Спосіб виготовлення холоднотягнутої прецизійної сталевої труби
Номер патенту: 88573
Опубліковано: 26.10.2009
Автори: Муссманн Вольфганг, Зее Лотар, Зікмеєр Йозеф, Герціг Свен

Формула / Реферат
1. Спосіб виготовлення холоднотягнутої прецизійної сталевої труби, що працює під тиском, сталь якої містить наступний хімічний склад компонентів, мас. %:
С 0,05-0,25
Si 0,15-1,00
Mn 1,00-3,50
Al 0,02-0,06
V до 0,20
N до 0,15
S до 0,03,
з доданням до нього за вибором одного або декількох легуючих елементів Cr, Mo, Ni, W, Ті або Nb, а також містить включення, що виникають в процесі плавлення, при цьому безшовну гарячеформовану трубну заготовку або зварну трубну заготовку, виконану з гарячої листової смуги, витягують за один або декілька проходів у готову трубу, і цю трубу перед заключним проходом піддають термічній обробці.
2. Спосіб за п. 1, який відрізняється тим, що сталеву трубу виконують у вигляді циліндричної труби.
3. Спосіб за п. 1, який відрізняється тим, що сталь вказаної труби містить легуючі елементи, що додають за вибором, мас. %:
Сr до 0,80
Мо до 0,65
Ni до 0,90
W до 0,90
Ті до 0,20
Nb до 0,20.
4. Спосіб за п. 1 або 2, який відрізняється тим, що за термічною обробкою вказану сталеву трубу нагрівають до температури 910-940 °С, охолоджують і піддають подальшому відпуску.
5. Спосіб за п. 4, який відрізняється тим, що охолодження вказаної сталевої труби здійснюють шляхом прискореного охолодження.
6. Спосіб за п. 5, який відрізняється тим, що прискорене охолодження здійснюють гартувальним середовищем.
7. Спосіб за п. 6, який відрізняється тим, що як гартувальне середовище використовують водяне розпилення - водяний душ.
8. Спосіб за будь-яким з пп. 4-7, який відрізняється тим, що охолодження здійснюють в статичному повітрі.
9. Спосіб за будь-яким з пп. 4-8, який відрізняється тим, що відпуск здійснюють при температурі від 540 до 720 °С.
10. Спосіб за будь-яким з пп. 1-9, який відрізняється тим, що після операції заключного витягування трубу піддають заключному відпалу.
11. Спосіб за п. 10, який відрізняється тим, що заключний відпал здійснюють при температурі від 500 до 700 °С.
Текст
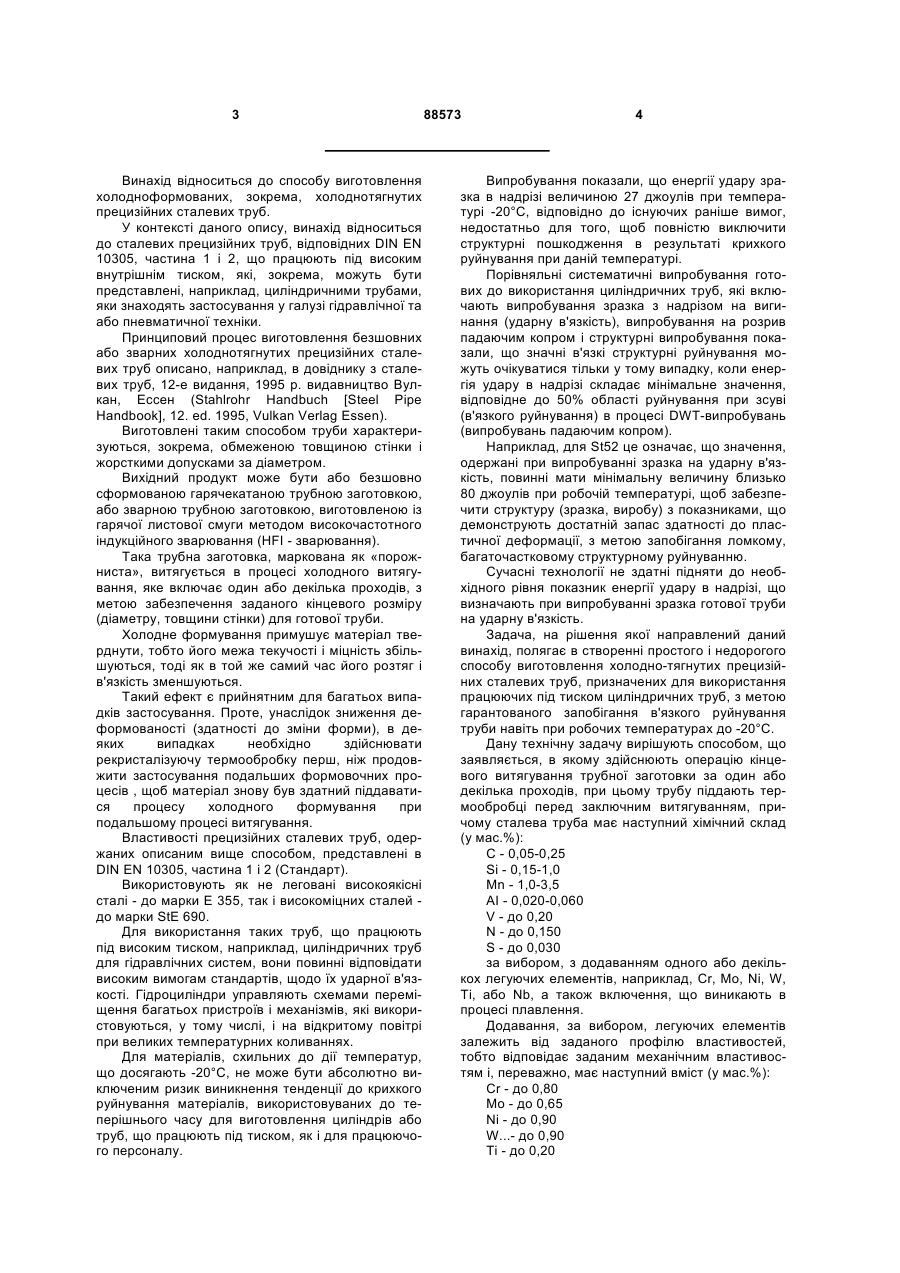
1. Спосіб виготовлення холоднотягнутої прецизійної сталевої труби, що працює під тиском, сталь якої містить наступний хімічний склад компонентів, мас. %: С 0,05-0,25 Si 0,15-1,00 Mn 1,00-3,50 Al 0,02-0,06 V до 0,20 N до 0,15 S до 0,03, з доданням до нього за вибором одного або декількох легуючих елементів Cr, Mo, Ni, W, Ті або Nb, а також містить включення, що виникають в процесі плавлення, при цьому безшовну гарячеформовану трубну заготовку або зварну трубну заготовку, виконану з гарячої листової смуги, витягують за один або декілька проходів у готову 2 (19) 1 3 Винахід відноситься до способу виготовлення холодноформованих, зокрема, холоднотягнутих прецизійних сталевих труб. У контексті даного опису, винахід відноситься до сталевих прецизійних труб, відповідних DIN EN 10305, частина 1 і 2, що працюють під високим внутрішнім тиском, які, зокрема, можуть бути представлені, наприклад, циліндричними трубами, яки знаходять застосування у галузі гідравлічної та або пневматичної техніки. Принциповий процес виготовлення безшовних або зварних холоднотягнутих прецизійних сталевих труб описано, наприклад, в довіднику з сталевих труб, 12-е видання, 1995 р. видавництво Вулкан, Ессен (Stahlrohr Handbuch [Steel Pipe Handbook], 12. ed. 1995, Vulkan Verlag Essen). Виготовлені таким способом труби характеризуються, зокрема, обмеженою товщиною стінки і жорсткими допусками за діаметром. Вихідний продукт може бути або безшовно сформованою гарячекатаною трубною заготовкою, або зварною трубною заготовкою, виготовленою із гарячої листової смуги методом високочастотного індукційного зварювання (HFI - зварювання). Така трубна заготовка, маркована як «порожниста», витягується в процесі холодного витягування, яке включає один або декілька проходів, з метою забезпечення заданого кінцевого розміру (діаметру, товщини стінки) для готової труби. Холодне формування примушує матеріал тверднути, тобто його межа текучості і міцність збільшуються, тоді як в той же самий час його розтяг і в'язкість зменшуються. Такий ефект є прийнятним для багатьох випадків застосування. Проте, унаслідок зниження деформованості (здатності до зміни форми), в деяких випадках необхідно здійснювати рекристалізуючу термообробку перш, ніж продовжити застосування подальших формовочних процесів , щоб матеріал знову був здатний піддаватися процесу холодного формування при подальшому процесі витягування. Властивості прецизійних сталевих труб, одержаних описаним вище способом, представлені в DIN EN 10305, частина 1 і 2 (Стандарт). Використовують як не леговані високоякісні сталі - до марки Ε 355, так і високоміцних сталей до марки StE 690. Для використання таких труб, що працюють під високим тиском, наприклад, циліндричних труб для гідравлічних систем, вони повинні відповідати високим вимогам стандартів, щодо їх ударної в'язкості. Гідроциліндри управляють схемами переміщення багатьох пристроїв і механізмів, які використовуються, у тому числі, і на відкритому повітрі при великих температурних коливаннях. Для матеріалів, схильних до дії температур, що досягають -20°С, не може бути абсолютно виключеним ризик виникнення тенденції до крихкого руйнування матеріалів, використовуваних до теперішнього часу для виготовлення циліндрів або труб, що працюють під тиском, як і для працюючого персоналу. 88573 4 Випробування показали, що енергії удару зразка в надрізі величиною 27 джоулів при температурі -20°С, відповідно до існуючих раніше вимог, недостатньо для того, щоб повністю виключити структурні пошкодження в результаті крихкого руйнування при даній температурі. Порівняльні систематичні випробування готових до використання циліндричних труб, які включають випробування зразка з надрізом на вигинання (ударну в'язкість), випробування на розрив падаючим копром і структурні випробування показали, що значні в'язкі структурні руйнування можуть очікуватися тільки у тому випадку, коли енергія удару в надрізі складає мінімальне значення, відповідне до 50% області руйнування при зсуві (в'язкого руйнування) в процесі DWT-випробувань (випробувань падаючим копром). Наприклад, для St52 це означає, що значення, одержані при випробуванні зразка на ударну в'язкість, повинні мати мінімальну величину близько 80 джоулів при робочій температурі, щоб забезпечити структуру (зразка, виробу) з показниками, що демонструють достатній запас здатності до пластичної деформації, з метою запобігання ломкому, багаточастковому структурному руйнуванню. Сучасні технології не здатні підняти до необхідного рівня показник енергії удару в надрізі, що визначають при випробуванні зразка готової труби на ударну в'язкість. Задача, на рішення якої направлений даний винахід, полягає в створенні простого і недорогого способу виготовлення холодно-тягнутих прецизійних сталевих труб, призначених для використання працюючих під тиском циліндричних труб, з метою гарантованого запобігання в'язкого руйнування труби навіть при робочих температурах до -20°С. Дану технічну задачу вирішують способом, що заявляється, в якому здійснюють операцію кінцевого витягування трубної заготовки за один або декілька проходів, при цьому трубу піддають термообробці перед заключним витягуванням, причому сталева труба має наступний хімічний склад (у мас.%): С - 0,05-0,25 Si - 0,15-1,0 Μn - 1,0-3,5 ΑΙ - 0,020-0,060 V - до 0,20 Ν - до 0,150 S - до 0,030 за вибором, з додаванням одного або декількох легуючих елементів, наприклад, Сr, Мо, Ni, W, Ті, або Nb, а також включення, що виникають в процесі плавлення. Додавання, за вибором, легуючих елементів залежить від заданого профілю властивостей, тобто відповідає заданим механічним властивостям і, переважно, має наступний вміст (у мас.%): Сr - до 0,80 Мо - до 0,65 Ni - до 0,90 W...- до 0,90 Ті - до 0,20 5 Nb - до 0,20. Сама термічна обробка включає класичне гартування з подальшим відпуском труб. Аустенізація виконується при температурах приблизно 910940°С, залежно від відповідного матеріалу і супроводжується процесом швидкого охолоджування (гартування) для формування отвердіваючої структури. Швидке охолоджування (гартування) може бути виконане з використанням різних, охолоджуючих (гартуючих) середовищ. Звичайно цю операцію здійснюють водою із застосуванням водяного розпилюючого середовища (водного душу). При застосуванні матеріалів, що загартовують повітрям, охолодження може здійснюватися в статичному повітрі. Відпуск виконують після гартування і здійснюють при температурах, приблизно, 540-720°С, залежно від матеріалу. Перевага запропонованого способу полягає в реалізація рівномірно розподіленої однорідної мікроструктури з підвищеним показником в'язкості, завдяки виконанню операції термообробки перед заключним проходом, причому, дана мікроструктура підтримується навіть після заключного проходу труби. Випробування показали, що значення енергії удару в надрізі при -20°С і 50% області руйнування при зсуві (в'язкого руйнування) в процесі DWT-випробувань (випробувань падаючим копром), складають для поперечного зразка понад 80 джоулів, а для подовжнього зразка - 100 джоулів. За вимогою споживача можливе виконання остаточного відпалу без напруги (для зняття напруги) після заключного проходу. Така операція забезпечує додаткове поліпшення значення енергії удару в надрізі, отже, і показника ударної в'язкості структури виробу. Залежно від матеріалу завершальний відпал виконують, переважно, в діапазоні температур 600-700°С. Отже, повинна бути точно встановлена температура проведення даної операції, залежно від тих властивостей матеріалу, які повинні бути досягнуті, наприклад, від очікуваних показників 88573 6 міцності, міцність при розтягненні, а також енергії удару в надрізі. Випробування труб, виготовлених відповідно до способу за даним винаходом, показало відсутність ферито-перлітної мікроструктури, яка звичайно характерна для конструкційних сталей, з наявними змінами в рівні енергії удару в надрізі зразків, як у поперечному, так і повздовжньому напрямках. Такий висновок підтверджується результатами випробувань щодо показників енергії удару в надрізі при випробуваннях на міцність труб циліндра (циліндричних труб) моделі StE 460, як показано на фіг. 1. Майже ідентичний рівень енергії удару в надрізі, приблизно, до 180 джоулів, досягнутий як в подовжньому, так і в поперечному напрямку. Як показано на Фіг.2, структурні елементи труби, виготовлені із сталі марки StE 460 відповідно до даного винаходу, в порівнянні із сталевою трубою тієї ж марки, виготовленою звичайним способом , мають достатньо високий показник в'язкого руйнування при температурах до -20°С, а значить, достатній запас здатності до пластичного деформування для запобігання ризику структурного руйнування виробу (розпаду на декілька частин). Концепція матеріалу, відповідно до винаходу, дозволяє забезпечити роботу гідроциліндрів навіть при температурному діапазоні до -20°С. При використанні деяких марок сталі присутній додатковий позитивний ефект, як результат значного підвищення показників міцності виробів. Це дозволяє з великою користю, приблизно до 30%, зменшити товщину стінки циліндричних труб і, таким чином, зменшити вагу, задовольняючи вимоги щодо полегшування конструкції. Слід зазначити, що спосіб виготовлення циліндричних труб, відповідно винаходу, що працюють під тиском, забезпечує запобігання структурного руйнування при робочих температурах до -20°С і, крім того, дозволяє зменшити товщину стінки циліндра до 30%. 7 Комп’ютерна верстка О. Рябко 88573 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for production of cold-drawn precision steel pipe
Автори англійськоюSiekmeyer Josef, Mussmann Wolfgang, See Lothar, Herzing Sven
Назва патенту російськоюСпособ изготовления холоднотянутой прецизионной стальной трубы
Автори російськоюЗикмеер Йозеф, Муссманн Вольфганг, Зее Лотар, Герциг Свен
МПК / Мітки
МПК: C22C 38/22, C21D 9/08, C22C 38/04, C22C 38/12, C22C 38/08, C21D 6/00, C21D 1/18
Мітки: спосіб, виготовлення, прецизійної, холоднотягнутої, сталевої, трубі
Код посилання
<a href="https://ua.patents.su/4-88573-sposib-vigotovlennya-kholodnotyagnuto-precizijjno-stalevo-trubi.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення холоднотягнутої прецизійної сталевої труби</a>
Сталь для виготовлення безшовної сталевої труби для нафтових і/або газових свердловин (варіанти) і спосіб виробництва безшовної труби з цієї сталі
Номер патенту: 82007
Опубліковано: 25.02.2008
Автори: Омура Томохіко, Араі Юдзі, Накамура Кейіті
МПК: C21D 8/10, C22C 38/32, C22C 38/22, C21D 9/08, C22C 38/28, C22C 38/00
Мітки: сталь, виробництва, варіанти, трубі, безшовної, свердловин, цієї, сталевої, газових, спосіб, нафтових, сталі, виготовлення
Формула / Реферат:
1. Сталь для виготовлення безшовної сталевої труби для нафтових і/або газових свердловин, яка містить, у мас. %: 0,1-0,20 С, 0,05-1,0 Si, 0,05-1,0 Mn, 0,05-1,5 Cr, 0,05-1,0 Mo, ≤ 0,10 Al, 0,002-0,05 Ti, 0,0003-0,005 B, решта Fe та домішки, в яких ≤ 0,025 P, ≤ 0,01 S, ≤ 0,007 N і з величиною А ≥ 0,43, визначеною за наступним рівнянням (1) A= С+(Mn/6)+(Cr/5)+(Mo/3) (1), де у рівнянні (1)...
Спосіб виготовлення корозійностійкої напірної труби
Номер патенту: 11763
Опубліковано: 16.01.2006
Автори: Петроченко В'ячеслав Ілліч, Фененко Анатолій Никифорович, Ковтунович Іван Васильович, Войтович Іван Васильович, Левченко Анатолій Ісидорович
МПК: F16L 58/02
Мітки: трубі, корозійностійкої, виготовлення, напірної, спосіб
Формула / Реферат:
1. Спосіб виготовлення корозійностійкої напірної труби, що включає нанесення на неї твердіючого розчину антикорозійного покриття на зовнішню та внутрішню поверхні, який відрізняється тим, що нанесення внутрішнього та зовнішнього шарів здійснюють за рахунок співвісного розташування сталевого сердечника між двома полімерними оболонками з зазором з наступним заповненням зазорів твердіючим розчином шляхом нагнітання його через один торець та...
Композиційна стрічка для навивання спіральної труби (варіанти), труба, виготовлена спіральним навиванням композиційної стрічки (варіанти) та спосіб виготовлення спірально навитої пластикової труби із металевою
Номер патенту: 82320
Опубліковано: 10.04.2008
Автори: Бейтмен Аян Роджер, Уйсал Гульчай
МПК: B29C 53/00, B29C 63/26, F16L 9/00
Мітки: трубі, спірально, металевою, навиванням, виготовлена, композиційна, виготовлення, спіральним, варіанти, композиційної, навивання, навитої, спосіб, пластикової, стрічки, труба, стрічка
Формула / Реферат:
1. Композиційна стрічка для навивання спіральної труби для транспортування рідини, яка має:довгасту пластикову стрічку, що має основну частину з нижнім боком, який визначає внутрішню поверхню, і верхнім боком, який визначає зовнішню поверхню,щонайменше одну поздовжню реброву частину, яка прямо виступає із зовнішньої поверхні основної частини, тадовгасту поздовжню армувальну стрічку, яку утримує від поперечного зміщення...
Спосіб безперервного виготовлення двостінної труби, двостінна труба, виготовлена відповідно до способу, та пристрій для безперервного виготовлення двостінної труби
Номер патенту: 85421
Опубліковано: 26.01.2009
Автор: Хеглер Ральф-Петер
МПК: B29C 47/12, B29C 47/92, B29C 49/00, B29C 49/78
Мітки: спосіб, виготовлення, труба, безперервного, виготовлена, відповідно, способу, двостінна, двостінної, пристрій, трубі
Формула / Реферат:
1. Спосіб безперервного виготовлення двостінної труби (10) з гладкою внутрішньою трубою (39') і зовнішньою трубою (37'), яка з'єднана з внутрішньою трубою (39') зварюванням та має гребені (38); муфту (41) труби; та центральну поздовжню вісь (18); у якому:- екструдують зовнішню трубу (37) концентрично центральній поздовжній осі (18);- гофрують зовнішню трубу (37) гребенями (38) і западинами (40) за допомогою часткового вакууму,...
Спосіб виготовлення складової труби для транспортування текучого середовища
Номер патенту: 38646
Опубліковано: 15.05.2001
Автори: Король Юрій Борісович, Загреба Сергій Григорович
МПК: F16L 58/02, F16L 9/00
Мітки: виготовлення, текучого, середовища, спосіб, складової, трубі, транспортування
Текст:
...експлуатаційних властивостей і довговічності даної складової труби. Суть винаходу пояснюється кресленням, де на: фіг. 1 - складова труба для транспортування текучого середовища; фіг. 2 - складова труба в опалубці; фіг. 3 - складова труба в перетині за А-А. Приклад виконання способу. Попередньо навколо внутрішньої неметалевої труби 1 споруджують опалубку 2. Потім між опалубкою 2 і неметалевою трубою 1 виконують подовжню 3 і кільцеподібну...
Попередній патент: Перетворювач енергії тиску у крутний момент (варіанти)
Наступний патент: Пістолет-кулемет шапаренка
Випадковий патент: Спосіб базового центрування об'єктів