Пристрій для формування злитка з рідкого металу на вертикальній установці безперервного розливання сталі
Номер патенту: 82153
Опубліковано: 11.03.2008
Автори: Кирильченко Петро Миколайович, Степнов Ксенофонт Ксенофонтович, Лук'янчиков Олександр Миколайович, Попов Борис Анатольович, Зеленський Віктор Євгенович, Фентісов Ігор Миколайович, Попов Анатолій Васильович, Бойко Володимир Семенович
Формула / Реферат
Пристрій для формування злитка з рідкого металу на вертикальній установці безперервного розливання сталі, який містить чотири мідні стінки (1), робочі поверхні яких покриті матеріалом високої твердості і жаростійкості, канали (6) для охолоджувальної рідини та датчики контролю рівня рідкого металу, який відрізняється тим, що мідні стінки (1) виконано з декількох окремих секцій (13), які охолоджуються водою, набраних по периметру поперечного перерізу пристрою або по висоті його стінок і з'єднаних між собою кріпленням (2, 3), причому у кожній окремій секції (13) виконано канали (6) для охолоджувальної рідини у вигляді сталевих труб (7) з пазами (8), залитих в окремі секції (13), а в цих секціях (13) виконано також округлі пази (10), в яких розташовано датчики контролю рівня рідкого металу, робоча бічна поверхня окремих секцій, яка контактує з рідким металом, покрита молібденом або карбонітридом бору (11), та кожна окрема секція (13) виконана з двома робочими поверхнями.
Текст
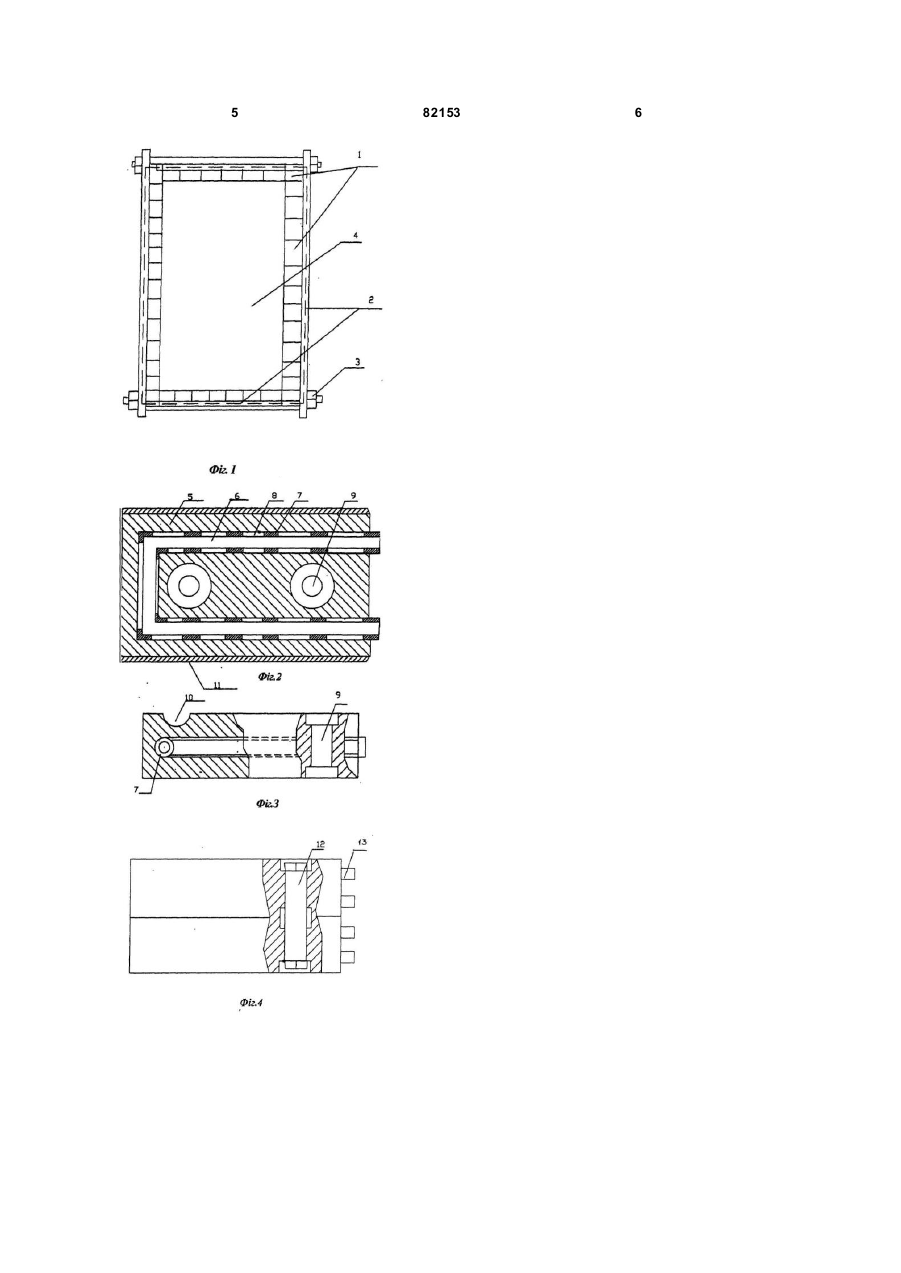
Пристрій для формування злитка з рідкого металу на вертикальній установці безперервного розливання сталі, який містить чотири мідні стінки (1), робочі поверхні яких покриті матеріалом високої твердості і жаростійкості, канали (6) для охолоджувальної рідини та датчики контролю рівня рідкого металу, який відрізняє ться тим, що мідні стінки (1) виконано з декількох окремих секцій (13), які охолоджуються водою, набраних по периметру поперечного перерізу пристрою або по висоті його стінок і з'єднаних між собою кріпленням (2, 3), причому у кожній окремій секції (13) виконано канали (6) для охолоджувальної рідини у вигляді сталеви х тр уб (7) з пазами (8), залитих в окремі секції (13), а в цих секціях (13) виконано також округлі пази (10), в яких розташовано датчики контролю рівня рідкого металу, робоча бічна поверхня окремих секцій, яка контактує з рідким металом, покрита молібденом або карбонітридом бору (11), та кожна окрема секція (13) виконана з двома робочими поверхнями. (19) UA (11) (21) a200611596 (22) 03.11.2006 (24) 11.03.2008 (72) ПОПОВ АНАТОЛІЙ ВАСИЛЬОВИЧ, UA, БОЙКО ВОЛОДИ МИР СЕМЕНОВИЧ, U A, КИРИЛЬЧЕНКО ПЕТРО МИКОЛАЙОВИЧ, U A, СТЕПНОВ КСЕНОФОНТ КСЕНОФОНТОВИЧ, U A, ЗЕЛЕНСЬКИЙ ВІКТОР ЄВГЕНОВИЧ, UA, ФЕНТІСОВ ІГОР МИКОЛАЙОВИЧ, U A, ЛУКЬЯНЧИКОВ ОЛЕКСАНДР МИКОЛАЙОВИЧ, UA, ПОПОВ БОРИС АН АТОЛЬОВИЧ, U A (73) ВІДКРИТЕ АКЦІОНЕРНЕ ТОВАРИСТВО "МАРІУПОЛЬСЬКИЙ МЕТАЛУРГІЙНИЙ КОМБІН АТ ІМЕНІ ІЛЛІЧА", U A (56) UA, 29 808, C2, 29.12.1999 UA, 55 984, A, 15.04.2003 UA, 4 861, U, 15.02.2005 RU, 2 055 682, C1, 10.03.1996 RU, 2 127 169, C1, 10.03.1999 RU, 2 181 315, C2, 20.04.2002 US, 5 176 197, A, 05.01.1993 JP, 58-141832, A, 23.08.1983 JP, 63-177943, A, 22.07.1988 Заявка JP, 2000225442, А, 15.08.2000 Германн Э. Непрерывное литье: Пер. с нем..- М.: C2 2 82153 1 3 82153 Відомо пристрій для безперервного лиття сталі [Едуард Германович «Безупинне лиття», переклад із німецького, Державне науково технічне видавництво лі тератури по чорній металургії, 1961р., стор.461, прийняте за прототип], призначене для виплавки сталі або міді, який містить чотири окремі мідні стінки, яки охолоджуються водою, і датчик контролю рівня рідкого металу. Зовні шній діаметр мідних стінок, яки охолоджуються водою, східчасто збільшуються зверху вниз. У зазор, що утворюється таким чином, між заготівкою і пристроєм уводиться під постійним тиском мастило, наприклад, графітовий порошок. Подача мастила в пристрій здійснюється під самою нижньою мідною стінкою. Верхня мідна стінка не може змазуватися так, як змазуються інші, тому, що між нею і злитком немає зазору. У зв'язку з цим, на неї наноситься колоїдний розчин графіту, який не дає прилипати заготовці до стінки. Недоліком даного пристрою є недовговічність покриття, складність роботи з мастилами, яки забруднюють метал, котрий виплавляється. В основу винаходу поставлена задача, удосконалити конструкцію пристрою для формування злитка на установках безперервного розливання сталі. Поставлена задача вирішується тим, що пристрій для формування злитка на установках безперервного розливання сталі, який містить чотири мідні стінки , робочі поверхні яких покрито матеріалом високої твердості і жаростійкості, канали для охолоджуючої рідини та датчик контролю рівня рідкого металу, відповідно до винаходу, мідні стінки виконані з декількох окремих секцій, які охолоджуються водою, набраних по периметру поперечного перерізу пристрою або по висоті стінок пристрою і з'єднані між собою кріпленням, причому у кожній окремій секції виконано канали для охолоджувальної рідини у вигляді сталевих труб, залитих в ці окремі секції, а в сталевих трубах виконано пази в яких розташовано датчики контролю рівня рідкого металу. Робоча бічна поверхня окремої секції, що контактує з рідким металом, покрита молібденом або карбонітрідом бора. Окремі секції виконані з двома робочими поверхнями. Запропонована конструкція пристрою дозволить підвищити термін служби пристрою для формування злитка на установках безперервного розливання сталі за рахунок окремих секцій, яки охолоджуються водою, і мають дві робочі поверхні, наявність каналів для о холоджувальної рідини у вигляді сталевих тр уб дозволить скоротити витрату міді при виготовленні його, покриття робочої бічної поверхні окремої секції молібденом або карбонітрідом бора дозволить поліпшити формування злитка і збільшує стійкість пристрою, а розташування датчиків рівня рідкого металу в пазах сталеви х тр уб між окремими секціями дозволить підтримувати заданий рівень рідкого металу. Суть запропонованого винаходу пояснюється кресленнями, де на Фіг. 1 показано загальний вид пристрою (в плані) для формування злитка на 4 установках безперервного розливання сталі, на Фіг. 2 , 3 вид окремої секції, яка охолоджується водою, в плані та збоку, на Фі г. 4 схема кріплення окремих секцій у стіні пристрою. Пристрій для формування злитка на установках безперервного розливання сталі містить чотири мідні стінки 1 (фіг. 1), яки з'єднані між собою кріпленням 2, 3 (фіг.1) у вер хньому і нижньому основах і утворюють плавильний простір 4 (фіг.1). Для підвищення терміну служби пристрою, що заявляється, кожна мідна стінка набрана з окремих секцій 13 (фіг.4) в яких виконано отвори 9(фіг.2,3) для скріплених окремих секцій 13 (фіг.4) між собою болтами 12 (фіг.4). А в окремих секціях 13 (фіг.4) для охолоджувальної рідини виконано канали 6 (фіг.2) у виді сталевих труб 7 (фіг.2,3), яки залито в окремі секції 13 (фіг.4). Для контакту о холоджувальної рідини з частиною 5 (фіг.2) окремої секції 13 (фіг.4) в сталевих тр убах 7 (фіг.2,3) виконано пази 8 (фіг.2). Для кріплення датчиків контролю рівня рідкого металу між окремими секціями 13 (фіг.4) виконано округлі пази 10 (фіг.3). Робочі бічні поверхні окремих секцій 13 (фіг.4), яки контактують із рідким металом, покрито молібденом або карбонітрідом бора 11 (фіг.2). Дослідження показали, що - в пристрої з цільними мідними стінками поверхня злитків западає до 2мм, а у пристрою, який заявляється, поверхня злитка гладка та без дефектів; - пристрій з цільними мідними стінками після трьох плавок має знос до 20%, а пристрій, який заявляється, має знос 3%; - витрата міді у пристрої з цільними мідними стінками на 30% більш ніж у пристрою з набраними окремими секціями; - покриття стінок пристрою мастилом, наприклад графітовим порошком, забруднює злиток, який виплавляють, а покриття бічної поверхні окремої секції молібденом або карбонітрідом бора дозволить поліпшити формування злитка та збільшує стійкість самого пристрою, який заявляється. Пристрій для формування злитка на установках безупинного розливання стали працює таким чином. У плавильний простір 4 (фіг.1) заливають розплавлений метал, який формується в злиток і витягається в міру кристалізації. Кожна мідна стінка 1 (фіг.1) набрана з окремих секцій 13 (фіг.4), що охолоджуються водою, яка проходить по каналах 6 (фіг.2), виконаних у вигляді сталевих труб 7 (фіг.2,3), а через пази 8 (фіг.2) у сталевих труба х 7 (фіг.2,3)контактує із мідною частиною 5 (фіг.2) окремої секції 13 (фіг.4), тим самим охолоджує її і охолоджує зовнішню поверхню злитка. При зносі робочої поверхні окремої секції 13 (фіг.4) вона розвертається на 180°, завдяки тому, що має дві робочі поверхні. 5 82153 6
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for molding of ingot from liquid metal on vertical installation of continuous steel melting
Автори англійськоюPopov Anatolii Vasyliovych, Boiko Volodymyr Semenovych, Kyrylchenko Petro Mykolaiovych, Stepnov Ksenofont Ksenofontovych, Zelenskyi Viktor Yevhenovych, Fentisov Ihor Mykolaiovych, Lukianchykov Oleksandr Mykolaiovych, Popov Borys Anatoliiovych
Назва патенту російськоюУстройство для формирования слитка из жидкого металла на вертикальной установке непрерывной разливки стали
Автори російськоюПопов Анатолий Васильевич, Бойко Владимир Семенович, Кирильченко Петр Николаевич, Степнов Ксенофонт Ксенофонтович, Зеленский Виктор Евгеньевич, Фентисов Игорь Николаевич, Лукьянчиков Александр Николаевич, Попов Борис Анатольевич
МПК / Мітки
МПК: B22D 11/043, B22D 11/059, B22D 11/055, B22D 11/041, B22D 11/04
Мітки: пристрій, вертикальний, безперервного, рідкого, металу, установці, формування, сталі, злитка, розливання
Код посилання
<a href="https://ua.patents.su/3-82153-pristrijj-dlya-formuvannya-zlitka-z-ridkogo-metalu-na-vertikalnijj-ustanovci-bezperervnogo-rozlivannya-stali.html" target="_blank" rel="follow" title="База патентів України">Пристрій для формування злитка з рідкого металу на вертикальній установці безперервного розливання сталі</a>
Пристрій для формування злитка на установках безупинного розливання сталі
Номер патенту: 21633
Опубліковано: 15.03.2007
Автори: Бойко Володимир Семенович, Попов Борис Анатольович, Зеленський Віктор Євгенович, Попов Анатолій Васильович, Степнов Ксенофонт Ксенофонтович, Лук'янчиков Олександр Миколайович, Фентісов Ігор Миколайович, Кирильченко Петро Миколайович
МПК: C21C 5/56
Мітки: безупинного, злитка, сталі, пристрій, розливання, установках, формування
Формула / Реферат:
Пристрій для формування злитка на установках безупинного розливання сталі, що містить чотири мідні стінки, робочі поверхні яких покриті матеріалом високої твердості і жаростійкості, канали для охолоджувальної рідини та датчика контролю рівня рідкого металу, який відрізняється тим, що мідні стінки виконані з декількох окремих секцій, які охолоджуються водою, набраних по периметру поперечного перерізу пристрою або по висоті стінок пристрою і...
Заглибний стакан для заливання рідкого металу в кристалізатор для безперервного розливання металу у злитки
Номер патенту: 61931
Опубліковано: 15.12.2003
Автори: Рішо Жоан, Дескав Фредерік, Гонкальв Бернар, Гаше Лоран, Оріель Фабієнн
МПК: B22D 41/50, B22D 41/08, B22D 11/08, B22D 11/10
Мітки: заглибний, металу, злитки, розливання, заливання, стакан, кристалізатор, безперервного, рідкого
Формула / Реферат:
1. Заглибний стакан для заливання рідкого металу в кристалізатор для безперервного розливання металу у злитки, який включає першу трубчасту частину, один кінець якої призначений для сполучення з посудиною, що містить рідкий метал, а другий кінець сполучається з другою порожньою частиною подовженої форми, одна з ділянок внутрішнього простору якої розташована практично перпендикулярно до названої вище першої трубчастої частини, при цьому...
Спосіб та пристрій регулювання рівня меніска рідкого металу в кристалізаторі установки безперервного розливання металів
Номер патенту: 37227
Опубліковано: 15.05.2001
Автори: МУШЕТТ Алан, ТОМАРДЕЛЬ Оділь, БАННІ Т'єрі, МАРТАН Жан-Франсуа, НАДІФ Мішель, ДРЮО Жоель, БЕКЛЕ Дід'є, ДЮССЕ Ерве
МПК: B22D 11/14, B22D 11/16, F03B 15/00
Мітки: розливання, спосіб, рівня, кристалізаторі, металів, металу, регулювання, пристрій, рідкого, установки, меніска, безперервного
Формула / Реферат:
1. Способ регулирования уровня мениска жидкого металла в кристаллизаторе установки непрерывной разливки металла, в соответствии с которым принимаются электрические сигналы, выдаваемые по меньшей мере одной парой датчиков, расположенных непосредственно над мениском, причем электрические сигналы этих датчиков представляют собой функцию соответствующих расстояний h1, h2 между датчиками и мениском, осуществляется комбинирование двух этих...
Спосіб безперервного розливання сталі
Номер патенту: 13366
Опубліковано: 15.03.2006
Автори: Попов Анатолій Васильович, Попов Борис Анатольович
МПК: B22D 11/14
Мітки: спосіб, сталі, безперервного, розливання
Формула / Реферат:
Спосіб безперервного розливання сталі, що включає заливання рідкого металу в кристалізатор, витяжку сформованого злитка, нарізання на мірні сляби і передачу їх на подальші технологічні операції, який відрізняється тим, що злиток витягують вверх під кутом 5-30° до горизонтальної площини.
Установка безперервного розливання металу
Номер патенту: 1267
Опубліковано: 17.06.2002
Автори: МАХМУДОВ Олександр Гафарович, КРАВЦОВ Владлен Васильович
МПК: B22D 11/16
Мітки: металу, безперервного, розливання, установка
Формула / Реферат:
1. Установка безперервного розливання металу, що містить металоприймач, з'єднаний з кристалізатором, і пристрій нагрівання рідкого металу в металоприймачі, яка відрізняється тим, що пристрій нагрівання рідкого металу виконаний у вигляді трьох електродів, рівномірно розташованих по периметру металоприймача в його бокових стінках з можливістю контактування з рідким металом і підключених до трифазної мережі через регулятор потужності.2....
Попередній патент: Пристрій для транспортування та очистки коренебульбоплодів
Наступний патент: Похідні піролу з антибактеріальною дією
Випадковий патент: Спосіб прогнозування розвитку загрози переривання вагітності в першому триместрі у жінок із фіброзно-кістозною хворобою молочних залоз