Спосіб виготовлення біметалічного підшипника ковзання
Номер патенту: 4066
Опубліковано: 27.12.1994
Автори: Тракшинський Яків Романович, Тракшинський Борис Романович, Тракшинський Роман Борисович, Соловьйов Володимир Андрійович
Формула / Реферат
Способ изготовления биметаллического подшипника скольжения, включающий подготовку стальной основы подшипника, нагрев, наплавку ее антифрикционным материалом с использованием флюса, выдержку и охлаждение, отличающийся тем, что наплавку осуществляют в герметичной форме, внешнюю сторону которой образует стальная основа подшипника, антифрикционный материал используют в виде смеси тонкодисперсного порошка матричного сплава, стальной графитизированиой дроби и графита кристаллического, нагрев этой смеси, выдержку и охлаждение ведут в герметичной форме, при этом нагрев герметичной формы вместе с наплавляемым материалом ведут до температуры на 100...150°С выше температуры плавления матричного сплава, а выдержку осуществляют в пределах 0,5...2 мин на каждые 10 мм длины герметичной формы.
Текст
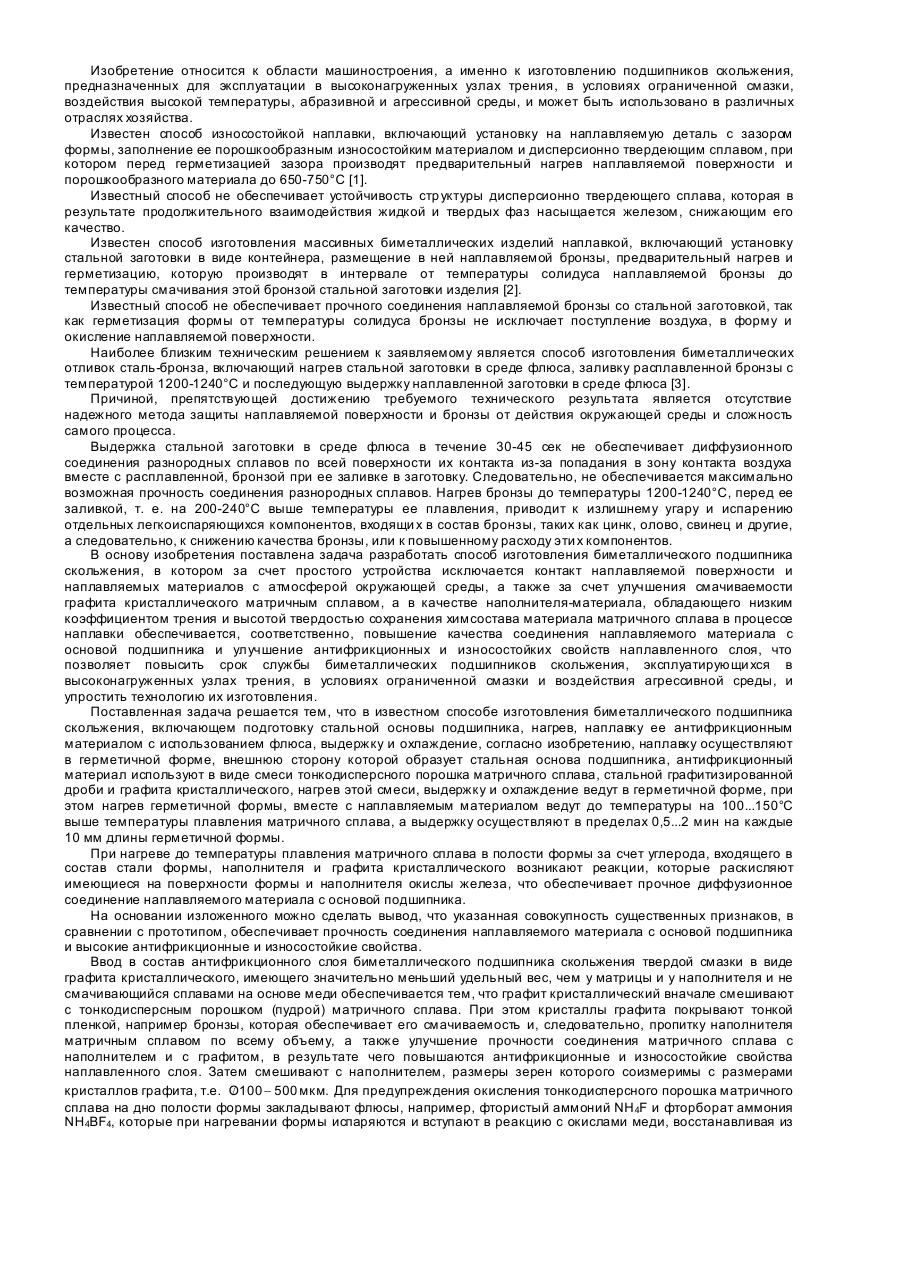
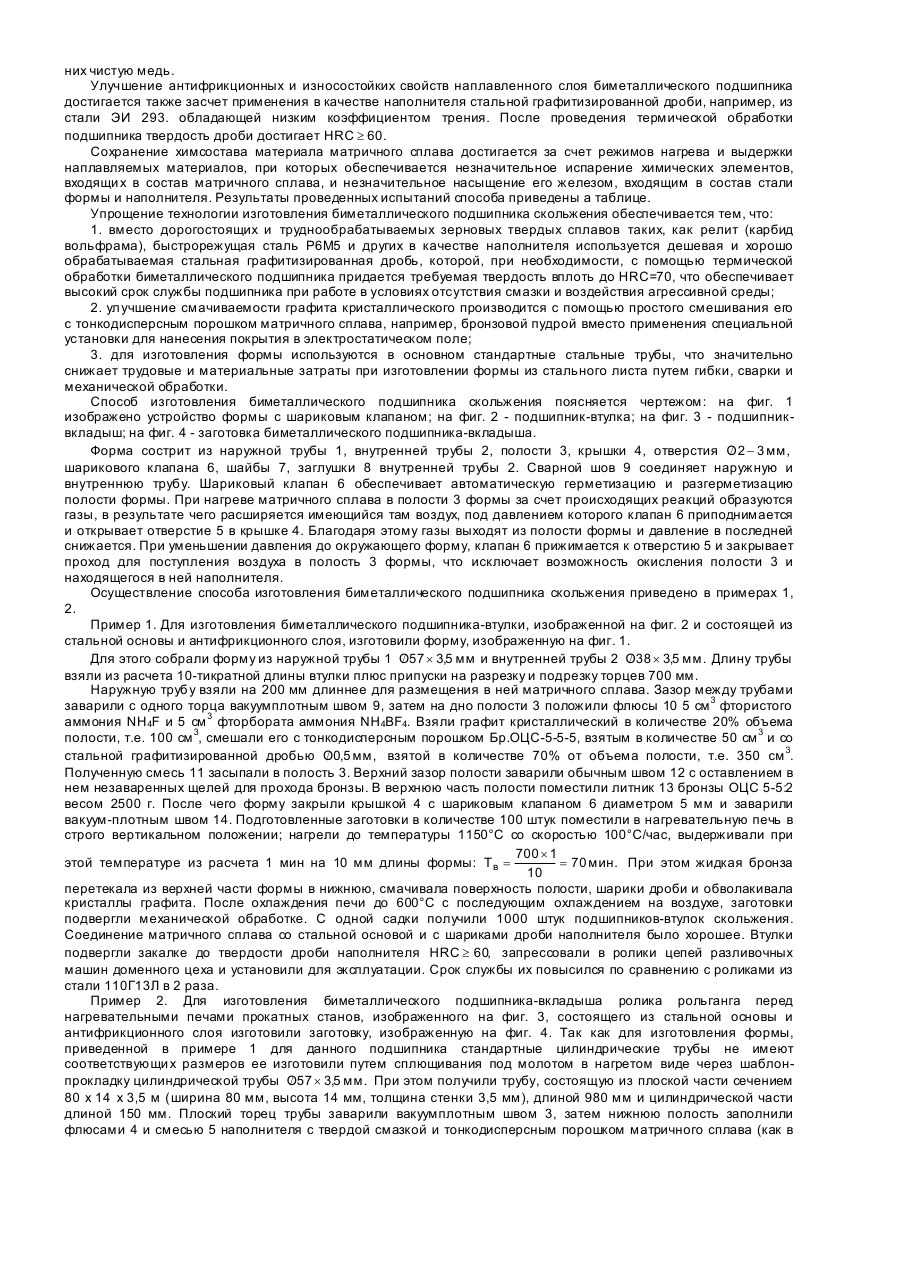
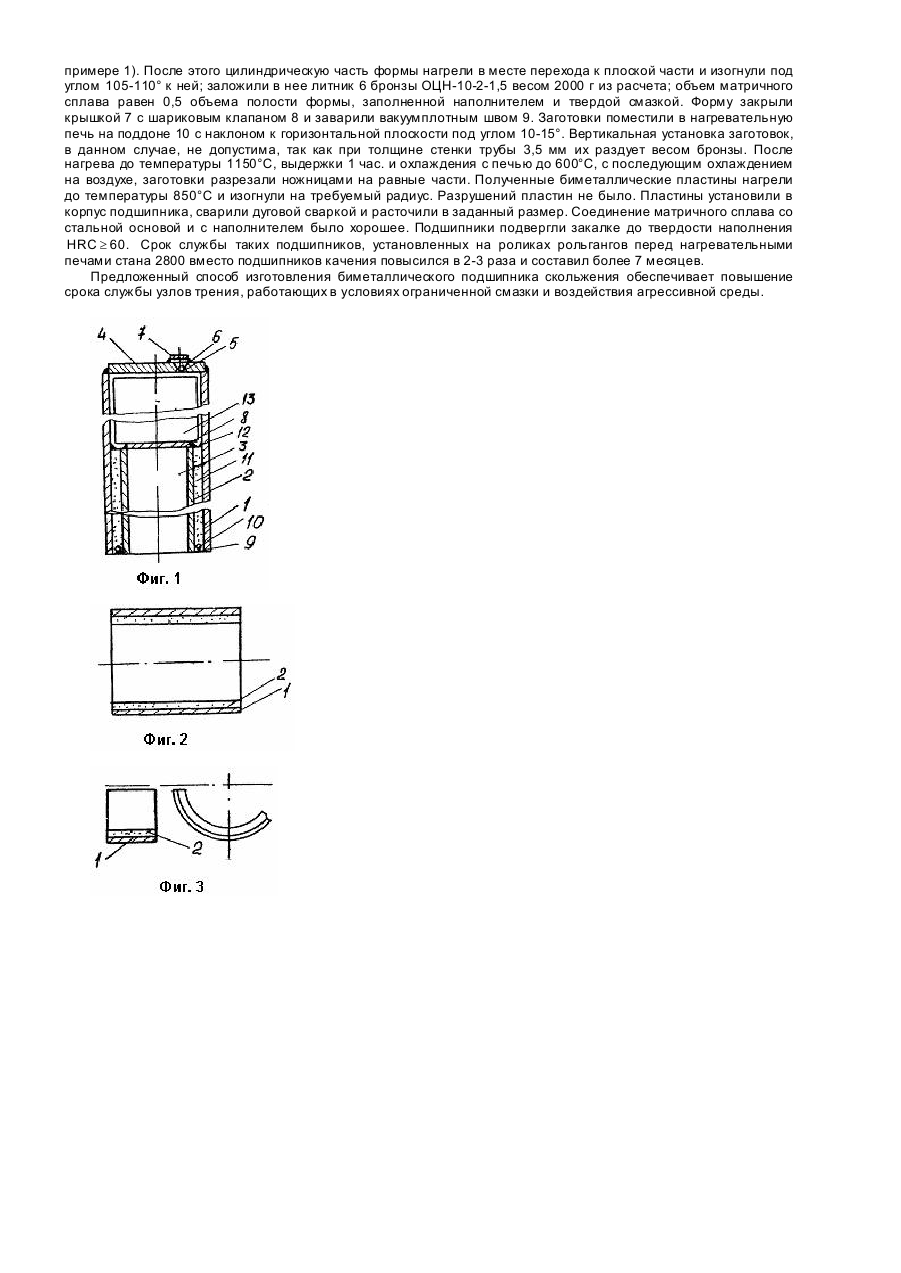
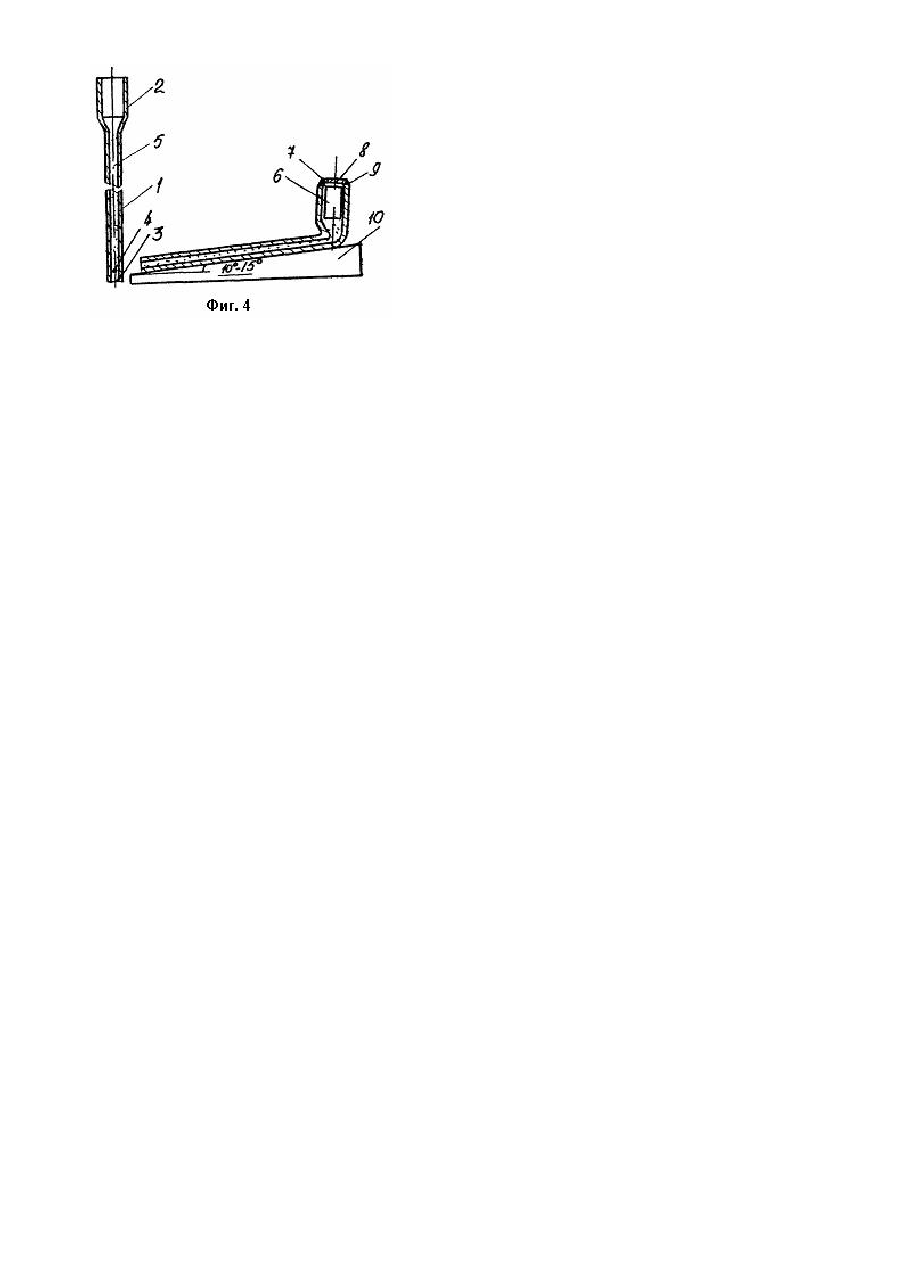
Изобретение относится к области машиностроения, а именно к изготовлению подшипников скольжения, предназначенных для эксплуатации в высоконагруженных узлах трения, в условиях ограниченной смазки, воздействия высокой температуры, абразивной и агрессивной среды, и может быть использовано в различных отраслях хозяйства. Известен способ износостойкой наплавки, включающий установку на наплавляемую деталь с зазором формы, заполнение ее порошкообразным износостойким материалом и дисперсионно твердеющим сплавом, при котором перед герметизацией зазора производят предварительный нагрев наплавляемой поверхности и порошкообразного материала до 650-750°С [1]. Известный способ не обеспечивает устойчивость стр уктуры дисперсионно твердеющего сплава, которая в результате продолжительного взаимодействия жидкой и твердых фаз насыщается железом, снижающим его качество. Известен способ изготовления массивных биметаллических изделий наплавкой, включающий установку стальной заготовки в виде контейнера, размещение в ней наплавляемой бронзы, предварительный нагрев и герметизацию, которую производят в интервале от температуры солидуса наплавляемой бронзы до температуры смачивания этой бронзой стальной заготовки изделия [2]. Известный способ не обеспечивает прочного соединения наплавляемой бронзы со стальной заготовкой, так как герметизация формы от температуры солидуса бронзы не исключает поступление воздуха, в форму и окисление наплавляемой поверхности. Наиболее близким техническим решением к заявляемому является способ изготовления биметаллических отливок сталь-бронза, включающий нагрев стальной заготовки в среде флюса, заливку расплавленной бронзы с температурой 1200-1240°С и последующую выдержку наплавленной заготовки в среде флюса [3]. Причиной, препятствующей достижению требуемого технического результата является отсутствие надежного метода защиты наплавляемой поверхности и бронзы от действия окружающей среды и сложность самого процесса. Выдержка стальной заготовки в среде флюса в течение 30-45 сек не обеспечивает диффузионного соединения разнородных сплавов по всей поверхности их контакта из-за попадания в зону контакта воздуха вместе с расплавленной, бронзой при ее заливке в заготовку. Следовательно, не обеспечивается максимально возможная прочность соединения разнородных сплавов. Нагрев бронзы до температуры 1200-1240°С, перед ее заливкой, т. е. на 200-240°С выше температуры ее плавления, приводит к излишнему угару и испарению отдельных легкоиспаряющихся компонентов, входящи х в состав бронзы, таких как цинк, олово, свинец и другие, а следовательно, к снижению качества бронзы, или к повышенному расходу эти х компонентов. В основу изобретения поставлена задача разработать способ изготовления биметаллического подшипника скольжения, в котором за счет простого устройства исключается контакт наплавляемой поверхности и наплавляемых материалов с атмосферой окружающей среды, а также за счет улучшения смачиваемости графита кристаллического матричным сплавом, а в качестве наполнителя-материала, обладающего низким коэффициентом трения и высотой твердостью сохранения химсостава материала матричного сплава в процессе наплавки обеспечивается, соответственно, повышение качества соединения наплавляемого материала с основой подшипника и улучшение антифрикционных и износостойких свойств наплавленного слоя, что позволяет повысить срок службы биметаллических подшипников скольжения, эксплуатирующи хся в высоконагруженных узлах трения, в условиях ограниченной смазки и воздействия агрессивной среды, и упростить технологию их изготовления. Поставленная задача решается тем, что в известном способе изготовления биметаллического подшипника скольжения, включающем подготовку стальной основы подшипника, нагрев, наплавку ее антифрикционным материалом с использованием флюса, выдержку и охлаждение, согласно изобретению, наплавку осуществляют в герметичной форме, внешнюю сторону которой образует стальная основа подшипника, антифрикционный материал используют в виде смеси тонкодисперсного порошка матричного сплава, стальной графитизированной дроби и графита кристаллического, нагрев этой смеси, выдержку и охлаждение ведут в герметичной форме, при этом нагрев герметичной формы, вместе с наплавляемым материалом ведут до температуры на 100...150°С выше температуры плавления матричного сплава, а выдержку осуществляют в пределах 0,5...2 мин на каждые 10 мм длины герметичной формы. При нагреве до температуры плавления матричного сплава в полости формы за счет углерода, входящего в состав стали формы, наполнителя и графита кристаллического возникают реакции, которые раскисляют имеющиеся на поверхности формы и наполнителя окислы железа, что обеспечивает прочное диффузионное соединение наплавляемого материала с основой подшипника. На основании изложенного можно сделать вывод, что указанная совокупность существенных признаков, в сравнении с прототипом, обеспечивает прочность соединения наплавляемого материала с основой подшипника и высокие антифрикционные и износостойкие свойства. Ввод в состав антифрикционного слоя биметаллического подшипника скольжения твердой смазки в виде графита кристаллического, имеющего значительно меньший удельный вес, чем у матрицы и у наполнителя и не смачивающийся сплавами на основе меди обеспечивается тем, что графит кристаллический вначале смешивают с тонкодисперсным порошком (пудрой) матричного сплава. При этом кристаллы графита покрывают тонкой пленкой, например бронзы, которая обеспечивает его смачиваемость и, следовательно, пропитку наполнителя матричным сплавом по всему объему, а также улучшение прочности соединения матричного сплава с наполнителем и с графитом, в результате чего повышаются антифрикционные и износостойкие свойства наплавленного слоя. Затем смешивают с наполнителем, размеры зерен которого соизмеримы с размерами кристаллов графита, т.е. O100 - 500 мкм. Для предупреждения окисления тонкодисперсного порошка матричного / сплава на дно полости формы закладывают флюсы, например, фтористый аммоний NH 4F и фторборат аммония NH4BF4, которые при нагревании формы испаряются и вступают в реакцию с окислами меди, восстанавливая из них чистую медь. Улучшение антифрикционных и износостойких свойств наплавленного слоя биметаллического подшипника достигается также засчет применения в качестве наполнителя стальной графитизированной дроби, например, из стали ЭИ 293. обладающей низким коэффициентом трения. После проведения термической обработки подшипника твердость дроби достигает HRC ³ 60. Сохранение химсостава материала матричного сплава достигается за счет режимов нагрева и выдержки наплавляемых материалов, при которых обеспечивается незначительное испарение химических элементов, входящи х в состав матричного сплава, и незначительное насыщение его железом, входящим в состав стали формы и наполнителя. Результаты проведенных испытаний способа приведены а таблице. Упрощение технологии изготовления биметаллического подшипника скольжения обеспечивается тем, что: 1. вместо дорогостоящих и труднообрабатываемых зерновых твердых сплавов таких, как релит (карбид вольфрама), быстрорежущая сталь Р6М5 и других в качестве наполнителя используется дешевая и хорошо обрабатываемая стальная графитизированная дробь, которой, при необходимости, с помощью термической обработки биметаллического подшипника придается требуемая твердость вплоть до HRC=70, что обеспечивает высокий срок службы подшипника при работе в условиях отсутствия смазки и воздействия агрессивной среды; 2. улучшение смачиваемости графита кристаллического производится с помощью простого смешивания его с тонкодисперсным порошком матричного сплава, например, бронзовой пудрой вместо применения специальной установки для нанесения покрытия в электростатическом поле; 3. для изготовления формы используются в основном стандартные стальные трубы, что значительно снижает трудовые и материальные затраты при изготовлении формы из стального листа путем гибки, сварки и механической обработки. Способ изготовления биметаллического подшипника скольжения поясняется чертежом: на фиг. 1 изображено устройство формы с шариковым клапаном; на фиг. 2 - подшипник-втулка; на фиг. 3 - подшипниквкладыш; на фиг. 4 - заготовка биметаллического подшипника-вкладыша. Форма сострит из наружной трубы 1, внутренней трубы 2, полости 3, крышки 4, отверстия O 2 - 3 мм , / шарикового клапана 6, шайбы 7, заглушки 8 внутренней трубы 2. Сварной шов 9 соединяет наружную и внутреннюю трубу. Шариковый клапан 6 обеспечивает автоматическую герметизацию и разгерметизацию полости формы. При нагреве матричного сплава в полости 3 формы за счет происходящих реакций образуются газы, в результате чего расширяется имеющийся там воздух, под давлением которого клапан 6 приподнимается и открывает отверстие 5 в крышке 4. Благодаря этому газы выходят из полости формы и давление в последней снижается. При уменьшении давления до окружающего форму, клапан 6 прижимается к отверстию 5 и закрывает проход для поступления воздуха в полость 3 формы, что исключает возможность окисления полости 3 и находящегося в ней наполнителя. Осуществление способа изготовления биметаллического подшипника скольжения приведено в примерах 1, 2. Пример 1. Для изготовления биметаллического подшипника-втулки, изображенной на фиг. 2 и состоящей из стальной основы и антифрикционного слоя, изготовили форму, изображенную на фиг. 1. Для этого собрали форму из наружной трубы 1 O57 ´ 3,5 мм и внутренней трубы 2 O38 ´ 3,5 мм . Длину трубы / / взяли из расчета 10-тикратной длины втулки плюс припуски на разрезку и подрезку торцев 700 мм. Наружную трубу взяли на 200 мм длиннее для размещения в ней матричного сплава. Зазор между трубами заварили с одного торца вакуумплотным швом 9, затем на дно полости 3 положили флюсы 10 5 см 3 фтористого аммония NH4F и 5 см 3 фторбората аммония NH4BF4. Взяли графит кристаллический в количестве 20% объема полости, т.е. 100 см 3, смешали его с тонкодисперсным порошком Бр.ОЦС-5-5-5, взятым в количестве 50 см 3 и со стальной графитизированной дробью O0,5 мм , взятой в количестве 70% от объема полости, т.е. 350 см 3. / Полученную смесь 11 засыпали в полость 3. Верхний зазор полости заварили обычным швом 12 с оставлением в нем незаваренных щелей для прохода бронзы. В верхнюю часть полости поместили литник 13 бронзы ОЦС 5-5:2 весом 2500 г. После чего форму закрыли крышкой 4 с шариковым клапаном 6 диаметром 5 мм и заварили вакуум-плотным швом 14. Подготовленные заготовки в количестве 100 штук поместили в нагревательную печь в строго вертикальном положении; нагрели до температуры 1150°С со скоростью 100°С/час, выдерживали при 700 ´ 1 этой температуре из расчета 1 мин на 10 мм длины формы: Т в = = 70 мин . При этом жидкая бронза 10 перетекала из верхней части формы в нижнюю, смачивала поверхность полости, шарики дроби и обволакивала кристаллы графита. После охлаждения печи до 600°С с последующим охлаждением на воздухе, заготовки подвергли механической обработке. С одной садки получили 1000 штук подшипников-втулок скольжения. Соединение матричного сплава со стальной основой и с шариками дроби наполнителя было хорошее. Втулки подвергли закалке до твердости дроби наполнителя HRC ³ 60, запрессовали в ролики цепей разливочных машин доменного цеха и установили для эксплуатации. Срок службы их повысился по сравнению с роликами из стали 110Г13Л в 2 раза. Пример 2. Для изготовления биметаллического подшипника-вкладыша ролика рольганга перед нагревательными печами прокатных станов, изображенного на фиг. 3, состоящего из стальной основы и антифрикционного слоя изготовили заготовку, изображенную на фиг. 4. Так как для изготовления формы, приведенной в примере 1 для данного подшипника стандартные цилиндрические трубы не имеют соответствующи х размеров ее изготовили путем сплющивания под молотом в нагретом виде через шаблонпрокладку цилиндрической трубы O57 ´ 3,5 мм . При этом получили трубу, состоящую из плоской части сечением / 80 х 14 х 3,5 м (ширина 80 мм, высота 14 мм, толщина стенки 3,5 мм), длиной 980 мм и цилиндрической части длиной 150 мм. Плоский торец трубы заварили вакуумплотным швом 3, затем нижнюю полость заполнили флюсами 4 и смесью 5 наполнителя с твердой смазкой и тонкодисперсным порошком матричного сплава (как в примере 1). После этого цилиндрическую часть формы нагрели в месте перехода к плоской части и изогнули под углом 105-110° к ней; заложили в нее литник 6 бронзы ОЦН-10-2-1,5 весом 2000 г из расчета; объем матричного сплава равен 0,5 объема полости формы, заполненной наполнителем и твердой смазкой. Форму закрыли крышкой 7 с шариковым клапаном 8 и заварили вакуумплотным швом 9. Заготовки поместили в нагревательную печь на поддоне 10 с наклоном к горизонтальной плоскости под углом 10-15°. Вертикальная установка заготовок, в данном случае, не допустима, так как при толщине стенки трубы 3,5 мм их раздует весом бронзы. После нагрева до температуры 1150°С, выдержки 1 час. и охлаждения с печью до 600°С, с последующим охлаждением на воздухе, заготовки разрезали ножницами на равные части. Полученные биметаллические пластины нагрели до температуры 850°С и изогнули на требуемый радиус. Разрушений пластин не было. Пластины установили в корпус подшипника, сварили дуговой сваркой и расточили в заданный размер. Соединение матричного сплава со стальной основой и с наполнителем было хорошее. Подшипники подвергли закалке до твердости наполнения HRC ³ 60. Срок службы таких подшипников, установленных на роликах рольгангов перед нагревательными печами стана 2800 вместо подшипниковкачения повысился в 2-3 раза и составил более 7 месяцев. Предложенный способ изготовления биметаллического подшипника скольжения обеспечивает повышение срока службы узлов трения, работающих в условиях ограниченной смазки и воздействия агрессивной среды.
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of production of bimetallic sliding bearing
Автори англійськоюTrakshynskyi Roman Borysovych, Trakshynskyi Borys Romanovych, Soloviov Volodymyr Andriiovych, Trakshynskyi Yakiv Romanovych
Назва патенту російськоюСпособ изготовления биметаллического подшипника скольжения
Автори російськоюТракшинский Роман Борисович, Тракшинский Борис Романович, Соловьев Владимир Андреевич, Тракшинский Яков Романович
МПК / Мітки
МПК: B22D 19/08
Мітки: підшипника, ковзання, спосіб, біметалічного, виготовлення
Код посилання
<a href="https://ua.patents.su/4-4066-sposib-vigotovlennya-bimetalichnogo-pidshipnika-kovzannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення біметалічного підшипника ковзання</a>
Підшипник ковзання та спосіб його виготовлення
Номер патенту: 556
Опубліковано: 15.12.1993
Автори: Благута Оксана Анатоліївна, Благута Анатолій Олександрович, Винокуров Юрій Олександрович
МПК: F16C 32/04, F16C 33/00
Мітки: підшипник, ковзання, виготовлення, спосіб
Формула / Реферат:
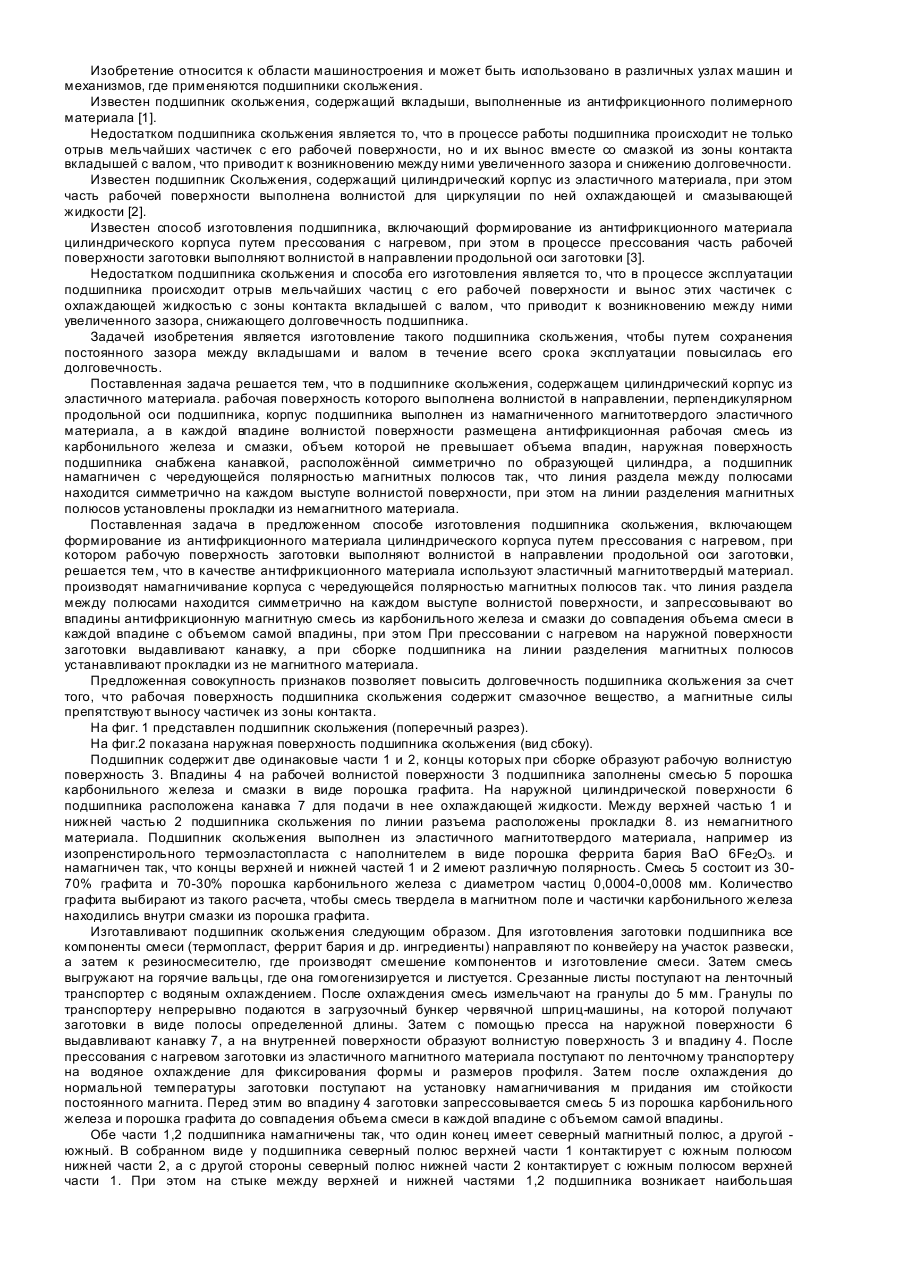
1. Подшипник скольжения, содержащий цилиндрический корпус из эластичного материала. рабочая поверхность которого выполнена волнистой в направлении, перпендикулярном продольной оси подшипника, отличающийся тем, что корпус подшипника выполнен из намагниченного магнитотвердого эластичного материала, а в каждой впадине волнистой поверхности размещена антифрикционная рабочая смесь из карбонильного железа и смазки, объем которой не превышает объема...
Спосіб збирання безсепараторного підшипника
Номер патенту: 2824
Опубліковано: 26.12.1994
Автор: Ізосімов Михайло Юхимович
МПК: F16C 43/00
Мітки: спосіб, безсепараторного, підшипника, збирання
Формула / Реферат:
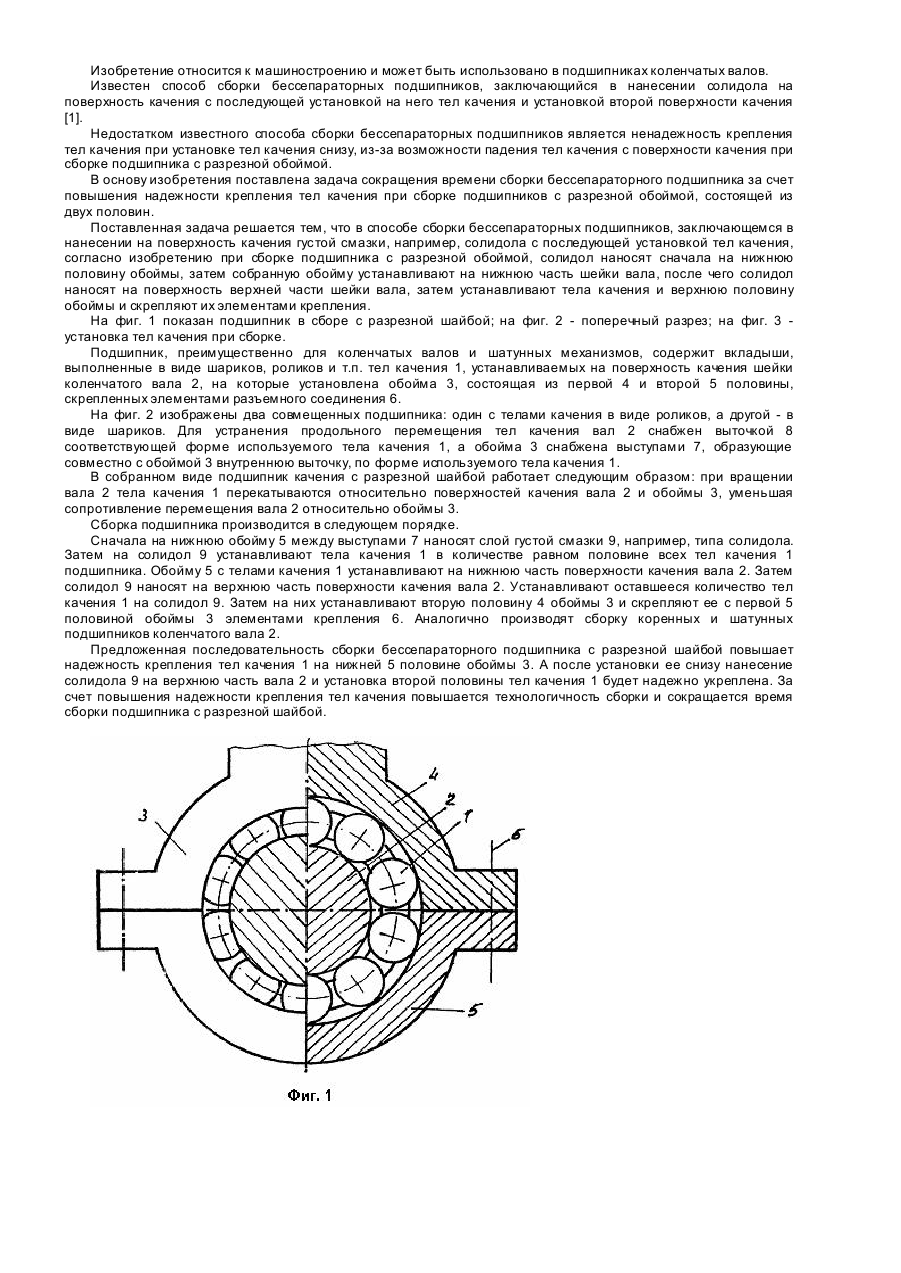
Способ сборки бессепараторного подшипника, заключающийся в нанесении на поверхности качения солидола с последующей установкой тел качения, отличающийся тем, что при сборке подшипников с разрезной обоймой солидол наносят сначала на нижнюю половину обоймы, затем собранную обойму устанавливают на нижнюю часть шейки вала, после чего солидол наносят на поверхность верхней части шейки вала, затем устанавливают тела качения и верхнюю половину обоймы...
Підшипник ковзання для заглибного електродвигуна
Номер патенту: 3330
Опубліковано: 27.12.1994
Автори: Гребень Андрій Маркович, Смишляєв Валерій Ардальонович, Курилов Генадій Васильович, Дроздов Юрій Миколайович, Толмачова Тетяна Іванівна
МПК: F16C 17/02
Мітки: електродвигуна, підшипник, ковзання, заглибного
Формула / Реферат:
Подшипник скольжения для погружного электродвигателя, содержащий втулку и корпус с аксиальными каналами для подвода смазки, выполненными на равном угловом расстоянии друг относительно друга, отличающийся тем, что на внутренней и внешней цилиндрических поверхностях корпуса выполнено по три канала с соотношением угловых размеров каналов, выполненных на внутренней поверхности корпуса к угловым размерам каналов, выполненных на внешней поверхности...
Спосіб виготовлення попередньо напруженого стика залізобетонних елементів
Номер патенту: 1982
Опубліковано: 20.12.1994
Автори: Гнідець Богдан Григорович, Завадяк Павло Петрович, Кавацюк Ігор Дмитрович, Щеглюк Мирон Романович
МПК: E04B 1/38
Мітки: залізобетонних, спосіб, стика, напруженого, елементів, попередньо, виготовлення
Формула / Реферат:
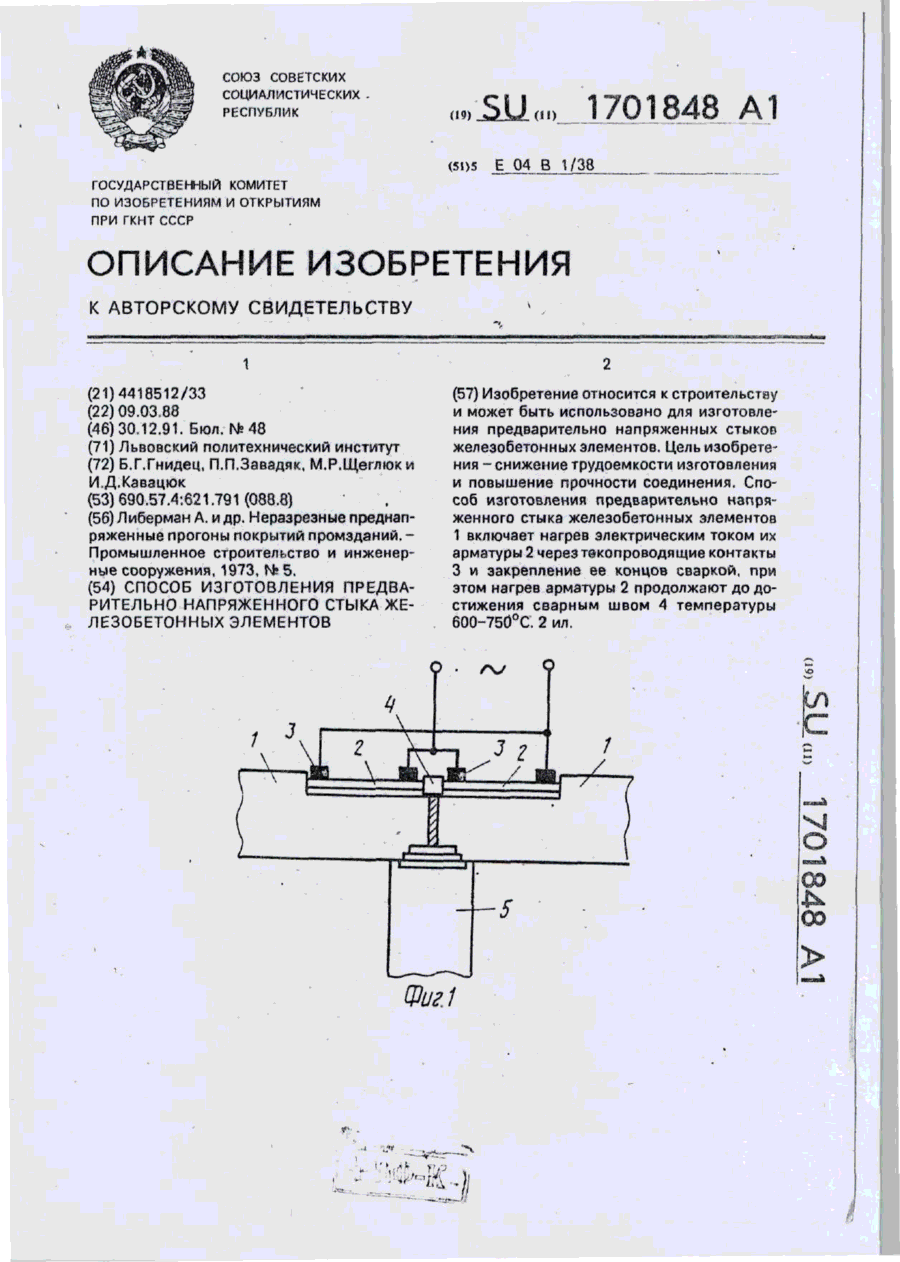
Способ изготовления предварительно напряженного стыка железобетонных элементов, включающий нагрев электрическим током арматуры и закрепления ее концов, отличающийся тем, что, с целью снижения трудоемкости изготовления и повышения прочности соединения, закрепление концов арматуры производят сваркой, а нагрев арматуры продолжают до достижения сварным швом температуры 600—750 °C.
Спосіб виготовлення біметалевих виливок

Номер патенту: 735
Опубліковано: 15.12.1993
Автори: Кельвіч Володимир Тихонович, Конопатський Василь Леонідович, Завілінський Анатолій Володимирович, Костенко Георгій Дмитрович
МПК: B22D 19/00
Мітки: виливок, виготовлення, біметалевих, спосіб
Формула / Реферат:
(57) Способ изготовления биметаллических отливок, включающий нагрев заготовки под слоем синтетического шлака, перенос и простановку заготовки в литейную форму и заливку в нее металла наплавляемого слоя, отличающийся тем, что, с целью улучшения качества соединения слоев металлов и стабилизации температурного режима процесса, перенос нагретой заготовки от источника нагрева до литейной формы осуществляют в экранирующем кожухе.
Попередній патент: Спосіб формування газової опори прецизійного пристрою і опора прецизійного пристрою, яка його реалізує
Наступний патент: Пристрій для герметизації внутрішньотрубного простору колони насосно-компресорних труб, які спускають у свердловину під тиском
Випадковий патент: Крем для профiлактичного i лiкувального масажу при остеохондрозах i полiартритi