Машина для гідропластичної обробки трубчастих виробів
Номер патенту: 7025
Опубліковано: 31.03.1995
Автори: Ботьо Пенчев Ботєв, Іван Хрістов Найдєнов, Якім Найдєнов Петров, Георгі Костов Петков, Георгі Метєв Метєв
Текст
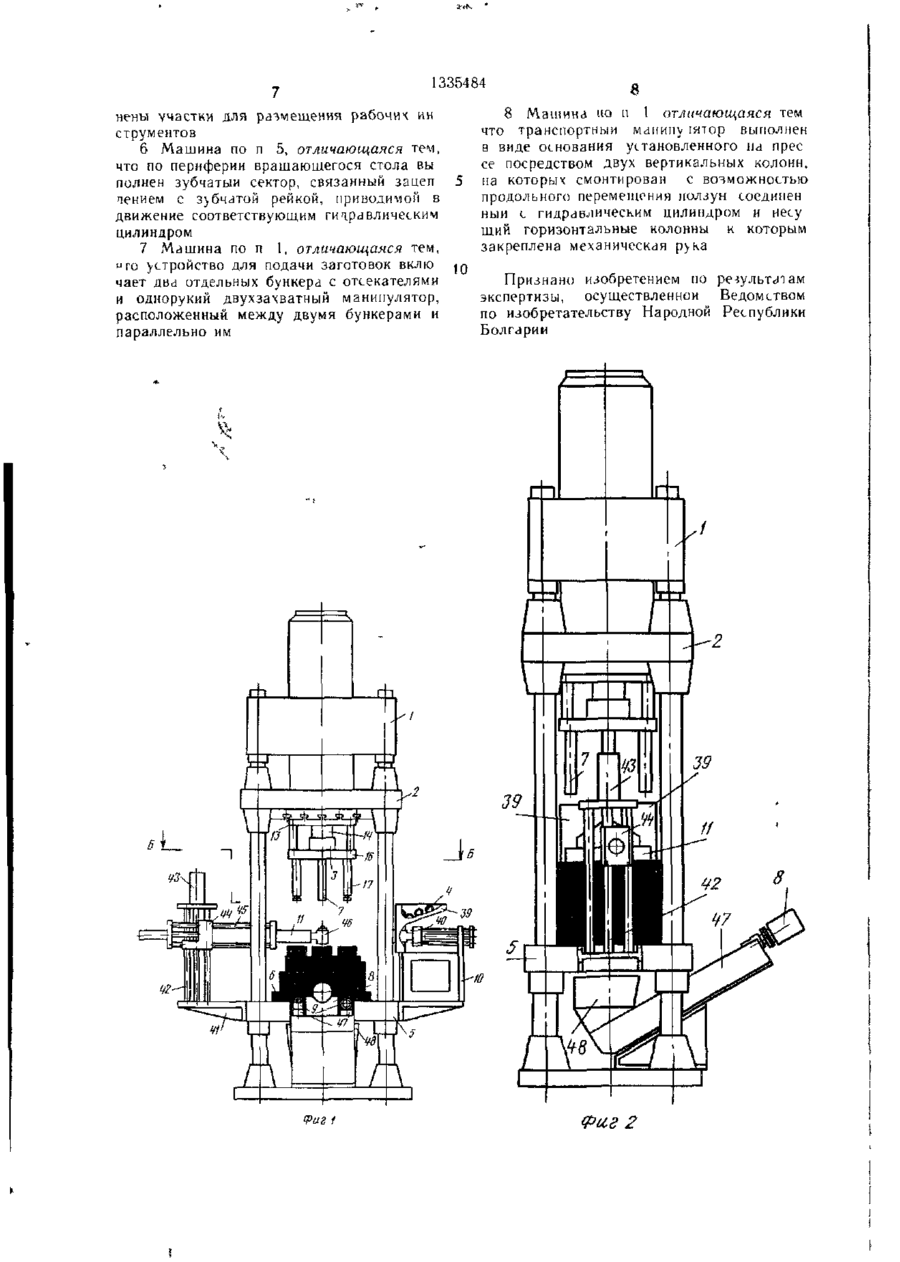
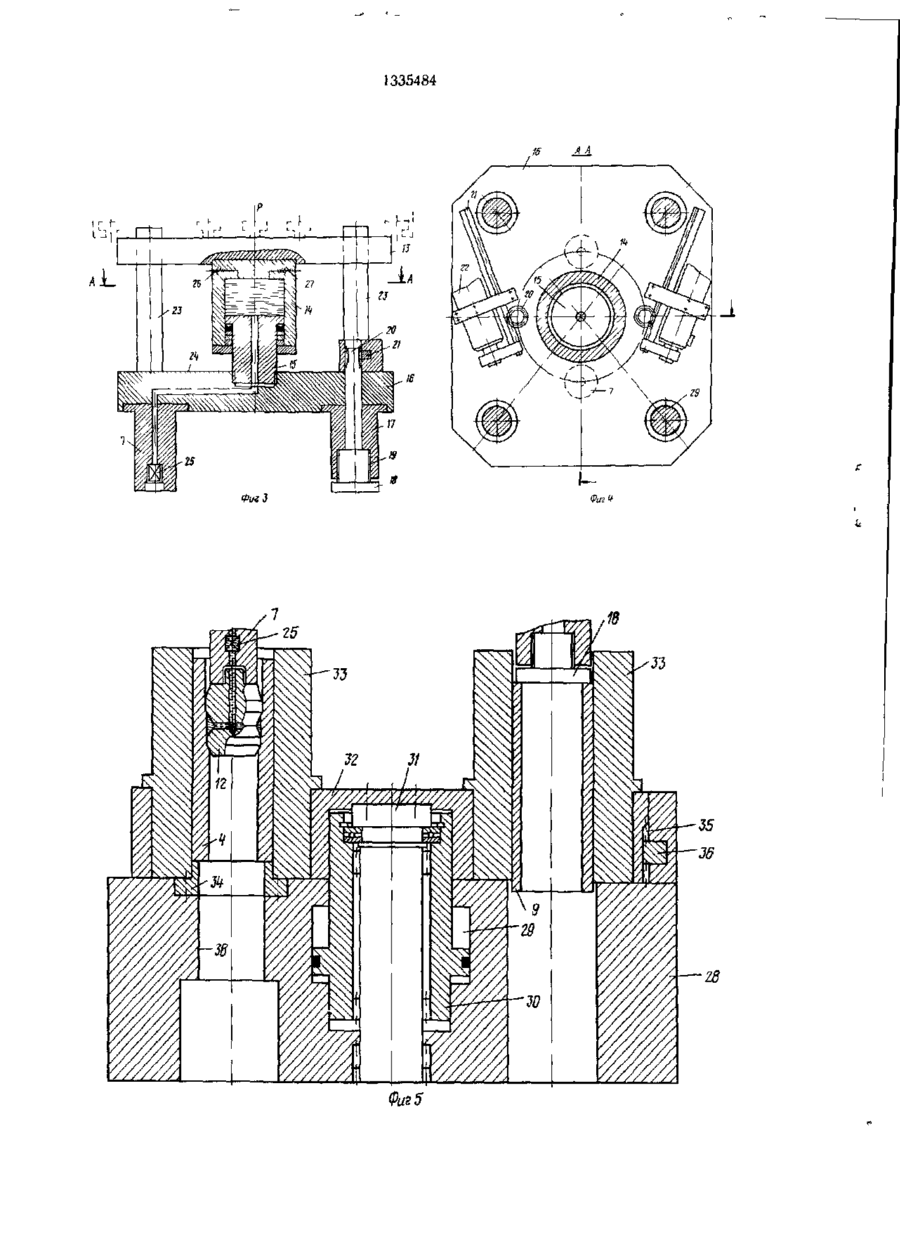
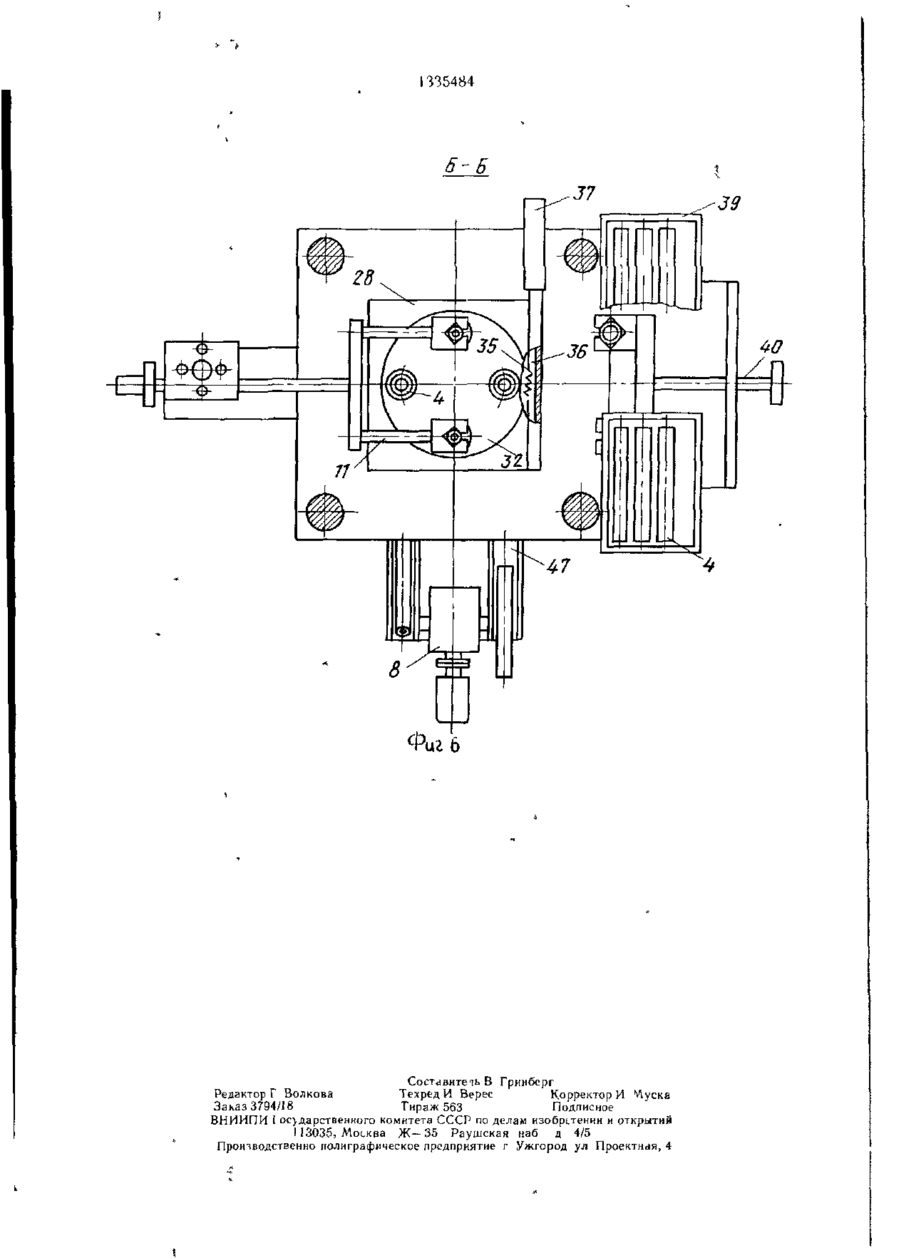
Изобретение относится к обработке трубчатых изделий давлением и найдет при менение при отделке их внутренней поверхности для обеспечения точного внешнего размера, например цилиндров, втулок и других подобных деталей Цель изобретения — создание машины для гидропластической обработки трубчатых изделий с непрерывным автоматизированным циклом, т е повышение производительности Цель изобретения обеспечивается за счет выполнения устройства для обработки многоместным, несущим группы рабочих инструментов выталкивателей, а рабочего стола револьверным Предусмотрена одновременная обработка и выталкивание готовых изделий с соответствующих позиций Имеются автоматизированные устройства отвода готовых деталей и подачи заготовок 7 з п ф-лы, 6 ил (Л С со со ел 00 "•г cpfwn Xv • * ' -*-• ••"•" У 1 1335484 Изобретение относится к обработке трубрабочем столе пресса матрицей для размечатых изделий давлением и найдет примещения в ней заготовки. нение при отделке их внутренней поверхносУстройство для гидропластической обти при обеспечении точного внешнего разработки выполнено в виде несущей плиты, мера, например, цилиндров, втулок и других прикрепленного к ней гидравлического циподобных деталей. линдра высокого давления, шток которого жестко соединен с опорной плитой, несущей Известна машина для обработки цилинддва прошивных стержня и два выталкиваюрических тел гидропластической деформащих стержня. Кроме того, обе плиты соедицией, с помощью которой в зависимости от нены между собой направляющими колонвида матрицы можно обработать с необходимой гладкостью только их внутреннее от- ._ нами, которые свободно проходят через несущую плиту. Прошивные стержни, которые верстие или можно профилировать их внешрасположены в плоскости, перпендикулярнюю поверхность, а внутреннюю поверхность ной плоскости выталкивающих стержней, отделать с необходимой степенью гладкосимеют соосные гнезда, плотно охватываюти. Известная машина представляет собой 15 щие хвостовики рабочих инструментов, и они соединены с полостью гидравлического пресс, к подвижному ползуну которого зацилиндра высокого давления посредством креплен гидравлический цилиндр высокого дросселей Выталкивающие стержни снабдавления, питаемый отдельным гидроагрежены аксиальными компенсаторами с резьгатом. На штоке гидравлического цилиндра бой, ввинченными в них, и приводятся в двивысокого давления подвижно смонтирован жение гидравлическим цилиндром и зубчаи уплотнен относительно него инструмент той рейкой. для гидропластической деформации, дальше называемый для краткости рабочим инНа рабочем столе пресса смонтировано струментом, представляющий собой гладпозиционирующее устройство, а с обеих его кую прошивку с глухим центральным отсторон — устройство для подачи заготовок верстием, соединенным посредством ради- 25 и транспортный манипулятор для перенесеальных канавок с впадинами зубьев прошивния рабочих инструментов. Под рабочим ки. Канавки рабочего инструмента соедистолом расположено устройство для отвода нены также с пространством высокого давобработанных деталей. ления гидравлического цилиндра, чем обесУстройство для подачи заготовок состоят печивается принудительная смазка обрабаиз двух бункеров с отсекателями и двухзатываемой поверхности и инструмента. К ра- зо хватным манипулятором между ними. бочему столу пресса присоединен бандаж, Транспортный манипулятор выполнен в охватывающий матрицу с размещенной в виде основания, установленного на прессе ней трубчатой заготовкой. Заготовку в ее посредством двух колонн, на которых смоннижнем конце подпирает раздвижная нетирован с возможностью продольного пересущая опора. мещения ползун, несущий горизонтальные Недостатком известной машины являет- 35 колонны, к которым закреплена механическая рука. ся малая производительность вследствие того, что только на одной рабочей позиции На фиг. 1 представлена машина, общий осуществляется і идропластическая обработвид; на фиг. 2 — то же, вид сбоку; на ка. Загрузка заготовками осуществляется 40 фиг. 3 — устройство для гидропластической вручную. обработки с частичным размером через циКроме того, во время деформации заголиндр высокого давления, один из прошивтовки всегда вытекает металл между матриных стержней и один из выталкивающих цей и раздвижной несущей опорой и блокистержней; на фиг. 4 — разрез А-А на фиг 3; рует обрабатываемую заготовку. Это приводит к тому, что весь узел: деталь, несущие 45 на фиг. 5 — вращающийся стол через позицию для обработки и через позицию для опоры, — необходимо разбирать после кажвыталкивания, вертикальный разрез; на дой операции для отделения опоры от детафиг. 6 — разрез Б-Б на фиг. 1. ли. Машина для гидропластической обработЦелью изобретения является создание ки состоит из вертикального четырехколонмашины для гидропластической обработки ного гидравлического пресса 1, к подвиж трубчатых изделий с непрерывным автоманому ползуну 2 которого прикреплено усттизированным циклом, т.е. повышение проройство 3 для гидропластический обработки изводительности. заготовок 4 Поставленная цель достигается путем На рабочем столе 5 пресса 1 установлесоздания машины для гидропластической но позиционирующее устройство 6, преднаобработки, содержащей вертикальный гид- 55 значенное для ориентирования заготовок 4 равлический пресс с закрепленным на его по отношению к прошивным стержням 7 подвижном ползуне устройством для гидроустройства 3 для гидропластической обрапластической обработки и размещенной на ботки. і 335484 32 предназначены для гидропластической Под рабочим столом 5 пресса установобработки вставленных в них заготовок 4, лено устройство 8 для отвода обработанных а др\гие две — для выталкивания обрабодеталей 9 из рабочей зоны машины танных деталей 9. С обеих сторон рабочего стола 5 установлены устройство 10 для подачи заготоСоосно позициям вращающегося стола вок 4 и транспортный манипулятор 11 для 32 в корпусе 28 выполнены соответствуютранспортирования рабочих инструменщие отверстия, два из которых в своей верхтов 12. ней части имеют гнезда с расположенными в них и неподвижно закрепленными несуУстройство 3 для гидропластической обработки состоит из несущей плиты 13, при- 10 щими втулками 34, в которых размещают заготовки 4 Внутренний диаметр несущих крепленной к подвижному ползуну 2 пресвтулок 34 больше внутреннего отверстия са 1, несущей гидравлический цилиндр 14 заготовки 4 Отверстия в корпусе 28 с расвысокого давления, к штоку 15 которого положенными в них несущими втулками 34 жестко закреплена опорная плита 16. Опорзаканчиваются двумя параллельными участная плита 16 несет два прошивных стержня 7, предназначенных для выталкивания -* ками 38, предназначенными для размещения прошедших через заготовку 4 рабочих рабочих инструментов 12 через обрабатыинструментов 12. ваемые отверстия заготовок 4, и под углом 90 е по отношению к ним — два выталкиДля поворота вращающегося стола 32 вающих стержня 17. Каждый выталкиваюпо его периферии выполнен зубчатый сектор щий стержень 17 снабжен аксиальным ком- 20 35, который зацепляется с зубчатой рейкой пенсатором 18, который компенсирует раз36, приводимой в движение соответствуюность длин обрабатываемых изделий, появщим гидравлическим цилиндром 37. ляющуюся в результате возможной разносУстройство 10 для подачи с заготовкати объемов ззіотовок 4. Аксиальный компенми 4 позиционного устройства 6 установсатор 18 представляет собой удлинитель 19 лено посредством стойки на рабочем столе с резьбой в одной части и зубчатый венец 25 5 пресса 1 и состоит из двух бункеров 39 20 — в другой, связанное зацеплением с с отсекателями и одного однорукого двухзубчатой рейкой 21, приводимой в движезахватного манипулятора 40, который берет ние гидравлическим цилиндром 22 по одной заготовке 4 из двух бункеров и одновременно подает их к двум позициям Опорная плита 16 и несущая плита 13 соединены между собой также и направляю- 30 позиционирующего устройства. Двухзахватный манипулятор 40 расположен между двущими колоннами 23, которые проходят чемя бункерами 39 и параллельно им. рез направляющие несущей плиты 13. Рабочее пространство гидравлического цилиндПротивоположно устройству 10 для пора 14 высокого давления, которое питается дачи, закрепленный к рабочему столу 5 пресрабочей жидкостью от самостоятельного агса 1, расположен также транспортный манирегата (не показано), соединено с рабочи- 35 пулятор 11 рабочих инструментов 12, соми инструментами 12 посредством каналов стоящий из основания 41, присоединенного 24, проходящих через прошивные стержни к прессу І двумя вертикальными колоннами 7, опорную плиту 16 и шток 15, причем 42, по которым двигается с помощью гидпо этому пуги, в гнезде каждого рабочего равлического цилиндра АЪ ползун 44, несуинструмента предусмотрен дроссель 25 На щий две горизонтально движущиеся колонвходе рабочей жидкости в цилиндр 14 высо- 40 ны 45. Последние несут механическую руку кого давления предусмотрены также обрат46 с двумя захватами. ный клапан 26 и дренажный клапан 27 Машина для гидравлической обработки снабжена устройством 8 для отвода обраПозиционирующее устройство 6 включает ботанных деталей 9 и включает два наклонкорпус 28, жестко закрепленный к рабочему столу 5 пресса 1, с центральным отвер- 45 ных транспортера 47 с общим приводом, имеющих по одному приемному ковшу 48, стием 29, часть которого выполнена в виде расположенному под двумя позициями погидравлического цилиндра с размещенным зиционирующего устройства 6 выталкивав нем полым штоком 30, насаженным на акния обработанных деталей 9. сиально подвижный стержень 31, установМашина работает следующим образом. ленный на опорах в полом штоке 30 и корОднорукий двухзахватный манипулятор пуса 28. Полый шток 30 и аксиально под- 50 40, который обслуживает устройство 10 для вижный стержень 31 смонтированы также с подачи заготовок, берет две заготовки из возможностью относительного проворота. бункеров 39 и подносит их к рабочим позиНа корпусе 28 расположен четырехпозицициям позиционирующего устройства 6, вставонный вращающийся стол 32, смонтированляет заготовки 4 в матрицы 33 и отступает ный в осевом направлении на стержне 31. назад, а манипулятор 11 рабочих инструКаждая позиция вращающегося -стола 32 ментов 12 подносит их к рабочим позициям. -имеет отверстие, в котором размещена матИсточник подачи рабочей жидкости заполрица 33. При этом две из диаметрально расняет через обратный клапан 26 полость гидположенных позиций вращающегося стола 1335484 равлическоіо цилиндра 14 высокого давления и продишнст его шток 15 в конечное нижнее [іо.іімчсіше, причем одновременно с этим заполняются и каналы 24 до дросселей 25 Подвижный ползун 2 пресса 1 вместе с устройством 3 для гидропластической об работки продвигается вниз до тех пор, пока прошивные стержни 7 захватят и прижмут рабочие инструменты 12 к заготовкам 4. Манипулятор II освобождает рабочие инструменты 12 и, описывая Г-образную траекторию, останавливается в участках 38 корпуса 28. Начинается рабочий ход пресса 1, причем одновременно с этим к рабочим инструментам 12 поступает рабочая жидкость через дроссели 25. Во время движения рабочих инструментов 12 в заготовках 4 первоначально осуществляется предварительное дорнование при обильном смазывании обрабатываемой поверхности, не достигая окончательного размера детали. При полном вхождении рабочих инструментов 12 в заготовки 4 впадины зубьев инструментов закрываются, рабочее давление в гидравлическом цилиндре 14 высокого давления резко повышается, достигая несколько тысяч атмосфер, и рабочие инструменты 12, продвигаемые дальше вниз усилием пресса 1, осуществляют отделку деталей гидропластической деформацией. Затем прошедшие через деталь 9 рабочие инструменты 12 захватываются рукой манипулятора 11, которая описывает в обратном направлении Г-образную траекторию и выводит их для следующей подачи к рабочим позициям Подвижный ползун 2 пресса продвигается вверх в исходное положение, а вращающийся стол 32 позиционирующего устройства 6 под воздействием гидравлического цилиндра 29, встроенного в корпус 28, поднимается штоком 30 и зубчатой рейкой 36 поворачивается под углом 90°, причем матрицы с обработанными деталями 9 размещаются под выталкивающими стержнями 17, после чего шток 30 переводит вращающийся стол в исходное положение. Затем цикл повторяется. обработки н\ 1Ш\трепнеи поверхности при достижении их точного внешнего размера, содержащая вертикальный гидравлический пресс, закрепленное на его подвижном ползуне устройство для гидропластической обработки, а на рабочем столе • матрицу для размещения в ней заготовки, отличающаяся тем, что, с целью повышения производительности, устройство для гидропластической обработки выполнено в виде 10 несущей плиты, прикрепленного к ней гидравлического цилиндра высокого давления, опорной плиты, жестко соединенной ео штоком этого цилиндра, сочлененных с опор ной плитой двух прошивных стержней с . рабочими инструментами и двух выталкивающих стержней, направляющих колонн, соединяющих обе плиты, при этом в несущей плите выполнены направляющие для направляющих колонн, соосно гидравлическому цилиндру высокого давления на рабочем столе пресса установлено позицио20 нирующее устройство и противоположно с обеих его сторон — устройство для подачи заготовок и транспортный манипулятор для инструментов для гидропластической деформации, а под рабочим столом размещено 25 устройство для отвода обработанных деталей. 2. Машина по п. 1, отличающаяся тем, что гидравлический цилиндр высокого давления и гнезда в прошивных стержнях для 30 рабочих инструментов соединены посред ством дросселя. 35 40 При этом перед началом рабочего хода подвижного ползуна 2 приводятся в движение аксиальные компенсаторы 18 соответ- 45 ствующими гидравлическими цилиндрами 22 и зубчатыми рейками 21 до их прижатия к деталям 9 Затем наряду с обработкой пары заготовок 4 осуществляется также выталкивание пары деталей 9, которые уносятся устройством 8 для отвода При воз- 50 врате подвижного ползуна 2 вверх убираются и аксиальные компенсаторы 18. Экономический эффект при внедрении изобретения обеспечивается за счет полной автоматизации цикла. 55 Формула изобретения 1. Машина для гидропластической обработки трубчатых изделий, в частности для 3. Машина по п. I, отличающаяся тем, что выталкивающие стержни снабжены аксиальными компенсаторами с резьбой, ввинченными в выталкивающие стержни, выполненные в своей верхней части в виде зубчатого венца, связанного зацеплением с зубчатой рейкой, приводимой в движение гидравлическим цилиндром. 4. Машина по п. 1, отличающаяся тем, что позиционирующее устройство выполнено в виде корпуса, жестко закрепленного к рабочему столу пресса с четырьмя концентрически расположенными и одним центральным отверстиями в виде гидравлического цилиндра, в котором помещен полый шток, насаженный на аксиально подвижный вместе с штоком стержень, который несет четырехпозиционный вращающийся стол, причем каждая позиция имеет сквозное гнездо с помещенной в нем матрицей. 5. Машина по пп. 1 и 4, отличающаяся тем, что в двух диаметрально расположенных отверстиях корпуса со стороны плоскости движения вращающегося стола выполнены гнезда с неподвижно помещенными в них несущими втулками, внутренний диаметр каждой из которых больше внутреннего отверстия заготовки, а под ними в корпусе позиционирующего устройства вы пол 1335484 8 Машина по п I отличающаяся тем нены участки для размещения рабочих ин что транспортный манипу іятор выполнен струментов в виде основания установленного на прес 6 Машина по п 5, отличающаяся тем, се посредством двух вертикальных колонн, что по периферии вращающегося стола вы на которых смонтирован с возможностью полнен зубчатый сектор, связанный зацеп продольного перемещения ползун соединен пением с з>бчатой рейкой, приводимой в ныи с гидравлическим цилиндром и несу движение соответствующим гидравлическим щий горизонтальные колонны к которым цилиндром закреплена механическая р>ка 7 Мишина по п 1, отличающаяся тем, иго устройство для подачи заготовок вклю 10 Признано изобретением по результатам чает два отдельных бункера с отсекателями экспертизы, осуществленной Ведомством и однорукий двухзахватный манипулятор, по изобретательству Народной Республики расположенный между двумя бункерами и параллельно им Болгарии L Фиг 2 і 335484 15 АА Фиг 3 18 Фив 5 1335484 Б-Б Составитеіь В Гринберг Редактор Г Волкова Техред И Верес Корректор И 'Ауска Заказ 3794/18 Тираж 563 Подписное ВНИИПИ I ос>дарственного комитета СССР по делам изобретении и открытий I 13035, Москва Ж - 3 5 Раушская наб д 4/5 Производственно полиграфическое предприятие г Ужгород ул Проектн
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B30B 15/00
Мітки: виробів, обробки, машина, трубчастих, гідропластичної
Код посилання
<a href="https://ua.patents.su/8-7025-mashina-dlya-gidroplastichno-obrobki-trubchastikh-virobiv.html" target="_blank" rel="follow" title="База патентів України">Машина для гідропластичної обробки трубчастих виробів</a>
Автомат для гідропластичної обробки циліндричних зубчастих коліс
Номер патенту: 7011
Опубліковано: 31.03.1995
Автори: Надка Марінова Мілчева, Хрісто Васілєв Тодоров, Георгі Костов Петков, Іван Ілієв Тревнєнскі, Цаньо Георгієв Цанєв, Ніколай Ангелов Мітєв, Георгі Іванов Іванов, Ілія Мілчев Нанков
МПК: B30B 1/00
Мітки: автомат, циліндричних, обробки, гідропластичної, коліс, зубчастих
Формула / Реферат:
Формула изобретения1. Автомат для гидропластической обработки цилиндрических зубчатых колес, состоящий из вертикального гидравлического пресса с колоннами, к рабочему столу которого прикреплено устройство для гидропластической обработки, включающее рабочий инструмент и гидроцилиндр высокого давления, жестко связанный с основанием и прикрепленный к подвижному суппорту пуансон, отличающийся тем, что пуансон 4 установлен на опоры в...
Машина для фарбування текстильних виробів
Номер патенту: 4109
Опубліковано: 27.12.1994
Автори: Нєвєдрова Галина Федорівна, Внуков Олександр Іванович, Юношев Володимир Григорович, Федота Олександр Єгорович
МПК: D06B 5/00
Мітки: машина, фарбування, текстильних, виробів
Формула / Реферат:
Машина для крашения текстильных изделий, содержащая установленный в корпусе с возможностью вращения перфорированный барабан для изделий, сообщающуюся с корпусом систему подготовки жидкости для крашения, имеющую бак с подогревом, систему циркуляции, включающую клапаны и насос, и трубопровод подачи пара, отличающаяся тем, что она имеет средство для сушки изделий, сообщающееся с перфорированным барабаном и с трубопроводом подачи пара, при этом...
Спосіб декоративної обробки виробів з деревних матеріалів
Номер патенту: 4421
Опубліковано: 27.12.1994
Автори: Гордіенко Володимир Васильович, Фрідлянд Михайло Ізраілевич, Прудников Петро Герасимович
Мітки: деревних, матеріалів, обробки, декоративної, спосіб, виробів
Формула / Реферат:
1. Способ декоративной обработки изделий из древесных материалов, заключающийся в ступенчатой горячей напрессовке термостойкой плен-ки на поверхность изделия и ее последующем удалении, отличающийся тем, что, с целью повышения качества обработки, на поверхность изделия предварительно наклеивают декоративную пленку с последующим наложением на нее термостойкой пленки для их совместной напрессовки, при этом после удаления термостойкой пленки...
Пристрій для вимірювання товщини стінок трубчастих еластичних виробів
Номер патенту: 3765
Опубліковано: 27.12.1994
Автори: Євтихієв Микола Георгійович, Гусар Віталій Григорович, Івасюк Василь Васильович
МПК: G01B 5/02
Мітки: виробів, стінок, трубчастих, вимірювання, еластичних, товщини, пристрій
Формула / Реферат:
1. Устройство для измерения толщины трубчатых эластичных изделий, содержащее основание, размещенные на нем две стойки, закрепленную на одной из стоек базирующую оправку и взаимодействующую со второй стойкой измерительную площадку с отсчетным прибором, измерительный стержень которого перпендикулярен основанию, отличающееся тем, что на основании нанесена шкала линейных размеров, измерительная площадка выполнена в виде закрепленного посредством...
Обладнання для термоімпульсної обробки виробів
Номер патенту: 656
Опубліковано: 15.12.1993
Автори: Крутіков Сергій Леонідович, Пеньков Валерій Іванович
МПК: C21D 1/82
Мітки: обладнання, виробів, термоімпульсної, обробки
Текст:
...обеспечивающая прокаливание на определенную глубину стальных изделий, удаление заусенцев и других поверхностных дефектов с изделий из различ- 25 ных материалов. Давление взрыва в термокамере 1 через заполнившую раструб воду передается на ступенчатый поршень 6, приводя последний в движение и открывая сливные отверстия 11; 30 Раскаленные продукты взрыва,истекая по втулке 7, создают в кольцевом зазоре 8 зону высокого разрежения (вакуум)...
Попередній патент: Автомат для гідропластичної обробки циліндричних зубчастих коліс
Наступний патент: Прилад для ушивання органів
Випадковий патент: Фуркальний каналонаповнювач