Двошаровий зварений пакет для виготовлення біметалічного листа
Номер патенту: 8874
Опубліковано: 15.08.2005
Автори: Попов Борис Анатольович, Литвинов Олег Миколаевич, Литвинов Дмитро Олегович, Литвинов Володимир Олегович, Попов Анатолій Васильович
Формула / Реферат
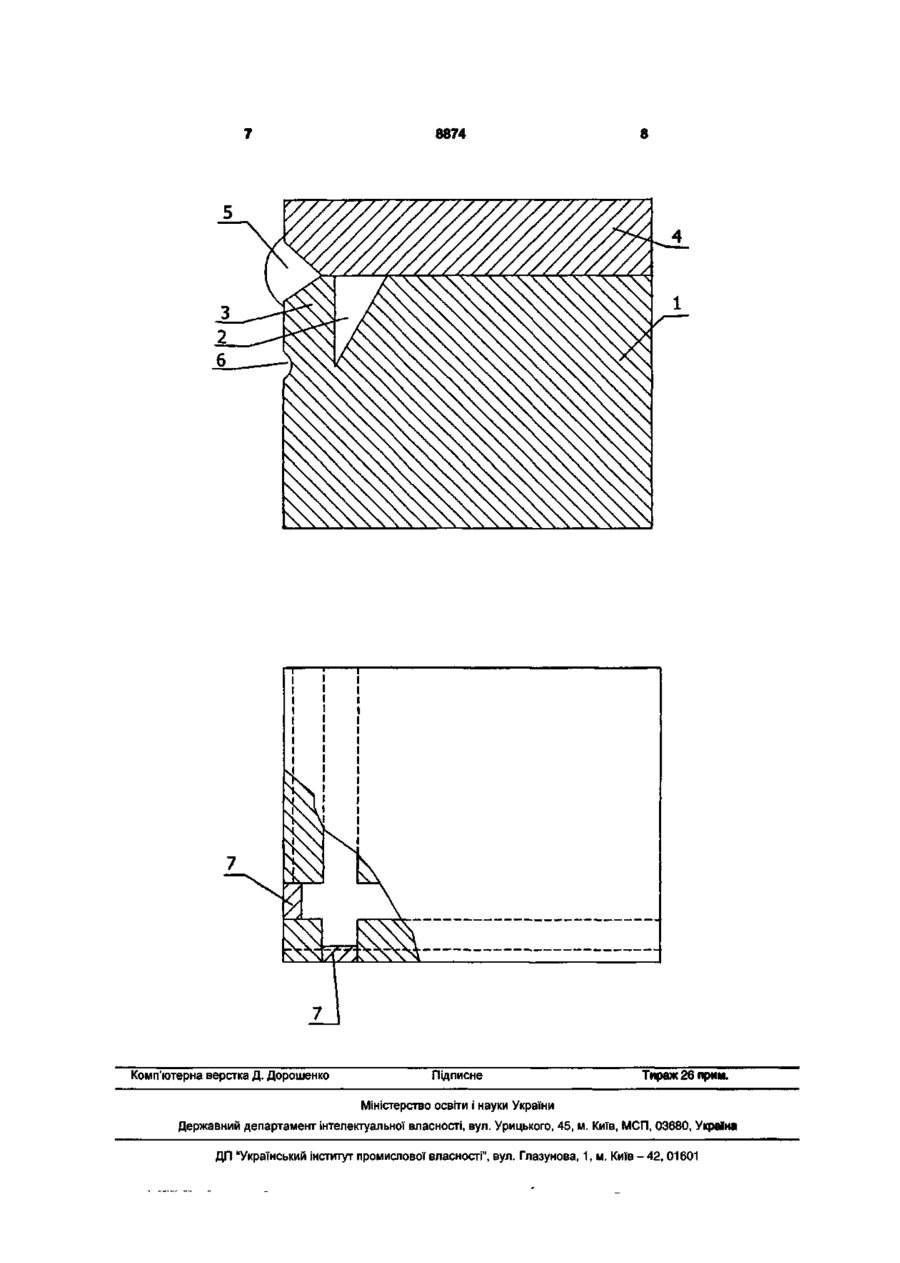
Двошаровий зварений пакет для виготовлення біметалічного листа, що складається з основного сляба і шару плакувального металу, оснащений компенсаторами деформацій і пазами, у які встановлені вкладиші-заглушки, який відрізняється тим, що пази і компенсатори деформації виконані в матеріалі основного сляба по двох взаємно перпендикулярних сторонах, причому паз у поперечному перерізі виконаний у формі трикутника, а компенсатор деформації в основі має поперечний переріз менший, ніж у верхній частині.
Текст
Двошаровий зварений пакет для виготовлення біметалічного листа, що складається з основного сляба і шару плакувального металу, оснащений компенсаторами деформацій і пазами, у які встановлені вкладиші-заглушки, який відрізняється тим, що пази і компенсатори деформації виконані в матеріалі основного сляба по двох взаємно перпендикулярних сторонах, причому паз у поперечному перерізі виконаний у формі трикутника, а компенсатор деформації в основі має поперечний переріз менший, ніж у верхній частині. Корисна модель відноситься до області металургії, а саме до виробництва шаруватих матеріалів пакетним способом. Відомий зварений пакет, що складається з шарів основного металу, між якими розташовані плити металу, що плакує, обмежені по периметру рамкою, яка з'єднує їх в пакет. Пакет виконаний у вигляді прямокутної призми зі співвідношенням площі шару з основного металу до площі плити металу, що плакує і з'єднувальної рамки, рівним одиниці [див. а.с СРСР №509382, МКИ В23Р 3/02, 1976 р.]. Недоліком такого пакета є наявність у ньому з'єднувальної рамки, виготовлення і зборка якої вимагають додаткових витрат праці і металу. Відомий зварений пакет для одержання шаруватого металу, виконаний у вигляді прямокутної призми, що складається з плакованих заготівок зі співвідношенням їх площ, рівнім одиниці [див а.с. СРСР №608634, МКИ В23Р 3/02, 1978 p.]. Недоліком цього пакету є його низька надійність при нагріванні і прокатці через малу величину критичного перетину звареного шва або велика трудомісткість зварювальних робіт при забезпеченні необхідної надійності пакета. При цьому висота зварювального шва може досягати 60-100мм. Зазначені недоліки обумовлюють високу собівартість листів. Відомий також двошаровий зварений пакет для виготовлення біметалічних листів, що містить сляб основного металу, наприклад конструкційну сталь, і пластину шару, що плакує, наприклад нержавіючу сталь, з виконаними по його периметру компенсаторами деформації виникаючої при нагріванні і прокатці різнорідних металів і пазами, в кінці яких установлені вкладиші - заглушки [див. а.с. СРСР №184602, МКИ В23Р 3/02, 1966 p.]. Цей пакет прийнятий за прототип. У відомому пакеті компенсатори деформації виконуються в пластині шару, що плакує. За умовами надійності роботи швів на зріз, їхня міцність повинна бути настільки високою, щоб забезпечити деформацію компенсаторів на вигин і при цьому самим не зруйнується. Така міцність швів у пакеті досягається за рахунок збільшення маси металу шва в критичному перетині, тобто за рахунок додаткової витрати дорогих зварювальних матеріалів, застосовуваних для зварювання таких пакетів, і додаткових працезатрат на виконання підвищеного обсягу зварювальних робіт. Крім того, механічна обробка при виготовленні пазів і компенсаторів у пластині металу, що плакує, більш трудомістка, ніж у конструкційній сталі, оскільки метал, що плакує, більш легований, ніж основний метал. У відомому пакеті компенсатори і пази виконується по всьому периметру пластини. Цим забезпечується двохосьова компенсація деформацій (напруг), що виникають при нагріванні і прокатці пакета. Рівноцінна компенсація деформацій у пакеті може бути досягнута і при скороченій у 2 рази довжини компенсаторів і пазів. Це дозволять зни (72) Попов Анатолій Васильович, Попов Борис Анатольович, Литвинов Олег Миколаевич, Литвинов Дмитро Олегович, Литвинов Володимир Олегович ео О) 8874 зити обсяг механічної обробки в 2 рази. Зменшення довжини пазів і компенсаторів, у свою чергу, забезпечить зниження розхідного коефіцієнту на переділі пакет-лист за рахунок скорочення величини обрізу по ширині і довжині двошарових листів також у 2 рази. У відомому пакеті пази в перетині мають прямокутну форму. Така форма паза за умовами роботи компенсатора використовується лише на половину. У залежності від природи металів, що з'єднуються, виникаюча різниця величин лінійного подовження між основним металом і металом, що плакує, при їхньому спільному нагріванні може бути додатна або від'ємна. При додатній різниці подовжень - компенсатор буде відхилятися щодо свого нормального положення в зовнішню сторону пакета, при від'ємній - убік паза. Як видно, у першому випадку паз не потрібний узагалі. Його роль може виконувати вузька щілина. Однак, з огляду на те, що в процесі прокатки витяжка шару, що плакує, буде меншою, ніж основного металу, паз усе-таки необхідний, принаймні, доти, поки не відбудеться схоплювання шарів один з одним. Але форма паза повинна бути більш раціональною, з урахуванням повного заповнення його компенсатором, що згинається відносно своєї основи, тому що зайвий об'єм паза небажаний не тільки завдяки виконанню додаткової механічної обробки, але і ізза надлишкової кількості повітря, що вміщується в ньому, адсорбція якого на поверхнях шарів, що зварюються, при нагріванні, веде до зниження якості їхнього зв'язку. У відомому пакеті перетин вертикальної частини компенсатора є постійним. При такому перетині компенсатора проблема забезпечення надійності пакета при його нагріванні і на початку прокатки (до настання зв'язку між шарами) є складною. Це видно з того, що за умовами надійності пакета необхідно, щоб деформація компенсаторів на вигин відбувалася без руйнування швів. Здавалася б проблема надійності пакета зводиться до підвищення міцності швів на зріз у критичному перетині, тобто збільшенням розмірів швів, однак, просте збільшення розмірів шва веде до збільшення твердості (моменту опору) перетину компенсатора деформації за рахунок наплавленого металу, що також вимагає посилення шва. Тобто, у відомому пакеті виникає необхідність варіювання величиною перетину вертикальної частини компенсатора деформації. В основу корисної моделі покладена задача створити такий двошаровий зварений пакет для виготовлення біметалічного листа, у якому шляхом зміни місця розташування і форми пазів і компенсаторів деформації досягається зниження працезатрат і матеріалоємності виготовлення пакета з одночасним підвищенням його конструктивної надійності. Поставлена задача досягається тим, що запропоновано двошаровий зварений пакет для виготовлення біметалічного листа, що складається з основного слябу і шару металу, що плакує, постаченими компенсаторами деформацій і пазами, в яких установлені вкладиші-заглушки, у якому, від повідно до корисної моделі, пази і компенсатори деформації виконані в матеріалі основного слябу по двох взаємно перпендикулярних сторонах, причому паз у поперечнім перерізі виконаний у формі трикутника, а компенсатор деформації в основі має поперечний переріз менший, ніж у своїй верхній частини. Технічний результат досягається завдяки тому, що: - пази виконуються в слябі основного металу, у якості якого звичайно використовується менше легована конструкційна сталь, що створює при її механічній обробці значно менше труднощів, чим більш легований метал, що плакує, з його спеціальними властивостями (корозійна стійкість, жароміцність, зносостійкість і т.д.); - пази виконуються по одній короткій і довгій стороні сляба; - пази в поперечному перерізі мають форму трикутника; - компенсатор деформації має площу поперечного перерізу в основі меншу ніж у верхній частині, за рахунок того, що внутрішня стінка компенсатора і плити, що плакує, утворюють тупий кут, або за рахунок того, що внутрішня стінка компенсатора і поверхня плити, що плакує, утворюють прямий кут, а компенсатор деформації у своїй основі з зовнішньої сторони має надріз. Виконати надріз значно простіше і дешевше, ніж виконати роботи по посиленню шва. На кресленні (Фіг.1, Фіг.2) зображений пропонований пакет. Пакет складається зі сляба 1 основного металу з трикутним пазом 2 і компенсатором деформації 3, що сприймає виникаючі при нагріванні і на початку прокатки зусилля, і пластини 4 металу, що плакує. Пакет по периметру зварений герметичним швом 5. Для розвантаження шва при нагріванні і прокатці в основі компенсатора з зовнішньої сторони його мається надріз 6. На виході паза в кутах установлені заглушки 7. Приклад: Збирали 1 лабораторний розмірами 26x60x180мм і 1 промисловий - розмірами 280x1300x2100мм. двошарові пакети. Пакети обварювали по периметру ручним електродуговим зварюванням. Як зварювальні матеріали використовували електроди марки ЭА-981/15, сі=5мм. Товщину плити, що плакує, зі сталі марки Х18Н10Т для лабораторного пакета приймали 4мм, а для промислового - 30мм. Основну заготівку зі сталі 09Г2 для лабораторного пакета приймали рівною 22мм, а для промислового - 250мм. Товщину компенсатора у верхній частині для лабораторного пакета приймали рівною - 8мм, для промислового - 20мм, а в нижній - 6мм для лабораторного і 14мм для промислового. Висоту компенсатора приймали рівною для лабораторного пакета 7мм, а для промислового 25мм. Пази виконували в поперечному перерізі у виді трикутника. Ширину паза для лабораторного пакета приймали - 8мм, для промислового -15мм. Пази і компенсатори виконували на одній довгій і одній короткій стороні заготівки (сляба) основного металу. Величина шва в критичному перетині 8874 для лабораторного і промислового пакетів склала, відповідно, 4 і 15мм. Після зборки й обварювання пакетів по периметру з них були виготовлені двошарові листи за прийнятою технологією (нагрів, прокатка, термообробка, УЗК, вирізка розмірів) товщиною 8мм і 40мм. Нагрівання і прокатка підтвердили високу конструктивну надійність пакетів завдяки наявності надрізів в основі компенсаторів деформації. Контроль якості показав, що сплошність і міцний зв'язок шарів мав місце по всій контактній поверхні плакованих листів. Відмітні ознаки об'єкта, що заявляється: компенсатори деформації і пази виконані на слябі основного металу; компенсатори деформації і пази виконані тільки по короткій і довгій стороні сляба; пази в поперечному перерізі мають форму трикутника; компенсатори деформації в основі мають поперечний переріз менше, ніж у верхній частині. Використання корисної моделі, що заявляється, дозволить знизити працезатрати та матеріалоємність виготовлення пакета та збільшити конструктивну міцність його. 8874 Комп'ютерна верстка Д. Дорошенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюTwo-layer welded packet for production of bimetallic sheet
Автори англійськоюPopov Anatolii Vasyliovych, Popov Borys Anatoliiovych
Назва патенту російськоюДвухслойный сварной пакет для изготовления биметаллического листа
Автори російськоюПопов Анатолий Васильевич, Попов Борис Анатольевич
МПК / Мітки
МПК: B23K 20/04
Мітки: біметалічного, виготовлення, зварений, листа, двошаровий, пакет
Код посилання
<a href="https://ua.patents.su/4-8874-dvosharovijj-zvarenijj-paket-dlya-vigotovlennya-bimetalichnogo-lista.html" target="_blank" rel="follow" title="База патентів України">Двошаровий зварений пакет для виготовлення біметалічного листа</a>
Упаковка з тонкого плісированого листа,що утворює пакет для насипних продуктів

Номер патенту: 26766
Опубліковано: 12.11.1999
Автори: Бюшберг Аківа, Капі Жільбер
МПК: B65D 33/00, B65D 65/02, B65D 75/28, B65D 30/10
Мітки: насипних, пакет, упаковка, утворює, продуктів, плісированого, листа,що, тонкого
Формула / Реферат:
1. Упаковка из тонкого плиссированного листа, образующая пакет для насыпных продуктов путем перегиба листа перпендикулярно складкам с образованием стенок, наложенных одна на другую со смещением кромок для образования отверстия и соединенных одна с другой по меньшей мере с помощью одного бокового шва с образованием дна в виде гармошки, отличающаяся тем, что на кромках, образующих отверстие, перед плиссировкой выполнена отогнутая кайма, вблизи...
Пакет для одержування біметалевих листів
Номер патенту: 830
Опубліковано: 15.12.1993
Автори: Локтіонов Петро Якович, Глоба Микола Ілліч, Хорошілов Микола Макарович, Антипенко Валентин Григорович, Луценко Віктор Олександрович, Диордиця Сергій Васильович, Тарасов Віктор Іванович, Бондаренко Микола Андрійович, Міллєр Віктор Вікторович
МПК: B23K 20/04
Мітки: біметалевих, пакет, листів, одержування
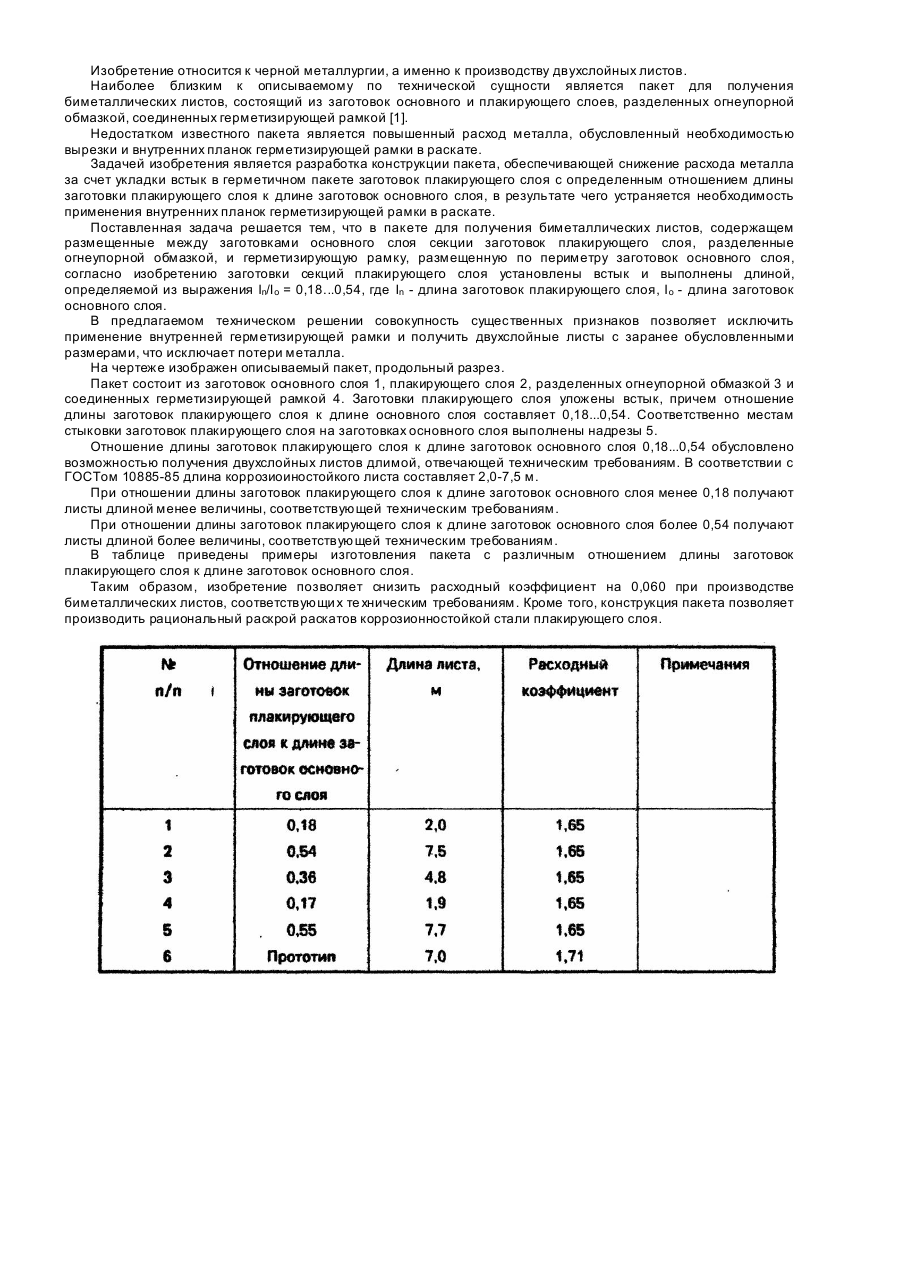
Формула / Реферат:
Пакет для получения биметаллических листов, содержащий размещенные между заготовками основного слоя секции заготовок плакирующего слоя, разделенные огнеупорной обмазкой, и герметизирующую рамку, размещенную по периметру заготовок основного слоя, отличающийся тем, что заготовки секций плакирующего слоя установлены встык и выполнены длиной, определяемой из выражения In/Io = 0,18...0,54, где In - длина заготовок плакирующего слоя, Io - длина...
Спосіб виготовлення біметалічного підшипника ковзання
Номер патенту: 4066
Опубліковано: 27.12.1994
Автори: Соловьйов Володимир Андрійович, Тракшинський Яків Романович, Тракшинський Роман Борисович, Тракшинський Борис Романович
МПК: B22D 19/08
Мітки: біметалічного, підшипника, виготовлення, спосіб, ковзання
Формула / Реферат:
Способ изготовления биметаллического подшипника скольжения, включающий подготовку стальной основы подшипника, нагрев, наплавку ее антифрикционным материалом с использованием флюса, выдержку и охлаждение, отличающийся тем, что наплавку осуществляют в герметичной форме, внешнюю сторону которой образует стальная основа подшипника, антифрикционный материал используют в виде смеси тонкодисперсного порошка матричного сплава, стальной...
Шумозахисний теплоізолюючий пакет
Номер патенту: 6018
Опубліковано: 15.04.2005
Автор: Макаров Денис Сергійович
МПК: E06B 3/66
Мітки: теплоізолюючий, пакет, шумозахисний
Формула / Реферат:
Шумозахисний теплоізолюючий пакет, виконаний з листових матеріалів, що містить щонайменше одну загерметизовану камеру, що знаходиться між листами, який відрізняється тим, що камера утворена з листів різної товщини.
Пакет для снеку
Номер патенту: 2623
Опубліковано: 15.06.2004
Автор: Костерний Сергій Вікторович
МПК: B65D 5/00
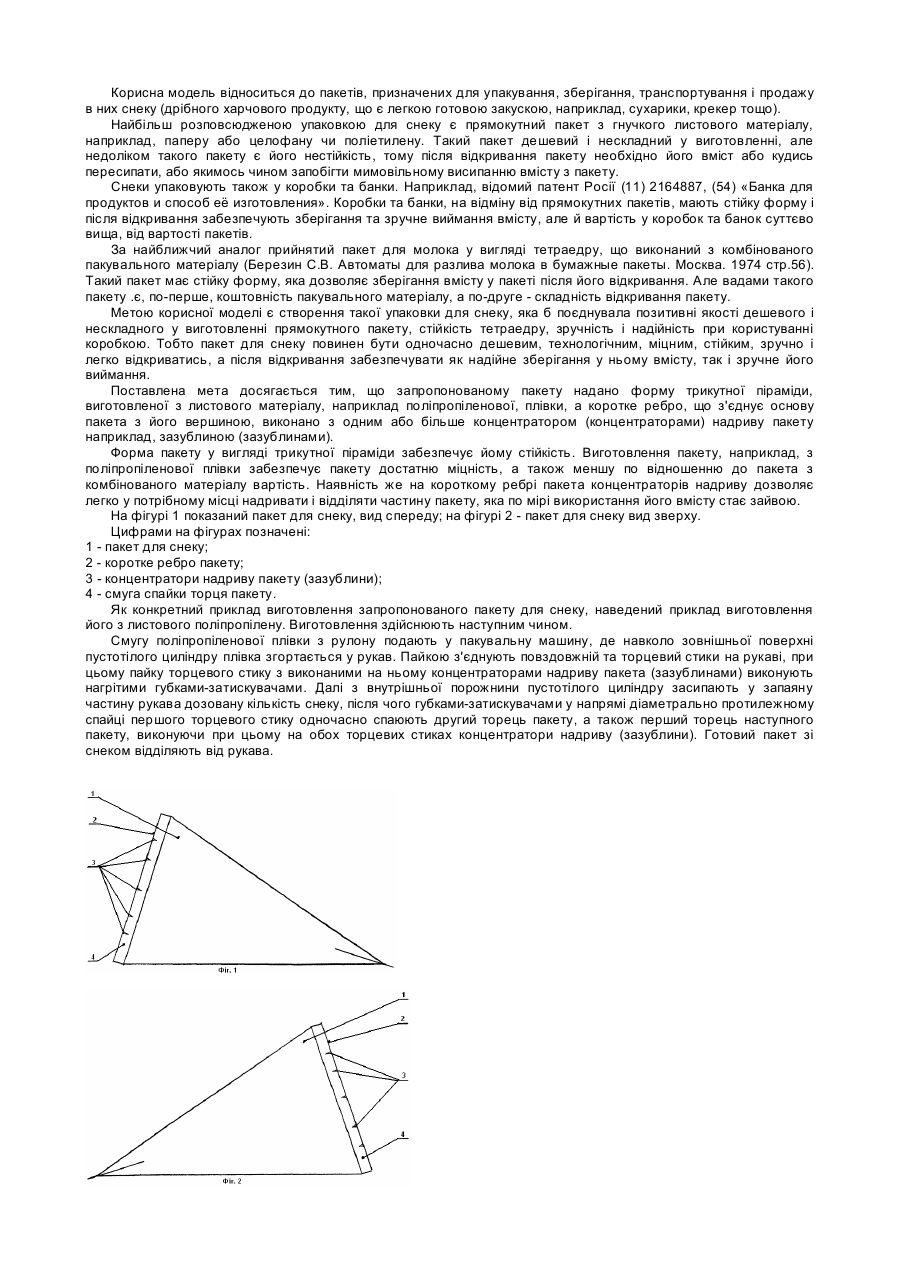
Формула / Реферат:
Пакет для снеку, виготовлений з гнучкого листового матеріалу, який відрізняється тим, що за формою являє собою трикутну піраміду, наприклад, з полімерного матеріалу, а коротке ребро, що з'єднує основу пакета з його вершиною, виконано з одним або більше концентратором надриву пакета, наприклад зазублиною або зазублинами.
Попередній патент: Спосіб корекції поперечної плоскостопості
Наступний патент: Спосіб трахеостравохідного протезування
Випадковий патент: Концентрат мастильно-охолоджувальної рідини для механічної обробки металів