Комбінована деформуючо-різальна протяжка
Номер патенту: 89326
Опубліковано: 10.04.2014
Автори: Паладійчук Юрій Богданович, Будяк Руслан Володимирович, Посвятенко Едуард Карпович, Посвятенко Наталія Іванівна


Формула / Реферат
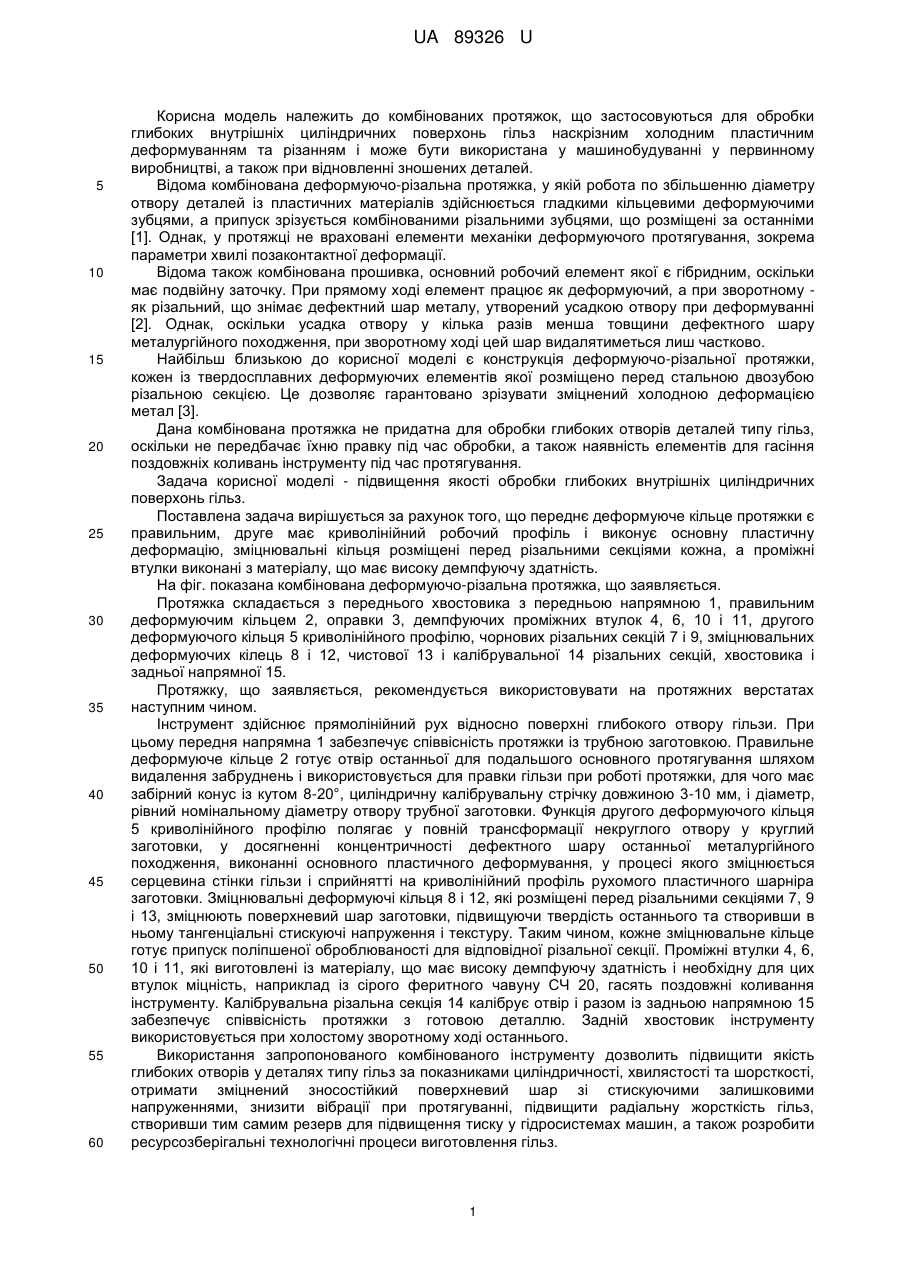
Комбінована деформуючо-різальна протяжка для обробки глибоких отворів у деталях типу гільз, яка містить оправку з розміщеними на ній деформуючими кільцями, різальними секціями та проміжними втулками, виконану як одне ціле з чистовою і калібрувальною секціями, задньою напрямною і заднім хвостовиком, а також передній хвостовик з передньою напрямною, яка відрізняється тим, що переднє деформуюче кільце є правильним, має забірний конус із кутом 8-20°, циліндричну калібрувальну стрічку довжиною 3-10 мм і діаметр, рівний номінальному діаметру отвору трубної заготовки, друге деформуюче кільце має робочий криволінійний профіль, який узгоджується з хвилею позаконтактної деформації, замикає на собі пластичний шарнір, трансформує некруглий отвір заготовки у круглий, виконує роботу з досягнення концентричності дефектного шару і основну пластичну деформацію та зміцнення серцевини стінки останньої, зміцнюючи кільця, які розміщені перед різальними секціями кожне, підвищують твердість, створюють текстуру та тангенціальні стискуючі напруження у поверхневому шарі заготовки, а проміжні втулки виконані із матеріалу, що має високу демпфуючу здатність.
Текст
Реферат: UA 89326 U UA 89326 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до комбінованих протяжок, що застосовуються для обробки глибоких внутрішніх циліндричних поверхонь гільз наскрізним холодним пластичним деформуванням та різанням і може бути використана у машинобудуванні у первинному виробництві, а також при відновленні зношених деталей. Відома комбінована деформуючо-різальна протяжка, у якій робота по збільшенню діаметру отвору деталей із пластичних матеріалів здійснюється гладкими кільцевими деформуючими зубцями, а припуск зрізується комбінованими різальними зубцями, що розміщені за останніми [1]. Однак, у протяжці не враховані елементи механіки деформуючого протягування, зокрема параметри хвилі позаконтактної деформації. Відома також комбінована прошивка, основний робочий елемент якої є гібридним, оскільки має подвійну заточку. При прямому ході елемент працює як деформуючий, а при зворотному як різальний, що знімає дефектний шар металу, утворений усадкою отвору при деформуванні [2]. Однак, оскільки усадка отвору у кілька разів менша товщини дефектного шару металургійного походження, при зворотному ході цей шар видалятиметься лиш частково. Найбільш близькою до корисної моделі є конструкція деформуючо-різальної протяжки, кожен із твердосплавних деформуючих елементів якої розміщено перед стальною двозубою різальною секцією. Це дозволяє гарантовано зрізувати зміцнений холодною деформацією метал [3]. Дана комбінована протяжка не придатна для обробки глибоких отворів деталей типу гільз, оскільки не передбачає їхню правку під час обробки, а також наявність елементів для гасіння поздовжніх коливань інструменту під час протягування. Задача корисної моделі - підвищення якості обробки глибоких внутрішніх циліндричних поверхонь гільз. Поставлена задача вирішується за рахунок того, що переднє деформуюче кільце протяжки є правильним, друге має криволінійний робочий профіль і виконує основну пластичну деформацію, зміцнювальні кільця розміщені перед різальними секціями кожна, а проміжні втулки виконані з матеріалу, що має високу демпфуючу здатність. На фіг. показана комбінована деформуючо-різальна протяжка, що заявляється. Протяжка складається з переднього хвостовика з передньою напрямною 1, правильним деформуючим кільцем 2, оправки 3, демпфуючих проміжних втулок 4, 6, 10 і 11, другого деформуючого кільця 5 криволінійного профілю, чорнових різальних секцій 7 і 9, зміцнювальних деформуючих кілець 8 і 12, чистової 13 і калібрувальної 14 різальних секцій, хвостовика і задньої напрямної 15. Протяжку, що заявляється, рекомендується використовувати на протяжних верстатах наступним чином. Інструмент здійснює прямолінійний рух відносно поверхні глибокого отвору гільзи. При цьому передня напрямна 1 забезпечує співвісність протяжки із трубною заготовкою. Правильне деформуюче кільце 2 готує отвір останньої для подальшого основного протягування шляхом видалення забруднень і використовується для правки гільзи при роботі протяжки, для чого має забірний конус із кутом 8-20°, циліндричну калібрувальну стрічку довжиною 3-10 мм, і діаметр, рівний номінальному діаметру отвору трубної заготовки. Функція другого деформуючого кільця 5 криволінійного профілю полягає у повній трансформації некруглого отвору у круглий заготовки, у досягненні концентричності дефектного шару останньої металургійного походження, виконанні основного пластичного деформування, у процесі якого зміцнюється серцевина стінки гільзи і сприйнятті на криволінійний профіль рухомого пластичного шарніра заготовки. Зміцнювальні деформуючі кільця 8 і 12, які розміщені перед різальними секціями 7, 9 і 13, зміцнюють поверхневий шар заготовки, підвищуючи твердість останнього та створивши в ньому тангенціальні стискуючі напруження і текстуру. Таким чином, кожне зміцнювальне кільце готує припуск поліпшеної оброблюваності для відповідної різальної секції. Проміжні втулки 4, 6, 10 і 11, які виготовлені із матеріалу, що має високу демпфуючу здатність і необхідну для цих втулок міцність, наприклад із сірого феритного чавуну СЧ 20, гасять поздовжні коливання інструменту. Калібрувальна різальна секція 14 калібрує отвір і разом із задньою напрямною 15 забезпечує співвісність протяжки з готовою деталлю. Задній хвостовик інструменту використовується при холостому зворотному ході останнього. Використання запропонованого комбінованого інструменту дозволить підвищити якість глибоких отворів у деталях типу гільз за показниками циліндричності, хвилястості та шорсткості, отримати зміцнений зносостійкий поверхневий шар зі стискуючими залишковими напруженнями, знизити вібрації при протягуванні, підвищити радіальну жорсткість гільз, створивши тим самим резерв для підвищення тиску у гідросистемах машин, а також розробити ресурсозберігальні технологічні процеси виготовлення гільз. 1 UA 89326 U 5 Джерела інформації: 1. Ах. 108736 СССР, МКИ В 23 D 43/02. Протяжка / М.С. Берлинер (СССР). - Опубл. 25.11.57. Бюл. № 9.-2 с.: ил. 2. А.с. 302187 СССР, МКИ В 23 D 43/02. Прошивка / Ю.Г. Проскуряков, Ю.А. Акименко, В.И. Федотов (СССР). - Опубл. 28.04.71. Бюл. № 15. - 2 с.: ил. 3. А.с. 241930 СССР, МКИ В 23 D 43/02. Протяжка для обработки отверстий / А.3. Марин, А.М. Кузнецов (СССР). - Опубл 18.04.69, Бюл. № 14.-3 с.: ил. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 20 Комбінована деформуючо-різальна протяжка для обробки глибоких отворів у деталях типу гільз, яка містить оправку з розміщеними на ній деформуючими кільцями, різальними секціями та проміжними втулками, виконану як одне ціле з чистовою і калібрувальною секціями, задньою напрямною і заднім хвостовиком, а також передній хвостовик з передньою напрямною, яка відрізняється тим, що переднє деформуюче кільце є правильним, має забірний конус із кутом 8-20°, циліндричну калібрувальну стрічку довжиною 3-10 мм і діаметр, рівний номінальному діаметру отвору трубної заготовки, друге деформуюче кільце має робочий криволінійний профіль, який узгоджується з хвилею позаконтактної деформації, замикає на собі пластичний шарнір, трансформує некруглий отвір заготовки у круглий, виконує роботу з досягнення концентричності дефектного шару і основну пластичну деформацію та зміцнення серцевини стінки останньої, зміцнюючи кільця, які розміщені перед різальними секціями кожне, підвищують твердість, створюють текстуру та тангенціальні стискуючі напруження у поверхневому шарі заготовки, а проміжні втулки виконані із матеріалу, що має високу демпфуючу здатність. Комп’ютерна верстка С. Чулій Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B23P 15/00
Мітки: комбінована, деформуючо-різальна, протяжка
Код посилання
<a href="https://ua.patents.su/4-89326-kombinovana-deformuyucho-rizalna-protyazhka.html" target="_blank" rel="follow" title="База патентів України">Комбінована деформуючо-різальна протяжка</a>
Комбінована протяжка

Номер патенту: 45379
Опубліковано: 10.11.2009
Автори: Коваленко Олександр Вікторович, Чернявський Олександр Васильович, Єрьомін Павло Миколайович
МПК: B23D 43/00
Мітки: комбінована, протяжка
Формула / Реферат:
Комбінована протяжка, що складається з деформуючих елементів і розташованих між ними двох різальних зубців, яка відрізняється тим, що один із різальних зубців зорієнтований за напрямком прямого руху інструмента, а другий - зворотного, при цьому другий різальний зубець має діаметр, не менший, ніж діаметр останнього деформуючого елемента.
Гвинтова протяжка
Номер патенту: 53261
Опубліковано: 27.09.2010
Автори: Дзюра Володимир Олексійович, Гевко Ігор Богданович, Гевко Богдан Матвійович, Шевчук Оксана Степанівна
МПК: B23D 43/00
Формула / Реферат:
Гвинтова протяжка, що виконана у вигляді оправки з зовнішньою шліцьовою поверхнею, яка є у взаємодії з окремими різальними секціями протяжки, установчих і кріпильних елементів, яка відрізняється тим, що різальні частини виконані з зовнішньо гвинтовою різальною поверхнею з заданим кроком, шириною і заданим підйомом на один зуб і є взаємозамінні, причому перша секція є забірною, друга і третя - різальними, а четверта - калібрувальною, перша...
Протяжка для швидкісної обробки
Номер патенту: 26876
Опубліковано: 10.10.2007
Автор: Осадчий Олександр Васильович
МПК: B23D 43/00
Мітки: швидкісної, обробки, протяжка
Формула / Реферат:
Протяжка для швидкісної обробки, що містить чистові й калібрувальні зуби, яка відрізняється тим, що перший калібрувальний зуб виконаний зі стружкороздільними канавками.
Збірна протяжка
Номер патенту: 59351
Опубліковано: 10.05.2011
Автори: Юрчишин Оксана Ярославівна, Кожухар Віктор Валерійович
МПК: B23D 43/00
Формула / Реферат:
Збірна протяжка для обробки отворів, що містить хвостову і направляючу частини та збірну ріжучу частину, яка відрізняється тим, що механічно закріплена на корпусі збірна ріжуча частина складається з основи зуба, в яку встановлюється різальний елемент та механічно підтискається до попередньої ланки.
Збірна протяжка
Номер патенту: 52159
Опубліковано: 16.12.2002
Автори: Матюха Петро Григорович, Абросімов Павло Анатолійович
МПК: B23D 43/00
Формула / Реферат:
Збірна протяжка, до складу якої входять жорстко закріплені на корпусі призматичної форми різальні елементи, на одному із торців кожного різального елементу виконана глуха розточка з діаметром, який перевищує діаметр кола, яке є описаним відносно до поперечного перерізу корпуса, а на протилежному торці кожного різального елементу виконані паралельно граням призми прямокутні пази, перехрестя котрих утворюють отвір, яка відрізняється тим, що...
Попередній патент: Спосіб утилізації ламінованої паперової упаковки
Наступний патент: Спосіб визначення стану агресивності бактеріальної флори у хворих на гостру тонкокишкову непрохідність, як фактор інтенсифікації ендотоксикозу
Випадковий патент: Спосіб отримання композита