Спосіб зміцнення робочої поверхні гребеня та пригребеневої поверхні котіння коліс колісних пар залізничного транспорту та верстат для його здійснення
Номер патенту: 77086
Опубліковано: 16.10.2006
Автори: Луконін Віктор Сергійович, Шпортенко Геннадій Пантелеймонович, Шишмаков Олександр Анатолійович
Формула / Реферат
l. Спосіб зміцнення робочої поверхні гребеня та пригребеневої поверхні котіння коліс колісних пар залізничного транспорту, який включає поверхневе пластичне деформування згаданих поверхонь обкочуванням вільно обертовими накочувальними роликами, який відрізняється тим, що обкочування здійснюють з плавним автоматичним змінюванням зусилля тиснення накочувального ролика на зміцнювану поверхню, причому це зусилля змінюють у відповідності з наданим законом змінювання й наданою глибиною зміцнення в залежності від взаємного розташування кожного накочувального ролика з окремими ділянками на траєкторії руху накочувального ролика по зміцнюваній поверхні, при цьому забезпечують перпендикулярність прикладеного до зміцнюваної поверхні вектора зусилля тиснення накочувального ролика до дотичної, проведеної до обкочувальної частини робочої поверхні колеса та прикладеної до точки дотику з профілем нормального перерізу згаданої частини у площині, на якій знаходиться вісь обертання колісної пари.
2. Верстат для зміцнення робочої поверхні гребеня та пригребеневої поверхні котіння коліс колісних пар залізничного транспорту, який містить станину з встановленими на ній рухомими привідними шпиндельними бабками для кріплення та обертання колісної пари, лівий та правий супорти, на напрямних нерухомої основи кожного з яких змонтовано каретки поздовжнього переміщення, на напрямних яких змонтовано полозки поперечного переміщення з встановленими на них поворотними навколо вертикальної осі накочувльними головками, на яких закріплені натискні гідроциліндри, на штоках яких встановлено вільно обертові накочувальні ролики, й спільну електрогідравлічну систему керування верстатом і зокрема гідроприводами переміщення кареток, полозків та повороту накочувальних головок з живленням від спільної гідростанції, який відрізняється тим, що гідравлічна частина системи керування обладнана виконаним у вигляді гідрокопіювального пристрою гідравлічним датчиком керування гідроприводами кареток поздовжнього переміщення, полозків поперечного переміщення та повороту накочувальних головок, слідкуючий щуп якого постійно жорстко притиснений з можливістю контактного переміщення до робочої поверхні встановленого на нерухомій основі супорта шаблона, профіль кривизни якої вибрано у відповідності з профілем зміцнюваної робочої поверхні гребеня та пригребеневої поверхні котіння колеса, та датчиком контролю та здійснення наданих необхідних змін зусилля тиснення накочувальних головок на зміцнювану поверхню, встановленим у гідравлічній частині системи керування, гідравлічно з'єднаним з натискними гідроциліндрами накочувальних головок та виконаним у вигляді редукційного клапана з пропорційним керуванням, слідкуючий щуп якого постійно жорстко притиснений з можливістю контактного переміщення до робочої поверхні другого встановленого на нерухомій основі супорта шаблона, профіль кривизни якої вибрано відповідно з необхідним наданим законом змін зусилля тиснення накочувальних роликів на зміцнювану поверхню при зміні тиснення в натискних гідроциліндрах накочувальних головок, а електрична частина системи керування виконана у вигляді сітки взаємозв'язаних кінцевих вимикачів, виконаних з можливістю виконання функцій у релейному режимі з відпрацюванням сигналів про початок та закінчення обробки окремих ділянок та переходів і всього робочого циклу зміцнення наданої поверхні в цілому від початкового до кінцевого пункту обкочування.
Текст
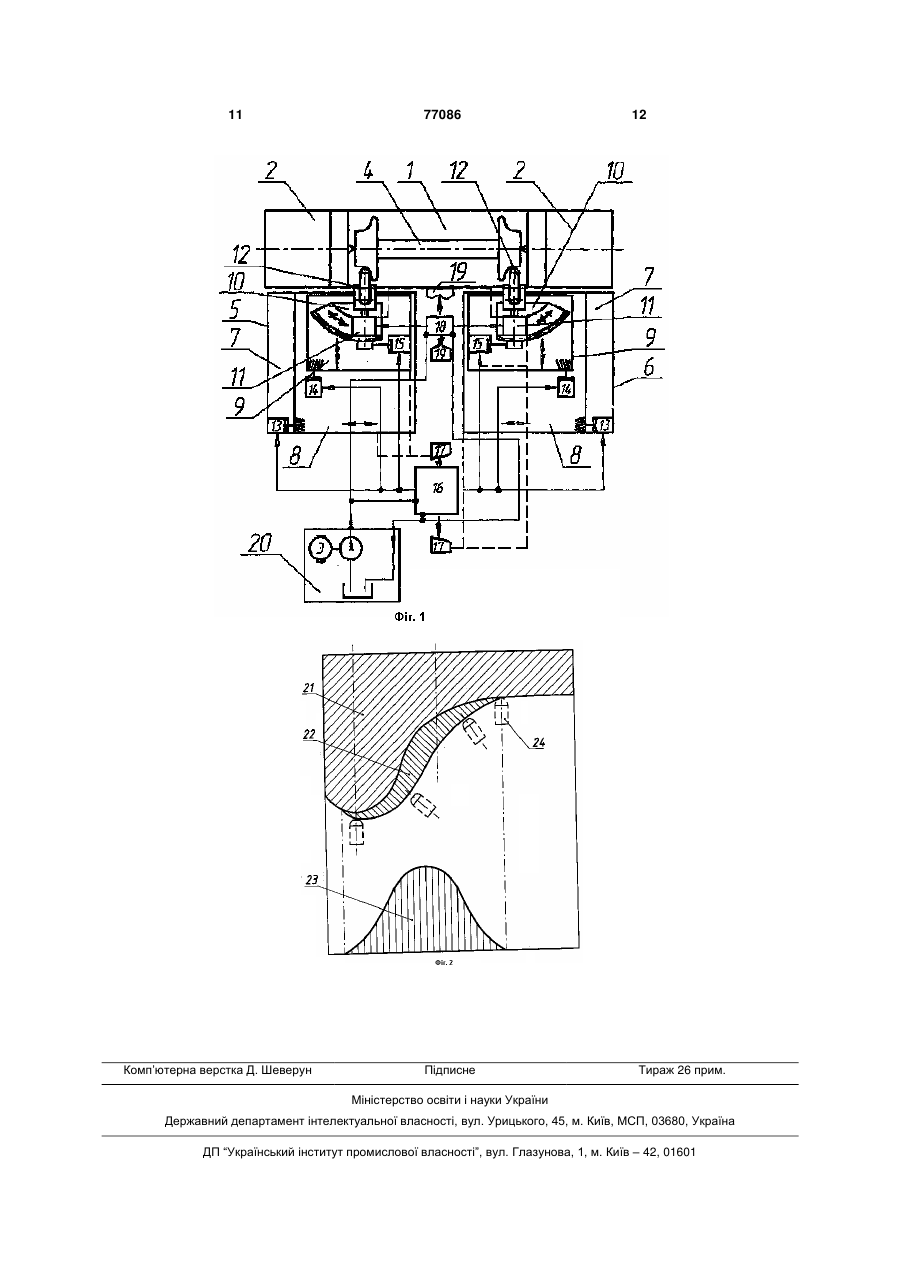
l. Спосіб зміцнення робочої поверхні гребеня та пригребеневої поверхні котіння коліс колісних пар залізничного транспорту, який включає поверхневе пластичне деформування згаданих поверхонь обкочуванням вільно обертовими накочувальними роликами, який відрізняється тим, що обкочування здійснюють з плавним автоматичним змінюванням зусилля тиснення накочувального ролика на зміцнювану поверхню, причому це зусилля змінюють у відповідності з наданим законом змінювання й наданою глибиною зміцнення в залежності від взаємного розташування кожного накочувального ролика з окремими ділянками на траєкторії руху накочувального ролика по зміцнюваній поверхні, при цьому забезпечують перпендикулярність прикладеного до зміцнюваної поверхні вектора зусилля тиснення накочувального ролика до дотичної, проведеної до обкочувальної частини робочої поверхні колеса та прикладеної до точки дотику з профілем нормального перерізу згаданої частини у площині, на якій знаходиться вісь обертання колісної пари. 2. Верстат для зміцнення робочої поверхні гребеня та пригребеневої поверхні котіння коліс колісних пар залізничного транспорту, який містить станину з встановленими на ній рухомими привідними шпиндельними бабками для кріплення та обертання колісної пари, лівий та правий супорти, на напрямних нерухомої основи кожного з яких змонтовано каретки поздовжнього переміщення, 2 (19) 1 3 Винахід належить до способів та верстатів для зміцнення зовнішніх поверхонь обертання складних фасонних конфігурацій методом поверхневого пластичного деформування обкатуванням вільно обертовими роликами, а точніше до способів та верстатів зміцнення робочих поверхонь гребенів та пригребеневих поверхонь котіння коліс колісних пар залізничного транспорту з метою підвищення їхньої стійкості проти спрацювання та довговічності, що можуть бути використані для зміцнення поверхні котіння коліс як на металургійних та вагоночи локомотивобудівних заводах при виробництві коліс колісних пар залізничного транспорту, так і у вагоно- та локомотиворемонтних депо при ремонті та відновлюванні профілю поверхні котіння коліс і колісних пар, що перебували в експлуатації, а також для зміцнення зовнішніх поверхонь обертання інших виробів складної конфігурації, де необхідно одержати різну глибину зміцнення. Відомі способи та пристрої для зміцнення зовнішньої поверхні обертання обкатуванням вільно обертовими накатувальними роликами, які приводять до зіткнення з примусово обертальною оброблювальною деталлю під тисненням. У результаті поверхневого пластичного деформування з'являється наклеп поверхневого шару та, як результат цього, виникає залишкове напруження стиснення, змінюється структура та підвищується твердість. При обкатуванні роликами виникає зминання виступів та шорсткості від попередньої обробки, що веде ще й до підвищення чистоти поверхні на 2-3 класи. Обкатування циліндричних поверхонь виконують на токарних верстатах й широко використовують для зміцнення поверхні шийок та галтелей локомотивних та вагонних осей, поверхні штоків штампувальних молотів, торсійних валів, зубчастих коліс та інших деталей. Особливо доцільно застосування зміцнення обкатуванням при наявності на робочих поверхнях конструктивних або технологічних концентраторів напруг (наприклад, галтелей). Так зміцнення роликами вторинних валів коробки зміни швидкостей автомобіля ЗІЛ - 150 підвищило їх довговічність у 15-20 разів, а обкатування підступичної частини та галтелей вагонних та локомотивних осей підвищує строк їхньої служби у 25 разів [1]. Відомі пристрої для зміцнення зовнішньої поверхні обертання обкатуванням одним вільно обертовим роликом, що рекомендують застосовувати при обробці заготовок жорсткої конструкції. Такі пристрої частіше являють собою механічну накатувальну головку, призначену для накатування циліндричних поверхонь, яка наділяється роликом, змонтованим на кінці державки, що підпружинена під час роботи пружиною, встановленою у циліндрі, закріпляємому замість різця на супорті токарного верстату [2]. Принципові схеми інших відомих пристроїв аналогічного призначення мало чим відрізняються від наведеної конструкції. Правда, 77086 4 окрім механічних знаходять використання ще й гідравлічні накатувальні пристрої, що дозволяють одержувати великі зусилля [3]. Відомий пристрій для обробки галтелей поверхневим пластичним деформуванням який має основу з встановленим на ній з можливістю повороту корпусом з виглажувачем (замість накатувального ролика) та розміщеннях на цьому корпусі поворотної гайки з гвинтом, який з'єднано з валом крокового двигуна, корпус якого також встановлено на основі з можливістю повороту [4]. Цей пристрій забезпечує переміщення виглажувача по циліндричній або звичайній радіусній кривій, що утворює галтель, з постійнім по розміру зусиллям тиснення виглажувача на обробляєму поверхню деталі, що забезпечується шляхом відповідного переміщення та налагодження основи. Саме зусилля, що передається через такий пристрій, повинно бути невеликим й придатним тільки для вигладжування, а не для глибинного зміцнення поверхні. Порівнювальний аналіз вищенаведених способів та пристроїв, що застосовують для обробки поверхні пластичним деформуванням дозволяє зробити такі висновки: по-перше, ці способи та пристрої не придатні для зміцнення складних фасонних поверхонь, що являють собою поєднання циліндричних, конічних, радіусних та інших, різних по характеристикам поверхонь на одній деталі, прикладом яких може бути робоча поверхня колеса залізничного транспорту, яка має гребінь, що утворюється криволінійними поверхнями різних по розміру та знаку радіусів, поверхню котіння, утворену конічними поверхнями з різними уклонами й розташовану між ними гантель; по друге, відсутня можливість змінювати розмір зусилля тиснення обробляючого ролика при поверхневому пластичному деформуванні різних по характеристикам ділянок однієї обробляємої поверхні у відповідності з наданими для кожної з цих ділянок параметрами по твердості та глибині зміцнення поверхні, які можуть відрізнятися у кілька разів, що вчасності важливо при зміцненні робочої поверхні коліс залізничного транспорту, окремі ділянки якої у процесі експлуатації зазнають різкого по інтенсивності впливу, що викликає різку ступінь спрацювання цих ділянок. В основу винаходу поставлена задача запропонувати такий спосіб та верстат для зміцнення робочої поверхні гребеня та пригребневої поверхні котіння коліс колісних пар залізничного транспорту методом поверхневого пластичного деформування обкатуванням вільно обертовими накатувальними роликами шляхом здійснення обкатування зовнішніх поверхонь обертання складних фасонних конфігурацій з автоматичною зміною зусилля тиснення накатувального ролика на зміцнювану поверхню у відповідності від взаємного розташування кожного накатувального ролика з окремими 5 ділянками на траєкторії руху накатувального ролика по зміцнювальній поверхні при умові обов'язкового дотримування перпендикулярності вектора зусилля тиснення накатувального ролика до дотичної до обкатуваної частини робочої поверхні колеса, прикладеної до тієї ж самої точки профілю її нормального перерізу у площині, наведеної через вісь обертання колісної пари, що повинно забезпечити досягнення нового технічного результату у вигляді створення реальних можливостей для зміцнення зовнішніх поверхонь обертання складних фасонних конфігурацій методом поверхневого пластичного деформування різних по характеристикам ділянок обробляємої робочої поверхні колеса у відповідності з наданими для кожної з цих ділянок параметрами по твердості та глибині зміцнення поверхні, які можуть відрізнятися між собою у кілька разів. Поставлена задача вирішується тим, що заявляємий винахід усуває виявлені недоліки відомого рішення та пропонує більш ефективне технічне рішення з новим технічним результатом. Запропоновані спосіб та верстат для зміцнення робочої поверхні гребеня та пригребневої поверхні котіння коліс колісних пар залізничного транспорту методом поверхневого пластичного деформування обкатуванням вільно обертовими роликами характеризується тим, що вони пропонують комплексне рішення, направлене на рішення конкретної задачі й досягнення раніше невідомого технічного результату. Запропонований спосіб зміцнення робочої поверхні гребеня та пригребневої поверхні котіння коліс колісних пар залізничного транспорту методом поверхневого пластичного деформування обкатуванням вільно обертовими роликами відрізняється від відомих тим , що обкатування здійснюють з плавним автоматичним змінюванням зусилля тиснення накатувального ролика на зміцнювану поверхню, причому це зусилля змінюють у відповідності з наданим законом змінювання та глибини зміцнення поверхні у відповідності від взаємного розташування кожного накатувального ролика з окремими ділянками на траєкторії руху накатувального ролика по зміцнювальній поверхні, при цьому обов'язково забезпечують перпендикулярність вектора зусилля тиснення накатувального ролика, прикладеного до дотичної, приведеної до обкатуваної частини робочої поверхні колеса, прикладеної до тієї ж самої точки його контакту або дотику з профілями її нормального перерізу у площині, наведеної через вісь обертання колісної пари. Запропонований верстат для зміцнення робочої поверхні гребеня та пригребневої поверхні котіння коліс колісних пар залізничного транспорту методом поверхневого пластичного деформування обкатуванням вільно обертовими роликами має станину з встановленими на ній рухомими приводними шпиндельними бабками для кріплення та обертання колісної пари, лівий та правий супорти, на напрямних нерухомої основи кожного з яких змонтовані каретки поздовжнього переміщення, на напрямних яких змонтовані полозки поперечного переміщення з встановленими на них поворотни 77086 6 ми навколо вертикальної осі накатувальними головками. На накатувальних головках закріплено натискні гідроциліндри, на штоках яких встановлено вільно обертові накатувальні ролики. Переміщення кареток, поперечних полозків та поворотних накатувальних головок здійснюється гідроприводами у вигляді гідроциліндрів. Система керування верстату виконана у вигляді електрогідравлічної системи, гідравлічна частина якої, що живиться від спільної гідростанції, призначена для керування роботою гідроциліндрів переміщення каретки, полозків та накатувальних головок і за допомогою гідравлічного датчика, виконаного у вигляді гідро копіювального пристрою, слідкуючий щуп якого постійно жорстко притиснуто з можливістю контактного переміщення до робочої поверхні встановленого на нерухомій основі супорта шаблону, профіль кривизни якої вибрано у відповідності з профілем зміцнюваної робочої поверхні гребеня та пригребневої поверхні котіння колеса. Окрім цього, у гідравлічній частині системи керування встановлено датчик контролю та здійснення необхідних змін зусилля тиснення накатувальних роликів на зміцнювану поверхню при зміні тиснення у натисних гідроциліндрах, на штоках яких встановлено вільно обертові накатувальні ролики. Цей датчик виконано у вигляді гідравлічне поєднаного з натискними гідро циліндрами накатувальних головок редукційного клапану з пропорційним керуванням, слідкуючий щуп якого постійно жорстко притиснуто з можливістю контактного переміщення до робочої поверхні встановленого на нерухомій основі супорта другого шаблону, профіль кривизни якої вибрано у відповідності з необхідним законом зміни зусилля тиснення накатувальних роликів на зміцнювану поверхню при зміні тиснення у натисних гідроциліндрах накатувальних головок. Електрична частина системи керування виконана у вигляді сітки взаємопов'язаних кінцевих вимикачів початку й кінця обробки окремих ділянок і всього робочого циклу зміцнення обробляємої поверхні в цілому. Аналіз причинно-наслідкового зв'язку дозволяє зробити висновок, що наведені ознаки заявляємих способу та пристрою належать до суттєвих, тому що вони забезпечують досягнення нового технічного результату, вигідно відрізняючи заявляємий винахід від відомих аналогів та прототипу. Технічний результат від використання заявляемого винаходу забезпечується таким чином. Створення й використання спеціального верстату для зміцнення робочої поверхні гребеня та пригребеневої поверхні котіння коліс колісних пар залізничного транспорту, у якому поздовжнє переміщення каретки кожного з двох супортів, а також переміщення поперечних полозків по напрямних каретки й поворот встановлених на поперечних полозках накатувальних головок виконується за допомогою гідроциліндрів, робота яких керується гідравлічним датчиком, слідкуючий щуп якого взаємодіє з робочою поверхнею встановленого на нерухомій основі супорта шаблону, профіль кривизни якого відповідає профілю зміцнюваної поверхні гребеня та пригребневої поверхні котіння коліс колісних пар, дозволяє створити реальні 7 можливості для зміцнення зовнішніх поверхонь обертання складних фасонних конфігурацій методом поверхневого пластичного деформування вільно обертовими накатувальними роликами. Окрім цього, встановлення редукційного клапану з пропорційним керуванням у гідравлічній частині системи керування роботою натисних гідроциліндрів накатувальних головок дозволяє забезпечити різні по розмірам зусилля тиснення накатувальних роликів при зміцненні поверхневим пластичним деформуванням на різних за характеристиками ділянках зміцнюваної поверхні котіння коліс колісних пар у відповідності з наданими для кожної з цих ділянок параметрами по твердості та глибині зміцнення поверхні, які відповідають вимогам процесу експлуатації коліс, у результаті якого ці ділянки піддаються різному по інтенсивності впливу, що викликає різну ступінь спрацювання цих ділянок. Таким чином, використання цього винаходу забезпечує підвищення стійкості проти спрацювання поверхні котіння коліс колісних пар залізничного транспорту та довговічності їх експлуатації з збільшенням міжремонтних пробігів й підвищенням загальної надійності та безпеки руху на залізницях. Заявляємий винахід є новим, має певний винахідницький рівень і придатний для промислового виготовлювання та використання, у зв’язку з чим йому може бути надана правова охорона. Далі сутність винаходу у вигляді способу та верстату для зміцнення робочої поверхні гребеня та пригребеневої поверхні котіння коліс колісних пар залізничного транспорту пояснюється відповідним описом та кресленнями. На Фіг.1 схематично зображено верстат для зміцнення робочої поверхні гребеня та пригребеневої поверхні котіння коліс колісних пар залізничного транспорту (вид у плані) з гідросхемою системи керування. На Фіг.2 зображено профіль робочої поверхні гребеня та пригребеневої поверхні колеса з епюрою змінного зусилля тиснення накатувального ролика й глибини зміцнення обробляємої поверхні з окремими робочими позиціями накатувального ролика. Заявляємий спосіб зміцнення робочої поверхні гребеня та пригребеневої поверхні котіння коліс колісних пар залізничного транспорту методом поверхневого пластичного деформування обкатуванням вільно обертовими накатувальними роликами характеризується тим, що обкатування виконують з плавним автоматичним змінюванням зусилля тиснення накатувального ролика на зміцнювану поверхню, причому це зусилля змінюють у відповідності з наданим законом змінювання і наданою глибиною зміцнення в залежності від взаємного розташування кожного накатувального ролика з окремими ділянками на траєкторії руху накатувального ролика по зміцнюваній поверхні, при цьому обов’язково забезпечують перпендикулярність прикладеного до зміцнюваної поверхні вектора зусилля тиснення накатувального ролика до дотичної, приведеної до обкатуваної частини робочої поверхні колеса, прикладеної до тієї ж 77086 8 самої точки дотику профілю її нормального перерізу у площині, наведеній через вісь обертання колісної пари. Верстат для упровадження заявляемого способу складається з станини 1, на якій встановлені ліва 2 та права 3 рухомі приводні шпиндельні бабки, у центрах яких встановлена і закріплена з можливістю обертання колісна пара 4. Окрім цього, на станині 1 знаходяться лівий 5 та правий 6 супорти, які являють собою дзеркальні відображення один другого. На напрямних нерухомої основи 7 кожного з супортів змонтовані каретки 8 поздовжнього переміщення, а на напрямних кареток змонтовані полозки 9 поперечного переміщення з змонтованими на них поворотними навколо вертикальної осі накатувальними головками 10. На накатувальних головках закріплено натискні гідроциліндри 11, на штоках яких встановлено вільно обертові накатувальні ролики 12. Для поздовжнього переміщення кареток 8 призначено гідроприводи у вигляді гідроциліндрів 13, для поперечного переміщення полозків 9 - гідроприводи у вигляді гідроциліндрів 14, а для повороту накатувальних головок 10 - гідроприводи у вигляді гідроциліндрів 15. Натискні гідроциліндри 11 призначено для створення змінного по мірі просування по зміцнюваній поверхні зусилля тиснення накатувальних роликів 12 на цю поверхню. Система керування роботою верстата виконана у вигляді електрогідравлічної системи, гідравлічна частина якої містить гідравлічний слідкуючий датчик 16 у вигляді гідрокопіювального пристрою, слідкуючий щуп якого постійно жорстко притиснуто з можливістю контактного переміщення до робочої поверхні встановленого на нерухомій основі супорта шаблону 17, профіль кривизни якої вибрано у відповідності з зміцнюваною робочою поверхнею гребеня та пригребеневою поверхнею котіння обрабляємого колеса. Цей датчик призначено для керування роботою гідроциліндрів 13, 14 й 15, здійснюючих переміщення кареток 8, і полозків 9 і поворотних накатувальних головок 10, спільний рух яких забезпечує переміщення накатувальних роликів 12 по зміцнюваній складній фасонній поверхні котіння колеса залізничного транспорту. Окрім цього, у складі гідравлічної частини системи керування, як датчик контролю та здійснення наданих необхідних змін зусилля тиснення накатувальних роликів на зміцнювану поверхню, встановлено гідравлично з’єднаний з натискними гідроциліндрами накатувальних головок 10 редукційний клапан з пропорційним керуванням, слідкуючий щуп якого постійно жорстко притиснуто з можливістю контактного переміщення до робочої поверхні другого встановленого на нерухомій основі супорта шаблону 19, профіль кривизни якої вибрано у відповідності з наданим законом необхідних змін зусилля тиснення накатувальних роликів на зміцнювану поверхню при змінені тиснення у натисних гідроциліндрах 11, на штоках яких встановлені вільно обертові накатувальні ролики 12. Для живлення гідравлічної частини системи керування передбачена гідростанція 20. Переріз колеса 21 колісної пари 4, призначеної для обробки, повинен містити обмежену частину зміцнюваної поверхні з різною 9 глибиною зміцнення 22, що повинно бути у відповідності з епюрою 23 змінного зусилля тиснення накатувального ролика у його різних позиціях 24. Електрична частина системи керування (на Фіг.1 не показана) виконана у вигляді сітки взаємоз'єднаних кінцевих вимикачів і працює у релейному режимі, одержуючи сигнали від кінцевих вимикачів про початок та закінчення обробки окремих ділянок й переходів та керуючи здійсненням всього робочого циклу зміцнення наданої поверхні в цілому від початкового до кінцевого пункту обкатування. Робота та використання заявляемого винаходу здійснюється таким чином. Щупи гідравлічного датчика 16 та редукційного клапану 18 встановлюють у вихідну позицію у початкових точках шаблонів 17 й 19. Накатувальні ролики 12 за допомогою переміщення у ручному режимі керування рухом супортів 5 й 6, з каретками 8, полозками 9 й поворотними накатувальними головками 10, встановлюють у вихідні позиції на поверхні профілю колеса, призначеної для зміцнення. При цьому кінцеві вимикачі сигналізують про точність позиціювання слідкуючих щупів й накатувальних роликів на пульт керування. Після цього оператор вмикає робочий режим, при якому встановлені на станині 1 приводні шпиндельні бабки 2 й 3 починають обертати колісну пару 4. Вмикається гідростанція 20 і в гідроциліндрах 11, на штоках яких знаходяться вільно обертові накатувальні ролики 12, створюється тиснення необхідне для зміцнення поверхні у вихідній позиції з подальшим його зміцненням у відповідності з наданими параметрами по глибині зміцнення 22 у відповідності з епюрою 23 змінного зусилля тиснення накатувального ролика 12 у його різних позиціях 24 по командам, що надходять від редукційного клапану 18, щуп якого постійно жорстко притиснуто з можливістю контактного переміщення до робочої поверхні шаблону 19, профіль кривизни якої задає закон зміни зусилля цього тиснення. При цьому створюється необхідне тиснення й у гідроциліндрах 13, 14 та 15, що забезпечують переміщення кареток 8, полозків 9 й поворотних накатувальних головок 10 по командам, що надходять від гідравлічного датчика 16, слідкуючий щуп якого постійно жорстко притиснуто з можливістю контактного переміщення до робочої поверхні шаблону 17, профіль кривизни якої копіює робочий профіль гребеня й поверхні котіння оброблюваного колеса. Після досягнення 77086 10 робочих параметрів у гідравлічній системі починається робочий рух вільно обертових накатувальних роликів 12 по поверхні котіння, перехідній галтелі та робочій поверхні гребеня колеса з метою їх зміцнення методом поверхневого пластичного деформування з зусиллям тиснення, що змінюють по наданому закону. Після завершення процесу обкатування й прибуття супортів з накатувальними роликами у крайню кінцеву позицію, спрацьовують встановлені там кінцеві вимикачі й електрична частина системи керування вимикає виконуючі механізми верстата. Такий цикл обробки може бути здійснено необхідну кількість разів. Таким чином використання заявляємих способу та верстату для зміцнення робочої поверхні гребеня та пригребеневої поверхні котіння коліс колісних пар залізничного транспорту дозволяє здійснювати зміцнювання складної фасонної поверхні, що являють собою поєднання конусних, циліндричних та радіусних знакозмінних поверхонь, якою являють й поверхня гребеня, пригребнева поверхня й поверхня котіння коліс колісної пари залізничного транспорту з попередньо наданою різної по розміру на окремих ділянках глибиною зміцнення поверхні методом поверхневого пластичного деформування обкатуванням вільно обертовими накатувальними роликами. Заявляємий винахід може бути використано на металургійних та вагоно- й локомотиво ремонтних заводах, що займаються виробництвом нових коліс для залізничного транспорту, як фінішна операція по зміцненню робочої поверхні котіння цих коліс, а також у вагоно- й локомотиво ремонтних депо при ремонті та відновленні профілю поверхні котіння коліс, що були вже в експлуатації. Джерела інформації 1. "Справочник машиностроителя", изд. "Машиностроение", г.Москва, 1964г., том 5, книга ІІ, стр.614, 617. 2. "Справочник машиностроителя", изд. "Машиностроение", г.Москва, 1964г., том 5, книга ІІ, стр.615, 616, фиг.68,а. 3. "Справочник металлиста", изд. "Машиностроение", г.Москва, 1977г., том 4, стр.146-147, 154155. 4. Патент Российской Федерации NRU 34433, U1, от 10.12.2001г., В24В, 39/04, В23Р, 9/02 на полезную модель "Устройство для обработки галтелей поверхностным пластическим деформированием". 11 Комп’ютерна верстка Д. Шеверун 77086 Підписне 12 Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod and machine tool for reinforcement of working surface of flange and near-flange surface of rolling of wheels of wheelpairs of the rail transport
Автори англійськоюShyshmakov Oleksandr Anatoliiovych, Shportenko Hennadii Panteleimonovych
Назва патенту російськоюСпособ упрочнения рабочей поверхности гребня и пригребневой поверхности качения колес колесных пар железнодорожного транспорта и станок для его осуществления
Автори російськоюШишмаков Александр Анатольевич, Шпортенко Геннадий Пантелеймонович
МПК / Мітки
МПК: B24B 39/00, B21H 1/00, B23Q 15/007
Мітки: спосіб, гребеня, коліс, робочої, пригребеневої, поверхні, транспорту, верстат, зміцнення, котіння, колісних, залізничного, здійснення, пар
Код посилання
<a href="https://ua.patents.su/6-77086-sposib-zmicnennya-robocho-poverkhni-grebenya-ta-prigrebenevo-poverkhni-kotinnya-kolis-kolisnikh-par-zaliznichnogo-transportu-ta-verstat-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення робочої поверхні гребеня та пригребеневої поверхні котіння коліс колісних пар залізничного транспорту та верстат для його здійснення</a>
Hапівавтоматична лінія для плазмового поверхневого зміцнення колісних пар залізничного транспорту
Номер патенту: 48180
Опубліковано: 15.08.2002
Автори: Сааков Олександр Герасимович, Дворак Володимир Дмитрович, Петров Станіслав Володимирович, Коваленко Юрій Миколайович, Лашко Анатолій Дмитрович, Приходько Володимир Іванович, Масловець Юрій Миколайович, Давиденко Вадим Валентинович
Мітки: пар, плазмового, лінія, hапівавтоматична, колісних, транспорту, поверхневого, залізничного, зміцнення
Формула / Реферат:
1. Напівавтоматична лінія для плазмового поверхневого зміцнення колісних пар залізничного транспорту, яка відрізняється тим, що включає стенд, жорстко закріплені на ньому напрямні та стержні, на яких установлено модулі з плазмотронами і насадками, які мають можливість осьового переміщення по них, обладнані упорними роликами, що забезпечують підтискання модуля і постійний проріз між плазмотронами і профілем котіння коліс різного типорозміру з...
Спосіб визначення наявності різниці діаметрів кругів котіння суміжних коліс дефектного візка залізничного вагона

Номер патенту: 14252
Опубліковано: 15.05.2006
Автори: Барденштейн Ігор Іонович, Парфьонов Володимир Іванович
МПК: B61L 25/00
Мітки: спосіб, дефектного, кругів, різниці, візка, суміжних, діаметрів, наявності, коліс, котіння, залізничного, визначення, вагона
Формула / Реферат:
Спосіб визначення наявності різниці діаметрів кругів котіння суміжних коліс дефектного візка залізничного вагона, що полягає в фіксації проїзду коліс за допомогою датчиків, встановлених з обох сторін на контрольній ділянці залізничної колії, який відрізняється тим, що наявність різниці діаметрів кругів котіння суміжних коліс визначають по появі різниці в сумарній електрорухомій силі, наведеній колесами в електромагнітних датчиках правої і...
Вузол взаємодії рейкової колії та коліс колісних пар залізничного транспорту
Номер патенту: 75730
Опубліковано: 15.05.2006
Автори: Луконін Віктор Сергійович, Яцків Ігор Петрович
МПК: B61F 13/00, B61F 9/00
Мітки: залізничного, транспорту, колісних, пар, коліс, колії, рейкової, взаємодії, вузол
Формула / Реферат:
1. Вузол взаємодії рейкової колії та коліс колісних пар залізничного транспорту, що містить рейку та взаємодіюче з нею колесо колісної пари, змонтованої у візку з ресорним підвішуванням, який відрізняється тим, що поверхня котіння несучого основне навантаження колеса ходової колісної пари виконана симетричною та сферичною з радіусом сфери у поперечному перерізі, близьким по величині до радіусу поверхні котіння колеса, а поряд з основними...
Спосіб виготовлення суцільнокатаних коліс залізничного транспорту та виробничо-технологічний комплекс для його здійснення
Номер патенту: 76217
Опубліковано: 17.07.2006
Автори: Яцків Ігор Петрович, Луконін Віктор Сергійович
МПК: B21H 1/00
Мітки: коліс, суцільнокатаних, здійснення, комплекс, залізничного, спосіб, виробничо-технологічний, транспорту, виготовлення
Формула / Реферат:
1. Спосіб виготовлення суцільнокатаних коліс залізничного транспорту, що включає виготовлення зливка, різання зливка на заготовки, осадку, розганяння, прошивання отвору і формування заготовки на гідравлічних штамповочних пресах, викачування обода та гребеня і розкачування диска на колесопрокатному стані і вигин диска колеса на пресі, який відрізняється тим, що на машині безперервного лиття заготовок виготовляють зливок круглої форми,...
Пристрій для знищення гострокінцевого накату на колісних парах залізничного транспорту
Номер патенту: 75469
Опубліковано: 17.04.2006
Автори: Шишмаков Олександр Анатолійович, Луконін Віктор Сергійович, Яцків Ігор Петрович
МПК: B23P 6/00
Мітки: транспорту, гострокінцевого, залізничного, пристрій, колісних, знищення, парах, накату
Формула / Реферат:
1. Пристрій для знищення гострокінцевого накату на колісних парах залізничного транспорту методом пластичної деформації при прокочуванні колісних пар по пристрою, що містить засоби з обробляючими поверхнями та установлений на залізничній колії, який відрізняється тим, що засоби з обробляючими поверхнями установлені окремо на внутрішньому боці кожної з рейок колії зі зсувом вздовж колії на відстані, більшій, ніж максимальна довжина кола...
Попередній патент: Спосіб визначення кількості курсів радіойодотерапії при лікуванні хворих на диференційований рак щитовидної залози
Наступний патент: Спосіб визначення мікрокількостей церію (iv)
Випадковий патент: Спосіб резекції печінки