Спосіб зміцнення поверхні
Формула / Реферат
Спосіб зміцнення поверхні, який включає термофрикційну обробку обертальним інструментом, який відрізняється тим, що як обертальний інструмент використовують набірний металевий диск з двома робочими зміцнювальними частинами, виконаний у формі двотавра в поперечному перерізі з двосторонньою фіксацією його складових частин та з перемінним проміжком між робочими зміцнювальними частинами диска, який забезпечується калібрувальними вставками меншого діаметра, при цьому обробку проводять одночасно двома робочими частинами диска з величиною проміжку між ними, меншою або рівною 1/2 ширини поверхні, яка зміцнюється за один прохід цього інструмента-диска.
Текст
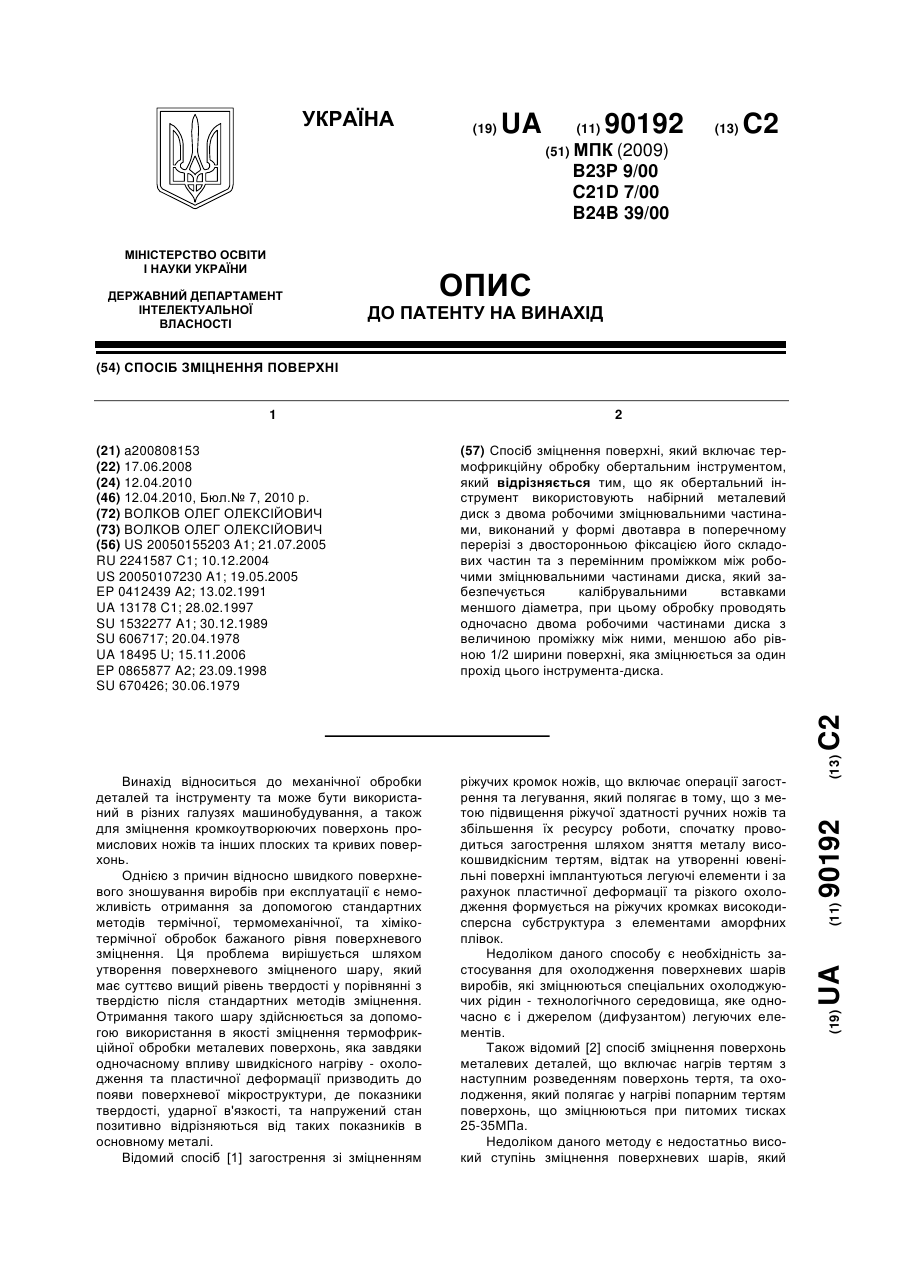
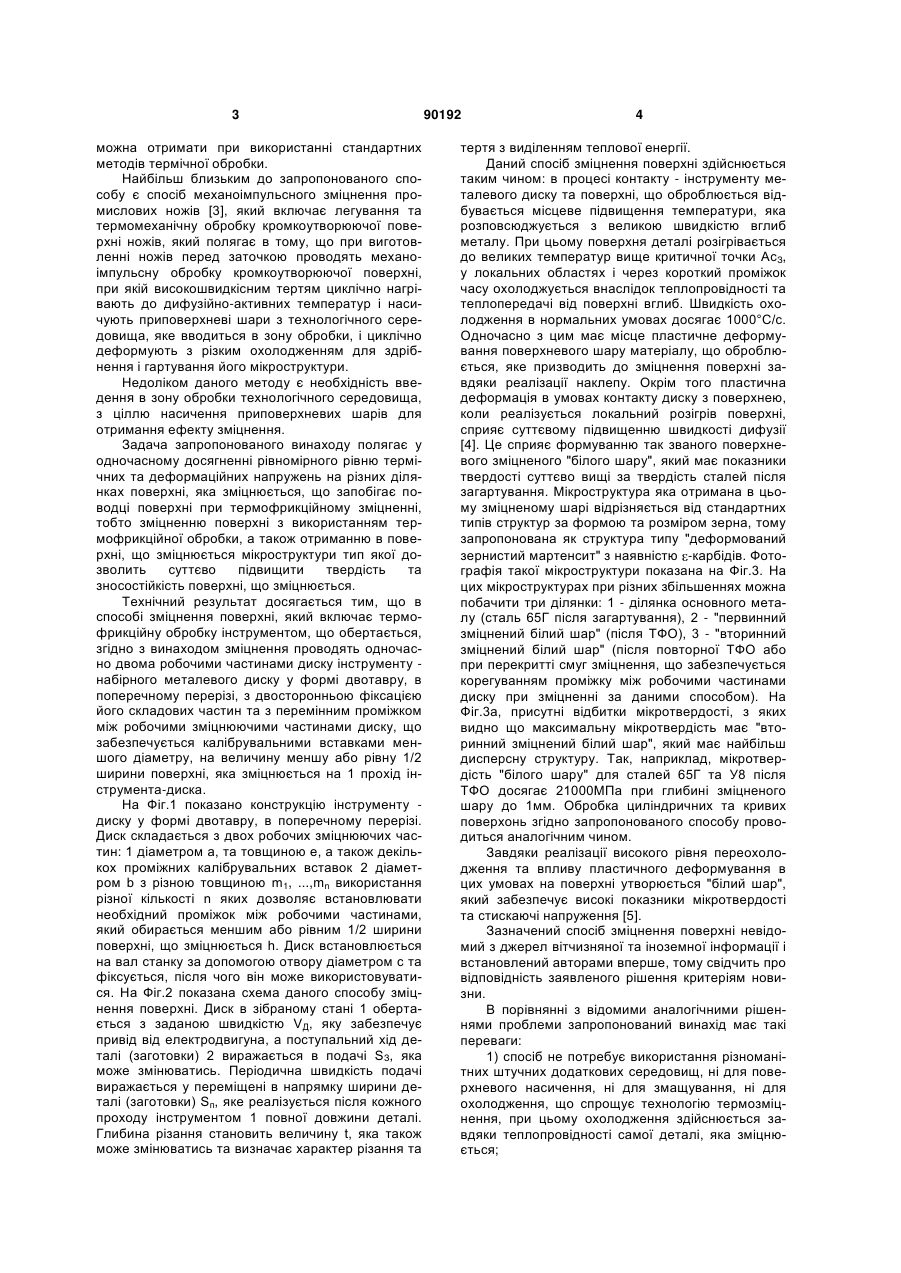
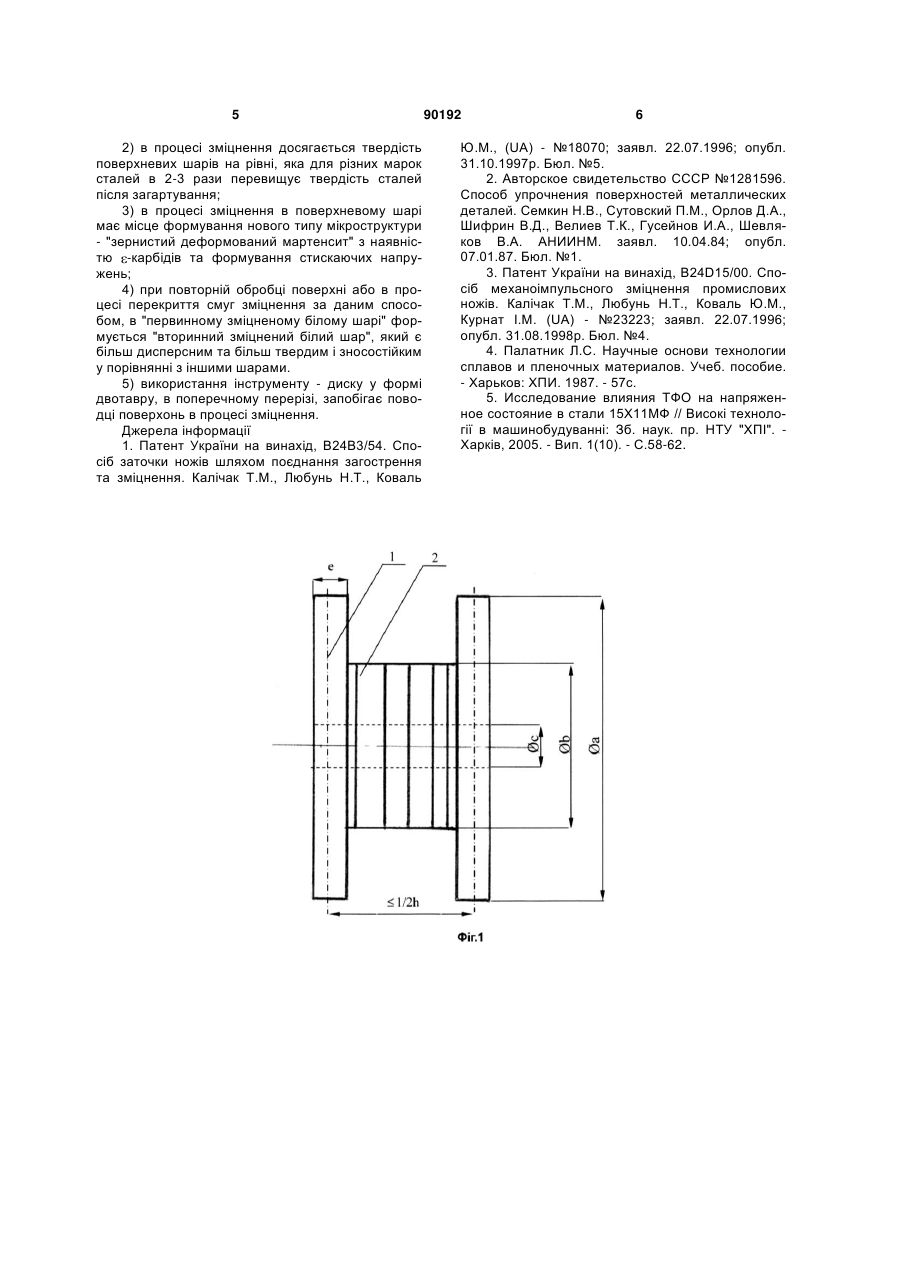
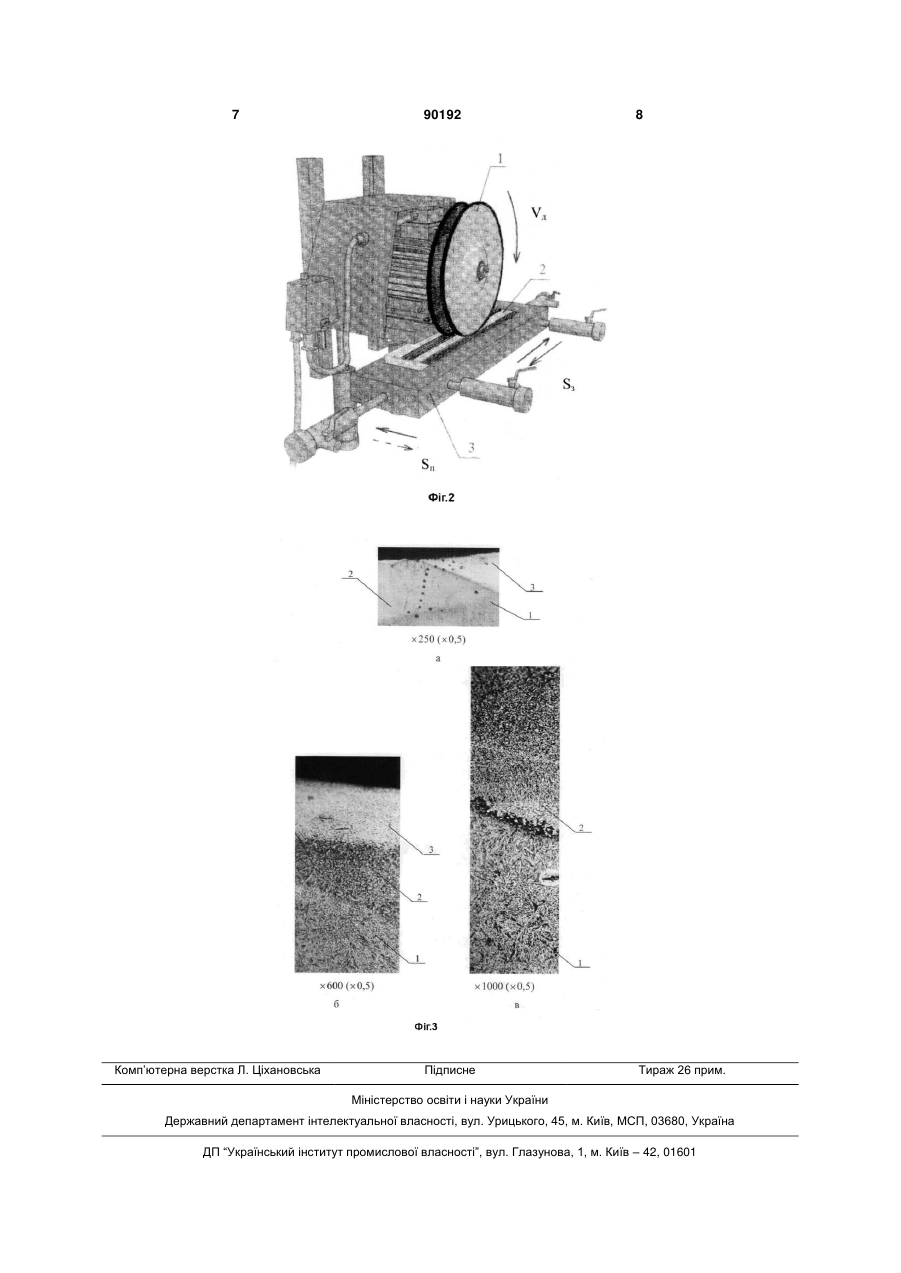
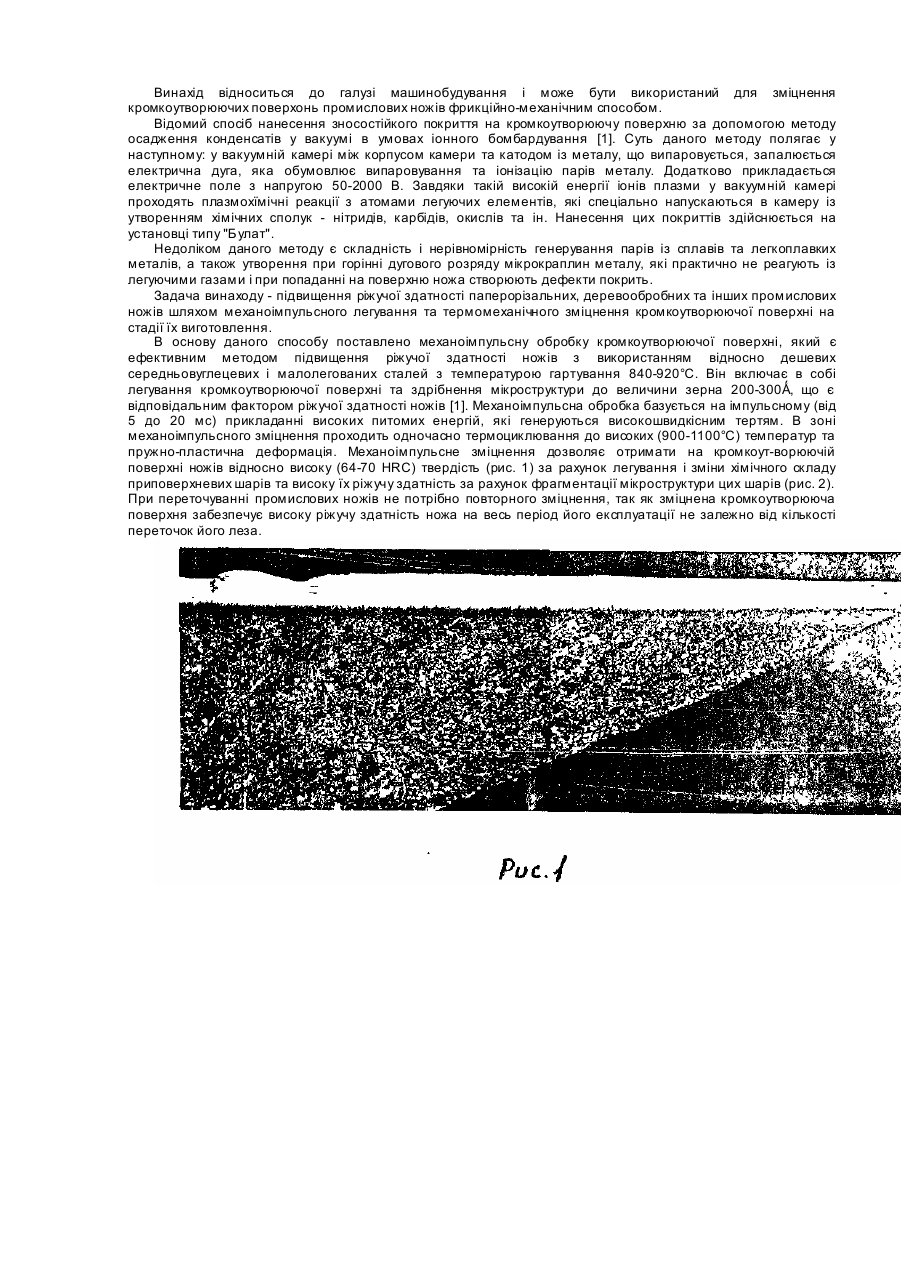
Спосіб зміцнення поверхні, який включає термофрикційну обробку обертальним інструментом, який відрізняється тим, що як обертальний інструмент використовують набірний металевий диск з двома робочими зміцнювальними частинами, виконаний у формі двотавра в поперечному перерізі з двосторонньою фіксацією його складових частин та з перемінним проміжком між робочими зміцнювальними частинами диска, який забезпечується калібрувальними вставками меншого діаметра, при цьому обробку проводять одночасно двома робочими частинами диска з величиною проміжку між ними, меншою або рівною 1/2 ширини поверхні, яка зміцнюється за один прохід цього інструмента-диска. Винахід відноситься до механічної обробки деталей та інструменту та може бути використаний в різних галузях машинобудування, а також для зміцнення кромкоутворюючих поверхонь промислових ножів та інших плоских та кривих поверхонь. Однією з причин відносно швидкого поверхневого зношування виробів при експлуатації є неможливість отримання за допомогою стандартних методів термічної, термомеханічної, та хімікотермічної обробок бажаного рівня поверхневого зміцнення. Ця проблема вирішується шляхом утворення поверхневого зміцненого шару, який має суттєво вищий рівень твердості у порівнянні з твердістю після стандартних методів зміцнення. Отримання такого шару здійснюється за допомогою використання в якості зміцнення термофрикційної обробки металевих поверхонь, яка завдяки одночасному впливу швидкісного нагріву - охолодження та пластичної деформації призводить до появи поверхневої мікроструктури, де показники твердості, ударної в'язкості, та напружений стан позитивно відрізняються від таких показників в основному металі. Відомий спосіб [1] загострення зі зміцненням ріжучих кромок ножів, що включає операції загострення та легування, який полягає в тому, що з метою підвищення ріжучої здатності ручних ножів та збільшення їх ресурсу роботи, спочатку проводиться загострення шляхом зняття металу високошвидкісним тертям, відтак на утворенні ювенільні поверхні імплантуються легуючі елементи і за рахунок пластичної деформації та різкого охолодження формується на ріжучих кромках високодисперсна субструктура з елементами аморфних плівок. Недоліком даного способу є необхідність застосування для охолодження поверхневих шарів виробів, які зміцнюються спеціальних охолоджуючих рідин - технологічного середовища, яке одночасно є і джерелом (дифузантом) легуючих елементів. Також відомий [2] спосіб зміцнення поверхонь металевих деталей, що включає нагрів тертям з наступним розведенням поверхонь тертя, та охолодження, який полягає у нагріві попарним тертям поверхонь, що зміцнюються при питомих тисках 25-35МПа. Недоліком даного методу є недостатньо високий ступінь зміцнення поверхневих шарів, який (19) UA (11) 90192 (13) C2 (21) a200808153 (22) 17.06.2008 (24) 12.04.2010 (46) 12.04.2010, Бюл.№ 7, 2010 р. (72) ВОЛКОВ ОЛЕГ ОЛЕКСІЙОВИЧ (73) ВОЛКОВ ОЛЕГ ОЛЕКСІЙОВИЧ (56) US 20050155203 A1; 21.07.2005 RU 2241587 C1; 10.12.2004 US 20050107230 A1; 19.05.2005 EP 0412439 A2; 13.02.1991 UA 13178 C1; 28.02.1997 SU 1532277 A1; 30.12.1989 SU 606717; 20.04.1978 UA 18495 U; 15.11.2006 EP 0865877 A2; 23.09.1998 SU 670426; 30.06.1979 3 можна отримати при використанні стандартних методів термічної обробки. Найбільш близьким до запропонованого способу є спосіб механоімпульсного зміцнення промислових ножів [3], який включає легування та термомеханічну обробку кромкоутворюючої поверхні ножів, який полягає в тому, що при виготовленні ножів перед заточкою проводять механоімпульсну обробку кромкоутворюючої поверхні, при якій високошвидкісним тертям циклічно нагрівають до дифузійно-активних температур і насичують приповерхневі шари з технологічного середовища, яке вводиться в зону обробки, і циклічно деформують з різким охолодженням для здрібнення і гартування його мікроструктури. Недоліком даного методу є необхідність введення в зону обробки технологічного середовища, з ціллю насичення приповерхневих шарів для отримання ефекту зміцнення. Задача запропонованого винаходу полягає у одночасному досягненні рівномірного рівню термічних та деформаційних напружень на різних ділянках поверхні, яка зміцнюється, що запобігає поводці поверхні при термофрикційному зміцненні, тобто зміцненню поверхні з використанням термофрикційної обробки, а також отриманню в поверхні, що зміцнюється мікроструктури тип якої дозволить суттєво підвищити твердість та зносостійкість поверхні, що зміцнюється. Технічний результат досягається тим, що в способі зміцнення поверхні, який включає термофрикційну обробку інструментом, що обертається, згідно з винаходом зміцнення проводять одночасно двома робочими частинами диску інструменту набірного металевого диску у формі двотавру, в поперечному перерізі, з двосторонньою фіксацією його складових частин та з перемінним проміжком між робочими зміцнюючими частинами диску, що забезпечується калібрувальними вставками меншого діаметру, на величину меншу або рівну 1/2 ширини поверхні, яка зміцнюється на 1 прохід інструмента-диска. На Фіг.1 показано конструкцію інструменту диску у формі двотавру, в поперечному перерізі. Диск складається з двох робочих зміцнюючих частин: 1 діаметром а, та товщиною е, а також декількох проміжних калібрувальних вставок 2 діаметром b з різною товщиною m1, ...,mn використання різної кількості n яких дозволяє встановлювати необхідний проміжок між робочими частинами, який обирається меншим або рівним 1/2 ширини поверхні, що зміцнюється h. Диск встановлюється на вал станку за допомогою отвору діаметром с та фіксується, після чого він може використовуватися. На Фіг.2 показана схема даного способу зміцнення поверхні. Диск в зібраному стані 1 обертається з заданою швидкістю VД, яку забезпечує привід від електродвигуна, а поступальний хід деталі (заготовки) 2 виражається в подачі SЗ, яка може змінюватись. Періодична швидкість подачі виражається у переміщені в напрямку ширини деталі (заготовки) Sп, яке реалізується після кожного проходу інструментом 1 повної довжини деталі. Глибина різання становить величину t, яка також може змінюватись та визначає характер різання та 90192 4 тертя з виділенням теплової енергії. Даний спосіб зміцнення поверхні здійснюється таким чином: в процесі контакту - інструменту металевого диску та поверхні, що оброблюється відбувається місцеве підвищення температури, яка розповсюджується з великою швидкістю вглиб металу. При цьому поверхня деталі розігрівається до великих температур вище критичної точки АсЗ, у локальних областях і через короткий проміжок часу охолоджується внаслідок теплопровідності та теплопередачі від поверхні вглиб. Швидкість охолодження в нормальних умовах досягає 1000°С/с. Одночасно з цим має місце пластичне деформування поверхневого шару матеріалу, що оброблюється, яке призводить до зміцнення поверхні завдяки реалізації наклепу. Окрім того пластична деформація в умовах контакту диску з поверхнею, коли реалізується локальний розігрів поверхні, сприяє суттєвому підвищенню швидкості дифузії [4]. Це сприяє формуванню так званого поверхневого зміцненого "білого шару", який має показники твердості суттєво вищі за твердість сталей після загартування. Мікроструктура яка отримана в цьому зміцненому шарі відрізняється від стандартних типів структур за формою та розміром зерна, тому запропонована як структура типу "деформований зернистий мартенсит" з наявністю -карбідів. Фотографія такої мікроструктури показана на Фіг.3. На цих мікроструктурах при різних збільшеннях можна побачити три ділянки: 1 - ділянка основного металу (сталь 65Г після загартування), 2 - "первинний зміцнений білий шар" (після ТФО), 3 - "вторинний зміцнений білий шар" (після повторної ТФО або при перекритті смуг зміцнення, що забезпечується корегуванням проміжку між робочими частинами диску при зміцненні за даними способом). На Фіг.3а, присутні відбитки мікротвердості, з яких видно що максимальну мікротвердість має "вторинний зміцнений білий шар", який має найбільш дисперсну структуру. Так, наприклад, мікротвердість "білого шару" для сталей 65Г та У8 після ТФО досягає 21000МПа при глибині зміцненого шару до 1мм. Обробка циліндричних та кривих поверхонь згідно запропонованого способу проводиться аналогічним чином. Завдяки реалізації високого рівня переохолодження та впливу пластичного деформування в цих умовах на поверхні утворюється "білий шар", який забезпечує високі показники мікротвердості та стискаючі напруження [5]. Зазначений спосіб зміцнення поверхні невідомий з джерел вітчизняної та іноземної інформації і встановлений авторами вперше, тому свідчить про відповідність заявленого рішення критеріям новизни. В порівнянні з відомими аналогічними рішеннями проблеми запропонований винахід має такі переваги: 1) спосіб не потребує використання різноманітних штучних додаткових середовищ, ні для поверхневого насичення, ні для змащування, ні для охолодження, що спрощує технологію термозміцнення, при цьому охолодження здійснюється завдяки теплопровідності самої деталі, яка зміцнюється; 5 2) в процесі зміцнення досягається твердість поверхневих шарів на рівні, яка для різних марок сталей в 2-3 рази перевищує твердість сталей після загартування; 3) в процесі зміцнення в поверхневому шарі має місце формування нового типу мікроструктури - "зернистий деформований мартенсит" з наявністю -карбідів та формування стискаючих напружень; 4) при повторній обробці поверхні або в процесі перекриття смуг зміцнення за даним способом, в "первинному зміцненому білому шарі" формується "вторинний зміцнений білий шар", який є більш дисперсним та більш твердим і зносостійким у порівнянні з іншими шарами. 5) використання інструменту - диску у формі двотавру, в поперечному перерізі, запобігає поводці поверхонь в процесі зміцнення. Джерела інформації 1. Патент України на винахід, В24В3/54. Спосіб заточки ножів шляхом поєднання загострення та зміцнення. Калічак Т.М., Любунь Н.Т., Коваль 90192 6 Ю.М., (UA) - №18070; заявл. 22.07.1996; опубл. 31.10.1997р. Бюл. №5. 2. Авторское свидетельство СССР №1281596. Способ упрочнения поверхностей металлических деталей. Семкин Н.В., Сутовский П.М., Орлов Д.А., Шифрин В.Д., Велиев Т.К., Гусейнов И.А., Шевляков В.А. АНИИНМ. заявл. 10.04.84; опубл. 07.01.87. Бюл. №1. 3. Патент України на винахід, В24D15/00. Спосіб механоімпульсного зміцнення промислових ножів. Калічак Т.М., Любунь Н.Т., Коваль Ю.М., Курнат І.М. (UA) - №23223; заявл. 22.07.1996; опубл. 31.08.1998р. Бюл. №4. 4. Палатник Л.С. Научные основи технологии сплавов и пленочных материалов. Учеб. пособие. - Харьков: ХПИ. 1987. - 57с. 5. Исследование влияния ТФО на напряженное состояние в стали 15X11МФ // Високі технології в машинобудуванні: Зб. наук. пр. НТУ "ХПІ". Харків, 2005. - Вип. 1(10). - С.58-62. 7 Комп’ютерна верстка Л. Ціхановська 90192 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of surface hardening
Автори англійськоюVolkov Oleh Oleksiiovych
Назва патенту російськоюСпособ упрочнения поверхности
Автори російськоюВолков Олег Алексеевич
МПК / Мітки
МПК: B23P 9/00, B24B 39/00, C21D 7/00
Мітки: зміцнення, поверхні, спосіб
Код посилання
<a href="https://ua.patents.su/4-90192-sposib-zmicnennya-poverkhni.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення поверхні</a>
Спосіб зміцнення поверхні
Номер патенту: 37777
Опубліковано: 10.12.2008
Автор: Волков Олег Олексійович
МПК: B23P 9/00
Мітки: поверхні, зміцнення, спосіб
Формула / Реферат:
Спосіб зміцнення поверхні, який включає термофрикційну обробку інструментом, що обертається, який відрізняється тим, що обробку проводять навперемінно у двох протилежних напрямках, з паралельним та перпендикулярним або сумісним напрямками руху поверхні, що зміцнюється, відносно інструмента, що обертається, з перекриттям смуг зміцнення на величину, меншу або рівну ширині інструмента, що обертається.
Спосіб зміцнення та шліфування поверхні
Номер патенту: 90191
Опубліковано: 12.04.2010
Автори: Волков Олег Олексійович, Погрібний Микола Андрійович, Сизий Юрій Анатолійович
МПК: B24B 5/00, B24B 1/00, B24B 39/00, B23P 9/00
Мітки: зміцнення, спосіб, поверхні, шліфування
Формула / Реферат:
Спосіб зміцнення та шліфування поверхні, який включає термофрикційну обробку поверхні обертальним інструментом, який відрізняється тим, що після термофрикційної обробки додатково проводять чистову шліфувальну обробку зміцнювальної поверхні при швидкості подачі зміцнювальної поверхні до обертального інструмента, не перевищуючої 200 мм/с, у співвідношенні з глибиною обробки, не перевищуючої 1/2 товщини зміцнювальної поверхні, при цьому як...
Спосіб електроіскрового зміцнення поверхні металів та сплавів
Номер патенту: 40858
Опубліковано: 27.04.2009
Автори: Бородій Юрій Петрович, Маковей Валерій Олексійович, Куріхін Віктор Сергійович
МПК: B23H 1/00
Мітки: зміцнення, електроіскрового, спосіб, сплавів, поверхні, металів
Формула / Реферат:
Спосіб електроіскрового зміцнення поверхні металів та сплавів, що включає послідовне виконання операцій електроіскрового покриття поверхні та обробки тиском, наприклад обкатуванням, який відрізняється тим, що операції виконують у послідовності, яка визначається за формулою x(kO+mE+nО), деx - кількість циклів обробки,О - умовне позначення операції обробки тиском (обкатування),Е - умовне позначення операції електроіскрового...
Спосіб зміцнення робочої поверхні гребеня та пригребеневої поверхні котіння коліс колісних пар залізничного транспорту та верстат для його здійснення
Номер патенту: 77086
Опубліковано: 16.10.2006
Автори: Шишмаков Олександр Анатолійович, Шпортенко Геннадій Пантелеймонович, Луконін Віктор Сергійович
МПК: B24B 39/00, B21H 1/00, B23Q 15/007
Мітки: спосіб, коліс, пригребеневої, зміцнення, котіння, колісних, робочої, гребеня, транспорту, залізничного, верстат, поверхні, здійснення, пар
Формула / Реферат:
l. Спосіб зміцнення робочої поверхні гребеня та пригребеневої поверхні котіння коліс колісних пар залізничного транспорту, який включає поверхневе пластичне деформування згаданих поверхонь обкочуванням вільно обертовими накочувальними роликами, який відрізняється тим, що обкочування здійснюють з плавним автоматичним змінюванням зусилля тиснення накочувального ролика на зміцнювану поверхню, причому це зусилля змінюють у відповідності з наданим...
Спосіб механоімпульсного зміцнення промислових ножів
Номер патенту: 23223
Опубліковано: 19.05.1998
Автори: Курнат Іван Миколайович, Калічак Теодор Миколайович, Коваль Юрій Мар'янович, Любунь Наталя Теодорівна
МПК: B24D 15/00
Мітки: зміцнення, спосіб, механоімпульсного, ножів, промислових
Формула / Реферат:
Спосіб механоімпульсного зміцнення промислових ножів, який включає легування та термомеханічну обробку кромкоутворюючої поверхні ножів, який відрізняється тим, що при виготовленні ножів перед заточкою проводять механоімпульсну обробку кромкоутворюючої поверхні, при якій високошвидкісним тертям циклічно нагрівають до дифузійно-активних температур і насичують приповерхневі шари з технологічного середовища, яке вводиться в зону обробки, і...
Попередній патент: Спосіб зміцнення та шліфування поверхні
Наступний патент: Спосіб видобутку газу з газогідратних покладів
Випадковий патент: Спосіб реконструктивної операції зі створенням тонкокишкового анастомозу після гастректомії за ру та включенням дванадцятипалої кишки при гострокровоточивому раку шлунка