереднє зчеплення частинок на поверхні, що покривається, тобто містити можливість подальшого видалення частинок. Нижня межа визначається потужністю генератора для електромагнітного випромінювання, оскільки енергія Ер повинна бути достатньою, щоб разом з введенням енергії за рахунок електромагнітного випромінювання забезпечувати утворення шару. Як стає зрозумілим з Фігури 2, область, для Ер відповідного винаходу способу по відношенню до способу холодного газодинамічного напилення згідно з рівнем техніки зсунута у бік менших енергій. На Фіг.3 можна бачити окрему частинку 19, кінетична енергія якої не є достатньою для досягнення принаймні попереднього зчеплення на поверхні 16 деталі 13. Вона тому відображається від поверхні 16, причому остання зазнає результуючу звідси деформацію. На Фіг.2 процес згідно з Фіг.3 показаний за допомогою області 27 поза області 26. На Фіг.4 частинки 19 ударяються з достатньою кінетичною енергією на поверхні 16 деталі 13, що обумовлює попереднє зчеплення З'єднання частинок 19 з поверхнею 16 є, звичайно, ще слабким так, що частинки 19 можуть бути знову видалені з поверхні 16. Процес згідно з Фіг.4 лежить згідно з Фіг.2 в області перетину областей 27 і 26. На Фіг.5 схематично представлено, як лазерний промінь 25 забезпечує окремі частинки 19 достатньою кількістю енергії, щоб вони сплавлялися з деталлю 13 в шар 20 При цьому утворюється нова структура, яка намічена за допомогою меж зерен 28 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for cold gas-dynamic spraying
Автори англійськоюJensen Jens Dahl, Krueger Ursus, Ullrich Raymond
Назва патенту російськоюСпособ холодного газодинамического напыления
Автори російськоюЕнсен Енс Даль, Крюгер Урсус, Улльрих Раймонд
МПК / Мітки
МПК: C23C 14/22, C23C 24/00
Мітки: холодного, газодинамічного, спосіб, напилення
Код посилання
<a href="https://ua.patents.su/4-87350-sposib-kholodnogo-gazodinamichnogo-napilennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб холодного газодинамічного напилення</a>
Спосіб холодного цинкування
Номер патенту: 14036
Опубліковано: 17.04.2006
Автор: Бориславський Сергій Юрійович
МПК: C23C 30/00
Мітки: цинкування, холодного, спосіб
Формула / Реферат:
Спосіб антикорозійного покриття металів цинкуванням, який відрізняється тим, що на металеву поверхню, включаючи і раніше уже оцинковану, наносять матеріал, який містить цинк, - «Liquid ZinGalvanic».
Установка для напилення композиційних покриттів електродуговим методом
Номер патенту: 40784
Опубліковано: 15.12.2003
Автори: Кустов Віктор Володимирович, Роп'як Любомир Ярославович
МПК: C23C 4/04, C23C 26/02, C23C 28/00
Мітки: установка, напилення, композиційних, методом, покриттів, електродуговим
Формула / Реферат:
Установка для напилення композиційних покриттів електродуговим методом, яка містить металізаційний апарат з соплом для подачі розпилюючого газу та механізм подачі двох дротів і систему введення порошкових матеріалів у розпилюючий газ, яка складається з порошкового живильника з дозувальною трубкою, яка відрізняється тим, що вихідний кінець дозувальної трубки розміщений за соплом в напрямку подачі розпилюючого газу на відстані від...
Шихта наповнювача порошкового дроту для електродугового напилення покриттів
Номер патенту: 34412
Опубліковано: 11.08.2008
Автор: Фень Євген Костянтинович
МПК: C23C 24/00, C23C 4/04
Мітки: наповнювача, шихта, дроту, порошкового, напилення, покриттів, електродугового
Формула / Реферат:
Шихта наповнювача порошкового дроту для електродугового напилення покриттів, що містить порошки ферохрому та заліза, яка відрізняється тим, що вона додатково містить порошки сплаву алюміній-скандій та феромарганцю при наступному співвідношенні компонентів, мас. %: порошок ферохрому марки ФХ850 або ФХ900 17...20 порошок сплаву алюміній-скандій марки АС97-3 16...20 ...
Спосіб газодинамічного відсічення шлаку від рідкого металу
Номер патенту: 37728
Опубліковано: 10.12.2008
Автори: Жаворонков Юрій Іванович, Бичков Сергій Васильович, Малик Олександр Олексійович, Гічов Юрій Олександрович, Перцевий Віталій Олександрович
МПК: C21C 5/46
Мітки: рідкого, металу, спосіб, шлаку, газодинамічного, відсічення
Формула / Реферат:
Спосіб газодинамічного відсічення шлаку від рідкого металу, який включає випуск рідкого металу через канал з металургійного агрегату, наприклад конвертера, вдмухування нейтрального газу в метал під час випуску плавки, який відрізняється тим, що вдмухування нейтрального газу здійснюють у два етапи: при цьому перший етап проводять у момент досягнення рівнем металевої ванни рівня верхнього зрізу льотки, а другий етап - при зниженні рівня...
Шихта порошкового дроту для електродугового напилення
Номер патенту: 68859
Опубліковано: 16.08.2004
Автори: Фень Євген Костянтинович, Пащенко Валерій Миколайович
МПК: C23C 24/00, C23C 4/04
Мітки: дроту, порошкового, шихта, напилення, електродугового
Формула / Реферат:
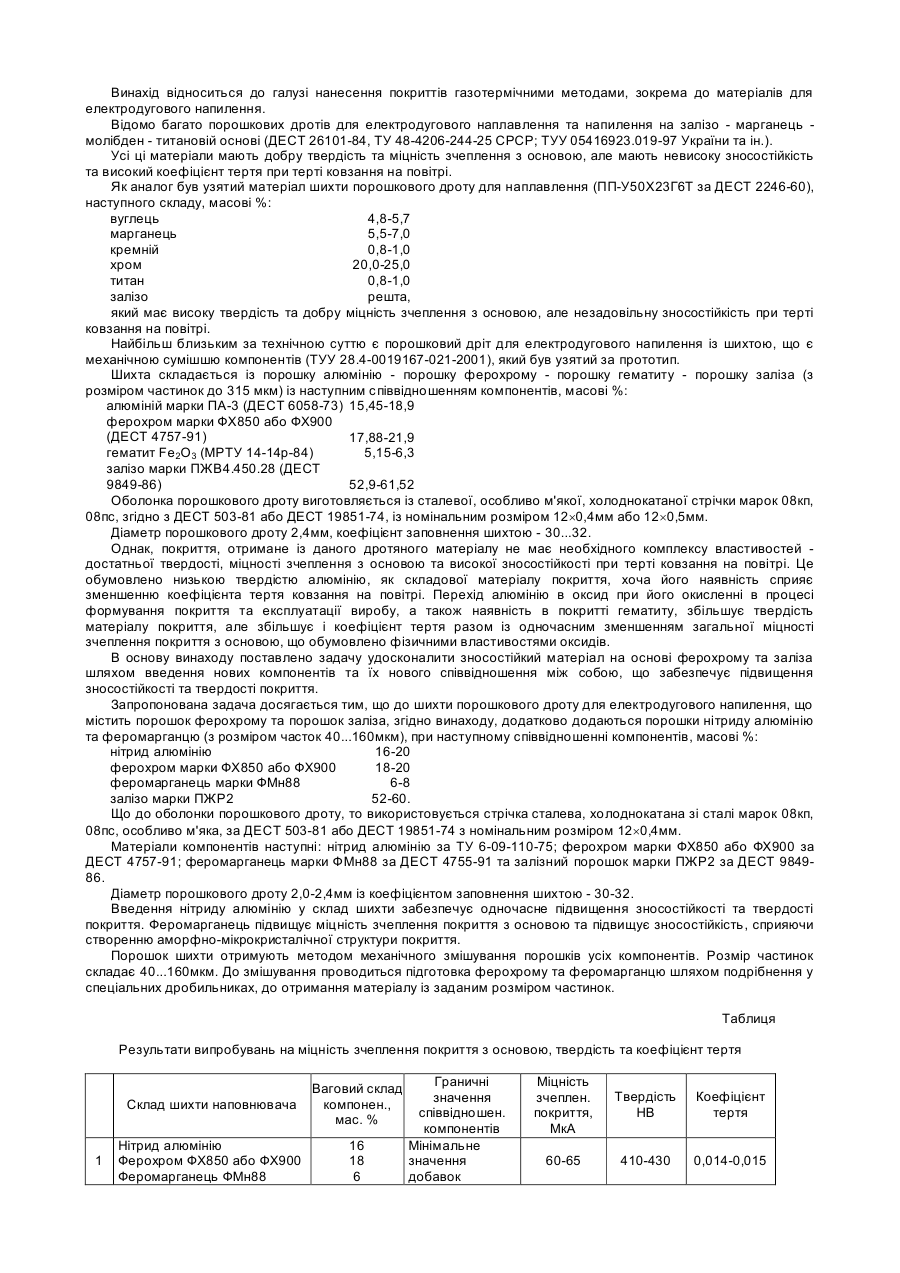
Шихта порошкового дроту для електродугового напилення, що містить порошок ферохрому та порошок заліза, який відрізняється тим, що шихта додатково містить порошки нітриду алюмінію та феромарганцю при наступному співвідношенні компонентів, масові %: нітрид алюмінію 16... 20 ферохром марки ФХ850 або ФХ900 18... 20 феромарганець ФМн88 6... 8 ...
Попередній патент: Холодний кокіль для лиття ливарних матеріалів із легких металів, застосування цього кокілю та застосування ливарного чавуну
Наступний патент: Спосіб ударного дроблення
Випадковий патент: Вакуумно-дуговий пристрій