Спосіб фінішної обробки поверхонь обертання деталей
Номер патенту: 90648
Опубліковано: 11.05.2010
Автори: Усенко Володимир Васильович, Курило Михайло Федосійович
Формула / Реферат
Спосіб фінішної обробки поверхонь обертання деталей, переважно циліндрових поверхонь шийок колінчастих валів, при якому встановленій на токарному верстаті деталі надають обертання щодо осі поверхні, що оброблюється, зі швидкістю колової подачі, а фрезерний інструмент встановлюють перпендикулярно до твірної поверхні, що оброблюється, надають йому обертання щодо власної осі зі швидкістю різання та забезпечують йому можливість поступального переміщення уздовж твірної поверхні, що оброблюється, зі швидкістю подовжньої подачі, який відрізняється тим, що як фрезерний інструмент застосовують торцево-шаберну фрезу, вісь обертання якої зміщують щодо твірної поверхні, що оброблюється, в тангенціальному напрямі.
Текст
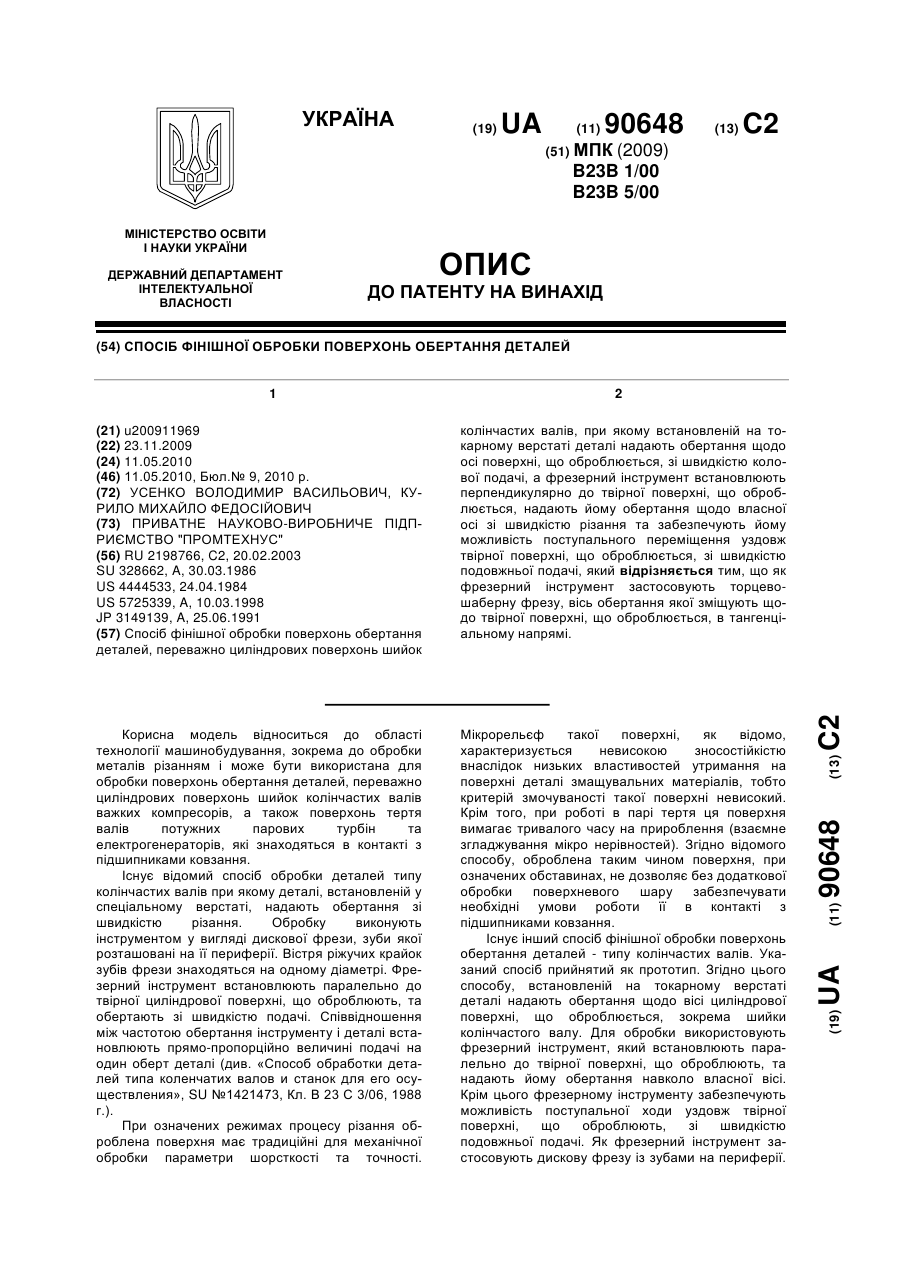
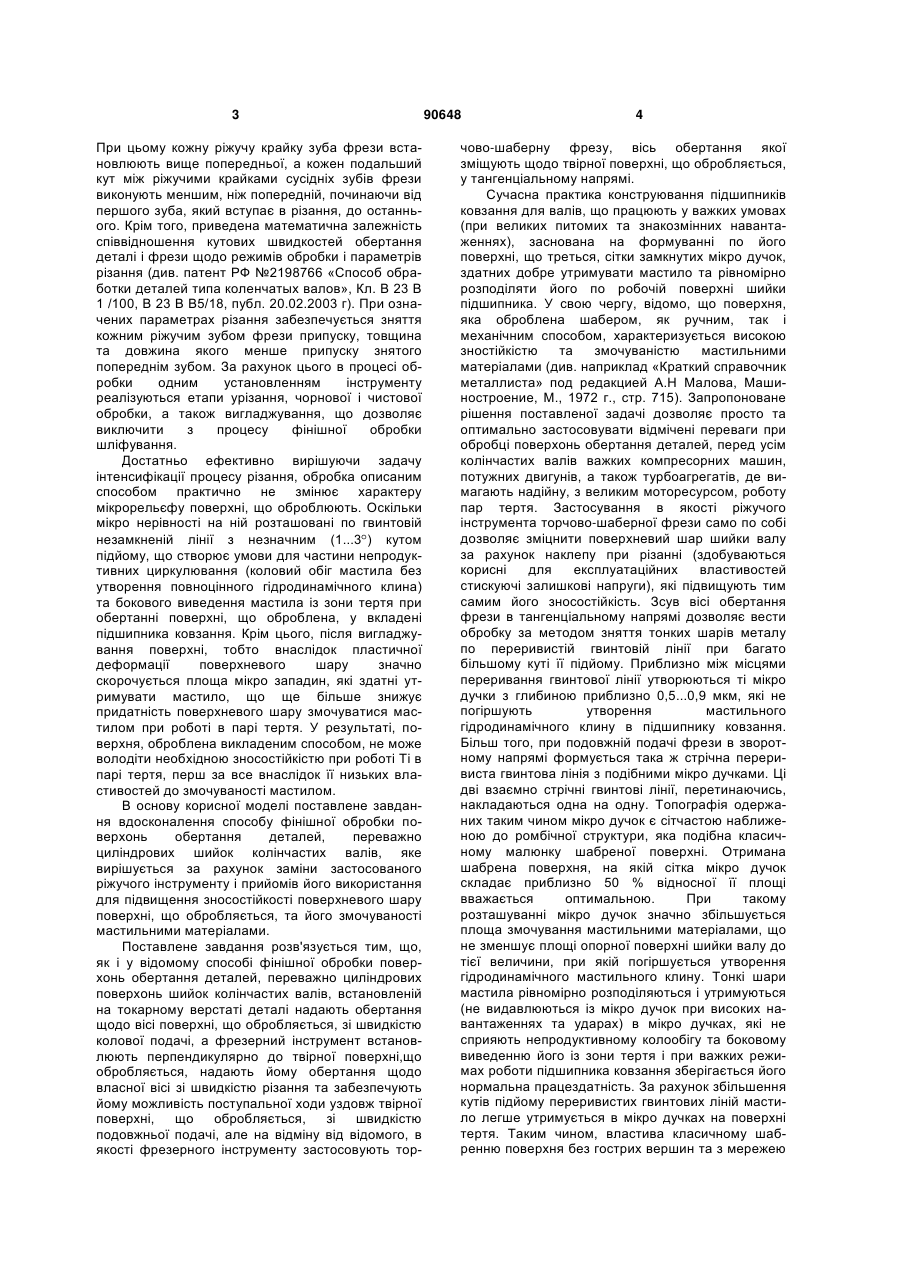
Спосіб фінішної обробки поверхонь обертання деталей, переважно циліндрових поверхонь шийок 3 При цьому кожну ріжучу крайку зуба фрези встановлюють вище попередньої, а кожен подальший кут між ріжучими крайками сусідніх зубів фрези виконують меншим, ніж попередній, починаючи від першого зуба, який вступає в різання, до останнього. Крім того, приведена математична залежність співвідношення кутових швидкостей обертання деталі і фрези щодо режимів обробки і параметрів різання (див. патент РФ №2198766 «Способ обработки деталей типа коленчатых валов», Кл. В 23 В 1 /100, В 23 В В5/18, публ. 20.02.2003 г). При означених параметрах різання забезпечується зняття кожним ріжучим зубом фрези припуску, товщина та довжина якого менше припуску знятого попереднім зубом. За рахунок цього в процесі обробки одним установленням інструменту реалізуються етапи урізання, чорнової і чистової обробки, а також вигладжування, що дозволяє виключити з процесу фінішної обробки шліфування. Достатньо ефективно вирішуючи задачу інтенсифікації процесу різання, обробка описаним способом практично не змінює характеру мікрорельєфу поверхні, що оброблюють. Оскільки мікро нерівності на ній розташовані по гвинтовій незамкненій лінії з незначним (1...3 ) кутом підйому, що створює умови для частини непродуктивних циркулювання (коловий обіг мастила без утворення повноцінного гідродинамічного клина) та бокового виведення мастила із зони тертя при обертанні поверхні, що оброблена, у вкладені підшипника ковзання. Крім цього, після вигладжування поверхні, тобто внаслідок пластичної деформації поверхневого шару значно скорочується площа мікро западин, які здатні утримувати мастило, що ще більше знижує придатність поверхневого шару змочуватися мастилом при роботі в парі тертя. У результаті, поверхня, оброблена викладеним способом, не може володіти необхідною зносостійкістю при роботі Ті в парі тертя, перш за все внаслідок її низьких властивостей до змочуваності мастилом. В основу корисної моделі поставлене завдання вдосконалення способу фінішної обробки поверхонь обертання деталей, переважно циліндрових шийок колінчастих валів, яке вирішується за рахунок заміни застосованого ріжучого інструменту і прийомів його використання для підвищення зносостійкості поверхневого шару поверхні, що обробляється, та його змочуваності мастильними матеріалами. Поставлене завдання розв'язується тим, що, як і у відомому способі фінішної обробки поверхонь обертання деталей, переважно циліндрових поверхонь шийок колінчастих валів, встановленій на токарному верстаті деталі надають обертання щодо вісі поверхні, що обробляється, зі швидкістю колової подачі, а фрезерний інструмент встановлюють перпендикулярно до твірної поверхні,що обробляється, надають йому обертання щодо власної вісі зі швидкістю різання та забезпечують йому можливість поступальної ходи уздовж твірної поверхні, що обробляється, зі швидкістю подовжньої подачі, але на відміну від відомого, в якості фрезерного інструменту застосовують тор 90648 4 чово-шаберну фрезу, вісь обертання якої зміщують щодо твірної поверхні, що обробляється, у тангенціальному напрямі. Сучасна практика конструювання підшипників ковзання для валів, що працюють у важких умовах (при великих питомих та знакозмінних навантаженнях), заснована на формуванні по його поверхні, що треться, сітки замкнутих мікро дучок, здатних добре утримувати мастило та рівномірно розподіляти його по робочій поверхні шийки підшипника. У свою чергу, відомо, що поверхня, яка оброблена шабером, як ручним, так і механічним способом, характеризується високою зностійкістю та змочуваністю мастильними матеріалами (див. наприклад «Краткий справочник металлиста» под редакцией А.Н Малова, Машиностроение, М., 1972 г., стр. 715). Запропоноване рішення поставленої задачі дозволяє просто та оптимально застосовувати відмічені переваги при обробці поверхонь обертання деталей, перед усім колінчастих валів важких компресорних машин, потужних двигунів, а також турбоагрегатів, де вимагають надійну, з великим моторесурсом, роботу пар тертя. Застосування в якості ріжучого інструмента торчово-шаберної фрези само по собі дозволяє зміцнити поверхневий шар шийки валу за рахунок наклепу при різанні (здобуваються корисні для експлуатаційних властивостей стискуючі залишкові напруги), які підвищують тим самим його зносостійкість. Зсув вісі обертання фрези в тангенціальному напрямі дозволяє вести обробку за методом зняття тонких шарів металу по переривистій гвинтовій лінії при багато більшому куті її підйому. Приблизно між місцями переривання гвинтової лінії утворюються ті мікро дучки з глибиною приблизно 0,5...0,9 мкм, які не погіршують утворення мастильного гідродинамічного клину в підшипнику ковзання. Більш того, при подовжній подачі фрези в зворотному напрямі формується така ж стрічна переривиста гвинтова лінія з подібними мікро дучками. Ці дві взаємно стрічні гвинтові лінії, перетинаючись, накладаються одна на одну. Топографія одержаних таким чином мікро дучок є сітчастою наближеною до ромбічної структури, яка подібна класичному малюнку шабреної поверхні. Отримана шабрена поверхня, на якій сітка мікро дучок складає приблизно 50 % відносної її площі вважається оптимальною. При такому розташуванні мікро дучок значно збільшується площа змочування мастильними матеріалами, що не зменшує площі опорної поверхні шийки валу до тієї величини, при якій погіршується утворення гідродинамічного мастильного клину. Тонкі шари мастила рівномірно розподіляються і утримуються (не видавлюються із мікро дучок при високих навантаженнях та ударах) в мікро дучках, які не сприяють непродуктивному колообігу та боковому виведенню його із зони тертя і при важких режимах роботи підшипника ковзання зберігається його нормальна працездатність. За рахунок збільшення кутів підйому переривистих гвинтових ліній мастило легше утримується в мікро дучках на поверхні тертя. Таким чином, властива класичному шабренню поверхня без гострих вершин та з мережею 5 мікро дучок, забезпечує при експлуатації м'який ковзаючий процес роботи поверхні в парі тертя з мінімальним часом, необхідним для прироблення поверхонь. Далі, при певних схемах обробки даного способу і комбінаціях колової та подовжньої подач, можна одержати шевронний малюнок розташування мікро дучок. У даному випадку при роботі такої поверхні в підшипнику ковзання мастило мінімально витікатиме із зони тертя, оскільки шевронне розташування мікро дучок сприятиме руху мастила до середини підшипника. При всьому вищесказаному, даний спосіб за рахунок зняття тонких шарів (0,01.0,05 мм) металу дозволяє виконувати з високою точністю обробку загартованих поверхонь при твердості, яка практично по службовому призначенню застосовується до подібних деталей. Для цього використовують шаберні пластинки з твердого сплаву або з мінералокераміки. Суть корисної моделі для її практичного застосування розкривається графічно, де: на фіг. 1 показана в ізометрії схема фінішної обробки циліндрових поверхонь шийок колінчастого валу; на фіг. 2 показана кінематична схема фінішної обробки поверхонь обертання деталей, де виконано поперечний розтин уздовж вісі обертання фрезерного інструменту; Здійснення запропонованого способу фінішної обробки поверхонь обертання деталей стосовно обробки циліндрових поверхонь шийок колінчастого валу 1 (фіг. 1) розкрито нижче. Для цієї мети використовують універсальний токарний верстат 2. Колінчастий вал 1 крайніми корінними шийками встановлюють відповідно в патроні 3 і центрі 4 задньої бабки верстата 2, та центрують щодо вісей обертання корінних шийок. Далі на супорті 5 верстата 2 закріплюють шпиндельну голівку 6 з торчово-шаберною фрезою 7 (фіг. 2). Встановлення фрези 7 передбачає орієнтацію вісі її обертання в положенні, яка має бути перпендикулярна твірної циліндровій поверхні шийки валу 1, яка обробляється, а також мати зсув вісі обертання відносно твірної в тангенціальному напрямі на величину «е» (фіг. 2), яка визначається залежно від діаметру шийки, що обробляється. У подальшому передньою бабкою верстата 2 надають обертання колінчастому валу 1 зі швидкістю колової подачі, а фрезу 7 приводом голівки 6 шпинделя обертають зі швидкістю різання. При цьому радіальна подача фрези 7 за необхідним урізуванням на встановлений припуск, як і подовжня її подача уздовж твірної циліндрової поверхні шийки валу 1, забезпечуються супортом 5 та кареткою 8 верстата 2. У процесі обробки поверхні за рахунок зсуву вісі обертання фрези 7 проводиться її механічне шабрення по переривистій гвинтовій лінії. Причому, при зміні напряму подовжньої подачі на «зворотну» формується стрічна переривиста гвинтова лінія з мікро дучок на поверхні, що обробляється. Внаслідок цього, поверхня, оброблена таким чином, є сукупністю переривистих гвинтових ліній, які чергують між собою та взаємно перетинають одна одну. Ширина таких ліній визначається формою шаберної пластинки фрези 7, а також розміром її 90648 6 ріжучої крайки, кутом нахилу та глибиною різання. Тим самим, одержана після обробки поверхня є сітчастою наближеною до ромбічної структури з мікро дучок, як і класичний малюнок після обробки традиційним шабером. Причому, після механічного шабрення мікро виступи не мають гострих вершин, а рівномірний розподіл мікро дучок помітно підвищує мастилоутримальні якості поверхні, що оброблена. Остання якість істотно покращує умови роботи поверхонь тертя, що знаходяться між собою в контакті. Фінішну обробку шийок колінчастого валу 1 виконують по класичній схемі, тобто послідовно, починаючи обробку з корінних шийок. При переході до обробки шийок для гонка, кожну з них за допомогою центрозсува вивіряють для поєднання Ті подовжньої осі з віссю обертання центрозсува (на схемі не показаний). Викладений спосіб здійснений шляхом експериментальної обробки зовнішньої поверхні циліндра з діаметром 326мм. Для заготованки циліндра використовувалася кованка зі сталі 40Х2НМА (НRСэ 36), яка заздалегідь піддавалася токарній механічній обробці в режимі, прийнятому для обробки шийок колінчастих валів. Циліндр був встановлений в патроні 3 універсального токарного верстата 2 (16К20Б), а на його супорті 5 закріплена головка шпинделя 6 з торчовошаберною фрезою 7. Діаметр фрези 61 мм. При цьому зсув «е» (фіг. 2) вісі фрези 7, щодо твірної циліндра оброблюваної поверхні в тангенціальному напрямі складало 4мм. Крім того, зона 1 довжини циліндра фрезою 7 для порівняння не оброблялася. Чистове шабрення поверхні циліндра проводилось при наступних режимах: - швидкість обертання головки шпинделя: 850 об/хв.; швидкість обертання оброблюваного циліндра: 20 об/хв.; - подовжня подача головки шпинделя: 1 мм/об.; - глибини різання торчово-шаберної фрези: 0,05.0,15 мм; В ході експерименту зона 2 циліндра піддалася чистовому шабренню одним подовжнім проходом фрези, а зона 3 була оброблена двома прямими і двома зворотними проходами фрези (метод, що виходжує оброблювану поверхню, тобто без поперечної подачі фрези). Після чистового шабрення були проведені спрощені вимірювання обробленої поверхні. Вимірювання шорсткості поверхні та глибини мікро дучок проводилося профілометром DIAVITE DH-5 Ra 0,02 мкм. Результати вимірів шорсткості показали: обробка зони 1 - це точена поверхня, яка підготовлена під шабрення з шорсткістю Ra 3,2 мкм, обробка зони 2 після шабрення в коловому напрямі середнє значення шорсткості складало Ra 0,54 мкм, а уздовж твірної - Ra 1,2 мкм, обробка поверхні зони 3 методом, що виходжує - у коловому напрямі Ra 0,32 мкм, а в подовжньому Ra 0,86 мкм. Глибини мікро дучок в обох випадках складали приблизно від 0, 5 мкм до 0, 9 мкм. У подальшому було виконане фотографування обробленої поверхні циліндра в різних ракурсах. 7 90648 Результати експериментальної обробки циліндра та їх аналіз підтверджують наступне: у зонах 2 і 3 циліндра гострі вершини мікро виступів зрізані, в них чітко видно мікро дучки переважно замкнуті по своєму контуру, а це забезпечує істотне підвищення властивостей обробленої поверхні, яка добре утримує мастило; топографія малюнка поверхні в зонах 2 і 3 є сітчастою структурою з мікро дучок, що приблизно нагадує ромбічну форму, які достатньо рівномірно розподілені по обробленій поверхні, як в осьовому, так і в коловому напрямах; дане положення забезпечує в умовах експлуатації значне збільшення площі змочування мастильними Комп’ютерна верстка Д. Шеверун 8 матеріалами, що забезпечує тим самим м'який ковзаючий процес роботи обробленої поверхні у парі тертя; Викладене у своїй сукупності, дозволяє істотно поліпшити умови роботи поверхонь тертя, які знаходяться між собою в контакті. Підвищити ефективність викладеного способу фінішної обробки поверхонь тертя деталей типу колінчастих валів, валів важких парових турбін та електрогенераторів можна також шляхом підбору форми шаберної пластини фрези, розміру її ріжучої крайки та кута нахилу, оптимальних режимів різання. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of finishing surfaces of revolution of parts
Автори англійськоюUsenko Volodymyr Vasyliovych, Kurylo Mykhailo Fedosiiovych
Назва патенту російськоюСпособ финишной обработки поверхностей вращения деталей
Автори російськоюУсенко Владимир Васильевич, Курило Михаил Федосеевич
МПК / Мітки
Мітки: поверхонь, фінішної, спосіб, деталей, обертання, обробки
Код посилання
<a href="https://ua.patents.su/4-90648-sposib-finishno-obrobki-poverkhon-obertannya-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб фінішної обробки поверхонь обертання деталей</a>
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів
Номер патенту: 39731
Опубліковано: 10.03.2009
Автори: Гавріш Анатолій Павлович, Віцюк Юлія Юріївна, Мельник Олена Олексіївна, Гавриш Олег Анатолійович, Роїк Тетяна Анатоліївна
МПК: G11B 5/127
Мітки: абразивної, сплавів, зовнішніх, профільних, деталей, обробки, фінішної, поверхонь, спосіб, нікелевих
Формула / Реферат:
Спосіб фінішної абразивної обробки зовнішніх профільних поверхонь деталей з нікелевих сплавів шляхом впливу феромагнітним абразивним порошком, який знаходиться у магнітному полі оброблювального обертового інструмента, який відрізняється тим, що оброблювальний інструмент обертають з окружною швидкістю 1,0-4,0 м/с, а оброблюваним профільним поверхням деталей надають поздовжньо-зворотні рухи зі швидкістю 300-350 мм/хв. вздовж профілю деталі, при...
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів
Номер патенту: 52311
Опубліковано: 16.12.2002
Автори: Митрохін Олександр Анатолійович, Гайдідей Ольга Владіславівна, Плошенко Іван Григорович, Ранський Анатолій Петрович, Панасюк Олександр Григорович
МПК: C23C 22/02
Мітки: поверхонь, механізмів, спосіб, металевих, деталей, обробки, фінішної, машин
Формула / Реферат:
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів, що включає попередню очистку поверхні, покриття поверхні робочим розчином на основі гліцерину та подальшу обробку металевої поверхні деталі, який відрізняється тим, що як робочий розчин застосовують розчин наступного складу, мас.%: трихлорацетат міді(ІІ) Сu(ССl3СОО)2 4Н2O 0,5-8,0 патока 1,0-6,0 ...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів
Номер патенту: 48385
Опубліковано: 10.03.2010
Автори: Гавріш Анатолій Павлович, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Гавриш Олег Анатолійович, Мельник Олена Олексіївна
МПК: G11B 5/127
Мітки: спосіб, високолегованих, композитів, деталей, отворів, магнітно-абразивної, фінішної, поверхонь, обробки, циліндричних
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих композитів, який включає розміщення робочого інструмента в циліндричному отворі з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення у робочому зазорі феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі, який відрізняється тим, що робочий...
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих магнітном’яких сплавів на основі нікелю
Номер патенту: 48386
Опубліковано: 10.03.2010
Автори: Гавріш Анатолій Павлович, Мельник Олена Олексіївна, Губар Павло Олексійович, Гавриш Олег Анатолійович, Віцюк Юлія Юріївна, Роїк Тетяна Анатоліївна, Киричок Петро Олексійович
МПК: G11B 5/127
Мітки: поверхонь, циліндричних, обробки, магнітном'яких, нікелю, спосіб, фінішної, сплавів, магнітно-абразивної, високолегованих, деталей, отворів, основі
Формула / Реферат:
Спосіб фінішної магнітно-абразивної обробки поверхонь циліндричних отворів деталей з високолегованих магнітном'яких сплавів на основі нікелю, який включає розміщення робочого інструмента в циліндричному отворі співвісно з ним та з утворенням робочого зазору між поверхнями інструмента і отвору, створення у робочому зазорі магнітного поля, розміщення в ньому феромагнітного абразивного порошку та обертання робочого інструмента навколо своєї осі,...
Спосіб двосторонньої фінішної обробки торців циліндричних деталей
Номер патенту: 69020
Опубліковано: 15.12.2006
Автор: Черенов Олексій Борисович
МПК: B24B 37/04, B24B 7/00
Мітки: обробки, спосіб, циліндричних, деталей, торців, двосторонньої, фінішної
Формула / Реферат:
1. Спосіб двосторонньої фінішної обробки торців циліндричних деталей, що включає обертання деталей навколо своїх осей і переміщення їх по дузі кола між двома абразивними кругами, що обертаються, кожний з яких розвернуто на кут α до осі його обертання, який відрізняється тим, що беруть гнучкі абразивні круги, а кут розвороту гнучких абразивних кругів α до осей їхнього обертання встановлюють таким, щоб половина різниці між...
Попередній патент: Моніторингова інформаційно-аналітична система
Наступний патент: Спосіб переробки карбонату барію
Випадковий патент: Машина для гідропластичної обробки трубчастих виробів