Пристрій контролю натягнення конвеєрної стрічки
Номер патенту: 87401
Опубліковано: 10.07.2009
Автори: Мялковський Валентин Йосипович, Дворников Володимир Іванович, Булигін Віктор Іванович, Чехлатий Микола Олександрович
Формула / Реферат
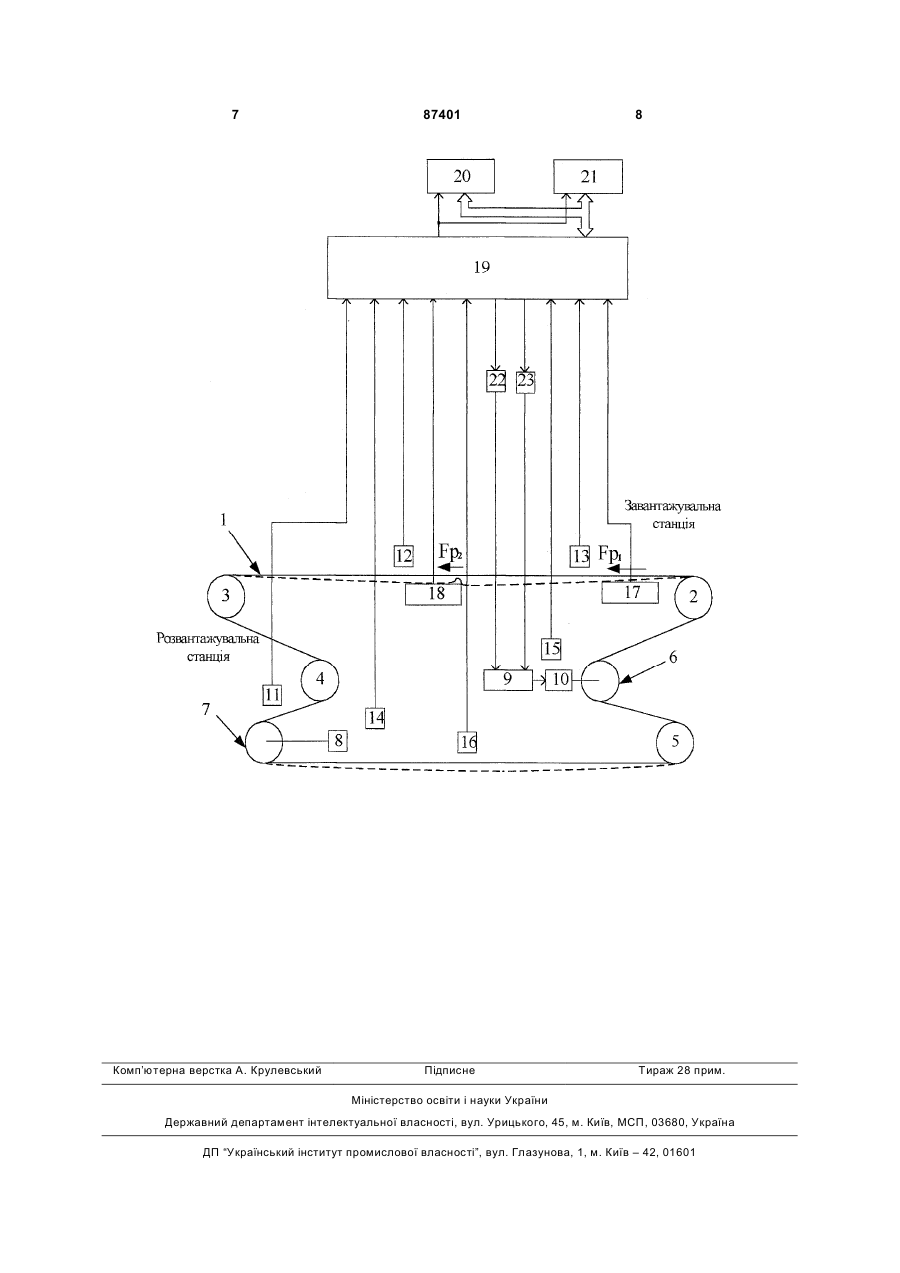
Пристрій контролю натягнення конвеєрної стрічки, що містить конвеєрну стрічку, що обводить відхилювальні барабани, натяжний барабан та приводний барабан, датчики контролю пробуксування, контролю сходу і швидкості стрічки, електродвигун, сполучений з приводним барабаном, привід, який виконавчим пристроєм сполучений з натяжним барабаном, який відрізняється тим, що до нього додатково введені датчик переміщення, встановлений над внутрішньою поверхнею неробочої гілки конвеєрної стрічки, датчик струму, включений в коло живлення електродвигуна, датчик зусилля, підключений до виконавчого механізму, перші і другі конвеєрні ваги, причому перші встановлені поряд із завантажувальною станцією конвеєра, а другі - в середній частині конвеєра, контролер, вісім інформаційних входів якого сполучені відповідно з виходами датчиків контролю пробуксування, контролю сходу і швидкості стрічки, переміщення, струму, зусилля, перших і других конвеєрних вагів, клавіатура, вхід-вихід якої сполучені з виходом-входом контролера, дисплей, вхід-вихід якого сполучені з виходом-входом контролера, а вхід управління - з відповідним входом клавіатури і виходом контролера, перший і другий формувач, інформаційні входи яких сполучені з відповідними виходами контролера, вихід першого формувача сполучений з першим входом приводу, а вихід другого формувача - з другим входом приводу.
Текст
Пристрій контролю натягнення конвеєрної стрічки, що містить конвеєрну стрічку, що обводить відхилювальні барабани, натяжний барабан та C2 2 (19) 1 3 продуктивність конвеєрної лінії, зменшить ступінь її зносу і енерговитрати на транспортування гірничої маси. Поставлена задача вирішується тим, що в пристрій контролю натягнення конвеєрної стрічки, що містить конвеєрну стрічку, що обводить відхилювальні барабани, натяжний барабан та приводний барабан, датчики контролю пробуксування, контролю сходу і швидкості стрічки, електродвигун, сполучений з приводним барабаном, привід який виконавчим пристроєм сполучений з натяжним барабаном відповідно до винаходу в нього додатково введені датчик переміщення, встановлений над внутрішньою поверхнею неробочої гілки конвеєрної стрічки, датчик струму, включений в коло живлення електродвигуна, датчик зусилля, підключений до виконавчого механізму, перші і другі конвеєрні ваги, причому перші встановлені поряд із завантажувальною станцією конвеєру, а другі - в середній частині конвеєру, контролер, вісім інформаційних входів якого сполучені відповідно з виходами датчиків, контролю пробуксування, контролю сходу і швидкості стрічки, переміщення, струму, зусилля, перших і других конвеєрних вагів, клавіатура, вхід - вихід якої сполучені з виходом - входом контролера, дисплей, вхід - вихід якого сполучений з виходом - входом контролера, а вхід управління - з відповідним входом клавіатури і виходом контролера, перший і другий формувач, інформаційні входи яких сполучені з відповідними виходами контролера, вихід першого формувача сполучений з першим входом приводу, а вихід другого формувача - з другим входом приводу. Запропонований пристрій дозволяє попередити аварійні ситуації обумовлені заклинюванням ролика або тертям стрічки об конвеєрний став шляхом контролю завантаження конвеєра і навантаження на електродвигун. Введення в пристрій нових елементів і зв'язків дозволяє підвищити надійність роботи конвеєра і знизити ступінь зносу конвеєрної стрічки шляхом автоматичної підтримки співвідношення натягнення стрічки і порівняння його з тяговим зусиллям, що дозволить виключити пробуксовування. При цьому скоротяться енерговитрати на транспортування гірничої маси. На малюнку приведена структурна схема пристрою контролю натягнення конвеєрної стрічки. Пристрій контролю натягнення конвеєрної стрічки містить конвеєрну стрічку 1, відхилювальні барабани 2, 3, 4 і 5, натяжний барабан 6, приводний барабан 7, електродвигун 8, привід 9, виконавчий пристрій 10, датчик контролю пробуксування 11, датчик контролю сходу стрічки 12, датчик швидкості стрічки 13, датчик струму 14, датчик зусилля 15, датчик переміщення 16, конвеєрні ваги 17 і 18, контролер 19, клавіатура 20, дисплей 21, формувачі 22 і 23. Пристрій працює таким чином У початковому стані стрічка конвеєра натягнута, а конвеєр незавантажний і вимкнений. За допомогою клавіатури 20 формується команда «Калібрування», яка поступає в контролер 19. По цій команді контролер 19 виконує збір інформації, яка 87401 4 поступає від конвеєрних вагів 17 і 18, датчиків струму 14, контролю швидкості 13, сходу стрічки 12, пробуксування 11, зусилля 15 і датчика контролю переміщення 16, який встановлюється над внутрішньою поверхнею неробочої гілки конвеєрної стрічки. Слід зазначити, що конвеєрні ваги 17 встановлені поряд із завантажувальною станцією, а конвеєрні ваги 18 - в середній частині конвеєру. При цьому вага стрічки конвеєра, що знаходиться на вимірювальній ділянці вагів 17 і 18, впливає на ваги і перетвориться в електричний сигнал, який поступає в контролер 19. Чисельне значення ваги від конвеєрних вагів 17 і 18 відображається на дисплеї 21. При запуску конвеєра інформація від датчика струму 14 поступає у контролер 19. Останній реєструє сигнал про включений стан конвеєра, запускає внутрішній таймер попереднього натягнення пускового режиму конвеєра, реєструє зміни величини струму споживання електродвигуна 8, а також сигнал величини ваги, який поступає з конвеєрних вагів 17 і 18, сигнал обвисання конвеєрної стрічки 1 від датчика переміщення 16. При розгоні конвеєрної стрічки 1 до номінальної швидкості сигналом датчика швидкості 13 вимикається внутрішній таймер контролер 19, а вимірюваний струм споживання електродвигуна з датчика струму 14 і інформація від конвеєрних вагів 17 і 18, датчика переміщення 16 продовжують реєструватися контролером 19. Крім того, контролер 19 здійснює безперервне порівняння ваги вантажу, що пройшов через конвеєрні ваги 17 з вантажем, що поступив на конвеєрні ваги 18. Після надходження вантажу на конвеєр виконується операція зважування гірської маси, вимірювання струму споживання електродвигуна 8 і включається внутрішній таймер контролера 19. За допомогою таймера відлічується час, після закінчення якого вантаж пройде через конвеєрні ваги 18 і надійде на розвантажувальну станцію. При цьому контролер 19 виконує вимірювання струму споживання електродвигуна 8, здійснює прийом сигналів від датчика швидкості стрічки 13, датчиків сходу стрічки 12, датчика контролю пробуксування 11, датчиків переміщення 16 і зусилля 15, визначає величину обвисання конвеєрної стрічки 1 на неробочій гілці конвеєра, величину натягнення конвеєрної стрічки і ваги вантажу, що транспортується конвеєром, і порівнює вагу, що впливає на конвеєрні ваги 17 і 18. Після цього виконують зупинку конвеєра, а потім створюють його повторне включення і, за допомогою контролера 19, реєструють пускову характеристику електродвигуна 8, навантаження на конвеєрні ваги 17 і 18, обвисання і натягнення конвеєрної стрічки 1. Далі, не вимикаючи конвеєра, переходять в режим «Настроювання». За допомогою клавіатури 20 встановлюють граничні значення струму електродвигуна 8 для відповідного завантаження конвеєра, граничне обвисання неробочої гілки конвеєрної стрічки 1 і граничне натягнення, а потім переходять в режим «Робота». При нормальному натягненні конвеєрної стрічки 1 контролер 19 виконує аналіз величин струму споживання електродвигуна 8 і вага вантажу, яка 5 надійшла з конвеєрних вагів 17 і 18, які не повинні виходити за встановлені при настройці межі. Слід зазначити, що конвеєрні ваги 17, встановлені поряд із завантажувальною станцією, менш підвладні радіальній силі Fp1 з боку набігання конвеєрної стрічки 1, яка має місце при русі стрічки по конвеєрних вагах 17, ніж конвеєрні ваги 18, які встановлені посередині конвеєра (сила Fp2). При ослабленні натягнення конвеєрної стрічки 1 радіальна сила набігання конвеєрної стрічки 1 зростає і, складаючись з масою вантажу і маси стрічки, впливає на конвеєрні ваги 17 і 18. Причому, радіальна сила Fp1 на конвеєрних вагах 17 буде менше, ніж Fp2 на конвеєрних вагах 18. Контролер 19 виконує операцію порівняння величин струму споживання електродвигуна 8 і вага вантажу на конвеєрних вагах 17 і 18, а також обвисання неробочої гілки конвеєрної стрічки 1 і величини її натягнення, з відповідними значеннями, які були одержані в режимах «Калібрування» і «Настроювання». У випадку, якщо величина струму зростає вище номінальної, з урахуванням граничного значення уставки, а також при обвисанні конвеєрної стрічки 1 вище за номінальне значення, і якщо при цьому датчики швидкості 13, контролю пробуксування 11, сходу стрічки 12 не фіксують відхилень від норми, то контролер 19 формує команду на збільшення натягнення конвеєрної стрічки. Сигнал з першого виходу контролера 19, через формувач 22 і привід 9, поступає на виконавчий пристрій 10, який збільшує натягнення конвеєрної стрічки 1. Датчик зусилля 15 контролює величину натягнення конвеєрної стрічки 1. Під час надходження інформації про струм споживання електродвигуна 8, величині ваги вантажу на конвеєрних вагах 17 і 18, величині натягнення конвеєрної стрічки 1, а також при обвисанні неробочої гілки конвеєрної стрічки, що вони відповідають значенням, обраним в режимі «Настроювання», контролер 19 формує команду на припинення натягнення конвеєрної стрічки. У випадку, якщо збільшилося навантаження на електродвигун 8, а вага вантажу на конвеєрній 87401 6 лінії 1 не перевищила максимального значення, вага вантажу на конвеєрних вагах 18 відповідає раніше вимірюваному значенню на конвеєрних вагах 17 і сигнал від датчика переміщення 16 відповідає нормі, тоді пристрій формує сигнал «Аварія», що може бути викликано збільшенням сили тертя Fтp конвеєрної стрічки 1, наприклад, обумовленим заклинюванням ролика або тертя стрічки об став конвеєра. При завищенні натягнення конвеєрної стрічки 1, контролер 19 формує команду на зниження натягнення, при цьому сигнал з другого виходу, через формувач 23 і привід 9, надходить на виконавчий пристрій 10. У пристрої передбачене формування додаткових аварійних сигналів на дисплеї 21. Сигнал «Аварія - обрив стрічки» формується контролером 19 по сукупності сигналів: обвисання конвеєрної стрічки 1 вище за граничне значення і зусилля натягнення менше за номінальний. Сигнал «Аварія несправність виконавчого пристрою» формується контролером 19 по сукупності сигналів: обвисання конвеєрної стрічки 1 вище за граничне значення і зусилля натягнення вище номінального. Пропонований пристрій дозволяє істотно підвищити надійність роботи конвеєрних ліній, понизити ступінь зносу конвеєрної стрічки і енерговитрати на транспортування гірничої маси. Автоматична підтримка співвідношення натягнень стрічки і порівняння його з тяговим зусиллям, дозволить виключити той, що пробуксує. У інституті розроблена конструкторська документація і створений експериментальний зразок пропонованого пристрою. Джерела інформації 1. Овсянников Ю.А., Кораблев А.А., Топорков А.А. Автоматизация подземного оборудования: Справочник рабочего. - M.: Недра, 1990. - С.176180. 2. Стадник Н.И., Комплекс технических средств автоматизации шахтного конвейерного транспорта // Уголь Украины. - 1997. - №7 - С. 2932. 7 Комп’ютерна верстка А. Крулевський 87401 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюControl device of tension of conveyor belt
Автори англійськоюDvornykov Volodymyr Ivanovych, Chekhlatyi Mykola Oleksandrovych, Mialkovskyi Valentyn Yosypovych, Bulyhin Viktor Ivanovych
Назва патенту російськоюУстройство контроля натяжения конвейерной ленты
Автори російськоюДворников Владимир Иванович, Чехлатый Николай Александрович, Мялковский Валентин Иосифович, Булыгин Виктор Иванович
МПК / Мітки
МПК: B65G 35/00
Мітки: стрічки, контролю, конвеєрної, натягнення, пристрій
Код посилання
<a href="https://ua.patents.su/4-87401-pristrijj-kontrolyu-natyagnennya-konveehrno-strichki.html" target="_blank" rel="follow" title="База патентів України">Пристрій контролю натягнення конвеєрної стрічки</a>
Пристрій контролю руху конвеєрної стрічки
Номер патенту: 38721
Опубліковано: 15.05.2001
Автори: Іванов Володимир Костянтинович, Швецов Володимир Олександрович, Рибчинський Юхим Борисович, Лаптєв Анатолій Іванович, Блиндюк Петро Михайлович, Редькіна Світлана Петрівна, Антонюк Павло Дмитрович
МПК: B65G 43/04
Мітки: пристрій, контролю, стрічки, руху, конвеєрної
Текст:
...3 сердечника, закріплено геркон 4 з можливістю магнітної взаємодії з магнітом 5, розташованим на ободі немагнітного 3 сердечника, перший вхід джерела 6 постійного струму з'єднано з фазним проводом електросітки, а перший вихід того ж джерела з'єднано з нульовим проводом електросітки, "плюс" джерела 6 постійного струму з'єднано зі входом геркона 4, зі входом "плюс" одновібратора 7, зі входом обмотки 8 реле, "мінус" того ж джерела з'єднано...
Пристрій для контролю наявності розривів конвеєрної стрічки
Номер патенту: 36894
Опубліковано: 10.11.2008
Автори: Мороз Світлана Анатоліївна, Дерев'янський Вадим Юрійович
МПК: B65G 43/02
Мітки: пристрій, розривів, конвеєрної, наявності, стрічки, контролю
Формула / Реферат:
Пристрій для контролю наявності розривів конвеєрної стрічки, що містить джерело світла, комутаційні елементи та фотоприймач, який відрізняється тим, що джерело світла розташовано під, а фотоприймач над порожньою гілкою стрічки конвеєра та містить блок позначення місця розриву, який закріплений на відстані від фотоелектричного датчика, що обумовлено інерційністю стрічки.
Стикове механічне з’єднання кінців конвеєрної стрічки і прошивний пристрій для збирання елементів стикового механічного з’єднання кінців конвеєрної стрічки
Номер патенту: 63217
Опубліковано: 15.01.2004
Автори: КУЗНЕЦОВ ОЛЕКСАНДР СТЕПАНОВИЧ, КУЗНЕЦОВА ГАННА ОЛЕКСАНДРІВНА
МПК: F16G 3/00
Мітки: стикове, конвеєрної, пристрій, стикового, кінців, механічне, збирання, елементів, прошивний, з'єднання, стрічки, механічного
Формула / Реферат:
1. Стикове механічне з'єднання кінців конвеєрної стрічки, що містить еластичну накладку і прикріплені до кінців конвеєрної стрічки по всій ширині механічні з'єднувачі, яке відрізняється тим, що еластична накладка встановлена по всій поверхні стикового з'єднання і прикріплена щонайменше на одному кінці конвеєрної стрічки, спрямованому у бік за її рухом, при цьому механічні з'єднувачі розміщені у верхньому шарі гумової обкладки конвеєрної...
Уловлювач конвеєрної стрічки
Номер патенту: 18560
Опубліковано: 15.11.2006
Автори: Натаров Сергій Миколайович, Пальчик Володимир Станіславович, Волкоєдов Віктор Миколайович
МПК: B65G 43/06
Мітки: уловлювач, стрічки, конвеєрної
Формула / Реферат:
1. Уловлювач конвеєрної стрічки, що містить раму з похилими напрямними, на яких встановлений візок із затискним пристроєм у вигляді копіра і рухомого клина, причому візок виконаний з верхніми і нижніми котками, а також закріплений на рамі опорний стіл, який відрізняється тим, що нижні котки візка, розміщені з одного його боку, виконані з двосторонніми ребордами.2. Уловлювач за п. 1, який відрізняється тим, що осі котків встановлені на...
Механічний з`єднувач для з`єднання кінців конвеєрної стрічки
Номер патенту: 8628
Опубліковано: 15.08.2005
Автори: КУЗНЕЦОВ ОЛЕКСАНДР СТЕПАНОВИЧ, Ольхов Олександр Валерійович
МПК: F16G 3/00
Мітки: механічний, стрічки, кінців, конвеєрної, з'єднувач, з'єднання
Формула / Реферат:
Механічний з'єднувач для з'єднання кінців конвеєрної стрічки, виконаний у вигляді комплекту П-подібних скоб із прутка круглого перерізу, які мають з'єднані перемичкою ніжки зі скосами їх вістер, що проколюють стрічку, виконані конусоподібної форми, який відрізняється тим, що кожний кінець вістер ніжок, що проколює стрічку, відігнутий усередину П-подібної скоби, розташований на одній осі з внутрішньою бічною поверхнею відповідної йому ніжки,...
Попередній патент: Зернозбиральний комбайн
Наступний патент: Парогазотурбінний двигун
Випадковий патент: Спосіб діагностики антифосфоліпідного синдрому