Спосіб двосторонньої фінішної обробки торців циліндричних деталей
Формула / Реферат
1. Спосіб двосторонньої фінішної обробки торців циліндричних деталей, що включає обертання деталей навколо своїх осей і переміщення їх по дузі кола між двома абразивними кругами, що обертаються, кожний з яких розвернуто на кут α до осі його обертання, який відрізняється тим, що беруть гнучкі абразивні круги, а кут розвороту гнучких абразивних кругів α до осей їхнього обертання встановлюють таким, щоб половина різниці між максимальною і мінімальною відстанями між різальними крайками гнучких абразивних кругів була в 2-10 разів більше глибини скруглення гострих крайок.
2. Спосіб за п. 1, який відрізняється тим, що деталі в процесі обробки обертають навколо їхніх осей примусово.
Текст
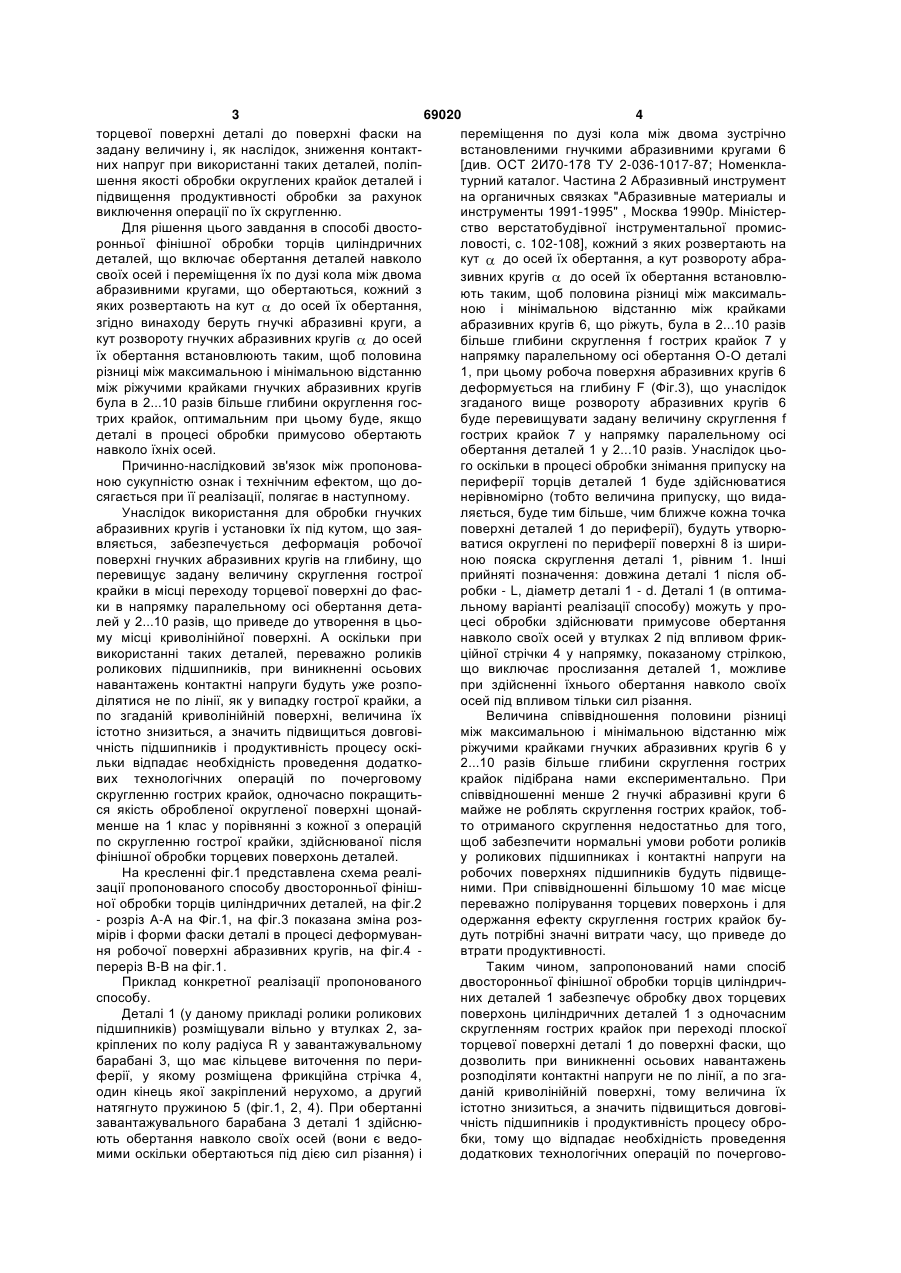
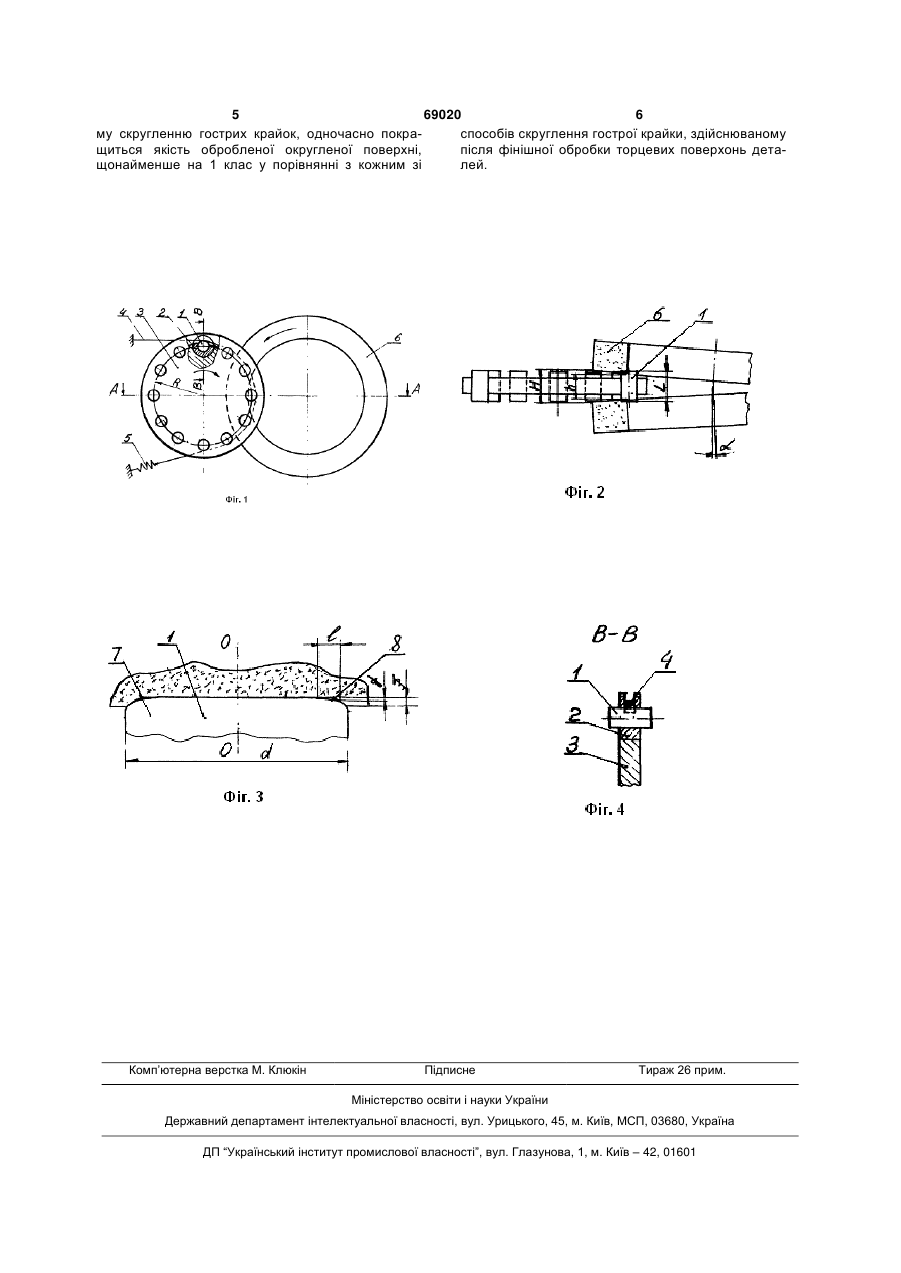
1. Спосіб двосторонньої фінішної обробки торців циліндричних деталей, що включає обертання деталей навколо своїх осей і переміщення їх по дузі кола між двома абразивними кругами, що обертаються, кожний з яких розвернуто на кут α до осі його обертання, який відрізняється тим, що беруть гнучкі абразивні круги, а кут розвороту гнучких абразивних кругів α до осей їхнього обертання встановлюють таким, щоб половина різниці між максимальною і мінімальною відстанями між різальними крайками гнучких абразивних кругів була в 2-10 разів більше глибини скруглення гострих крайок. 2. Спосіб за п. 1, який відрізняється тим, що деталі в процесі обробки обертають навколо їхніх осей примусово. Винахід відноситься до фінішної обробки двох торцевих поверхонь циліндричних деталей з одночасним скругленням гострих крайок при переході плоскої торцевої поверхні деталі до поверхні фаски, переважно торців роликів роликових підшипників на торцешлифувальному верстаті. Відомий спосіб двосторонньої фінішної обробки торців циліндричних деталей на плоскодоводочному верстаті [див. патент РФ №2016747, МПК5 В24В37/04, опубл. 1994.07.30], що включає планетарне переміщення деталей між верхнім і нижнім доводочними дисками, яким надають обертання, утворюють групи роликів за умови контакту кожного ролика не менш, ніж із трьома сусідніми роликами і розташовують їх у кільці з пропонованим співвідношенням розмірів, а кільце з групою роликів розміщують у гнізді сепаратора-сателіта і надають дискам обертання в одну сторону при пропонованому співвідношенні швидкостей і кількості роликів у групі. Відомий також найбільш близький за технічною суттю до пропонованого спосіб двосторонньої фінішної обробки торців циліндричних деталей (див. Шлифование металлов, В.В. Лоскутов, Москва, "Машиностроение", 1985р. Видання сьоме перероблене, с.115, мал.85, в), що включає обер тання деталей навколо своїх осей і переміщення їх по дузі кола між двома абразивними кругами, кожний з який розвертають на кут а щодо осей їх обертання. Недоліком описаних способів є те, що в процесі обробки неможливо одержати плавний перехід від плоскої торцевої поверхні до поверхні фаски, тому на стику цих поверхонь утворюється гостра крайка, наявність якої буде мати негативний вплив на роботу підшипника, тому що при осьовому навантаженні підшипника виникнуть істотні контактні напруги, що позначиться на довговічності роботи такого підшипника. Або для усунення описаних гострих крайок і їх скруглення для здійснення контакту при осьовому навантаженні на підшипник не по лінії, як при гострій крайці, а по поверхні прийдеться здійснювати додаткову механічну обробку по черзі кожного торця на спеціальних верстатах, що працюють по копіру, як це робить німецька фірма FAG, або в залізничних майстернях вручну, як це прийнято в країнах СНД. В основу винаходу покладено завдання такого удосконалення способу двосторонньої фінішної обробки торців циліндричних деталей, при якому в процесі обробки торців здійснюється одночасно скруглення гострих крайок при переході плоскої (19) UA (11) 69020 (13) C2 (21) 20031110704 (22) 26.11.2003 (24) 15.12.2006 (46) 15.12.2006, Бюл. № 12, 2006 р. (72) Черенов Олексій Борисович (73) Черенов Олексій Борисович (56) RU 2111105 C1, 20.05.1998 DE 4440034, 11.05.1995 PL 161480, 26.11.1990 RU 2058877 C1, 27.04.1996 UA 40016 C2, 29.12.1999 JP 6320406, 22.11.1994 RU 2016747 C1, 30.07.1994 Лоскутов В.В. Шлифование металлов. М.: Машиностроение, 1985, - C. 114-116 3 69020 4 торцевої поверхні деталі до поверхні фаски на переміщення по дузі кола між двома зустрічно задану величину і, як наслідок, зниження контактвстановленими гнучкими абразивними кругами 6 них напруг при використанні таких деталей, поліп[див. ОСТ 2И70-178 ТУ 2-036-1017-87; Номенклашення якості обробки округлених крайок деталей і турний каталог. Частина 2 Абразивный инструмент підвищення продуктивності обробки за рахунок на органичных связках "Абразивные материалы и виключення операції по їх скругленню. инструменты 1991-1995" , Москва 1990р. МіністерДля рішення цього завдання в способі двостоство верстатобудівної інструментальної промисронньої фінішної обробки торців циліндричних ловості, с. 102-108], кожний з яких розвертають на деталей, що включає обертання деталей навколо кут до осей їх обертання, а кут розвороту абрасвоїх осей і переміщення їх по дузі кола між двома зивних кругів до осей їх обертання встановлюабразивними кругами, що обертаються, кожний з ють таким, щоб половина різниці між максимальяких розвертають на кут до осей їх обертання, ною і мінімальною відстанню між крайками згідно винаходу беруть гнучкі абразивні круги, а абразивних кругів 6, що ріжуть, була в 2...10 разів кут розвороту гнучких абразивних кругів до осей більше глибини скруглення f гострих крайок 7 у їх обертання встановлюють таким, щоб половина напрямку паралельному осі обертання О-О деталі різниці між максимальною і мінімальною відстанню 1, при цьому робоча поверхня абразивних кругів 6 між ріжучими крайками гнучких абразивних кругів деформується на глибину F (Фіг.3), що унаслідок була в 2...10 разів більше глибини округлення госзгаданого вище розвороту абразивних кругів 6 трих крайок, оптимальним при цьому буде, якщо буде перевищувати задану величину скруглення f деталі в процесі обробки примусово обертають гострих крайок 7 у напрямку паралельному осі навколо їхніх осей. обертання деталей 1 у 2...10 разів. Унаслідок цьоПричинно-наслідковий зв'язок між пропоноваго оскільки в процесі обробки знімання припуску на ною сукупністю ознак і технічним ефектом, що допериферії торців деталей 1 буде здійснюватися сягається при її реалізації, полягає в наступному. нерівномірно (тобто величина припуску, що видаУнаслідок використання для обробки гнучких ляється, буде тим більше, чим ближче кожна точка абразивних кругів і установки їх під кутом, що заяповерхні деталей 1 до периферії), будуть утворювляється, забезпечується деформація робочої ватися округлені по периферії поверхні 8 із шириповерхні гнучких абразивних кругів на глибину, що ною пояска скруглення деталі 1, рівним 1. Інші перевищує задану величину скруглення гострої прийняті позначення: довжина деталі 1 після обкрайки в місці переходу торцевої поверхні до фасробки - L, діаметр деталі 1 - d. Деталі 1 (в оптимаки в напрямку паралельному осі обертання детальному варіанті реалізації способу) можуть у пролей у 2...10 разів, що приведе до утворення в цьоцесі обробки здійснювати примусове обертання му місці криволінійної поверхні. А оскільки при навколо своїх осей у втулках 2 під впливом фриквикористанні таких деталей, переважно роликів ційної стрічки 4 у напрямку, показаному стрілкою, роликових підшипників, при виникненні осьових що виключає прослизання деталей 1, можливе навантажень контактні напруги будуть уже розпопри здійсненні їхнього обертання навколо своїх ділятися не по лінії, як у випадку гострої крайки, а осей під впливом тільки сил різання. по згаданій криволінійній поверхні, величина їх Величина співвідношення половини різниці істотно знизиться, а значить підвищиться довговіміж максимальною і мінімальною відстанню між чність підшипників і продуктивність процесу оскіріжучими крайками гнучких абразивних кругів 6 у льки відпадає необхідність проведення додатко2...10 разів більше глибини скруглення гострих вих технологічних операцій по почерговому крайок підібрана нами експериментально. При скругленню гострих крайок, одночасно покращитьспіввідношенні менше 2 гнучкі абразивні круги 6 ся якість обробленої округленої поверхні щонаймайже не роблять скруглення гострих крайок, тобменше на 1 клас у порівнянні з кожної з операцій то отриманого скруглення недостатньо для того, по скругленню гострої крайки, здійснюваної після щоб забезпечити нормальні умови роботи роликів фінішної обробки торцевих поверхонь деталей. у роликових підшипниках і контактні напруги на На кресленні фіг.1 представлена схема реаліробочих поверхнях підшипників будуть підвищезації пропонованого способу двосторонньої фінішними. При співвідношенні більшому 10 має місце ної обробки торців циліндричних деталей, на фіг.2 переважно полірування торцевих поверхонь і для - розріз А-А на Фіг.1, на фіг.3 показана зміна розодержання ефекту скруглення гострих крайок бумірів і форми фаски деталі в процесі деформувандуть потрібні значні витрати часу, що приведе до ня робочої поверхні абразивних кругів, на фіг.4 втрати продуктивності. переріз В-В на фіг.1. Таким чином, запропонований нами спосіб Приклад конкретної реалізації пропонованого двосторонньої фінішної обробки торців циліндричспособу. них деталей 1 забезпечує обробку двох торцевих Деталі 1 (у даному прикладі ролики роликових поверхонь циліндричних деталей 1 з одночасним підшипників) розміщували вільно у втулках 2, заскругленням гострих крайок при переході плоскої кріплених по колу радіуса R у завантажувальному торцевої поверхні деталі 1 до поверхні фаски, що барабані 3, що має кільцеве виточення по перидозволить при виникненні осьових навантажень ферії, у якому розміщена фрикційна стрічка 4, розподіляти контактні напруги не по лінії, а по згаодин кінець якої закріплений нерухомо, а другий даній криволінійній поверхні, тому величина їх натягнуто пружиною 5 (фіг.1, 2, 4). При обертанні істотно знизиться, а значить підвищиться довговізавантажувального барабана 3 деталі 1 здійснючність підшипників і продуктивність процесу оброють обертання навколо своїх осей (вони є ведобки, тому що відпадає необхідність проведення мими оскільки обертаються під дією сил різання) і додаткових технологічних операцій по почергово 5 69020 6 му скругленню гострих крайок, одночасно покраспособів скруглення гострої крайки, здійснюваному щиться якість обробленої округленої поверхні, після фінішної обробки торцевих поверхонь детащонайменше на 1 клас у порівнянні з кожним зі лей. Комп’ютерна верстка М. Клюкін Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of double-sided finish machining of the ends of cylindrical components
Автори англійськоюCherenov Oleksii Borysovych
Назва патенту російськоюСпособ двусторонней финишной обработки торцов цилиндрических деталей
Автори російськоюЧеренов Алексей Борисович
МПК / Мітки
МПК: B24B 7/00, B24B 37/04
Мітки: деталей, двосторонньої, обробки, спосіб, торців, фінішної, циліндричних
Код посилання
<a href="https://ua.patents.su/3-69020-sposib-dvostoronno-finishno-obrobki-torciv-cilindrichnikh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб двосторонньої фінішної обробки торців циліндричних деталей</a>
Спосіб одночасного шліфування двох торців циліндричних деталей
Номер патенту: 10636
Опубліковано: 15.11.2005
Автори: Жадан Олександр Васильович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: циліндричних, спосіб, шліфування, торців, двох, одночасного, деталей
Формула / Реферат:
Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами, заправленими одночасно двома алмазними олівцями, осі яких переміщуються по окружності, що дотикається посадочних отворів шліфувальних кругів, центр якої співпадає з віссю, навколо якої здійснюють кругову подачу деталей у зону обробки і яка є перпендикулярною до оброблюваних поверхонь, який відрізняється тим, що одночасно з круговою подачею алмазів, що...
Спосіб шліфування торців циліндричних деталей
Номер патенту: 40016
Опубліковано: 16.07.2001
Автор: Кальченко Володимир Віталійович
Мітки: спосіб, деталей, циліндричних, торців, шліфування
Формула / Реферат:
1. Спосіб шліфування торців циліндричних деталей двома орієнтованими обертовими кругами прямого профілю, складеними з суміжних кільцевих ділянок, заправлених по торцях, відповідно до якого деталі надають кругової подачі в зону різання навколо осі, перпендикулярної до шліфованих поверхонь, який відрізняється тим, що кільцеві ділянки, які прилягають до зовнішніх діаметрів кругів, мають керамічну в'язку і торцями одночасно виконують чорнове...
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів
Номер патенту: 52311
Опубліковано: 16.12.2002
Автори: Митрохін Олександр Анатолійович, Панасюк Олександр Григорович, Плошенко Іван Григорович, Ранський Анатолій Петрович, Гайдідей Ольга Владіславівна
МПК: C23C 22/02
Мітки: фінішної, поверхонь, механізмів, металевих, машин, спосіб, обробки, деталей
Формула / Реферат:
Спосіб фінішної обробки металевих поверхонь деталей машин та механізмів, що включає попередню очистку поверхні, покриття поверхні робочим розчином на основі гліцерину та подальшу обробку металевої поверхні деталі, який відрізняється тим, що як робочий розчин застосовують розчин наступного складу, мас.%: трихлорацетат міді(ІІ) Сu(ССl3СОО)2 4Н2O 0,5-8,0 патока 1,0-6,0 ...
Суміш для вібраційної фінішної обробки деталей із мідних сплавів
Номер патенту: 56541
Опубліковано: 15.05.2003
Автори: Гузенко Юрій Михайлович, Богомол Іван Васильович, Джемелінський Віталій Васильович
МПК: C09K 13/00
Мітки: суміш, мідних, сплавів, фінішної, вібраційної, обробки, деталей
Формула / Реферат:
Суміш для вібраційної фінішної обробки деталей із мідних сплавів, що містить абразивний порошок, гліцерин і воду, яка відрізняється тим, що вона додатково містить карбоксиметилцелюлозу, полівініловий спирт, лимонну кислоту, ацетат натрію в наступному відношенні компонентів, мас. %: карбоксиметилцелюлоза 2 - 4 полівініловий спирт 2 - 4 лимонна кислота ...
Спосіб фінішної, прецизійної обробки деталей з монокорунду і полірувальний інструмент
Номер патенту: 48581
Опубліковано: 15.08.2002
Автори: Троян Олександр Васильович, Кротенко Тетяна Леонідівна, Рубльов Микола Дмитрович, Рогов Валентин Васильович
Мітки: інструмент, монокорунду, обробки, полірувальний, прецизійної, спосіб, деталей, фінішної
Формула / Реферат:
1. Спосіб фінішної, прецизійної обробки деталей з монокорунду, який включає тонке, довідне шліфування і абразивнеполірування з введенням в зону обробки суспензії, який відрізняється тим, що після абразивного полірування здійснюють хімічне полірування поверхонь деталей полірувальним інструментом з подачею в зону обробки водно-аміачного розчину силікозолю (SiO2) при наступному співвідношенні компонентів цього розчину, мас.%: ...
Попередній патент: Вододвигун адамянів д. і а.
Наступний патент: Установка для брикетування матеріалів
Випадковий патент: Багатопозиційний привід