Гідромеханічний пристрій змикання півформ машини для лиття, наприклад, термопластавтомата
Формула / Реферат
1.Гідромеханічний пристрій змикання півформ машини для лиття, наприклад, термопластавтомата, що містить встановлений в порожнистому корпусі, змонтованому на нерухомій плиті, ходовий гвинт, поєднаний з розташованим на кришці порожнистого корпуса приводом швидкого пересування рухомої плити й ходовою гайкою, пов'язаною з закріпленою на рухомій плиті силовою втулкою з кільцевими виступами на зовнішній поверхні, в робочому положенні півформ взаємодіючими за рахунок виступів замка з поршнем гідроциліндра замикання півформ, вмонтованого в нерухому плиту, який відрізняється тим, що замок виконаний у вигляді різьбової пари, що складається з силової втулки та силової гайки, встановленої в нерухомій плиті з можливістю обмеженого осьового пересування, й жорстко поєднаний з зубчастим колесом внутрішнього зачеплення, через шестірню, закріплену на торцевій поверхні кришки порожнистого корпусу, пов'язаного з зубчастим колесом зовнішнього зачеплення, розташованим на ходовому гвинті, що має різьбу з кроком S, що визначається з виразу:
S/S1 = Z/Z1, де S1 = крок різьби силової гайки; Z - кількість зубців зубчастого колеса зовнішнього зачеплення; Z1 - кількість зубців зубчастого колеса внутрішнього зачеплення.
2.Пристрій за п. 1, який відрізняється тим, що між зубчастим колесом внутрішнього зачеплення й буртиком на внутрішній поверхні порожнистого корпусу встановлена пружина стиснення.
Текст
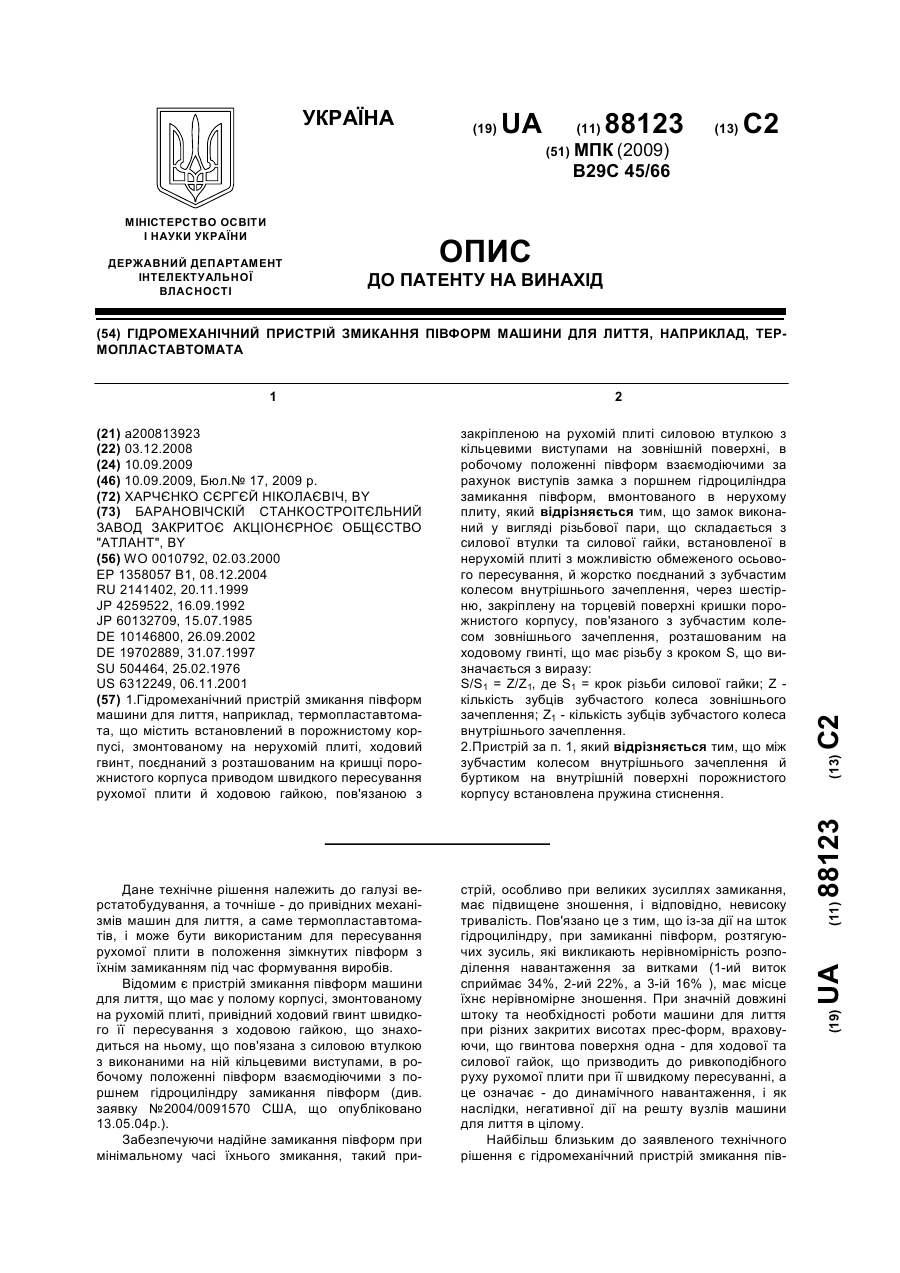
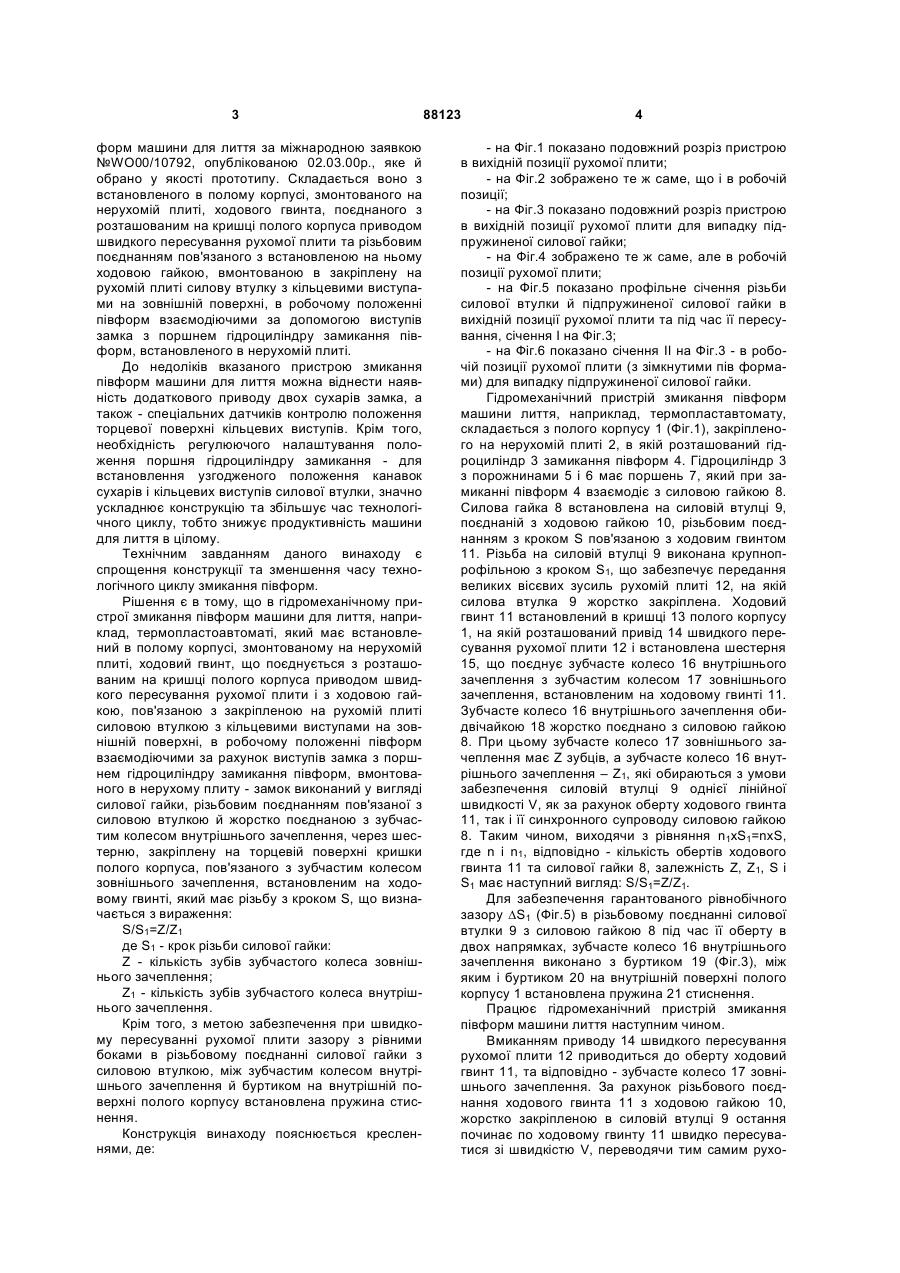
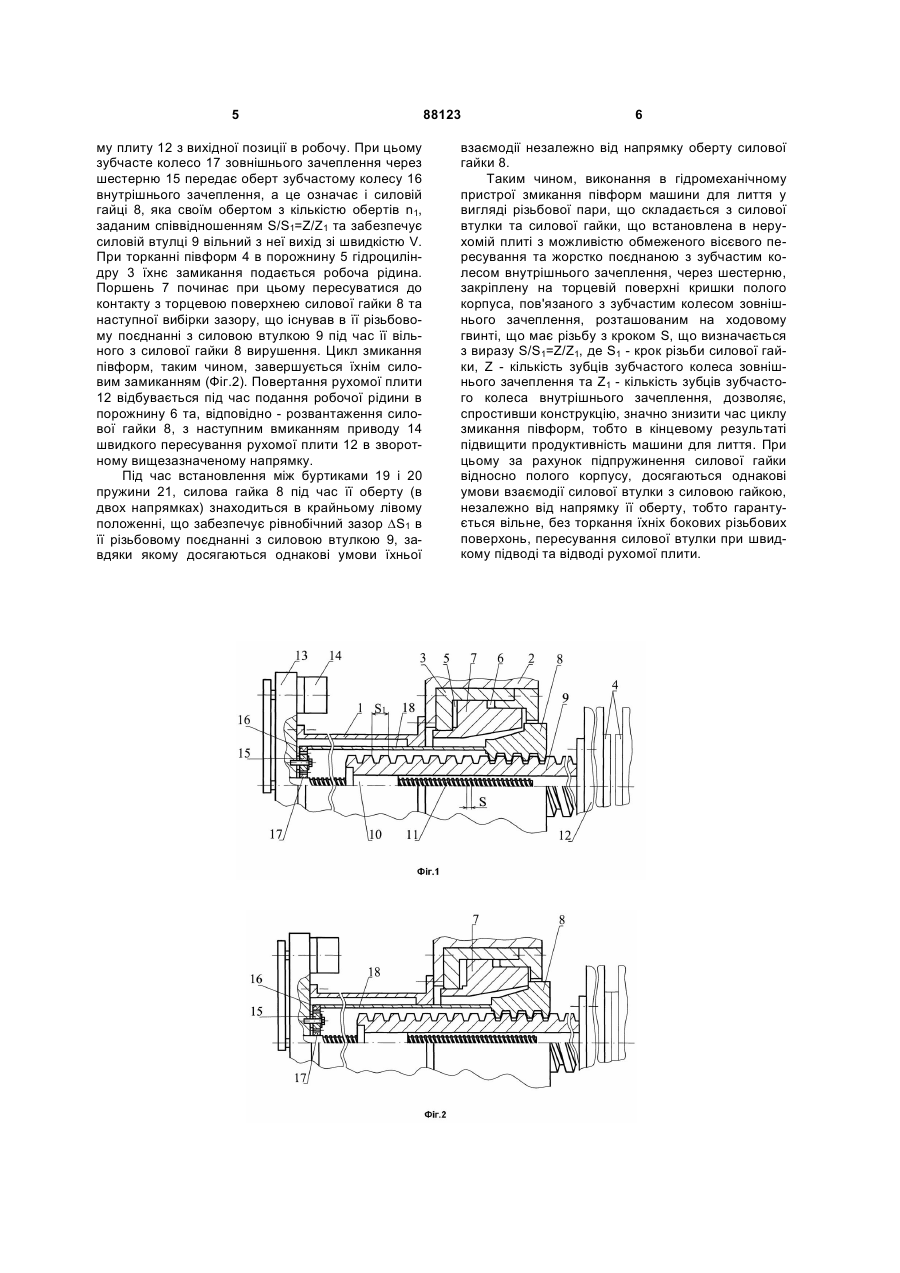
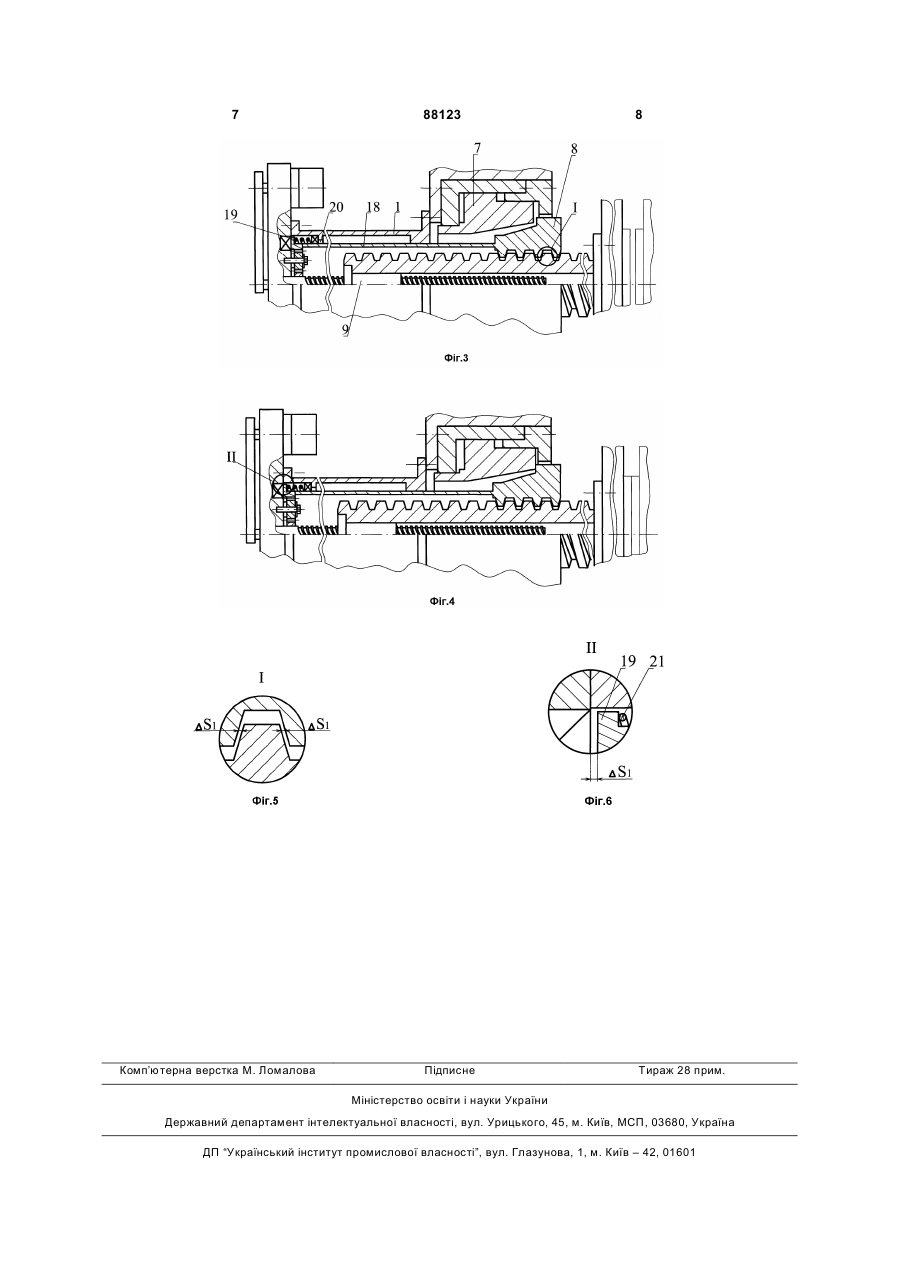
1.Гідромеханічний пристрій змикання півформ машини для лиття, наприклад, термопластавтомата, що містить встановлений в порожнистому корпусі, змонтованому на нерухомій плиті, ходовий гвинт, поєднаний з розташованим на кришці порожнистого корпуса приводом швидкого пересування рухомої плити й ходовою гайкою, пов'язаною з C2 2 (19) 1 3 форм машини для лиття за міжнародною заявкою №WO00/10792, опублікованою 02.03.00p., яке й обрано у якості прототипу. Складається воно з встановленого в полому корпусі, змонтованого на нерухомій плиті, ходового гвинта, поєднаного з розташованим на кришці полого корпуса приводом швидкого пересування рухомої плити та різьбовим поєднанням пов'язаного з встановленою на ньому ходовою гайкою, вмонтованою в закріплену на рухомій плиті силову втулку з кільцевими виступами на зовнішній поверхні, в робочому положенні півформ взаємодіючими за допомогою виступів замка з поршнем гідроциліндру замикання півформ, встановленого в нерухомій плиті. До недоліків вказаного пристрою змикання півформ машини для лиття можна віднести наявність додаткового приводу двох сухарів замка, а також - спеціальних датчиків контролю положення торцевої поверхні кільцевих виступів. Крім того, необхідність регулюючого налаштування положення поршня гідроциліндру замикання - для встановлення узгодженого положення канавок сухарів і кільцевих виступів силової втулки, значно ускладнює конструкцію та збільшує час технологічного циклу, тобто знижує продуктивність машини для лиття в цілому. Технічним завданням даного винаходу є спрощення конструкції та зменшення часу технологічного циклу змикання півформ. Рішення є в тому, що в гідромеханічному пристрої змикання півформ машини для лиття, наприклад, термопластоавтоматі, який має встановлений в полому корпусі, змонтованому на нерухомій плиті, ходовий гвинт, що поєднується з розташованим на кришці полого корпуса приводом швидкого пересування рухомої плити і з ходовою гайкою, пов'язаною з закріпленою на рухомій плиті силовою втулкою з кільцевими виступами на зовнішній поверхні, в робочому положенні півформ взаємодіючими за рахунок виступів замка з поршнем гідроциліндру замикання півформ, вмонтованого в нерухому плиту - замок виконаний у вигляді силової гайки, різьбовим поєднанням пов'язаної з силовою втулкою й жорстко поєднаною з зубчастим колесом внутрішнього зачеплення, через шестерню, закріплену на торцевій поверхні кришки полого корпуса, пов'язаного з зубчастим колесом зовнішнього зачеплення, встановленим на ходовому гвинті, який має різьбу з кроком S, що визначається з вираження: S/S1=Z/Z1 де S1 - крок різьби силової гайки: Z - кількість зубів зубчастого колеса зовнішнього зачеплення; Z1 - кількість зубів зубчастого колеса внутрішнього зачеплення. Крім того, з метою забезпечення при швидкому пересуванні рухомої плити зазору з рівними боками в різьбовому поєднанні силової гайки з силовою втулкою, між зубчастим колесом внутрішнього зачеплення й буртиком на внутрішній поверхні полого корпусу встановлена пружина стиснення. Конструкція винаходу пояснюється кресленнями, де: 88123 4 - на Фіг.1 показано подовжний розріз пристрою в вихідній позиції рухомої плити; - на Фіг.2 зображено те ж саме, що і в робочій позиції; - на Фіг.3 показано подовжний розріз пристрою в вихідній позиції рухомої плити для випадку підпружиненої силової гайки; - на Фіг.4 зображено те ж саме, але в робочій позиції рухомої плити; - на Фіг.5 показано профільне січення різьби силової втулки й підпружиненої силової гайки в вихідній позиції рухомої плити та під час її пересування, січення І на Фіг.3; - на Фіг.6 показано січення II на Фіг.3 - в робочій позиції рухомої плити (з зімкнутими пів формами) для випадку підпружиненої силової гайки. Гідромеханічний пристрій змикання півформ машини лиття, наприклад, термопластавтомату, складається з полого корпусу 1 (Фіг.1), закріпленого на нерухомій плиті 2, в якій розташований гідроциліндр 3 замикання півформ 4. Гідроциліндр 3 з порожнинами 5 і 6 має поршень 7, який при замиканні півформ 4 взаємодіє з силовою гайкою 8. Силова гайка 8 встановлена на силовій втулці 9, поєднаній з ходовою гайкою 10, різьбовим поєднанням з кроком S пов'язаною з ходовим гвинтом 11. Різьба на силовій втулці 9 виконана крупнопрофільною з кроком S1, що забезпечує передання великих вісєвих зусиль рухомій плиті 12, на якій силова втулка 9 жорстко закріплена. Ходовий гвинт 11 встановлений в кришці 13 полого корпусу 1, на якій розташований привід 14 швидкого пересування рухомої плити 12 і встановлена шестерня 15, що поєднує зубчасте колесо 16 внутрішнього зачеплення з зубчастим колесом 17 зовнішнього зачеплення, встановленим на ходовому гвинті 11. Зубчасте колесо 16 внутрішнього зачеплення обидвічайкою 18 жорстко поєднано з силовою гайкою 8. При цьому зубчасте колесо 17 зовнішнього зачеплення має Z зубців, а зубчасте колесо 16 внутрішнього зачеплення – Z1, які обираються з умови забезпечення силовій втулці 9 однієї лінійної швидкості V, як за рахунок оберту ходового гвинта 11, так і її синхронного супроводу силовою гайкою 8. Таким чином, виходячи з рівняння n1xS1=nxS, где n і n1, відповідно - кількість обертів ходового гвинта 11 та силової гайки 8, залежність Z, Z1, S і S1 має наступний вигляд: S/S1=Z/Z1. Для забезпечення гарантованого рівнобічного зазору DS1 (Фіг.5) в різьбовому поєднанні силової втулки 9 з силовою гайкою 8 під час її оберту в двох напрямках, зубчасте колесо 16 внутрішнього зачеплення виконано з буртиком 19 (Фіг.3), між яким і буртиком 20 на внутрішній поверхні полого корпусу 1 встановлена пружина 21 стиснення. Працює гідромеханічний пристрій змикання півформ машини лиття наступним чином. Вмиканням приводу 14 швидкого пересування рухомої плити 12 приводиться до оберту ходовий гвинт 11, та відповідно - зубчасте колесо 17 зовнішнього зачеплення. За рахунок різьбового поєднання ходового гвинта 11 з ходовою гайкою 10, жорстко закріпленою в силовій втулці 9 остання починає по ходовому гвинту 11 швидко пересуватися зі швидкістю V, переводячи тим самим рухо 5 му плиту 12 з вихідної позиції в робочу. При цьому зубчасте колесо 17 зовнішнього зачеплення через шестерню 15 передає оберт зубчастому колесу 16 внутрішнього зачеплення, а це означає і силовій гайці 8, яка своїм обертом з кількістю обертів n1, заданим співвідношенням S/S1=Z/Z1 та забезпечує силовій втулці 9 вільний з неї вихід зі швидкістю V. При торканні півформ 4 в порожнину 5 гідроциліндру 3 їхнє замикання подається робоча рідина. Поршень 7 починає при цьому пересуватися до контакту з торцевою поверхнею силової гайки 8 та наступної вибірки зазору, що існував в її різьбовому поєднанні з силовою втулкою 9 під час її вільного з силової гайки 8 вирушення. Цикл змикання півформ, таким чином, завершується їхнім силовим замиканням (Фіг.2). Повертання рухомої плити 12 відбувається під час подання робочої рідини в порожнину 6 та, відповідно - розвантаження силової гайки 8, з наступним вмиканням приводу 14 швидкого пересування рухомої плити 12 в зворотному вищезазначеному напрямку. Під час встановлення між буртиками 19 і 20 пружини 21, силова гайка 8 під час її оберту (в двох напрямках) знаходиться в крайньому лівому положенні, що забезпечує рівнобічний зазор DS1 в її різьбовому поєднанні з силовою втулкою 9, завдяки якому досягаються однакові умови їхньої 88123 6 взаємодії незалежно від напрямку оберту силової гайки 8. Таким чином, виконання в гідромеханічному пристрої змикання півформ машини для лиття у вигляді різьбової пари, що складається з силової втулки та силової гайки, що встановлена в нерухомій плиті з можливістю обмеженого вісєвого пересування та жорстко поєднаною з зубчастим колесом внутрішнього зачеплення, через шестерню, закріплену на торцевій поверхні кришки полого корпуса, пов'язаного з зубчастим колесом зовнішнього зачеплення, розташованим на ходовому гвинті, що має різьбу з кроком S, що визначається з виразу S/S1=Z/Z1, де S1 - крок різьби силової гайки, Z - кількість зубців зубчастого колеса зовнішнього зачеплення та Z1 - кількість зубців зубчастого колеса внутрішнього зачеплення, дозволяє, спростивши конструкцію, значно знизити час циклу змикання півформ, тобто в кінцевому результаті підвищити продуктивність машини для лиття. При цьому за рахунок підпружинення силової гайки відносно полого корпусу, досягаються однакові умови взаємодії силової втулки з силовою гайкою, незалежно від напрямку її оберту, тобто гарантується вільне, без торкання їхніх бокових різьбових поверхонь, пересування силової втулки при швидкому підводі та відводі рухомої плити. 7 Комп’ютерна верстка М. Ломалова 88123 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюHydromechanical device for closing half molds of machine for casting, for example, automatic thermoplastic machine
Автори англійськоюKharchienko Sierhiei Nikolaievich
Назва патенту російськоюГидромеханическое устройство смыкания полуформ машины для литья, например, термопластавтомата
Автори російськоюХарченко Сергей Николаевич
МПК / Мітки
МПК: B29C 45/66
Мітки: термопластавтомата, наприклад, лиття, півформ, машини, змикання, пристрій, гідромеханічний
Код посилання
<a href="https://ua.patents.su/4-88123-gidromekhanichnijj-pristrijj-zmikannya-pivform-mashini-dlya-littya-napriklad-termoplastavtomata.html" target="_blank" rel="follow" title="База патентів України">Гідромеханічний пристрій змикання півформ машини для лиття, наприклад, термопластавтомата</a>
Замковий пристрій механізму запирання півформ машини для лиття, наприклад термопластавтомата (варіанти)
Номер патенту: 76488
Опубліковано: 15.08.2006
Автори: Марченко Віктор Міхайловіч, Петровіч Тадеуш Едуардовіч
МПК: B29C 45/64
Мітки: пристрій, машини, півформ, запирання, наприклад, замковий, механізму, варіанти, термопластавтомата, лиття
Формула / Реферат:
1. Замковий пристрій механізму запирання півформ, наприклад, термопластавтомата, що складається з розташованих на його нерухомій плиті з можливістю зворотно-поступального спрямованого переміщення двох верхніх і двох нижніх пар сухарів із сегментоподібною виїмкою в кожному, у зімкнутому положенні обхоплюючих качалки, зв'язані з нерухомою плитою по внутрішньому діаметру їхніх кільцевих канавок, причому кожні з двох сухарів у різних верхніх...
Механізм змикання півформ прес-форми установки для виготовлення порожнистих виробів з заготовок із полімерних матеріалів у пластичному стані
Номер патенту: 22146
Опубліковано: 10.04.2007
Автор: Семирозум Олександр Іванович
МПК: B29C 49/56, B29C 49/28
Мітки: прес-форми, стані, порожнистих, механізм, змикання, виготовлення, заготовок, установки, пластичному, полімерних, матеріалів, виробів, півформ
Формула / Реферат:
Механізм змикання півформ прес-форми установки для виготовлення порожнистих виробів з заготовок із полімерних матеріалів у пластичному стані, що містить раму, до якої шарнірно прикріплені однойменні кінці півформ з можливістю їх коливального руху на осі відповідного шарніра до примусового замикання або розмикання півформ, а вільні торці півформ прес-форми кінематично з'єднані з рушієм, прикріпленим до рами, який відрізняється тим, що півформи...
Формозамикаючий пристрій для машини для лиття під тиском
Номер патенту: 32587
Опубліковано: 15.02.2001
Автор: Вольраб Вальтер
МПК: B29C 45/64
Мітки: машини, пристрій, формозамикаючий, тиском, лиття
Текст:
...замыкания подается рабочая жидкость от источника рабочей жидкости, второй многоходовой клапан имеет возможность включения в коммутационную позицию а, в которой шпиндельный цилиндр соединяется с баком Т, а третий многоходовой клапан имеет возможность включения в коммутационную позицию Ь, в которой гидравлический трубопровод к системе мультипликатора перекрыт, во втором положении функционирования гидравлической системы, рост давления...
Привідний пристрій прес-форми, яка складається з двох шарнірно з’єднаних півформ, і система прес-форм з таким привідним пристроєм
Номер патенту: 75662
Опубліковано: 15.05.2006
Автори: Мю Клод, Дорен Люк, Трассар Патрік
МПК: B29C 33/00, B29C 49/56, B29C 33/20
Мітки: двох, пристрій, складається, таким, прес-форм, прес-форми, привідним, привідний, півформ, яка, шарнірно, система, пристроєм, з'єднаних
Формула / Реферат:
1. Привідний пристрій прес-форми (1), що складається з двох частин, які являють собою дві півформи (1', 1''), шарнірно з'єднані між собою за допомогою осі (2), і які мають можливість переміщення з відкритого положення в закрите і зворотно під дією переміщення полозків (7) в прямому і зворотному напрямі, який відрізняється тим, що кожна з півформ (1', 1'') шарнірно з'єднана також із елементом (4а, 4b), який встановлений на осі (5а, 5b) і...
Гідромеханічний привід гірничої машини
Номер патенту: 74601
Опубліковано: 16.01.2006
Автори: Висоцький Генадій Васильович, Нестеров Артем Павлович, Леусенко Анатолій Васильович, Ремарчук Микола Парфенійович, Кириченко Ігор Георгійович, Гуленко Олексій Сергійович
МПК: E21C 29/00, E21C 31/00, B65G 23/00
Мітки: привід, машини, гірничої, гідромеханічний
Формула / Реферат:
1. Гідромеханічний привід гірничої машини, що включає корпус, систему керування розподілом рідини, силові гідроциліндри, з'єднані з однієї сторони з корпусом, а з другої - штоками з колінчатим валом, на якому закріплено привідну зірку, та напірну і зливну гідролінії, з'єднані системою керування розподілом рідини з поршневими і штоковими порожнинами гідроциліндрів, який відрізняється тим, що система керування розподілом рідини включає...
Попередній патент: Спосіб переробки металургійних шлаків
Наступний патент: Спосіб визначення відхилень від прямолінійності осі обертання обертової печі
Випадковий патент: Детонатор без первинної підривної речовини