Спосіб закупорювання отвору зварюванням тертям в металевій деталі з використанням опорної деталі і утримуючої деталі для здійснення способу
Номер патенту: 87970
Опубліковано: 10.09.2009
Автори: Ле Сон'є Дід'є Брюно, Гурбесвіль Олів'є, Ферт Жан-П'єрр, Буе Бернар

Формула / Реферат
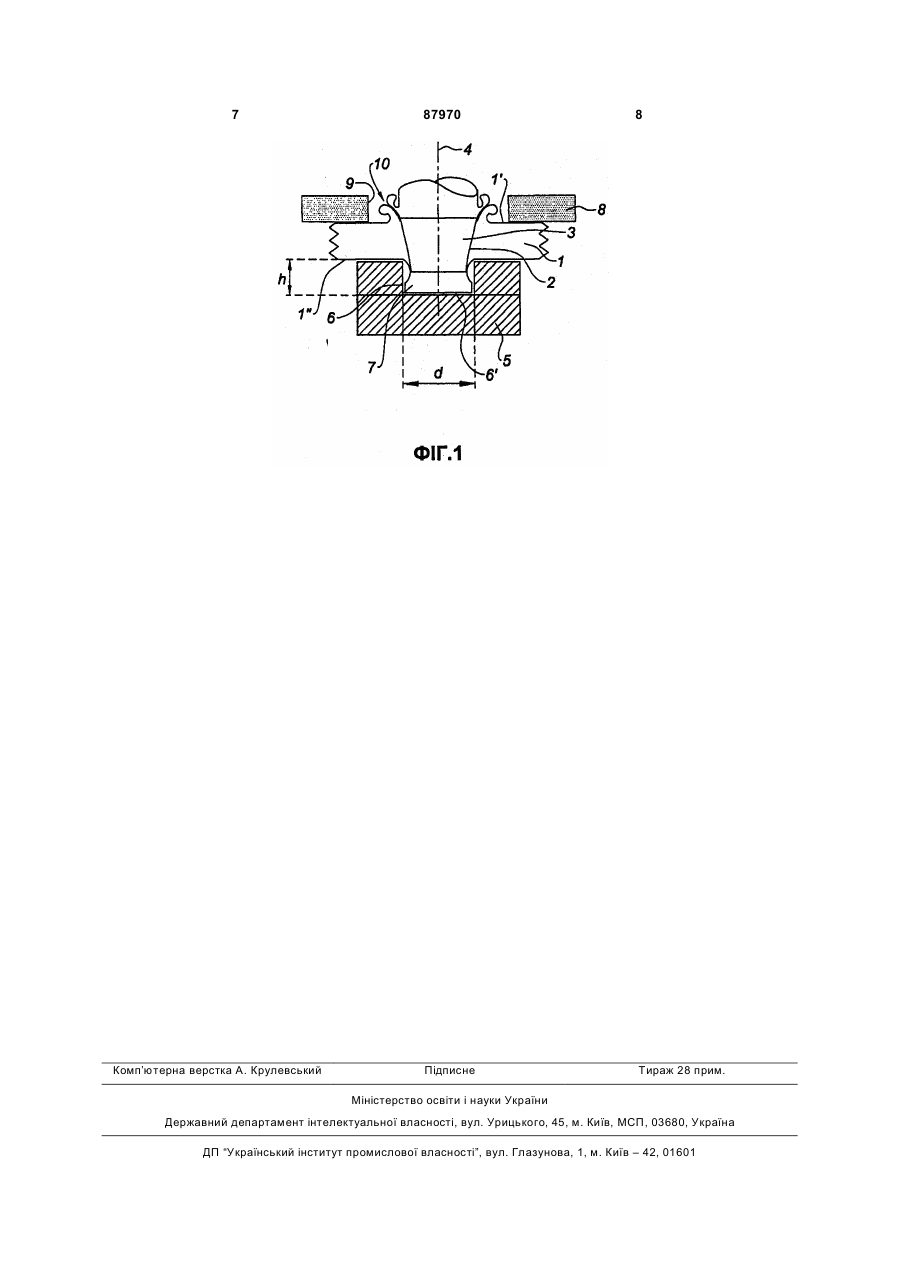
1. Спосіб закупорювання зварюванням тертям отвору (2) в металевій деталі (1), який виходить на лицьову поверхню (1') і зворотну поверхню (1") деталі (1), в якому металевому прутку (3) надають обертального руху і вводять в отвір (2) з лицьового боку, щоб виконати зварювання тертям, який відрізняється тим, що під час зварювання тертям на зворотному боці деталі (1) розміщують опорну деталь (5), яка має порожнину (6) у формі циліндра з діаметром (d), щонайменше в 1,3 рази більшим діаметра отвору (2) на зворотному боці, та глибину, що складає 60-110 % глибини отвору (2).
2. Спосіб за п. 1, в якому опорну деталь (5) вводять в контакт із зворотною поверхнею (1") деталі (1).
3. Спосіб за п. 1 або 2, в якому порожнину (6) розміщують прямовисно з отвором (2).
4. Спосіб за будь-яким з пп. 1-3, в якому опорна деталь (5) має пластину зі сталі або іншого матеріалу, інертного до матеріалу деталі, в якій закупорюють отвір.
5. Спосіб за будь-яким з пп. 1-4, в якому під час операції зварювання тертям поблизу лицьового боку деталі (1) розміщують утримуючу деталь (8).
6. Спосіб за п. 5, в якому утримуючу деталь (8) вводять в контакт з лицьовою поверхнею (1') деталі (1).
7. Спосіб за п. 5 або 6, в якому утримуюча деталь (8) має виріз (9) для проходження прутка (3).
8. Спосіб за будь-яким з пп. 5-7 формули винаходу, в якому утримуюча деталь (8) має пластину зі сталі або іншого матеріалу, інертного до матеріалу деталі, в якій закупорюють отвір.
9. Спосіб за будь-яким з пп. 1-8, в якому деталь (1) виготовлено зі сплаву алюмінію, нікелю, титану або заліза.
10. Опорна деталь (5) для використання в способі закупорювання отвору зварюванням тертям за будь-яким з пп. 1-9, яка має пластину з порожниною (6) у формі циліндра з діаметром (d), щонайменше в 1,3 рази більшим діаметра отвору (2) на зворотному боці, та глибину, що складає 60-110 % глибини отвору (2).
11. Опорна деталь (5) за п. 10, в якій пластину виготовлено зі сталі або іншого матеріалу, інертного до матеріалу деталі, в якій закупорюють отвір.
Текст
1. Спосіб закупорювання зварюванням тертям отвору (2) в металевій деталі (1), який виходить на лицьову поверхню (1') і зворотну поверхню (1") деталі (1), в якому металевому прутку (3) надають обертального руху і вводять в отвір (2) з лицьового боку, щоб виконати зварювання тертям, який відрізняється тим, що під час зварювання тертям на зворотному боці деталі (1) розміщують опорну деталь (5), яка має порожнину (6) у формі циліндра з діаметром (d), щонайменше в 1,3 рази більшим діаметра отвору (2) на зворотному боці, та глибину, що складає 60-110 % глибини отвору (2). 2. Спосіб за п. 1, в якому опорну деталь (5) вводять в контакт із зворотною поверхнею (1") деталі (1). C2 2 (11) 1 3 талі утворюються два потовщення. Таким чином, необхідно обробити пруток і потовщення з кожного боку деталі, щоб деталь набула первинної форми, із закупореним отвором. У випадку матеріалів, які швидко розм'якшуються і мають низьку температуру плавлення, таких як сплави алюмінію, особливо при товщині, меншій, ніж 12мм, на першому етапі тертя між прутком і деталлю різкий нагрів матеріалу викликає дуже швидке розм'якшення. Це розм'якшення призводить до локальної повної втрати жорсткості деталі навколо отвору. Зусилля, прикладене до прутка в напрямку деталі не може бути зменшене достатньо швидко в момент втрати деталлю жорсткості, і пруток має тенденцію проходити деталь наскрізь. Зварювання все ж таки може мати місце, але з надмірним проникненням прутка. Воно викликає виникнення впадин, тріщин, пористості або порожнин в зоні зварювання, деформацію деталі і, таким чином, погіршення механічних характеристик деталі у зоні зварювання. З цієї причини спосіб закупорювання отвору зварюванням тертям в загальному випадку не використовують для сплавів алюмінію, особливо при товщині, меншій, ніж 12мм. Цей винахід дозволяє уникнути цих незручностей. Предметом винаходу є спосіб закупорювання зварюванням тертям отвору в металевій деталі, який виходить на лицьовий і зворотний боки деталі, при якому металевий пруток, що обертається, вводять в отвір з його лицевого боку, щоб виконати зварювання тертям, який відрізняється тим, що під час операції зварювання тертям опорну деталь, яка має порожнину, розміщують зі зворотного боку деталі. Утримуючу деталь краще розміщувати з лицьового боку деталі. Цей винахід відноситься, зокрема, до способу закупорювання зварюванням тертям отвору у фланці турбореактивного двигуна зі сплаву алюмінію, але, зрозуміло, що заявник не обмежує свої права тільки цим застосуванням. Винахід стосується також використання для здійснення способу закупорювання зварюванням тертям опорної деталі і утримуючої деталі. Винахід пояснений описом варіанту здійснення способу, наведеним нижче, з посиланням на рисунок, на якому представлений схематичний розріз основних елементів, які використовують у цьому способі. Спосіб, описаний у винаході, застосовують до металевої деталі, тут - фланець 1 турбореактивного двигуна з алюмінієвого сплаву, в якому необхідно закупорити отвір 2. В даному випадку необхідно закупорити отвір у фланці, який набув овальної форми, зберігши при цьому механічні властивості близькі до властивостей первинного матеріалу, щоб в місці закупорювання знову просвердлити отвір правильної форми. Для цього використовують спосіб закупорювання отвору зварюванням тертям. В загальному вигляді отвір з порушенням форми, в даному випадку - овальної, попередньо 87970 4 обробляють, щоб надати йому циліндричної форми або форми зрізаного конуса. Цей новий отвір, тут - отвір 2, який необхідно закупорити, розташований головним чином вздовж осі, перпендикулярної поверхні деталі, переважно вздовж тієї ж осі, вздовж якої був розташований первинний отвір. Таким чином, виключають всю зіпсовану поверхню отвору, надавши їй циліндричної форми або форми зрізаного конуса, мінімізувавши об'єм видаленого матеріалу. В даному випадку отвір 2 має форму зрізаного конуса. Його частина з більшим діаметром розташована на поверхні деталі, яку розглядають, як лицьовий бік 1' фланця 1, його частина з меншим діаметром розташована на зворотному боці 1" фланця 1. У способі закупорювання отвору зварюванням тертям металевий пруток 3, в даному випадку також з алюмінієвого сплаву, розміщують вздовж осі 4, надають йому обертального руху навколо його осі 4 і під дією направляючої сили починають зварювання тертям в твердому стані з фланцем 1. Металевий пруток 3 має на кінці форму зрізаного конуса, форма якого відповідає формі отвору 2. Цей спосіб може бути здійснений в різних режимах, а саме, в режимі, який називають "кероване тертя", або в режимі, який називають "інерційне тертя". В обох режимах перший етап полягає у контакті прутка 3 зі стінками отвору 2 із заданим зусиллям для визначення їх точного положення, фланець 1 залишається нерухомим під час всього здійснення способу. Для цього пруток 3 переміщують вздовж його осі 4 перпендикулярно поверхні фланця 1 в області отвору 2 з лицьового боку 1" фланця 1. Таким чином, частина прутка 3 з меншим діаметром входить в частину отвору 2 з більшим діаметром, потім пруток 3 переміщують до контакту поверхонь прутка 3 і отвору, які мають форму зрізаного конуса. Після визначення положення контакту пруток 3 відводять у вихідне положення, тобто на кілька міліметрів від стінок отвору 2 фланця 1. У випадку режиму "керованого тертя" прутку 3 надають обертального руху навколо його осі 4, стінки отвору 2 входять у контакт і нагріваються тертям під дією прикладеної до прутка 3 вздовж його осі 4 сили у напрямку фланця 1. Після деякого часу нагрівання, визначеного типом матеріалу, прикладають додаткову осьову силу, поки обертання гальмується. Зменшення швидкості обертання прутка 3 до зупинки зазвичай триває від 0,2 до 0,8 секунди і залежить від властивостей машини приводу прутка 3. Відбувається зварювання тертям, дію прикладеної вздовж осі сили підтримують після припинення обертання прутка 3 для забезпечення високої якості зварювання. У випадку режиму "інерційного тертя" пруток 3 так само встановлюють у вихідне положення і надають йому обертального руху. Коли він входить в положення контакту, його мотор приводу вимикають, а енергія, накопичена в обертальній системі завдяки швидкості обертання і інерції мотора, які попередньо визначені, розсіюється на зварювання так, як і в режимі "керованого тертя". 5 Режими, описані вище, добре відомі спеціалістам і не будуть описуватись детальніше. Вони наведені тільки для ілюстрації, щоб домогти у розумінні винаходу, але не обмежують вибір режиму для закупорювання отвору зварюванням тертям, описаного у винаході. Існують інші режими, які можуть бути використані для цього. Яким би не був вибраний режим, спосіб, описаний у винаході, відрізняється від існуючих раніше використанням опорної деталі 5, яку вводять у контакт із зворотним боком 1" фланця 1 до початку зварювання і утримують там під час всієї операції зварювання. Опорна деталь 5 має форму опори, форма якої адаптована до деталі, в якій необхідно закупорити отвір, в даному випадку - до фланця 1. Вона може бути переміщена до фланця 1 або за допомогою механізму підтримки і установки, або бути опорою фланця 1, як у даному випадку. Опорна деталь 5 є жорсткою, її температура плавлення вища, ніж температура плавлення матеріалів прутка 3 і/або фланця 1, в даному випадку вона виготовлена із сталі і має форму пластини 5. Зрозуміло, що опорна деталь 5 може бути розміщена зі зворотного боку фланця 1 на початку операції зварювання або у будь-який момент за потреби. Крім того, вона може зовсім не перебувати у контакті в залежності від задумів спеціалістів. Найкращим уявляється варіант, коли опорна деталь 5 перебуває у контакті із зворотним боком фланця 1 до початку операції зварювання і утримується там під час всієї операції. Опорна деталь 5 має циліндричну порожнину 6, яку розміщують на одній лінії з отвором 2 фланця 1. Поверхня 6' на дні цієї порожнини служить осьовим упором для прутка 3. Таким чином, коли пруток 3 встановлений навпроти фланця 1, нагрівання, викликане тертям, призводить до пластифікації матеріалів і, внаслідок прикладеного осьового зусилля, до проникнення прутка 3 в отвір 2, опорою для цього проникнення служить упор прутка 3 поверхні 6' порожнини 6. Крім того, простір порожнини 6 дозволяє утримати зварювальну суміш, тобто суміш нагрітих матеріалів прутка 3 і фланця 1, яка не витікає. Потовщення 7, утворене внаслідок операції зварювання знаходиться у порожнині і охолоджується в ній. Обертання прутка 3 в отворі 2, пов'язане з в'язкістю матеріалів зварювання і функцією опори, яку виконує опорна деталь 5 зі зворотного боку фланця 1 як на рівні отвору 2 у порожнині 6, так і в частині поверхні фланця 1, яка оточує отвір 2 і в контакті з опорною деталлю 5, може викликати ефект гвинта, який призводить до підйому в'язких матеріалів зварювання вздовж прутка 3 до лицьо 87970 6 вого боку фланця 1. Для запобігання такому явищу на лицеву поверхню фланця 1 накладають утримуючу деталь 8. Утримуюча деталь 8 має форму пластини 8 з вирізом 9 посередині, який дозволяє прохід прутка 3. Точні розміри цього вирізу 9 вибираються спеціалістами в залежності від режиму обробки і бажаних розмірів потовщень 10 з лицьового боку фланця 1. В даному випадку пластина 8 виготовлена зі сталі. Порожнина 6 в даному випадку має циліндричну форму глибиною h і діаметром d. Під глибиною розуміють висоту циліндра, форму якого має порожнина 6. Розміри порожнини 6 вибирають в залежності від товщини фланця 1 і розмірів отвору 2, в залежності від режиму зварювання і визначають експериментально спеціалісти. Як приклад, заявник визначив, що для отвору діаметром 10мм і товщиною 5мм добрий результат зварювання можна отримати з використанням порожнини діаметром 14мм і глибиною 4-5мм. У більш загальному випадку бажано, щоб порожнина мала діаметр, який щонайменше в 1,3 рази перевищує діаметр зворотного боку отвору, призначеного для закупорювання, і глибину в межах 60-110% товщини отвору. Таким чином, спосіб, описаний у винаході, з використанням опорної деталі 5 і утримуючої деталі 8 дозволяє забезпечити силу реакції, направлену проти сили, яка притискає пруток 3 до деталі 1, в якій закупорюють отвір, яка може бути постійною, не допустити небажаного проникнення прутка 3 в отвір 2, продовжити витікання потовщень 7, 10 зварювання, продовжити дію енергії зварювання на рівні зварювання і, таким чином, обмежити деформацію деталі, в якій закупорюють отвір, і уникнути виникнення пористості, впадин, тріщин та інших порожнин. Після закінчення операції зварювання термічна обробка зможе забезпечити збереження механічних характеристик деталі, в якій закупорюють отвір, яка буде оброблена для отримання нею первинної форми, із закупореним отвором. Спосіб, який є предметом винаходу, описаний на прикладі деталі, в якій закупорюють отвір, з алюмінієвого сплаву, але, зрозуміло, що його можна застосувати до сплавів всіх типів, а саме: до сплавів нікелю, титану або заліза. Крім того, він був описаний на прикладі прутка з того ж матеріалу, що і деталь, в якій закупорюють отвір, але може бути використаний пруток з іншого матеріалу. Нарешті, опорна деталь і утримуюча деталь можуть бути виготовленими зі сталі або іншого матеріалу, інертного до матеріалу деталі, в якій закупорюють отвір, в умовах, в яких здійснюють спосіб. 7 Комп’ютерна верстка А. Крулевський 87970 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFriction welding method for closing hole in metallic workpiece using maintenance part and clamping plate
Автори англійськоюBouet Bernard, Ferte Jean-Pierre, Gourbesville Olivier, Le Saunier Didier Bruno
Назва патенту російськоюСпособ укупорки отверстия сваркой трением в металлической детали с использованием опорной детали и удерживающей детали для осуществления способа
Автори російськоюБуэ Бернар, Ферт Жан-Пьер, Гурбесвиль Оливье, Ле Сонье Дидье Брюно
МПК / Мітки
МПК: B23K 20/12
Мітки: деталі, здійснення, спосіб, використанням, закупорювання, отвору, металевій, опорної, способу, утримуючої, зварюванням, тертям
Код посилання
<a href="https://ua.patents.su/4-87970-sposib-zakuporyuvannya-otvoru-zvaryuvannyam-tertyam-v-metalevijj-detali-z-vikoristannyam-oporno-detali-i-utrimuyucho-detali-dlya-zdijjsnennya-sposobu.html" target="_blank" rel="follow" title="База патентів України">Спосіб закупорювання отвору зварюванням тертям в металевій деталі з використанням опорної деталі і утримуючої деталі для здійснення способу</a>
Спосіб закупорювання зварюванням тертям отвору в металевій деталі, а також металевий стрижень та підшипникова опора для його здійснення
Номер патенту: 84551
Опубліковано: 10.11.2008
Автори: Ле Сон'є Дід'є Брюно, Ферт Жан-П'єрр, Гурбесвіль Олів'є, Буе Бернар
МПК: B23K 20/12
Мітки: закупорювання, здійснення, також, підшипникова, тертям, опора, стрижень, спосіб, отвору, металевій, деталі, зварюванням
Формула / Реферат:
1. Спосіб закупорювання зварюванням тертям отвору (2) в металевій деталі (1), який взагалі виконано на осі (5), причому за відсутності доступу до отвору (2) по осі (5) через наявність щонайменше однієї перешкоди (6) на осі (5), який полягає в тому, що на осі (4) розміщують металевий стрижень (3), обертають його навколо осі (4) і вводять його у отвір (2) для приварювання його тертям, який відрізняється тим, що вісь (4) стрижня (3) нахиляють...
Спосіб зварювання тертям обертовим диском та пристрій для його здійснення
Номер патенту: 69459
Опубліковано: 15.09.2004
Автори: Іщенко Анатолій Якович, Лобанов Леонід Михайлович, Лисак Василь Васильович, Патон Борис Євгенович
МПК: B23K 20/12
Мітки: диском, обертовим, зварювання, спосіб, здійснення, тертям, пристрій
Формула / Реферат:
1. Спосіб зварювання тертям обертовим диском зібраних в стик листових деталей за допомогою основного інструмента у вигляді диска, який обертають навколо його осі, перпендикулярної до площини торців крайок деталей, переміщують поступально в площині обертання вздовж стику зануреним в стик з розігрівом матеріалу кромок деталей до пластифікованого стану внаслідок роботи сил тертя і переміщенням його в зону позаду диска, та допоміжного...
Пристрій для зміцнення поверхні отвору деталі
Номер патенту: 41592
Опубліковано: 25.05.2009
Автори: Іванов Артем Володимирович, Соловйов Станіслав Миколайович, М'якинников Сергій Анатолійович, Галь Анатолій Феодосійович, Івахненко Микола Миколайович, Стоян Сергій Леонідович
МПК: B24B 39/00
Мітки: пристрій, отвору, деталі, поверхні, зміцнення
Формула / Реферат:
1. Пристрій для зміцнення поверхні отвору деталі, що містить корпус із кришкою й порожниною для деталі, у якій співвісно розміщена, заповнена робочою рідиною, еластична камера з розташованими на її зовнішній поверхні деформуючими елементами й поміщеним у робочу рідину гідродинамічним випромінювачем, який відрізняється тим, що деформуючі елементи виконані у вигляді твердих кульок одного діаметра, розміщених у зазорі між поверхнею отвору деталі...
Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям (варіанти), деталі з алюмінію або алюмінієвого сплаву, отримані з його використанням, спосіб їх з’єднання та суміш для покриття деталей

Номер патенту: 71969
Опубліковано: 17.01.2005
Автори: Сесеке-Коуро Ульріх, Фрехсе Йоахім, Бекер Андреас
МПК: C23C 20/00, B23K 35/362
Мітки: виготовлення, алюмінієвого, з'єднання, спосіб, варіанти, отримані, алюмінію, суміш, покриття, покриттям, деталі, використанням, сплаву, деталей
Формула / Реферат:
1. Спосіб виготовлення деталі з алюмінію або алюмінієвого сплаву з покриттям, яке містить гексафторсилікат лужного металу або складається з нього, при цьому використовують чистий гексафторсилікат лужного металу або суміш гексафторсилікату лужного металу з фторалюмінатом лужного металу у кількості максимально 5 мас. % у перерахунку на використовуваний гексафторсилікат лужного металу, і на деталь методом сухого або мокрого нанесення флюсу...
Спосіб оправлення каменя у металевій деталі та інструмент для оправлення каменя
Номер патенту: 87457
Опубліковано: 27.07.2009
Автори: Топальєн Грігор, Еспіноза Пьєр
МПК: A44C 17/00
Мітки: деталі, оправлення, спосіб, інструмент, каменя, металевій
Формула / Реферат:
1. Спосіб оправлення принаймні одного каменя (5), що має пояс (9) у металевій деталі (1), у якому для приймання каменя просвердлюють принаймні один отвір (2), в який поміщують камінь (5), застосовують інструмент (6), кінець якого має наконечник (12) для відсування металевого виступу (8) на пояс (9) каменя та утворення принаймні однієї заглибини (11) з принаймні однією світловідбиваючою гранню, спрямовуючи перпендикулярно поверхні металевої...
Попередній патент: Керування променем і формування променя для широкосмугових мвмв/мвов-систем
Наступний патент: Нерухомий кільцевий компонент газової турбіни та сегмент нерухомого кільцевого компонента
Випадковий патент: Спосіб оцінки ефективності лікування верапамілом хворих з легеневою гіпертензією на фоні дефекту міжпередсердної перетинки