Пристрій для порційного розливання металу
Номер патенту: 90511
Опубліковано: 11.05.2010
Автори: Горюк Максим Степанович, Дубодєлов Віктор Іванович, Погорський Віктор Костянтинович, Скоробагатько Юлія Петрівна

Формула / Реферат
1. Пристрій для порційного розливання металу, який включає основу, на якій закріплена рама, виконана з можливістю повороту у вертикальній площині і на якій встановлено тигель з розташованим на його боковій стінці вогнетривким блоком, що має канал, який сполучений з порожниною тигля, індуктор та електромагніт, який відрізняється тим, що додатково оснащений хоча б одною камерою для порційного перегріву зі зливними елементами, об'єм якої дорівнює щонайменше одній порції металу, що заливається, та за допомогою передбаченого металопроводу через отвір у днищі сполучена з порожниною каналу вогнетривкого блока і оснащена індивідуальним джерелом інтенсивного нагріву рідкого металу, причому ділянка з’єднання металопроводу і каналу розташована над полюсом електромагніта.
2. Пристрій за п. 1, який відрізняється тим, що один із зливних елементів камери для порційного перегріву металу має вигляд отвору з шибером у днищі камери.
3. Пристрій за п. 1, який відрізняється тим, що один із зливних елементів камери для порційного перегріву металу має вигляд зливного носка.
4. Пристрій за будь-яким з пп. 1-3, який відрізняється тим, що може оснащуватися більше ніж однією камерою для порційного перегріву.
Текст
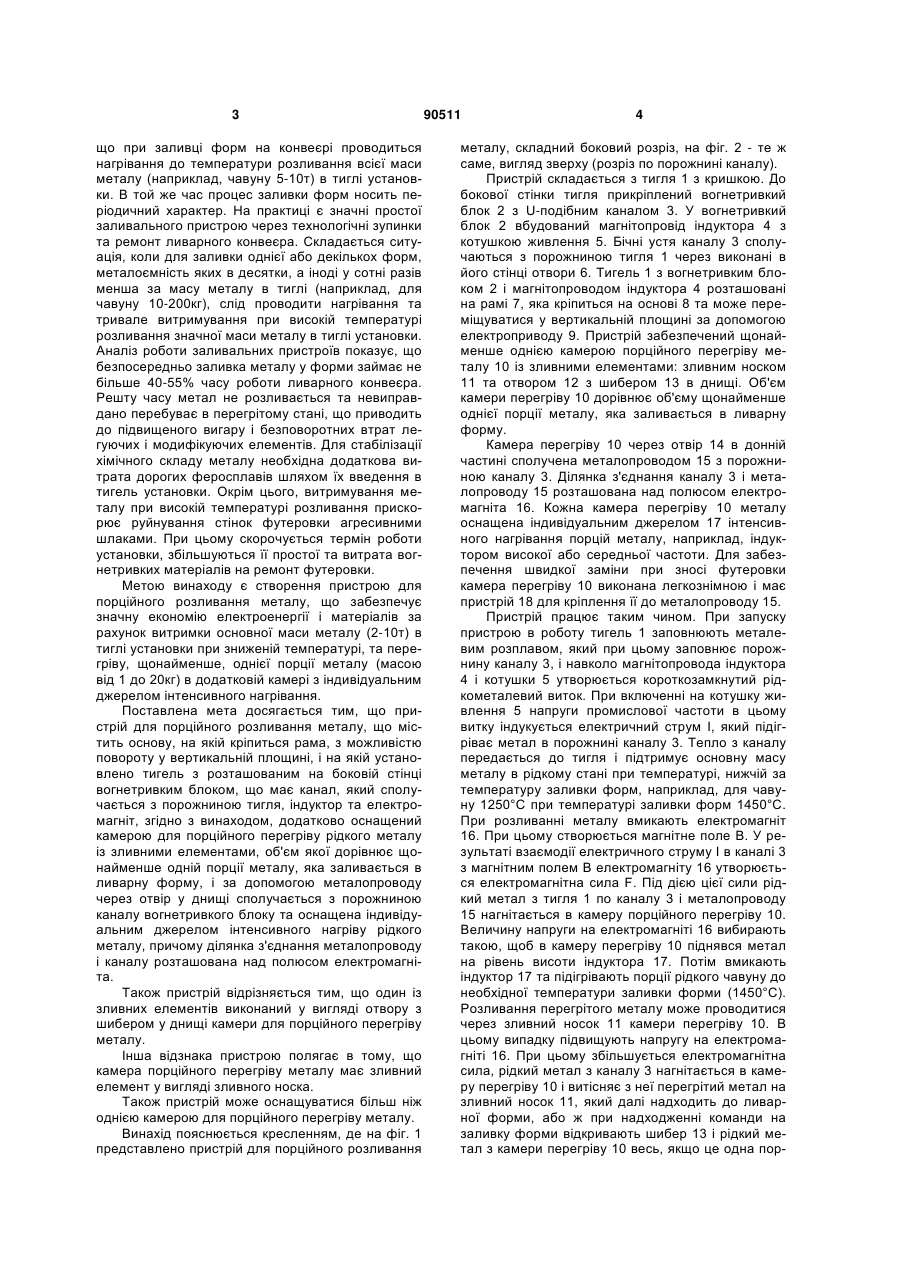
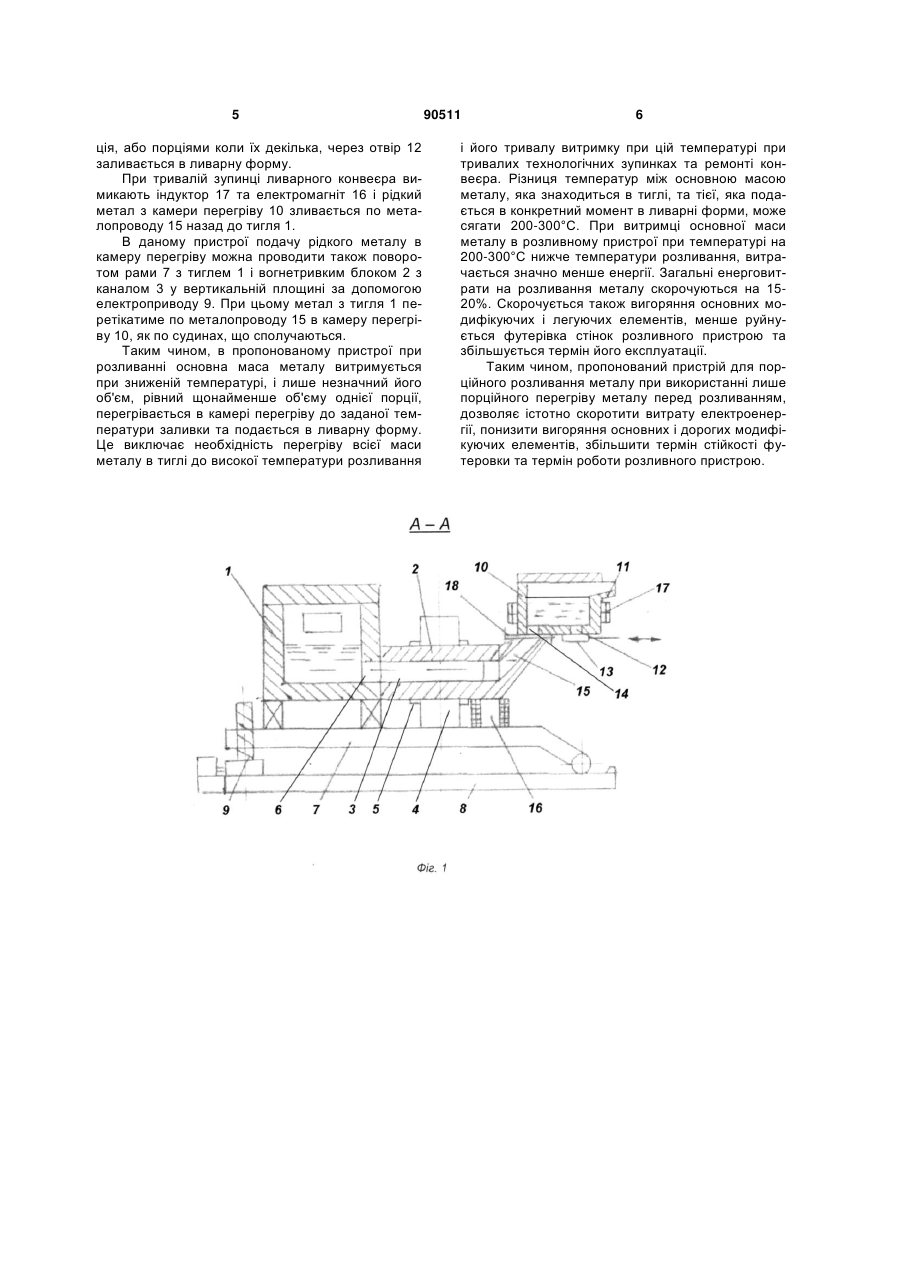
1. Пристрій для порційного розливання металу, який включає основу, на якій закріплена рама, виконана з можливістю повороту у вертикальній площині і на якій встановлено тигель з розташованим на його боковій стінці вогнетривким блоком, C2 2 (19) 1 3 що при заливці форм на конвеєрі проводиться нагрівання до температури розливання всієї маси металу (наприклад, чавуну 5-10т) в тиглі установки. В той же час процес заливки форм носить періодичний характер. На практиці є значні простої заливального пристрою через технологічні зупинки та ремонт ливарного конвеєра. Складається ситуація, коли для заливки однієї або декількох форм, металоємність яких в десятки, а іноді у сотні разів менша за масу металу в тиглі (наприклад, для чавуну 10-200кг), слід проводити нагрівання та тривале витримування при високій температурі розливання значної маси металу в тиглі установки. Аналіз роботи заливальних пристроїв показує, що безпосередньо заливка металу у форми займає не більше 40-55% часу роботи ливарного конвеєра. Решту часу метал не розливається та невиправдано перебуває в перегрітому стані, що приводить до підвищеного вигару і безповоротних втрат легуючих і модифікуючих елементів. Для стабілізації хімічного складу металу необхідна додаткова витрата дорогих феросплавів шляхом їх введення в тигель установки. Окрім цього, витримування металу при високій температурі розливання прискорює руйнування стінок футеровки агресивними шлаками. При цьому скорочується термін роботи установки, збільшуються її простої та витрата вогнетривких матеріалів на ремонт футеровки. Метою винаходу є створення пристрою для порційного розливання металу, що забезпечує значну економію електроенергії і матеріалів за рахунок витримки основної маси металу (2-10т) в тиглі установки при зниженій температурі, та перегріву, щонайменше, однієї порції металу (масою від 1 до 20кг) в додатковій камері з індивідуальним джерелом інтенсивного нагрівання. Поставлена мета досягається тим, що пристрій для порційного розливання металу, що містить основу, на якій кріпиться рама, з можливістю повороту у вертикальній площині, і на якій установлено тигель з розташованим на боковій стінці вогнетривким блоком, що має канал, який сполучається з порожниною тигля, індуктор та електромагніт, згідно з винаходом, додатково оснащений камерою для порційного перегріву рідкого металу із зливними елементами, об'єм якої дорівнює щонайменше одній порції металу, яка заливається в ливарну форму, і за допомогою металопроводу через отвір у днищі сполучається з порожниною каналу вогнетривкого блоку та оснащена індивідуальним джерелом інтенсивного нагріву рідкого металу, причому ділянка з'єднання металопроводу і каналу розташована над полюсом електромагніта. Також пристрій відрізняється тим, що один із зливних елементів виконаний у вигляді отвору з шибером у днищі камери для порційного перегріву металу. Інша відзнака пристрою полягає в тому, що камера порційного перегріву металу має зливний елемент у вигляді зливного носка. Також пристрій може оснащуватися більш ніж однією камерою для порційного перегріву металу. Винахід пояснюється кресленням, де на фіг. 1 представлено пристрій для порційного розливання 90511 4 металу, складний боковий розріз, на фіг. 2 - те ж саме, вигляд зверху (розріз по порожнині каналу). Пристрій складається з тигля 1 з кришкою. До бокової стінки тигля прикріплений вогнетривкий блок 2 з U-подібним каналом 3. У вогнетривкий блок 2 вбудований магнітопровід індуктора 4 з котушкою живлення 5. Бічні устя каналу 3 сполучаються з порожниною тигля 1 через виконані в його стінці отвори 6. Тигель 1 з вогнетривким блоком 2 і магнітопроводом індуктора 4 розташовані на рамі 7, яка кріпиться на основі 8 та може переміщуватися у вертикальній площині за допомогою електроприводу 9. Пристрій забезпечений щонайменше однією камерою порційного перегріву металу 10 із зливними елементами: зливним носком 11 та отвором 12 з шибером 13 в днищі. Об'єм камери перегріву 10 дорівнює об'єму щонайменше однієї порції металу, яка заливається в ливарну форму. Камера перегріву 10 через отвір 14 в донній частині сполучена металопроводом 15 з порожниною каналу 3. Ділянка з'єднання каналу 3 і металопроводу 15 розташована над полюсом електромагніта 16. Кожна камера перегріву 10 металу оснащена індивідуальним джерелом 17 інтенсивного нагрівання порцій металу, наприклад, індуктором високої або середньої частоти. Для забезпечення швидкої заміни при зносі футеровки камера перегріву 10 виконана легкознімною і має пристрій 18 для кріплення її до металопроводу 15. Пристрій працює таким чином. При запуску пристрою в роботу тигель 1 заповнюють металевим розплавом, який при цьому заповнює порожнину каналу 3, і навколо магнітопровода індуктора 4 і котушки 5 утворюється короткозамкнутий рідкометалевий виток. При включенні на котушку живлення 5 напруги промислової частоти в цьому витку індукується електричний струм І, який підігріває метал в порожнині каналу 3. Тепло з каналу передається до тигля і підтримує основну масу металу в рідкому стані при температурі, нижчій за температуру заливки форм, наприклад, для чавуну 1250°С при температурі заливки форм 1450°С. При розливанні металу вмикають електромагніт 16. При цьому створюється магнітне поле В. У результаті взаємодії електричного струму І в каналі 3 з магнітним полем В електромагніту 16 утворюється електромагнітна сила F. Під дією цієї сили рідкий метал з тигля 1 по каналу 3 і металопроводу 15 нагнітається в камеру порційного перегріву 10. Величину напруги на електромагніті 16 вибирають такою, щоб в камеру перегріву 10 піднявся метал на рівень висоти індуктора 17. Потім вмикають індуктор 17 та підігрівають порції рідкого чавуну до необхідної температури заливки форми (1450°С). Розливання перегрітого металу може проводитися через зливний носок 11 камери перегріву 10. В цьому випадку підвищують напругу на електромагніті 16. При цьому збільшується електромагнітна сила, рідкий метал з каналу 3 нагнітається в камеру перегріву 10 і витісняє з неї перегрітий метал на зливний носок 11, який далі надходить до ливарної форми, або ж при надходженні команди на заливку форми відкривають шибер 13 і рідкий метал з камери перегріву 10 весь, якщо це одна пор 5 ція, або порціями коли їх декілька, через отвір 12 заливається в ливарну форму. При тривалій зупинці ливарного конвеєра вимикають індуктор 17 та електромагніт 16 і рідкий метал з камери перегріву 10 зливається по металопроводу 15 назад до тигля 1. В даному пристрої подачу рідкого металу в камеру перегріву можна проводити також поворотом рами 7 з тиглем 1 і вогнетривким блоком 2 з каналом 3 у вертикальній площині за допомогою електроприводу 9. При цьому метал з тигля 1 перетікатиме по металопроводу 15 в камеру перегріву 10, як по судинах, що сполучаються. Таким чином, в пропонованому пристрої при розливанні основна маса металу витримується при зниженій температурі, і лише незначний його об'єм, рівний щонайменше об'єму однієї порції, перегрівається в камері перегріву до заданої температури заливки та подається в ливарну форму. Це виключає необхідність перегріву всієї маси металу в тиглі до високої температури розливання 90511 6 і його тривалу витримку при цій температурі при тривалих технологічних зупинках та ремонті конвеєра. Різниця температур між основною масою металу, яка знаходиться в тиглі, та тієї, яка подається в конкретний момент в ливарні форми, може сягати 200-300°С. При витримці основної маси металу в розливному пристрої при температурі на 200-300°С нижче температури розливання, витрачається значно менше енергії. Загальні енерговитрати на розливання металу скорочуються на 1520%. Скорочується також вигоряння основних модифікуючих і легуючих елементів, менше руйнується футерівка стінок розливного пристрою та збільшується термін його експлуатації. Таким чином, пропонований пристрій для порційного розливання металу при використанні лише порційного перегріву металу перед розливанням, дозволяє істотно скоротити витрату електроенергії, понизити вигоряння основних і дорогих модифікуючих елементів, збільшити термін стійкості футеровки та термін роботи розливного пристрою. 7 Комп’ютерна верстка А. Крулевський 90511 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for batched pouring metal
Автори англійськоюPohorskyi Viktor Konstiantynovych, Dubodelov Viktor Ivanovych, Horiuk Maksym Stepanovych, Skorobahatko Yulia Petrivna
Назва патенту російськоюУстройство для порционной разливки металла
Автори російськоюПогорский Виктор Константинович, Дубоделов Виктор Иванович, Горюк Максим Степанович, Скоробагатько Юлия Петровна
МПК / Мітки
МПК: B22D 39/00
Мітки: розливання, пристрій, металу, порційного
Код посилання
<a href="https://ua.patents.su/4-90511-pristrijj-dlya-porcijjnogo-rozlivannya-metalu.html" target="_blank" rel="follow" title="База патентів України">Пристрій для порційного розливання металу</a>
Електромагнітний пристрій для розливання рідкого металу

Номер патенту: 70065
Опубліковано: 15.09.2004
Автори: Погорський Віктор Костянтинович, Дубодєлов Віктор Іванович
МПК: B22D 39/00
Мітки: рідкого, пристрій, розливання, електромагнітний, металу
Формула / Реферат:
1. Електромагнітний пристрій для розливання рідкого металу, що містить тигель для рідкого металу, вертикально розташований вогнетривкий блок із плавильним каналом U-подібної форми, робочу зону каналу, індуктор, електромагніт, зливальний металопровід, систему електроживлення, який відрізняється тим, що щонайменше в одній з бокових ділянок вогнетривкого блоку виконано два додаткових вертикально розташованих канали, кожний з яких одним кінцем...
Пристрій для нагрівання металу, його транспортування і розливання одержаного рідкого металу
Номер патенту: 89111
Опубліковано: 25.12.2009
Автори: Колєсніченко Володимир Іванович, Никитенко Юрій Олександрович, Якуша Володимир Вікторович, Гнатушенко Олександр Віталійович, Шаповалов Віктор Олександрович, Патон Борис Євгенійович, Карускевич Ольга Віталіївна, Гніздило Олександр Миколайович, Ігнатов Анатолій Петрович
МПК: F27D 1/00, B22D 41/12, C22B 9/16, B22D 41/005, B22D 41/00, H05B 6/02
Мітки: одержаного, транспортування, металу, розливання, рідкого, нагрівання, пристрій
Формула / Реферат:
Пристрій для нагрівання металу, його транспортування і розливання одержаного рідкого металу, що містить переносний футерований ківш, виконаний із жорсткої несучої верхньої частини, середньої частини зі стінкою, прозорою для електромагнітного поля, і опорної нижньої частини у вигляді металевого днища, а також стаціонарну індукційну систему для нагрівання металу, який відрізняється тим, що його верхня і нижня частини з'єднані тонкими...
Установка безперервного розливання металу
Номер патенту: 1267
Опубліковано: 17.06.2002
Автори: КРАВЦОВ Владлен Васильович, МАХМУДОВ Олександр Гафарович
МПК: B22D 11/16
Мітки: розливання, металу, установка, безперервного
Формула / Реферат:
1. Установка безперервного розливання металу, що містить металоприймач, з'єднаний з кристалізатором, і пристрій нагрівання рідкого металу в металоприймачі, яка відрізняється тим, що пристрій нагрівання рідкого металу виконаний у вигляді трьох електродів, рівномірно розташованих по периметру металоприймача в його бокових стінках з можливістю контактування з рідким металом і підключених до трифазної мережі через регулятор потужності.2....
Пристрій для формування злитка з рідкого металу на вертикальній установці безперервного розливання сталі
Номер патенту: 82153
Опубліковано: 11.03.2008
Автори: Фентісов Ігор Миколайович, Зеленський Віктор Євгенович, Кирильченко Петро Миколайович, Попов Борис Анатольович, Лук'янчиков Олександр Миколайович, Степнов Ксенофонт Ксенофонтович, Попов Анатолій Васильович, Бойко Володимир Семенович
МПК: B22D 11/059, B22D 11/055, B22D 11/04, B22D 11/041, B22D 11/043
Мітки: розливання, вертикальний, формування, металу, пристрій, рідкого, сталі, безперервного, установці, злитка
Формула / Реферат:
Пристрій для формування злитка з рідкого металу на вертикальній установці безперервного розливання сталі, який містить чотири мідні стінки (1), робочі поверхні яких покриті матеріалом високої твердості і жаростійкості, канали (6) для охолоджувальної рідини та датчики контролю рівня рідкого металу, який відрізняється тим, що мідні стінки (1) виконано з декількох окремих секцій (13), які охолоджуються водою, набраних по периметру...
Пристрій для розливання рідкого металу

Номер патенту: 20415
Опубліковано: 15.07.1997
Автори: Дубодєлов Віктор Іванович, Горюк Максим Степанович, Погорський Віктор Костянтинович
МПК: B22D 39/00
Мітки: розливання, металу, пристрій, рідкого
Формула / Реферат:
1. Устройство для разливки жидкого металла, содержащее основание, раму, установленный на раме тигель со сливным желобом, огнеупорный блоке каналом, индуктор, электромагнит и привод для поворота устройства в вертикальной плоскости, отличающееся тем, что в огнеупорном блоке на участке присоединения к тиглю выполнено по меньшей мере два дополнительных канала, соединяющих полость токонесущего канала с тиглем:при этом каждый участок...
Попередній патент: Композиційний препарат для підвищення продуктивності сільськогосподарських культур
Наступний патент: Сферичний шарнір з ущільненою зоною контакту
Випадковий патент: Пачка для тютюнових виробів