Спосіб закупорювання зварюванням тертям отвору в металевій деталі, а також металевий стрижень та підшипникова опора для його здійснення
Номер патенту: 84551
Опубліковано: 10.11.2008
Автори: Гурбесвіль Олів'є, Буе Бернар, Ле Сон'є Дід'є Брюно, Ферт Жан-П'єрр


Формула / Реферат
1. Спосіб закупорювання зварюванням тертям отвору (2) в металевій деталі (1), який взагалі виконано на осі (5), причому за відсутності доступу до отвору (2) по осі (5) через наявність щонайменше однієї перешкоди (6) на осі (5), який полягає в тому, що на осі (4) розміщують металевий стрижень (3), обертають його навколо осі (4) і вводять його у отвір (2) для приварювання його тертям, який відрізняється тим, що вісь (4) стрижня (3) нахиляють відносно осі (5) отвору (2) під кутом (a), який не дорівнює нулю, щоб уникнути перешкоди (6).
2. Спосіб за п. 1, який відрізняється тим, що кут (a) між віссю (4) і віссю (5) отвору (2) є меншим або дорівнює 11°.
3. Спосіб за п. 1 або 2, який відрізняється тим, що стрижень (3) складається із зварювальної головки (9) мінімальних розмірів для забезпечення зварювання тертям і жорсткої штанги (10) з діаметром, що є меншим за діаметр головки (9).
4. Спосіб за будь-яким з пп. 1-3, який відрізняється тим, що один кінець стрижня (3) підтримує привід (7) і щонайменше одну ділянку між обома його кінцями - проміжний підшипник (11).
5. Спосіб за будь-яким з пп. 1-4, який відрізняється тим, що деталлю (1) є фланець з алюмінієвого сплаву кожуха турбореактивного двигуна.
6. Спосіб за п. 3, який відрізняється тим, що зварювальну головку (9) стрижня (3) виконано з алюмінієвого сплаву, а жорстку штангу (10) - із сталі.
7. Металевий стрижень для здійснення способу за будь-яким з пп. 1-6, який має зварювальну головку (9) і жорстку штангу (10) з діаметром, що є меншим за діаметр головки (9).
8. Стрижень за п. 7, який відрізняється тим, що зварювальну головку (9) стрижня (3) виготовлено з алюмінієвого сплаву, а жорстку штангу (10) - із сталі.
9. Підшипникова опора для здійснення способу за будь-яким з пп. 1-6, яка має проміжний підшипник (11) для зварювального стрижня (3).
10. Опора за п. 9, яка відрізняється тим, що проміжний підшипник (11) є роликовим підшипником.
Текст
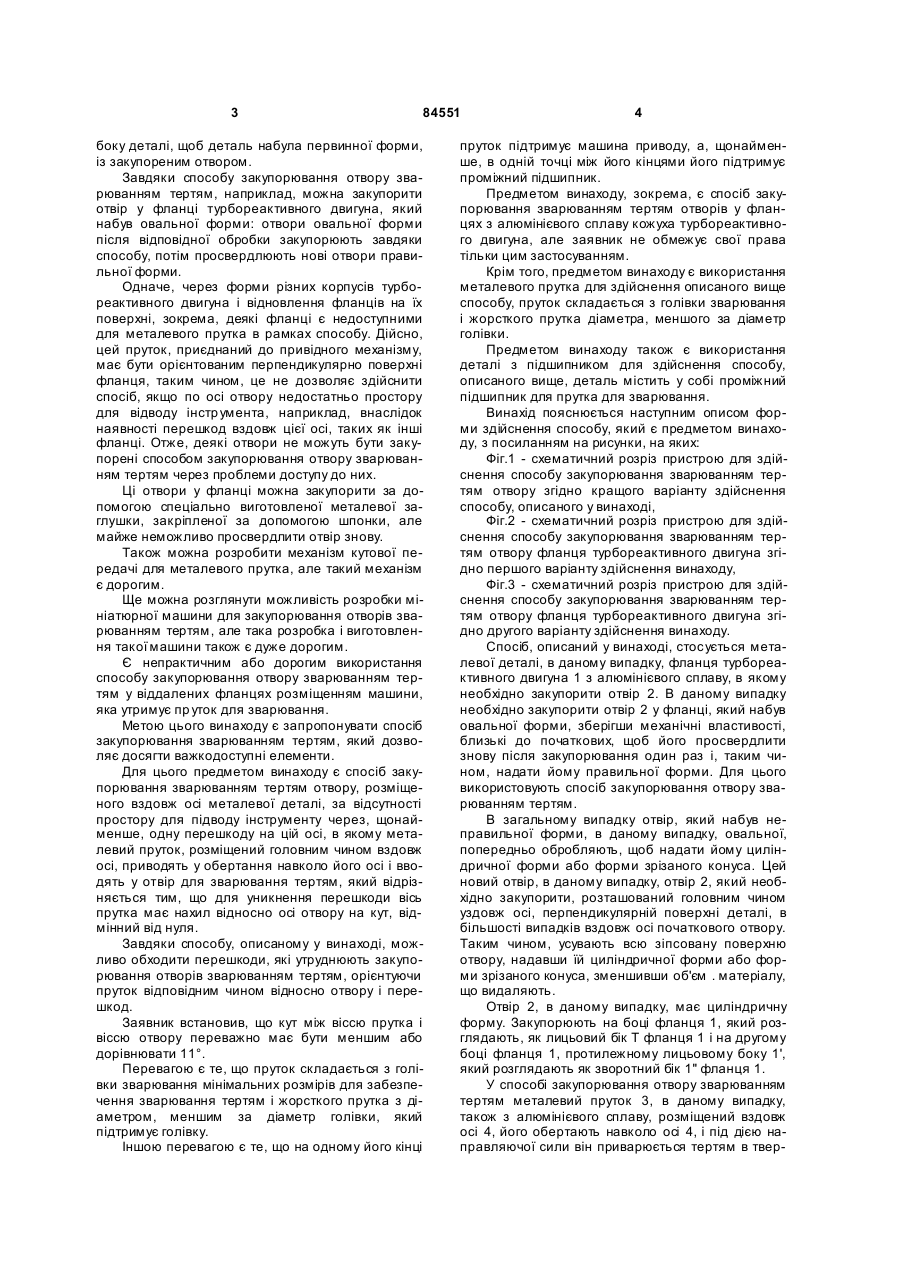
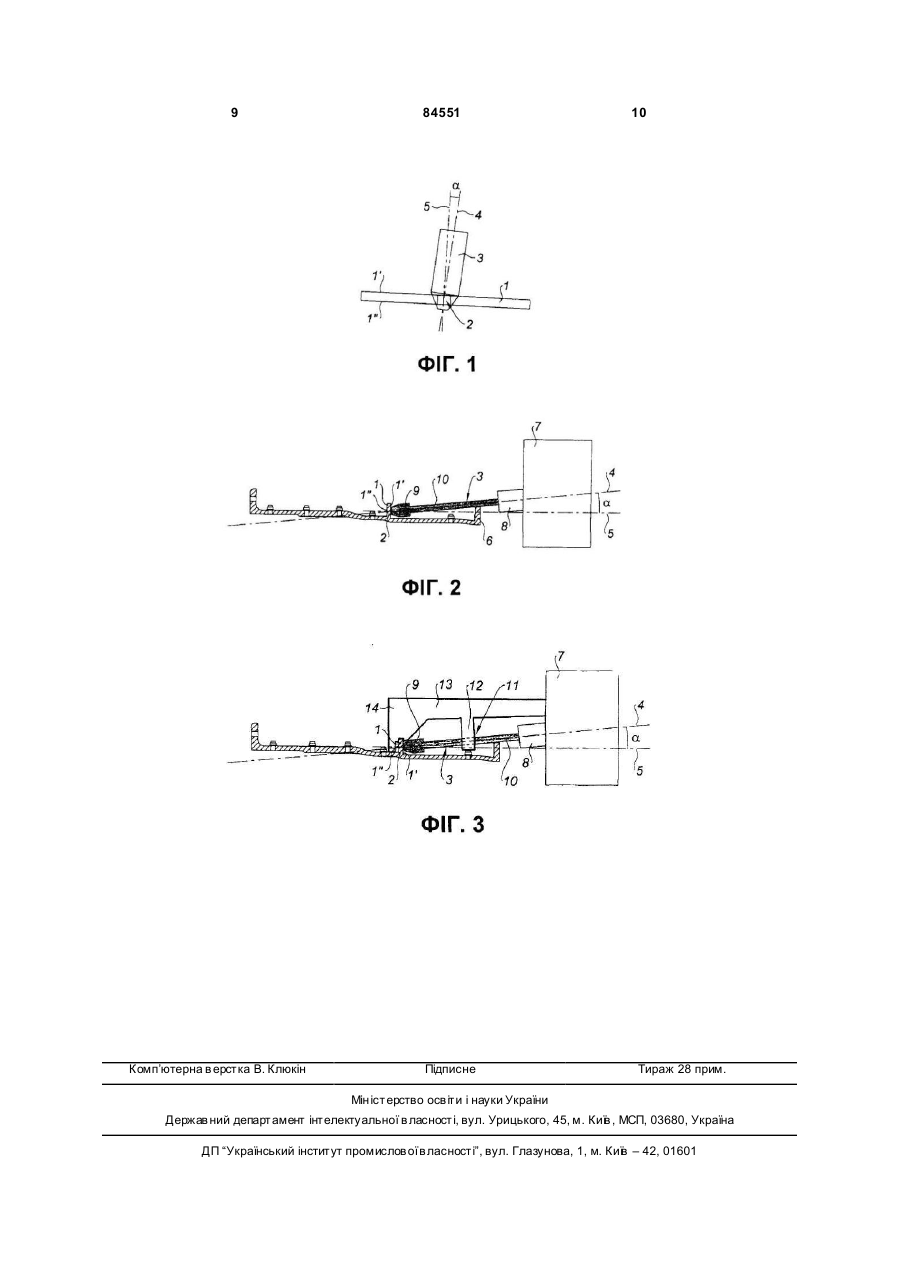
1. Спосіб закупорювання зварюванням тертям отвору (2) в металевій деталі (1), який взагалі виконано на осі (5), причому за відсутності доступу до отвору (2) по осі (5) через наявність щонайменше однієї перешкоди (6) на осі (5), який полягає в тому, що на осі (4) розміщують металевий стрижень (3), обертають його навколо осі (4) і вводять його у о твір (2) для приварювання його тертям, який відрізняється тим, що вісь (4) стрижня (3) нахиляють відносно осі (5) отвору (2) під кутом (a), який не дорівнює нулю, щоб уникнути перешкоди (6). 2. Спосіб за п. 1, який відрізняється тим, що кут (a) між віссю (4) і віссю (5) отвору (2) є меншим або дорівнює 11°. C2 2 84551 1 3 84551 боку деталі, щоб деталь набула первинної форми, із закупореним отвором. Завдяки способу закупорювання отвору зварюванням тертям, наприклад, можна закупорити отвір у фланці турбореактивного двигуна, який набув овальної форми: отвори овальної форми після відповідної обробки закупорюють завдяки способу, потім просвердлюють нові отвори правильної форми. Одначе, через форми різних корпусів турбореактивного двигуна і відновлення фланців на їх поверхні, зокрема, деякі фланці є недоступними для металевого прутка в рамках способу. Дійсно, цей пруток, приєднаний до привідного механізму, має бути орієнтованим перпендикулярно поверхні фланця, таким чином, це не дозволяє здійснити спосіб, якщо по осі отвору недостатньо простору для відводу інстр умента, наприклад, внаслідок наявності перешкод вздовж цієї осі, таких як інші фланці. Отже, деякі отвори не можуть бути закупорені способом закупорювання отвору зварюванням тертям через проблеми доступу до них. Ці отвори у фланці можна закупорити за допомогою спеціально виготовленої металевої заглушки, закріпленої за допомогою шпонки, але майже неможливо просвердлити отвір знову. Також можна розробити механізм кутової передачі для металевого прутка, але такий механізм є дорогим. Ще можна розглянути можливість розробки мініатюрної машини для закупорювання отворів зварюванням тертям, але така розробка і виготовлення такої машини також є дуже дорогим. Є непрактичним або дорогим використання способу закупорювання отвору зварюванням тертям у віддалених фланцях розміщенням машини, яка утримує пр уток для зварювання. Метою цього винаходу є запропонувати спосіб закупорювання зварюванням тертям, який дозволяє досягти важкодоступні елементи. Для цього предметом винаходу є спосіб закупорювання зварюванням тертям отвору, розміщеного вздовж осі металевої деталі, за відсутності простору для підводу інструменту через, щонайменше, одну перешкоду на цій осі, в якому металевий пруток, розміщений головним чином вздовж осі, приводять у обертання навколо його осі і вводять у отвір для зварювання тертям, який відрізняється тим, що для уникнення перешкоди вісь прутка має нахил відносно осі отвору на кут, відмінний від нуля. Завдяки способу, описаному у винаході, можливо обходити перешкоди, які утруднюють закупорювання отворів зварюванням тертям, орієнтуючи пруток відповідним чином відносно отвору і перешкод. Заявник встановив, що кут між віссю прутка і віссю отвору переважно має бути меншим або дорівнювати 11°. Перевагою є те, що пруток складається з голівки зварювання мінімальних розмірів для забезпечення зварювання тертям і жорсткого прутка з діаметром, меншим за діаметр голівки, який підтримує голівку. Іншою перевагою є те, що на одному його кінці 4 пруток підтримує машина приводу, а, щонайменше, в одній точці між його кінцями його підтримує проміжний підшипник. Предметом винаходу, зокрема, є спосіб закупорювання зварюванням тертям отворів у фланцях з алюмінієвого сплаву кожуха турбореактивного двигуна, але заявник не обмежує свої права тільки цим застосуванням. Крім того, предметом винаходу є використання металевого прутка для здійснення описаного вище способу, пруток складається з голівки зварювання і жорсткого прутка діаметра, меншого за діаметр голівки. Предметом винаходу також є використання деталі з підшипником для здійснення способу, описаного вище, деталь містить у собі проміжний підшипник для прутка для зварювання. Винахід пояснюється наступним описом форми здійснення способу, який є предметом винаходу, з посиланням на рисунки, на яких: Фіг.1 - схематичний розріз пристрою для здійснення способу закупорювання зварюванням тертям отвору згідно кращого варіанту здійснення способу, описаного у винаході, Фіг.2 - схематичний розріз пристрою для здійснення способу закупорювання зварюванням тертям отвору фланця турбореактивного двигуна згідно першого варіанту здійснення винаходу, Фіг.3 - схематичний розріз пристрою для здійснення способу закупорювання зварюванням тертям отвору фланця турбореактивного двигуна згідно другого варіанту здійснення винаходу. Спосіб, описаний у винаході, стосується металевої деталі, в даному випадку, фланця турбореактивного двигуна 1 з алюмінієвого сплаву, в якому необхідно закупорити отвір 2. В даному випадку необхідно закупорити отвір 2 у фланці, який набув овальної форми, зберігши механічні властивості, близькі до початкових, щоб його просвердлити знову після закупорювання один раз і, таким чином, надати йому правильної форми. Для цього використовують спосіб закупорювання отвору зварюванням тертям. В загальному випадку отвір, який набув неправильної форми, в даному випадку, овальної, попередньо обробляють, щоб надати йому циліндричної форми або форми зрізаного конуса. Цей новий отвір, в даному випадку, отвір 2, який необхідно закупорити, розташований головним чином уздовж осі, перпендикулярній поверхні деталі, в більшості випадків вздовж осі початкового отвору. Таким чином, усувають всю зіпсовану поверхню отвору, надавши їй циліндричної форми або форми зрізаного конуса, зменшивши об'єм . матеріалу, що видаляють. Отвір 2, в даному випадку, має циліндричну форму. Закупорюють на боці фланця 1, який розглядають, як лицьовий бік T фланця 1 і на другому боці фланця 1, протилежному лицьовому боку 1', який розглядають як зворотний бік 1" фланця 1. У способі закупорювання отвору зварюванням тертям металевий пруток 3, в даному випадку, також з алюмінієвого сплаву, розміщений вздовж осі 4, його обертають навколо осі 4, і під дією направляючої сили він приварюється тертям в твер 5 84551 дому стані до фланця 1. Передня частина металевого прутка 3 має форму зрізаного конуса, і її розміри адаптовані до розмірів отвору 2 і технічних параметрів, визначених спеціалістами. В окремих випадках передня частина може мати циліндричну форму. Спосіб закупорювання отвору зварюванням тертям, описаний у винаході, відрізняється від попередніх способів тим, що пруток 3 приварюють до фланця 1 вздовж осі 4, нахиленій відносно осі 5 отвору 2. У попередніх способах пруток 3 приварювали до деталі 1, в даному випадку до . фланця 1, по осі 5 отвору 2, тобто, вісь 4 прутка 3 співпадала з віссю 5 отвору 2. Отвір 2 часто є просвердленим перпендикулярно до поверхні деталі 1, пруток 3 повинен розміщуватись перпендикулярно до поверхні деталі 1, що викликає певні незручності, перераховані раніше. Спосіб, описаний у винаході, навпаки, дає можливість обрати значення кута а між віссю 4 прутка 3 і віссю 5 отвору 2, що забезпечує більшу гнучкість доступу прутка 3 в отвір 3, дозволяючи обійти деякі перешкоди. Спосіб, описаний у винаході, може бути використаний за зразком класичних способів зварювання тертям на основі попередніх технологій в різних режимах, наприклад, в режимі "керованого тертя" або в режимі "інерційного тертя". В обох режимах перший етап полягає у створенні контакту із заданим зусиллям між прутком 3 і стінками отвору 2 для визначення точної позиції контакту між ними, фланець 1 залишається нерухомим впродовж обробки. Для цього пруток 3 переміщують вздовж його осі 4 до поверхні фланця 1 з лицьового боку 1' фланця 1. Таким чином, частину прутка 3 з найменшим діаметром вводять в лицьову частину отвор у 2, потім пруток 3 переміщують до контакту його поверхні, яка має форму зрізаного конуса, зі стінками отвору 2. Після визначення позиції контакту пруток 3 повертають у вихідну позицію, тобто, за кілька . міліметрів від стінок отвору 2 фланця 1. У випадку режиму "керованого тертя" пруток 3 починають обертати вздовж його осі 4, приводять у контакт зі стінками отвору 2, і вони починають нагріватись внаслідок тертя під дією сили, прикладеної до прутка 3 вздовж його осі 4 в напрямку фланця 1. після деякого часу нагрівання, визначеного спеціалістами, прикладають додаткове зусилля вздовж осі, а швидкість обертання зменшують. Зменшення швидкості обертання прутка 3 до його зупинки зазвичай відбувається за 0,2-0,8 секунди і залежить від властивостей механізму, який приводить в дію пруток 3. Відбувається зварювання тертям, прикладене вздовж осі зусилля підтримують після зупинки обертання прутка 3 для забезпечення високої якості зварювання. В режимі "інерційного тертя" пруток 3 так само розміщують у вихідн у позицію і починають обертати. Під час входження в позицію контакту мотор обертання від'єднують, а енергія, накопичена в системі, що обертається, за рахунок швидкості обертання та інерційного маховика мотора, яка попередньо розрахована, забезпечує зварювання так, як і в режимі "керованого тертя". 6 Режими, описані вище, добре відомі спеціалістам і не будуть описуватись більш детально. Вони наведені лише як приклади для розуміння винаходу і не обмежують вибір режиму використання способу закупорювання отвору зварюванням тертям, описаного у винаході. Існують інші режими, в яких можна використати спосіб, описаний у винаході. Яким би не був вибраний режим, спеціалісти можуть адаптувати його до способу, описаного у винаході, з кутом а між віссю 4 прутка 3 і віссю 5 отвору 2 і обрати необхідні параметри, наприклад, емпіричним шляхом. В прикладах, наведених заявником, показано, що у випадку закупорювання циліндричного отвору діаметром 10 мм і висотою 6 мм, тобто, отвору, просвердленого у фланці товщиною 6 мм, кут а не може перевищувати 11° з великою імовірністю наявності пазів у зоні зварювання. В загальному випадку не перевищуючи значення a=10° можна без значних проблем використати спосіб закупорювання зварюванням тертям з нахиленим прутком. Фіг.2 ілюструє, як спосіб закупорювання зварюванням тертям з нахиленим прутком дозволяє закупорити отвір 2 у фланці 1 кожуха турбореактивного двигуна, який є недоступним для існуючих раніше способів. На Фіг.2 показано, що вздовж осі 5 отвору 2 фланця 1 з лицьового боку 1і розташований інший фланець 6, який не дозволяє прутку З, приєднаному до приводу 7, досягти фланця 1 у перпендикулярному напрямку. В цьому випадку пруток 3 нахиляють відносно осі 5 отвору 2 на кут а в напрямку, протилежному від поверхні кожуха, що дозволяє прутку 3 проникнути за фланець 6, який є перешкодою, завдяки опорній поверхні між зварювальним кінцем прутка 3 і затискними губками 8, які приєднують його до приводу 7. Для забезпечення досягнення прутком 3 більш важкодоступних отворів згідно Фіг.2, на якій конструкція показана без дотримання масштабу, можна використати пруток 3 спеціально передбачений для способу, описаного у винаході. Голівка зварювання або голівка, зварювальна частина прутка 3, позначена цифрою 9, тобто, частина прутка, яка буде приварена тертям до стінок отвору 2, щоб закупорити його. В кращому варіанті втілення винаходу для покращення його можливостей доступу пруток 3 має голівку 9 мінімальних розмірів для забезпечення зварювання, тобто, її розміри дорівнюють або трохи перевищують розміри, необхідні для закупорювання отвору 2. Пруток 3, крім того, для підтримування, установки і надання обертання голівці 9 жорстку тягу 10, діаметр якої менший, ніж діаметр голівки 9, щоб займати менше місця, виготовлену, в разі необхідності, з іншого матеріалу. Пруток 3, описаний у винаході, має голівку 9 мінімальних розмірів, виготовлену з алюмінієвого сплаву, яку підтримує сталева жорстка тяга 10. Габарити голівки 9 мінімізовані так, щоб забезпечити доступ до важкодоступних точок, в той час як тяга 10 малого діаметру при тому самому значенні кута а дозволяє обходити перешкоди більшого розміру, ніж при великому діаметрі. 7 84551 Разом з тим, для доступу до деяких отворів у фланцях необхідно мати пруток З великої довжини. Відстань між голівкою 9 прутка 3 і затискними губками 8 на іншому його кінці є значною, що призводить до вібрації голівки 9, і тим самим не дозволяє забезпечити точність зварювання. На Фіг.3 показаний другий варіант способу, описаного у винаході, який дозволяє зменшити вібрацію голівки прутка 3. В цьому варіанті так само, як і в попередньому, використовують пруток 3 з голівкою 9 з алюмінію і сталеву жорстку тягу 10 меншого діаметру для закупорювання отвору 2 у фланці 1, пруток обертають вздовж його осі 4 за допомогою приводу 7, до якого пруток приєднаний за допомогою затискних губок 8. Закупорювання зварюванням тертям здійснюють за допомогою прутка 3, який нахилений відносно осі 5 отвору 3 на кут а. Цей варіант способу відрізняється від попереднього використанням проміжної опори 11. Ця опора 11 розміщена у підтримуючій деталі 12, яка має або прохідний отвір для тяги 10, або підшипник для тяги 10 і підтримує пруток 3 між затискними губками 8 і голівкою 9 прутка 3. Кращим є використання підшипника 11. Підтримуюча деталь 12 може бути жорстко зв'язана з деталлю, в якій закупорюють отвір 2, або приводом 7 прутка 3 для надання йому обертального руху, або бути незалежним інструментом. На Фіг.3 підтримуюча деталь 12 жорстко зв'язана з приводом 7 за допомогою балки 13, яка її підтримує. Балка 13 жорстко зв'язана з приводом 7 і розміщена перпендикулярно приводу і, в цілому, паралельно деталі 1, в якій закупорюють отвір. В цьому варіанті способу балка 13 має на своєму кінці, протилежному від приводу 7, деталь 14, призначену для спирання на деталь, в якій закупорюють отвір. Ця деталь 14 тут має такі розміри, щоб опиратись, з одного боку, на фланець 1, а з іншого - на частину поверхні кожуха, яка підтримує фланець. Таким чином, балка 13, її крайня 8 частина 14 для спирання, і її підтримуюча деталь 12 мають розмір, визначені для закупорювання отворів у фланці конкретного типу. Також передбачене використання підтримуючої деталі 12 для прутка 13, яка могла б змінюватись залежно від використання прутка 3. Якою б вона не була, підтримуюча деталь 12 дозволяє підтримувати пруток 3 на рівні його жорсткої сталевої тяги 10, дозволяючи йому обертатись навколо його осі 4. Ця підтримка зменшує вібрацію, викликану обертанням на рівні його голівки 9, оскільки зменшує довжину важеля, на якому закріплена голівка 9. Для одного прутка можуть бути застосовані кілька підтримуючих деталей 12. Кут a між віссю 4 прутка для зварювання 3 і віссю 5 отвору 2, призначеного для закупорювання, може бути регульованим за допомогою адаптаційного механізму приводу 7 або бути фіксованим для приводу, призначеного для закупорювання визначеного типу отворів. У випадку регульованого кута і передбаченого проміжного підшипника 11 підтримуюча деталь 12 також є регульованою для адаптації до регулювання кута а. Отвір 2 можна закупорювати з кожного боку деталі, тут - фланець 1, або тільки з одного боку. Спосіб описаний для отворів, розташованих вздовж осі, перпендикулярної поверхні деталі. Отвори можуть бути розміщені по осі, яка утворює ненульовий кут з віссю, перпендикулярною поверхні деталі, в цьому випадку спосіб, описаний у винаході, використовують таким же чином, вважаючи кутом а цей ненульовий кут. Спосіб описаний стосовно закупорювання отвору в деталі зі сплаву алюмінію, але зрозуміло, що його можна застосувати і для всіх типів сплавів, зокрема, сплавів нікелю, титану і заліза. Крім того, описане застосування способу з прутком, який має голівку з того ж матеріалу, що і деталь, в якій закупорюють отвір, але може бути використана і голівка з іншого матеріалу. 9 Комп’ютерна в ерстка В. Клюкін 84551 Підписне 10 Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюFriction plug welding method for hole in metal part, use of a restraint part and a supporting part for implementing the method
Автори англійськоюBouet Bernard, Ferte Jean-Pierre, Gourbesville Olivier, Le Saunier Didier Bruno
Назва патенту російськоюСпособ укупорки сваркой трением отверстия в металлической детали, а также металлический стержень и подшипниковая опора для его осуществления
Автори російськоюБуэ Бернар, Ферт Жан-Пьер, Гурбесвиль Оливье, Ле Сонье Дидье Брюно
МПК / Мітки
МПК: B23K 20/12
Мітки: опора, також, здійснення, отвору, закупорювання, підшипникова, зварюванням, тертям, деталі, металевій, спосіб, стрижень
Код посилання
<a href="https://ua.patents.su/5-84551-sposib-zakuporyuvannya-zvaryuvannyam-tertyam-otvoru-v-metalevijj-detali-a-takozh-metalevijj-strizhen-ta-pidshipnikova-opora-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб закупорювання зварюванням тертям отвору в металевій деталі, а також металевий стрижень та підшипникова опора для його здійснення</a>
Спосіб зварювання тертям обертовим диском та пристрій для його здійснення
Номер патенту: 69459
Опубліковано: 15.09.2004
Автори: Патон Борис Євгенович, Лисак Василь Васильович, Іщенко Анатолій Якович, Лобанов Леонід Михайлович
МПК: B23K 20/12
Мітки: тертям, обертовим, пристрій, спосіб, зварювання, здійснення, диском
Формула / Реферат:
1. Спосіб зварювання тертям обертовим диском зібраних в стик листових деталей за допомогою основного інструмента у вигляді диска, який обертають навколо його осі, перпендикулярної до площини торців крайок деталей, переміщують поступально в площині обертання вздовж стику зануреним в стик з розігрівом матеріалу кромок деталей до пластифікованого стану внаслідок роботи сил тертя і переміщенням його в зону позаду диска, та допоміжного...
Спосіб зварювання тертям і машина для його реалізації
Номер патенту: 46460
Опубліковано: 15.11.2004
Автори: Кучук-Яценко Сергій Іванович, Зяхор Ігор Васильович
МПК: B23K 20/12
Мітки: машина, зварювання, спосіб, реалізації, тертям
Формула / Реферат:
1. Спосіб зварювання тертям, при якому заготовки стискають осьовим зусиллям нагріву, одній із заготовок надають обертального переміщеннянавколо спільної осі, а після закінчення заданого часу нагрівання виконують відключення приводу обертання, примусове гальмування і проковку шляхом підвищення осьового зусилля до значення зусилля проковки, який відрізняється тим, що після відключення приводу обертання визначають момент тертя в зоні контакту,...
Спосіб зварювання тертям
Номер патенту: 64789
Опубліковано: 15.03.2004
Автори: Кучук-Яценко Сергій Іванович, Буріка Вадим Володимирович, Зяхор Ігор Васильович
МПК: B23K 20/12
Мітки: зварювання, тертям, спосіб
Формула / Реферат:
Спосіб зварювання тертям, при якому заготовки стискають осьовим зусиллям, одній із заготовок надають обертального переміщення навколо спільної осі, а після закінчення заданого часу нагрівання або після досягнення заданої величини укорочення заготовок виконують примусове гальмування обертання і підвищення осьового зусилля до зусилля проковки, який відрізняється тим, що попередньо перед зварюванням задають час гальмування обертання t0, а...
Пристрій для закупорювання вихідного отвору перекидного конвертора для запобігання забруднення сталі, яку розливають , первинними шлаками
Номер патенту: 52739
Опубліковано: 15.01.2003
Автор: СТІЛКЕРІГ БЕРТОЛЬД
МПК: C21C 5/46, C21C 5/42, C21C 5/28
Мітки: шлаками, пристрій, перекидного, забруднення, запобігання, отвору, вихідного, сталі, конвертора, первинними, розливають, закупорювання, яку
Формула / Реферат:
1. Пристрій для закупурювання вихідного отвору перекидного конвертера для запобігання забруднення сталі, що розливають, первинними шлаками, який включає заглушку, що має циліндричний пластичний стрижень із жароміцного матеріалу, обмежений нижньою пластиною та торцевою пластиною, виконаною за формою внутрішньої стінки конвертера, та посадковий пристрій для введення заглушки у вихідний отвір конвертера з можливістю її прилягання до його...
Підшипникова опора ковзання

Номер патенту: 14650
Опубліковано: 15.05.2006
Автори: Алексєєв Володимир Павлович, Редькін Олексій Васильович, Дарда Юрій Антонович, Дорофєєв Дмитро Веніамінович
МПК: F16C 31/00
Мітки: підшипникова, ковзання, опора
Формула / Реферат:
1. Підшипникова опора ковзання, що містить обертову і необертову частини, робочі поверхні яких утворюють пару ковзання, яка відрізняється тим, що обертова частина виконана у вигляді стрижня з отвором, перпендикулярним його осі, і додатково оснащена різцем, необертова частина складається із корпусу, виконаного у вигляді сектора порожнистого циліндра з канавкою, розташованою на внутрішній поверхні корпусу, шириною, яка дорівнює 2-3 діаметрам...
Попередній патент: Спосіб перетворення теплоти в механічну роботу в паротурбінній установці
Наступний патент: Система фіксації деталей за допомогою шпильок з комірами
Випадковий патент: Фенілетиламід 2-(бензоїламіно)(1-метил-2-оксоіндолін-3-іліден)оцтової кислоти, який виявляє антигіпоксичну, церебропротекторну і ноотропну дії