Спосіб електрохімічного хонінговання
Формула / Реферат
Способ электрохимического хонингования прецизионных отверстий алмазными брусками на металлической связке, при котором исключают растравливание участков хонинговальных брусков, выходящих из зоны обработки, отличающийся тем, что, с целью повышения точности обработки, вне зоны хонингования устанавливают удлинительные втулки величиной, равной участкам брусков, выходящих в процессе обработки за пределы обрабатываемого отверстия.
Текст
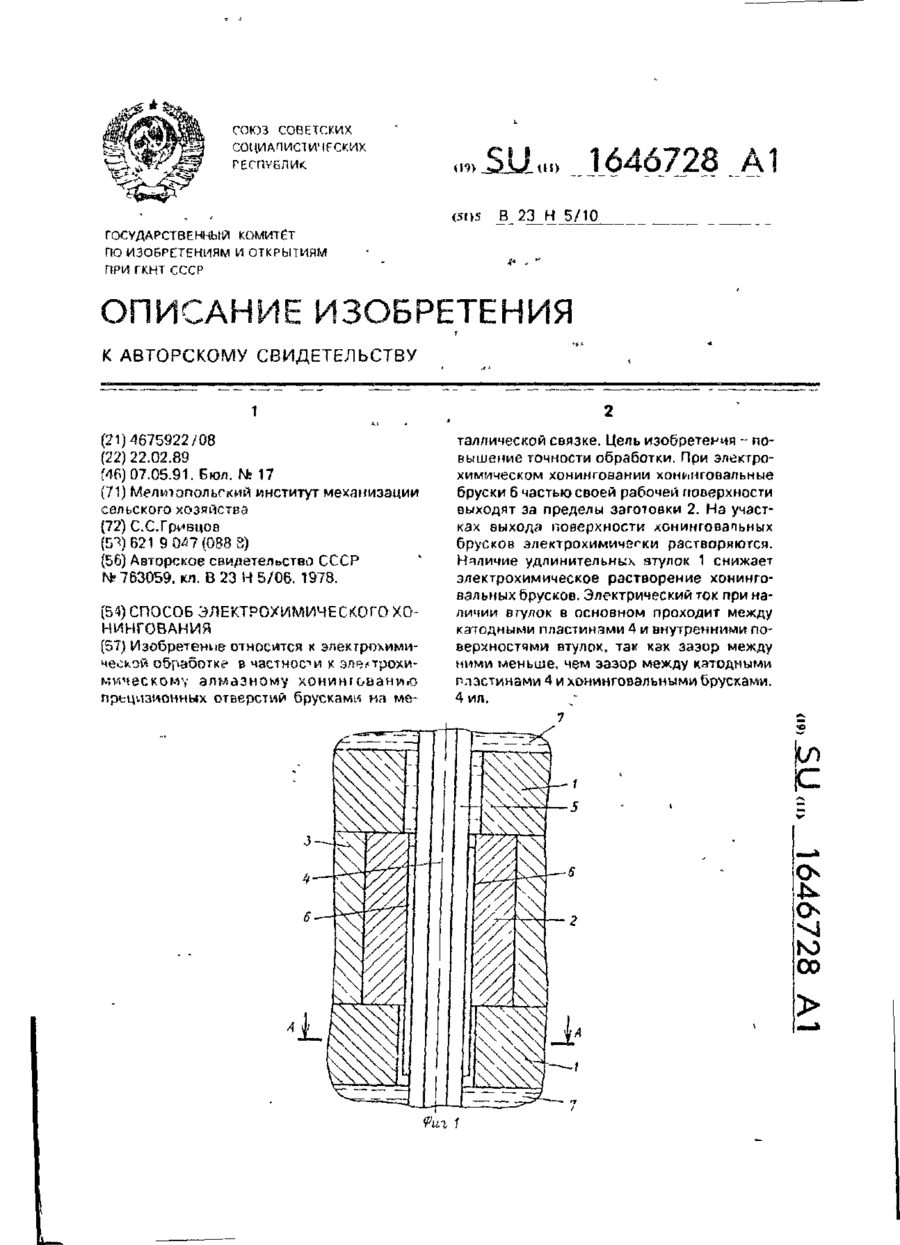
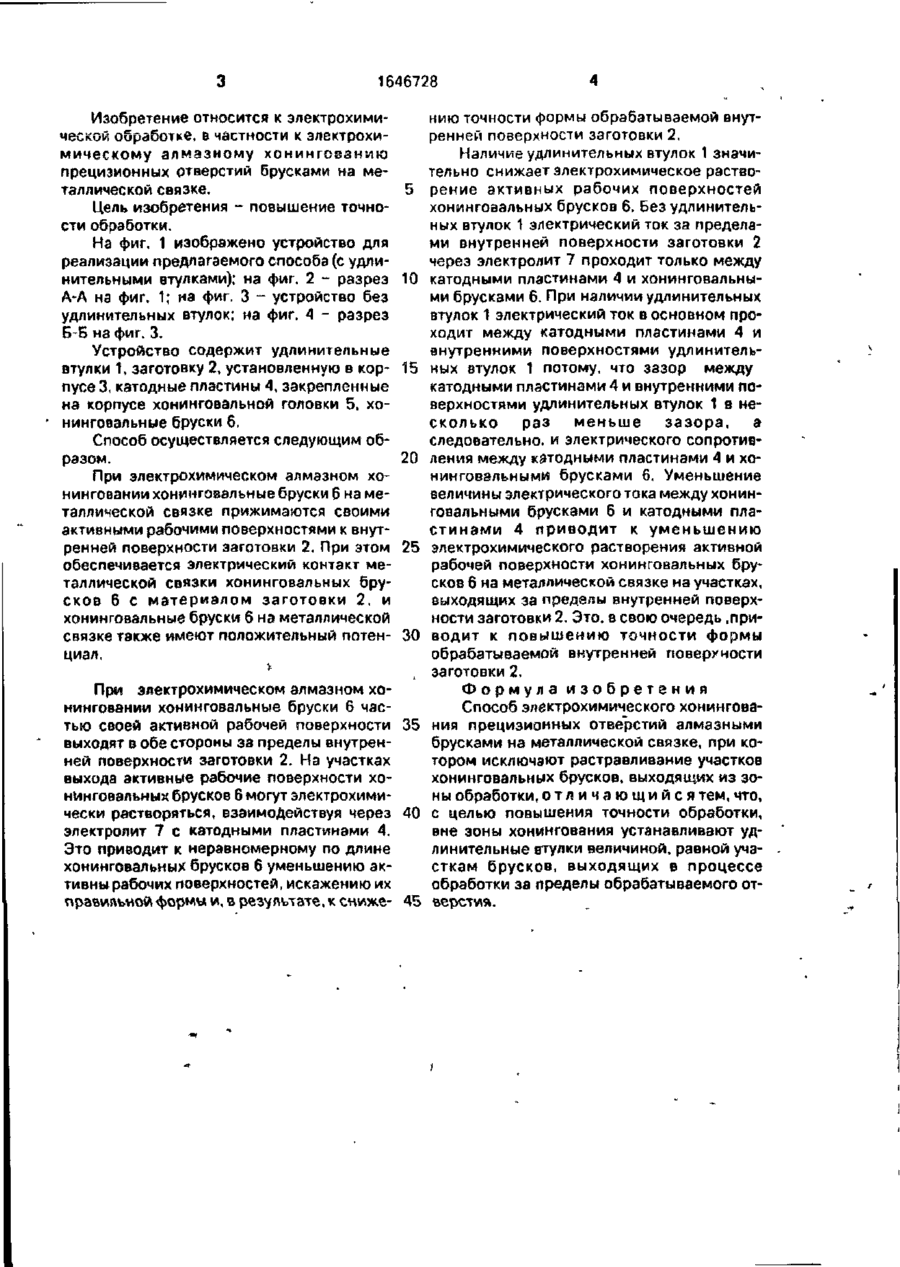
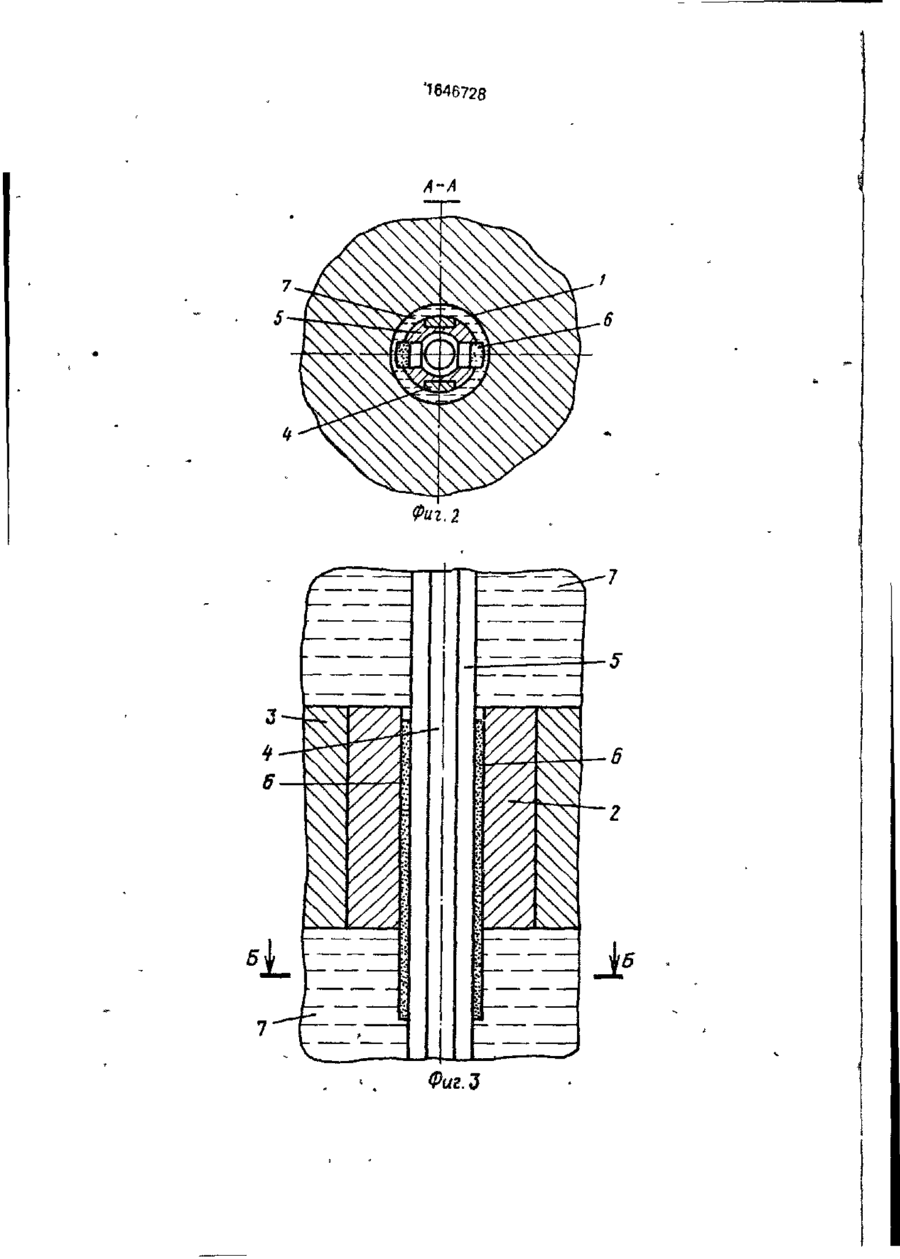
Изобретение ОТНОСИТСЯ к электрохимической обработке в частности к зле/трохимужескому алмазному хонинюванмю прецизионных отверстий брусками на ме таллической связке. Цель изобретения - повышение точности обработки. При электрохимическом хонинговзкии хонычговальные бруски 6 частью своей рабочей поверхности выходят за пределы заготовки 2. На участках выхода поверхности хонинговапьных брусков электрохимичегки растворяются. Наличие удлинительных атулок 1 снижает электрохимическое растворение хонинговальных брусков. Электрический ток при наличии в гулок в основном проходит между катодными пластинами 4 и внутренними поверхностями втулок, так как зазор между ними меньше, чем зазор между катодными пластинами 4 и хонииговальными брусками. 4 ил. 1 С со > Риг 1 1646728 Изобретение относится к электрохимической обработке, в частности к электрохимическому алмазному хонингованию прецизионных отверстий брусками на металлической связке. Цель изобретения - повышение точности обработки. На фиг, 1 изображено устройство для реализации предлагаемого способа (с удлинительными втулками); на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - устройство без удлинительных втулок; на фиг. 4 - разрез Б-Б на фиг. 3. Устройство содержит удлинительные втулки 1, заготовку 2, установленную в корпусе 3, катодные пластины 4, закрепленные на корпусе хонинговальной головки 5, хонинговальные бруски 6. Способ осуществляется следующим образом. При электрохимическом алмазном хонинговании хонииговальные бруски 6 на металлической связке прижимаются своими активными рабочими поверхностями к внутренней поверхности заготовки 2. При этом обеспечивается электрический контакт металлической связки хонинговальных брусков 6 с материалом заготовки 2, и хонинговальные бруски 6 на металлической связке также имеют положительный потенциал. 5 10 15 20 25 30 , При электрохимическом алмазном хонинговании хонинговальные бруски 6 частью своей активной рабочей поверхности 35 выходят в обе стороны за пределы внутренней поверхности заготовки 2. На участках выхода активные рабочие поверхности хонйнговальных брусков 6 могут электрохимически растворяться, взаимодействуя через 40 электролит 7 с катодными пластинами 4. Это приводит к неравномерному по длине хонинговальных брусков 6 уменьшению активнырабочих поверхностей, искажению их правильной формы и, в результате, к сниже- 45 нию точности формы обрабатываемой внутренней поверхности заготовки 2. Наличие удлинительных втулок 1 значительно снижает электрохимическое растворение активных рабочих поверхностей хонинговальных брусков 6. Без удлинительных втулок 1 электрический ток за пределами внутренней поверхности заготовки 2 через электролит 7 проходит только между катодными пластинами 4 и хонинговальными брусками 6. При наличии удлинительных втулок 1 электрический ток в основном проходит между катодными пластинами 4 и внутренними поверхностями удлинительных втулок 1 потому, что зазор между катодными пластинами 4 и внутренними поверхностями удлинительных втулок 1 в несколько раз меньше зазора, а следовательно, и электрического сопротивления между катодными пластинами 4 и хонинговальными брусками 6. Уменьшение величины электрического тока между хонинговальными брусками 6 и катодными пластинами 4 приводит к уменьшению электрохимического растворения активной рабочей поверхности хонинговальных брусков б на металлической связке на участках, выходящих за пределы внутренней поверхности заготовки 2. Это. в свою очередь ,приводит к повышению точности формы обрабатываемой внутренней поверхности заготовки 2, Формула изобретения Способ электрохимического хонингования прецизионных отверстий алмазными брусками на металлической связке, при котором исключают растравливание участков хонинговальных брусков, выходящих из зоны обработки, о т л и ч а ю щ и й с я тем, что, с целью повышения точности обработки, вне зоны хонингования устанавливают удлинительные втулки величиной, равной участкам брусков, выходящих в процессе обработки за пределы обрабатываемого отверстия. '1646728 Фиг,2 1646728 6 Редактор И Шмаковз Составитель Т Кузнецова Техоед М.Моргентал Корректор А.Осгуленко Заказ 1367 Тираж 4^3 Подписное ВНИИПМ Государственного комитеіа по изобретениям и открытиям при ГКНТ СССР 113035. Москпа. Ж-35. Раушская неб., 4/5 Производслвеннп-издатепьский комбинат 'Патент", г Ужгород, ул Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of electrochemical honing
Автори англійськоюHrivtsov Stanislav Semenovych
Назва патенту російськоюСпособ электрохимического хонингования
Автори російськоюГривцов Станислав Семенович
МПК / Мітки
МПК: B23H 5/00
Мітки: спосіб, хонінговання, електрохімічного
Код посилання
<a href="https://ua.patents.su/4-9076-sposib-elektrokhimichnogo-khoningovannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб електрохімічного хонінговання</a>
Пристрій для місцевої вулканізації конвейєрних стрічок

Номер патенту: 1747
Опубліковано: 25.10.1994
Автори: Петер Тіс, Гаральд Фудікар
МПК: B29C 35/02, B29C 73/00, B29L 29/00
Мітки: пристрій, конвейєрних, стрічок, місцевої, вулканізації
Формула / Реферат:
1. Устройство для местной вулканизации конвейерных лент по патенту № 1034600, отличающееся тем, что, с целью расширения технологических возможностей устройства при одновременном упрощении монтажа, обогреваемые плиты выполнены в виде набора полых брусков, равных по размерам поверхности нажимных пластин и смонтированных по одному на траверсе.2. Устройство по п.1, отличающееся тем, что на верхней траверсе бруски смонтированы под...
Спосіб електрохімічного полірування міді
Номер патенту: 3432
Опубліковано: 27.12.1994
Автори: Кінберг Валентина Генадіївна, Сандулов Дмитро Борисович
МПК: C25F 3/00
Мітки: спосіб, міді, полірування, електрохімічного
Формула / Реферат:
Способ электрохимического полирования меди, включающий анодную обработку в электролите на основе ортофосфорной кислоты и металлического алюминия, отличающийся тем, что анодную обработку ведут в потенциостатическом режиме при напряжении 1.8-2,5 В, плотности тока 1,5-4 А/дм2, температуре 17-30°С при следующем соотношении компонентов, мас. %: ортофосфорная кислота 70-85 металлический ...
Апарат для електрохімічного очищення забрудненої рідини
Номер патенту: 781
Опубліковано: 15.12.1993
Автори: Назарян Мирон Мигранович, Матаєв Аркадій Романович, Аксенко Олександр Олександрович, Шатий Павло Павлович
МПК: C02F 1/46
Мітки: очищення, апарат, електрохімічного, рідини, забрудненої
Формула / Реферат:
(57) Аппарат для электрохимической очистки загрязненной жидкости, содержащий коаксиально расположенные друг относительно друга отстойник с кольцевой перегородкой и циркуляционную трубу, в нижней части которой установлены растворимые электроды, пенопровод с пенозаборником, выполненным в виде раструба, герметично соединенного с кольцевой перегородкой, эрлифтный трубопровод, а также патрубки для подачи загрязненной и отвода очищенной жидкости и...
Датчик слинька для вимірювання потовиділення
Номер патенту: 40
Опубліковано: 30.04.1993
Автор: Слинько Петро Петрович
МПК: A61B 5/05
Мітки: датчик, вимірювання, потовиділення, слинька
Формула / Реферат:
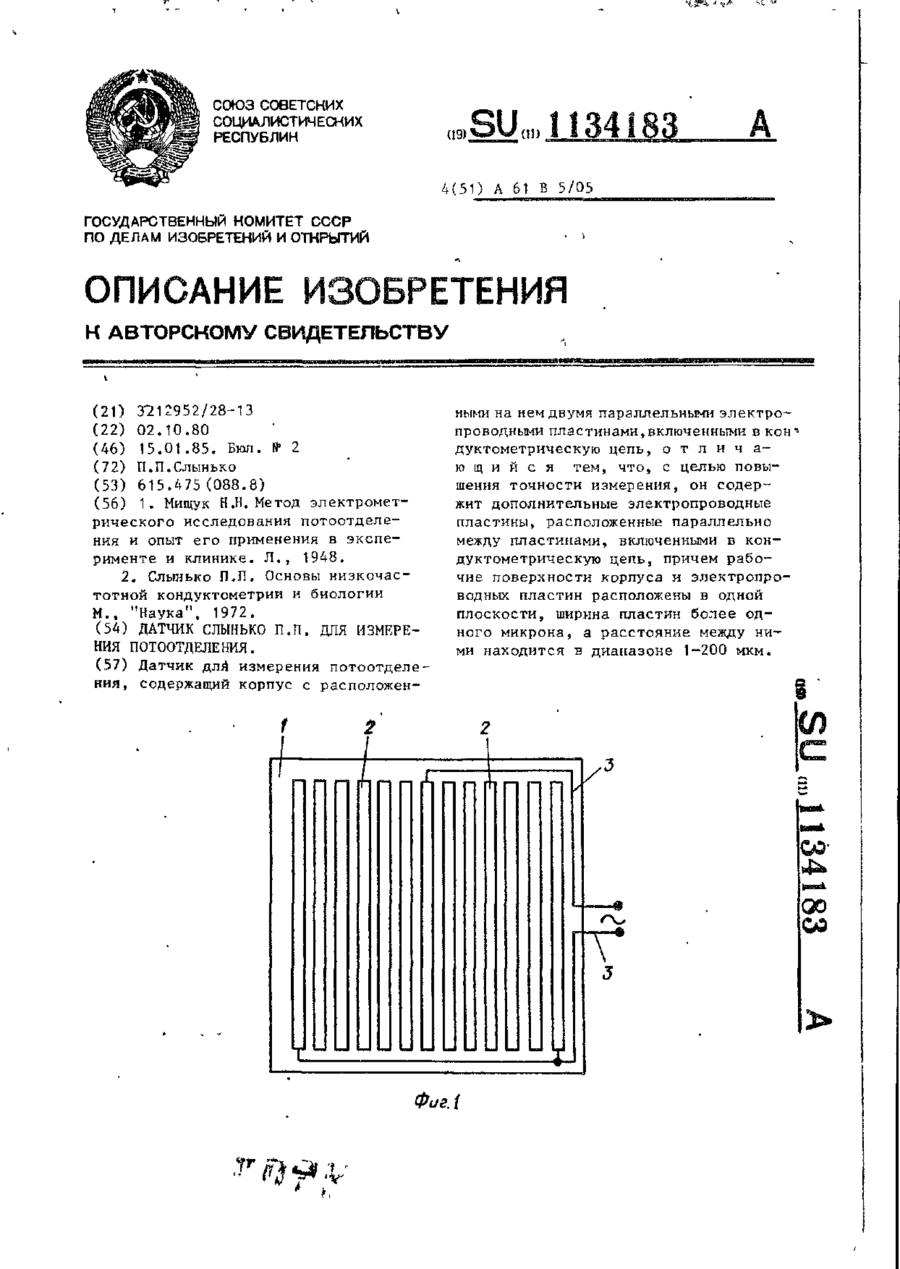
(57) Датчик для измерения потоотделения, содержащий корпус с расположенными на нем двумя параллельными электропроводными пластинами, включенными в кондуктометрическую цепь, отличающийся тем, что, с целью повышения точности измерения, он содержит дополнительные электропроводные пластины, расположенные параллельно между пластинами, включенными в кондуктометрическую цепь, причем рабочие поверхности корпуса и электропроводных пластин расположены...
Спосіб одержання електрохімічного мідного порошку
Номер патенту: 9747
Опубліковано: 30.09.1996
Автори: Веремій Ігор Віталійович, Тимофієв Костянтин Анатолійович, Злобіна Наталья Анатолійовна, Беліменко Олександр Миколайович
МПК: C25C 1/00
Мітки: спосіб, порошку, мідного, електрохімічного, одержання
Формула / Реферат:
Способ получения электролитического медного порошка, включающий электролиз с последующей обработкой дисперсного металла путем промывки его водой, стабилизации, центрифугирования, сушки и классификации, отличающийся тем, что после стабилизации перед центрифугированием порошок подвергают вакуумированию со скоростью 0,7-0,8 атм/мин, и при давлении 0,9-0,5 атм выдерживают в течение 10-15 мин.
Попередній патент: Перепускний клапан
Наступний патент: Електронно-оптична система для кольорових кінескопів
Випадковий патент: Система пасивного аварійного охолодження реактора