Спосіб зміцнення та шліфування поверхні
Номер патенту: 90191
Опубліковано: 12.04.2010
Автори: Волков Олег Олексійович, Сизий Юрій Анатолійович, Погрібний Микола Андрійович
Формула / Реферат
Спосіб зміцнення та шліфування поверхні, який включає термофрикційну обробку поверхні обертальним інструментом, який відрізняється тим, що після термофрикційної обробки додатково проводять чистову шліфувальну обробку зміцнювальної поверхні при швидкості подачі зміцнювальної поверхні до обертального інструмента, не перевищуючої 200 мм/с, у співвідношенні з глибиною обробки, не перевищуючої 1/2 товщини зміцнювальної поверхні, при цьому як інструмент використовують складений метало-абразивний диск.
Текст
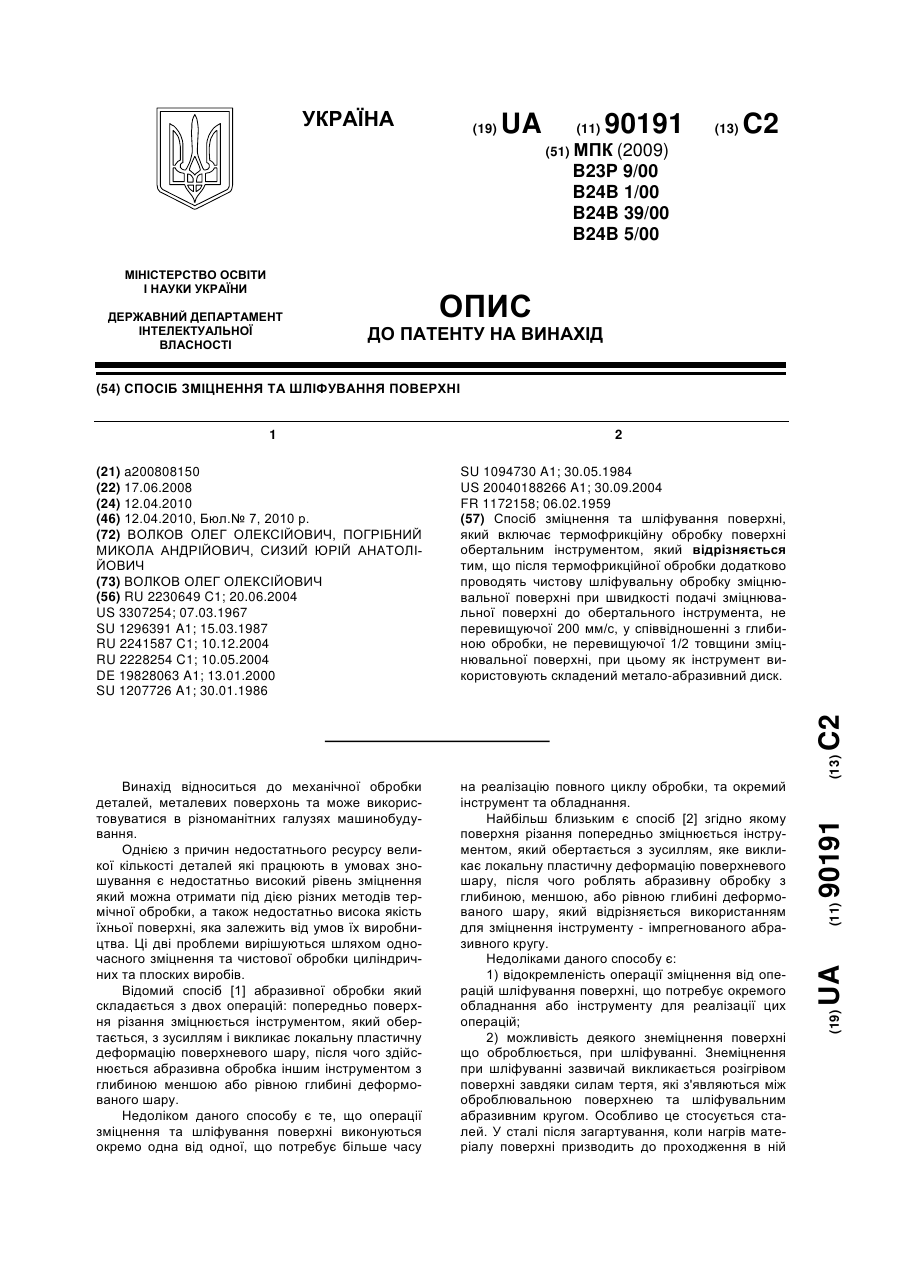
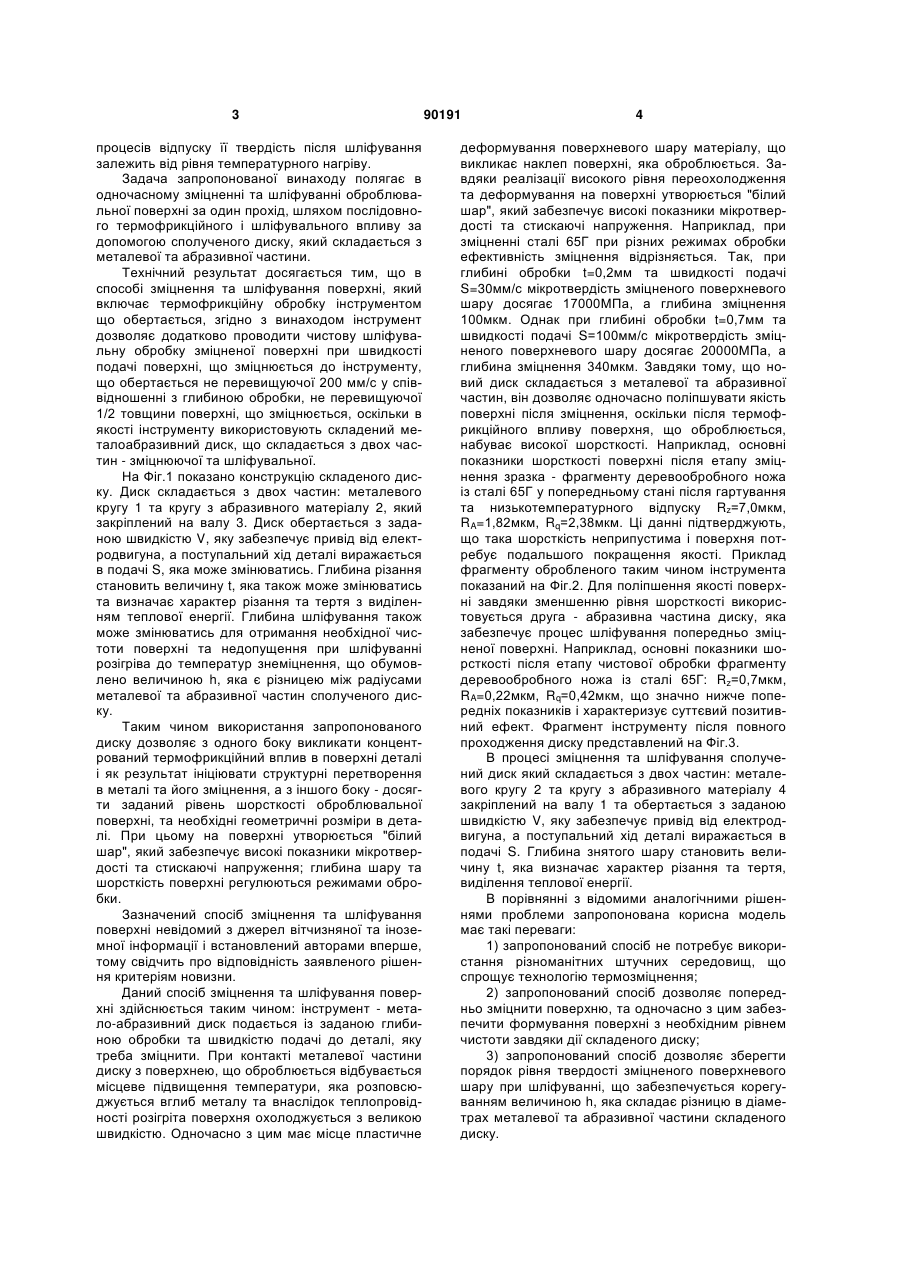
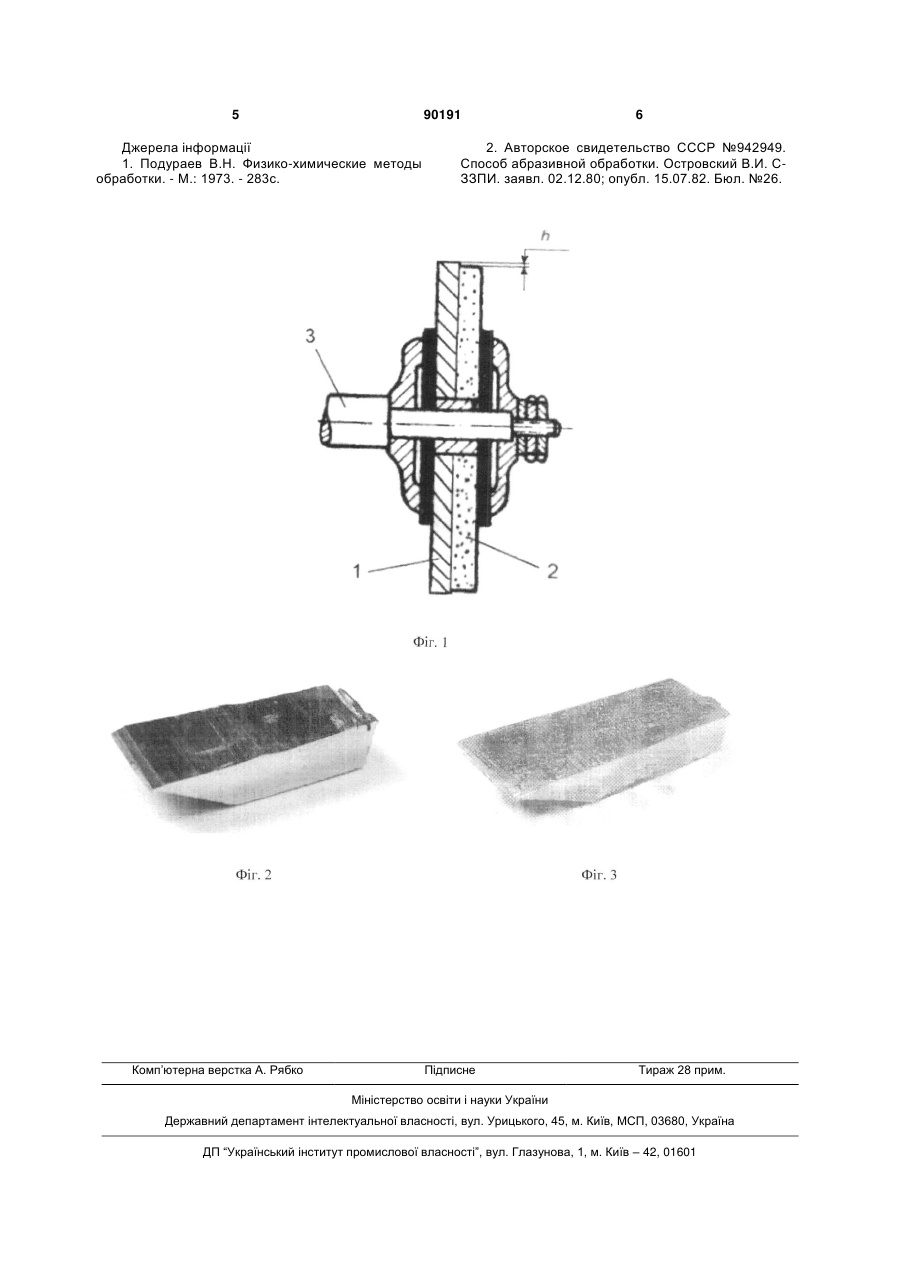
Спосіб зміцнення та шліфування поверхні, який включає термофрикційну обробку поверхні обертальним інструментом, який відрізняється тим, що після термофрикційної обробки додатково проводять чистову шліфувальну обробку зміцнювальної поверхні при швидкості подачі зміцнювальної поверхні до обертального інструмента, не перевищуючої 200 мм/с, у співвідношенні з глибиною обробки, не перевищуючої 1/2 товщини зміцнювальної поверхні, при цьому як інструмент використовують складений метало-абразивний диск. Винахід відноситься до механічної обробки деталей, металевих поверхонь та може використовуватися в різноманітних галузях машинобудування. Однією з причин недостатнього ресурсу великої кількості деталей які працюють в умовах зношування є недостатньо високий рівень зміцнення який можна отримати під дією різних методів термічної обробки, а також недостатньо висока якість їхньої поверхні, яка залежить від умов їх виробництва. Ці дві проблеми вирішуються шляхом одночасного зміцнення та чистової обробки циліндричних та плоских виробів. Відомий спосіб [1] абразивної обробки який складається з двох операцій: попередньо поверхня різання зміцнюється інструментом, який обертається, з зусиллям і викликає локальну пластичну деформацію поверхневого шару, після чого здійснюється абразивна обробка іншим інструментом з глибиною меншою або рівною глибині деформованого шару. Недоліком даного способу є те, що операції зміцнення та шліфування поверхні виконуються окремо одна від одної, що потребує більше часу на реалізацію повного циклу обробки, та окремий інструмент та обладнання. Найбільш близьким є спосіб [2] згідно якому поверхня різання попередньо зміцнюється інструментом, який обертається з зусиллям, яке викликає локальну пластичну деформацію поверхневого шару, після чого роблять абразивну обробку з глибиною, меншою, або рівною глибині деформованого шару, який відрізняється використанням для зміцнення інструменту - імпрегнованого абразивного кругу. Недоліками даного способу є: 1) відокремленість операції зміцнення від операцій шліфування поверхні, що потребує окремого обладнання або інструменту для реалізації цих операцій; 2) можливість деякого знеміцнення поверхні що оброблюється, при шліфуванні. Знеміцнення при шліфуванні зазвичай викликається розігрівом поверхні завдяки силам тертя, які з'являються між оброблювальною поверхнею та шліфувальним абразивним кругом. Особливо це стосується сталей. У сталі після загартування, коли нагрів матеріалу поверхні призводить до проходження в ній (19) UA (11) 90191 (13) C2 (21) a200808150 (22) 17.06.2008 (24) 12.04.2010 (46) 12.04.2010, Бюл.№ 7, 2010 р. (72) ВОЛКОВ ОЛЕГ ОЛЕКСІЙОВИЧ, ПОГРІБНИЙ МИКОЛА АНДРІЙОВИЧ, СИЗИЙ ЮРІЙ АНАТОЛІЙОВИЧ (73) ВОЛКОВ ОЛЕГ ОЛЕКСІЙОВИЧ (56) RU 2230649 C1; 20.06.2004 US 3307254; 07.03.1967 SU 1296391 A1; 15.03.1987 RU 2241587 C1; 10.12.2004 RU 2228254 C1; 10.05.2004 DE 19828063 A1; 13.01.2000 SU 1207726 A1; 30.01.1986 3 процесів відпуску її твердість після шліфування залежить від рівня температурного нагріву. Задача запропонованої винаходу полягає в одночасному зміцненні та шліфуванні оброблювальної поверхні за один прохід, шляхом послідовного термофрикційного і шліфувального впливу за допомогою сполученого диску, який складається з металевої та абразивної частини. Технічний результат досягається тим, що в способі зміцнення та шліфування поверхні, який включає термофрикційну обробку інструментом що обертається, згідно з винаходом інструмент дозволяє додатково проводити чистову шліфувальну обробку зміцненої поверхні при швидкості подачі поверхні, що зміцнюється до інструменту, що обертається не перевищуючої 200 мм/с у співвідношенні з глибиною обробки, не перевищуючої 1/2 товщини поверхні, що зміцнюється, оскільки в якості інструменту використовують складений металоабразивний диск, що складається з двох частин - зміцнюючої та шліфувальної. На Фіг.1 показано конструкцію складеного диску. Диск складається з двох частин: металевого кругу 1 та кругу з абразивного матеріалу 2, який закріплений на валу 3. Диск обертається з заданою швидкістю V, яку забезпечує привід від електродвигуна, а поступальний хід деталі виражається в подачі S, яка може змінюватись. Глибина різання становить величину t, яка також може змінюватись та визначає характер різання та тертя з виділенням теплової енергії. Глибина шліфування також може змінюватись для отримання необхідної чистоти поверхні та недопущення при шліфуванні розігріва до температур знеміцнення, що обумовлено величиною h, яка є різницею між радіусами металевої та абразивної частин сполученого диску. Таким чином використання запропонованого диску дозволяє з одного боку викликати концентрований термофрикційний вплив в поверхні деталі і як результат ініціювати структурні перетворення в металі та його зміцнення, а з іншого боку - досягти заданий рівень шорсткості оброблювальної поверхні, та необхідні геометричні розміри в деталі. При цьому на поверхні утворюється "білий шар", який забезпечує високі показники мікротвердості та стискаючі напруження; глибина шару та шорсткість поверхні регулюються режимами обробки. Зазначений спосіб зміцнення та шліфування поверхні невідомий з джерел вітчизняної та іноземної інформації і встановлений авторами вперше, тому свідчить про відповідність заявленого рішення критеріям новизни. Даний спосіб зміцнення та шліфування поверхні здійснюється таким чином: інструмент - метало-абразивний диск подається із заданою глибиною обробки та швидкістю подачі до деталі, яку треба зміцнити. При контакті металевої частини диску з поверхнею, що оброблюється відбувається місцеве підвищення температури, яка розповсюджується вглиб металу та внаслідок теплопровідності розігріта поверхня охолоджується з великою швидкістю. Одночасно з цим має місце пластичне 90191 4 деформування поверхневого шару матеріалу, що викликає наклеп поверхні, яка оброблюється. Завдяки реалізації високого рівня переохолодження та деформування на поверхні утворюється "білий шар", який забезпечує високі показники мікротвердості та стискаючі напруження. Наприклад, при зміцненні сталі 65Г при різних режимах обробки ефективність зміцнення відрізняється. Так, при глибині обробки t=0,2мм та швидкості подачі S=30мм/с мікротвердість зміцненого поверхневого шару досягає 17000МПа, а глибина зміцнення 100мкм. Однак при глибині обробки t=0,7мм та швидкості подачі S=100мм/с мікротвердість зміцненого поверхневого шару досягає 20000МПа, а глибина зміцнення 340мкм. Завдяки тому, що новий диск складається з металевої та абразивної частин, він дозволяє одночасно поліпшувати якість поверхні після зміцнення, оскільки після термофрикційного впливу поверхня, що оброблюється, набуває високої шорсткості. Наприклад, основні показники шорсткості поверхні після етапу зміцнення зразка - фрагменту деревообробного ножа із сталі 65Г у попередньому стані після гартування та низькотемпературного відпуску Rz=7,0мкм, RA=1,82мкм, Rq=2,38мкм. Ці данні підтверджують, що така шорсткість неприпустима і поверхня потребує подальшого покращення якості. Приклад фрагменту обробленого таким чином інструмента показаний на Фіг.2. Для поліпшення якості поверхні завдяки зменшенню рівня шорсткості використовується друга - абразивна частина диску, яка забезпечує процес шліфування попередньо зміцненої поверхні. Наприклад, основні показники шорсткості після етапу чистової обробки фрагменту деревообробного ножа із сталі 65Г: Rz=0,7мкм, RA=0,22мкм, Rq=0,42мкм, що значно нижче попередніх показників і характеризує суттєвий позитивний ефект. Фрагмент інструменту після повного проходження диску представлений на Фіг.3. В процесі зміцнення та шліфування сполучений диск який складається з двох частин: металевого кругу 2 та кругу з абразивного матеріалу 4 закріплений на валу 1 та обертається з заданою швидкістю V, яку забезпечує привід від електродвигуна, а поступальний хід деталі виражається в подачі S. Глибина знятого шару становить величину t, яка визначає характер різання та тертя, виділення теплової енергії. В порівнянні з відомими аналогічними рішеннями проблеми запропонована корисна модель має такі переваги: 1) запропонований спосіб не потребує використання різноманітних штучних середовищ, що спрощує технологію термозміцнення; 2) запропонований спосіб дозволяє попередньо зміцнити поверхню, та одночасно з цим забезпечити формування поверхні з необхідним рівнем чистоти завдяки дії складеного диску; 3) запропонований спосіб дозволяє зберегти порядок рівня твердості зміцненого поверхневого шару при шліфуванні, що забезпечується корегуванням величиною h, яка складає різницю в діаметрах металевої та абразивної частини складеного диску. 5 90191 Джерела інформації 1. Подураев В.Н. Физико-химические методы обработки. - Μ.: 1973. - 283с. Комп’ютерна верстка А. Рябко 6 2. Авторское свидетельство СССР №942949. Способ абразивной обработки. Островский В.И. СЗЗПИ. заявл. 02.12.80; опубл. 15.07.82. Бюл. №26. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of surface hardening and polishing
Автори англійськоюVolkov Oleh Oleksiiovych, Pohribnyi Mykola Andriiovych, Syzyi Yurii Anatoliiovych
Назва патенту російськоюСпособ упрочнения и шлифовки поверхности
Автори російськоюВолков Олег Алексеевич, Погребной Николай Андреевич, Сизый Юрий Анатольевич
МПК / Мітки
МПК: B24B 39/00, B23P 9/00, B24B 5/00, B24B 1/00
Мітки: зміцнення, поверхні, шліфування, спосіб
Код посилання
<a href="https://ua.patents.su/3-90191-sposib-zmicnennya-ta-shlifuvannya-poverkhni.html" target="_blank" rel="follow" title="База патентів України">Спосіб зміцнення та шліфування поверхні</a>
Спосіб зміцнення поверхні
Номер патенту: 37777
Опубліковано: 10.12.2008
Автор: Волков Олег Олексійович
МПК: B23P 9/00
Мітки: поверхні, спосіб, зміцнення
Формула / Реферат:
Спосіб зміцнення поверхні, який включає термофрикційну обробку інструментом, що обертається, який відрізняється тим, що обробку проводять навперемінно у двох протилежних напрямках, з паралельним та перпендикулярним або сумісним напрямками руху поверхні, що зміцнюється, відносно інструмента, що обертається, з перекриттям смуг зміцнення на величину, меншу або рівну ширині інструмента, що обертається.
Спосіб електроіскрового зміцнення поверхні металів та сплавів
Номер патенту: 40858
Опубліковано: 27.04.2009
Автори: Куріхін Віктор Сергійович, Бородій Юрій Петрович, Маковей Валерій Олексійович
МПК: B23H 1/00
Мітки: поверхні, металів, зміцнення, сплавів, спосіб, електроіскрового
Формула / Реферат:
Спосіб електроіскрового зміцнення поверхні металів та сплавів, що включає послідовне виконання операцій електроіскрового покриття поверхні та обробки тиском, наприклад обкатуванням, який відрізняється тим, що операції виконують у послідовності, яка визначається за формулою x(kO+mE+nО), деx - кількість циклів обробки,О - умовне позначення операції обробки тиском (обкатування),Е - умовне позначення операції електроіскрового...
Спосіб шліфування поверхні подвійної кривизни турбінної лопатки
Номер патенту: 14301
Опубліковано: 15.05.2006
Автори: Бабінець Олена Федорівна, Кальченко Віталій Іванович, Кальченко Володимир Віталійович
МПК: B24B 1/00
Мітки: подвійної, поверхні, лопатки, спосіб, кривизни, турбінної, шліфування
Формула / Реферат:
1. Спосіб шліфування поверхні подвійної кривизни турбінної лопатки абразивним інструментом, що обертається, формоутворювальний елемент якого переміщується по еквідистантах утворювальної і напрямної ліній оброблювальної поверхні, який відрізняється тим, що вісь повороту інструмента співпадає з нормаллю в оброблювальній точці поверхні деталі і перпендикулярна до осі обертання абразивного інструмента, а кут повороту вибирається з умови...
Спосіб зміцнення поверхні прокатних валків
Номер патенту: 35063
Опубліковано: 15.03.2001
Автори: Трофімов Віталій Олександрович, Вербицький Валерій Абрамович, Мовшович Вілорд Соломонович, Штехно Олег Миколайович, Васильєв Олександр Геннадійович, Мацко Сергій Володимирович, Путнокі Олександр Юліусович, Тилик Василь Трохимович, Ніколаєв Віктор Олександрович
МПК: B21B 1/00
Мітки: спосіб, прокатних, валків, поверхні, зміцнення
Формула / Реферат:
Спосіб зміцнення поверхні прокатних валків, що включає попереднє шліфування на потрібний діаметр, обкатку поверхні валка роликом при обертанні валка навколо осі в горизонтальній площині відрізняється тим, що обкатку поверхні шийок валка виконують шляхом диференціювання величин пластичної деформації в залежності від початкової твердості шийок, при цьому величину обтиску встановлюють за виразомде - абсолютний пластичний обтиск...
Спосіб зміцнення поверхні скла
Номер патенту: 69295
Опубліковано: 16.08.2004
Автор: Маслов Володимир Петрович
МПК: C03C 17/00
Мітки: поверхні, скла, спосіб, зміцнення
Формула / Реферат:
Спосіб зміцнення поверхні скла, який включає нанесення на неї епоксидної композиції та її полімеризацію, який відрізняється тим, що попередньо до складу епоксидної композиції вводять абразивний порошок, а після нанесення епоксидно-абразивної композиції на поверхню деталі до неї притискають шліфувальник, проводять абразивну обробку поверхні, після цього шліфувальник забирають і полімеризують епоксидно-абразивну композицію з продуктами...
Попередній патент: Фільтр
Наступний патент: Спосіб зміцнення поверхні
Випадковий патент: Медикаментозний засіб на основі квітів лілії білої