Спосіб визначення придатності до експлуатації лопаток з дефектами
Номер патенту: 910
Опубліковано: 15.12.1993
Автори: Лук'янов Валентин Семенович, Омельченко Володимир Васильович, Карпенко Микола Петрович, Гліксон Ігор Леонідович


Формула / Реферат
Способ определения пригодности к эксплуатации лопаток с дефектами путем осмотра пера лопатки, определения геометрических размеров дефекта и сравнения этих размеров с допустимыми, отличающийся тем, что, с целью повышения точности диагностирования, дополнительно измеряют расстояние от основания пера лопатки до месторасположения дефекта, определение его геометрических размеров осуществляют путем измерения длины дефекта по хорде, а пригодность лопатки и эксплуатации определяют из условия, что длина дефекта на входной кромке не должна превышать 0,085; 0,101 и 0,184 и на выходной — 0,216; 0,256 и 0,360 длины хорды соответственно в нижней, средней и верхней третях пера лопатки.
Текст
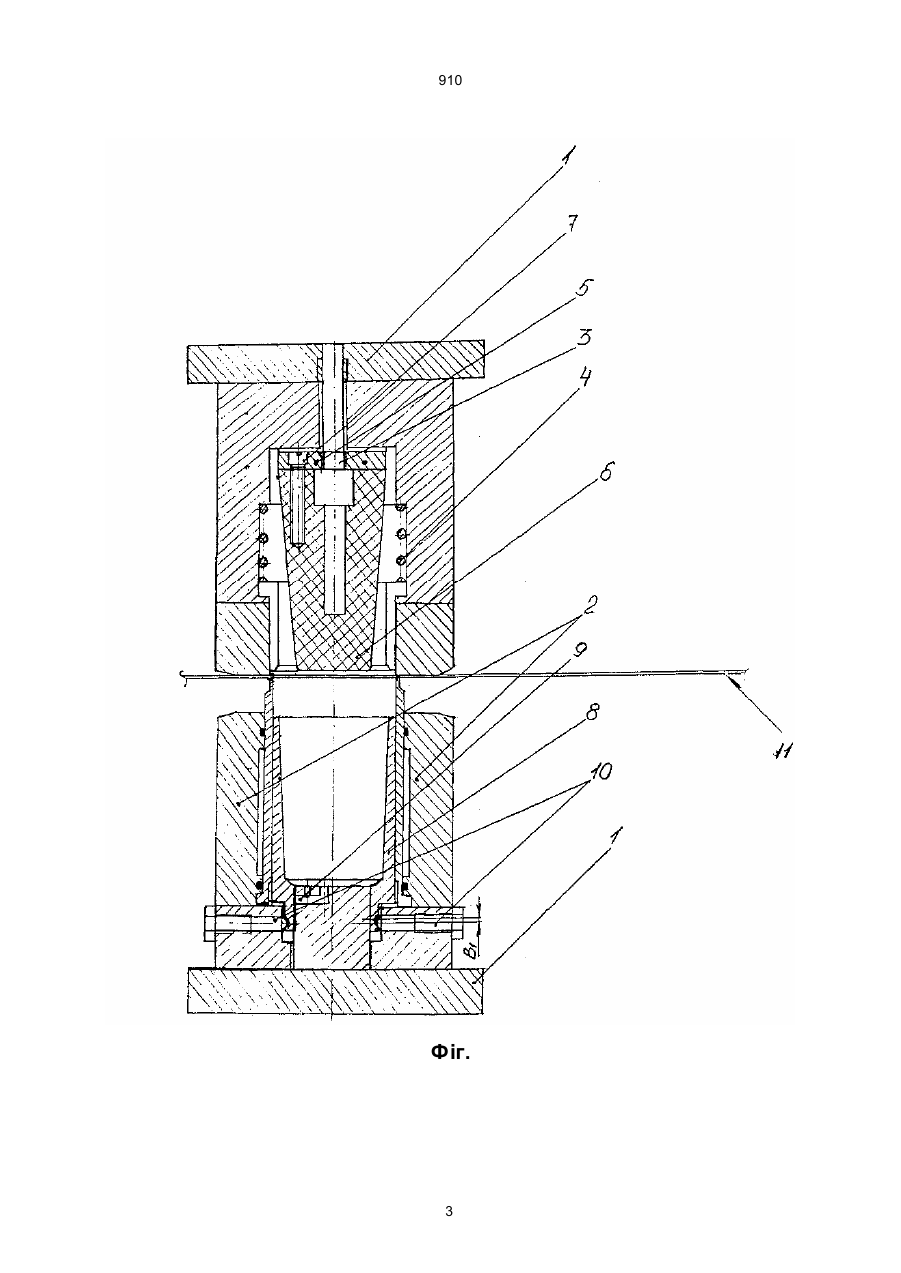
1. Штамп, що включає корпус, який складається з горизонтальних та вертикальних плит, пуансона, що включає гільзу пуансона, виштовхувач, шток, який відрізняється тим, що штамп виконаний розйомним, горизонтальні плити встановлені з можливістю переміщення, в пуансоні виконаний наскрізний отвір для встановлення змінної гільзи, 910 Порівняльний аналіз технічного вирішення, що пропонується, з прототипом дозволяє зробити висновок, що запропоноване технічне вирішення має суттєві ознаки, які відрізняють його від прототипу та відомих технічних вирішень, і обумовлює досягнення поставленого завдання за рахунок створення можливості заміни гільзи та виштовхувача під необхідний типорозмір стакана. Суть і принцип дії запропонованого технічного вирішення пояснюються кресленням (фіг.), де подана конструктивна схема штампа. Штамп складається з горизонтальних плит 1, вертикальних плит 2, штока 3, пружини 4, підвісу виштовхувача 5, ви штовхувача 6, кріпильного гвинта 7, гільзи 8 з відвідними каналами 9, стопорними гвинтами 10. У штампі встановлений листовий полімерний матеріал 11. Штамп є складовою частиною термоформувальної машини, призначеної для випуску пластмасових стаканів. Термоформувальна машина містить штамп, повітряний колектор штампа, пневмоклапан, випускний фільтр, пневморедуктор, манометр, основний ресивер, додатковий ресивер. Штамп є одним з найважливіших вузлів термоформувальної машини, тому що безпосередньо в ньому відбувається формування продукту, що випускається, від його конструктивних особливостей залежать розміри, точність розмірів виготовлюваних стаканів. Штамп у складі термоформувальної машини працює наступним чином: повітря із пневмосистеми цеху через пристрій очищення повітря надходить в ресивер машини. Після протягування підігрітої стрічки (вихідного матеріалу для виготовлення виробу заданої форми, наприклад, стаканчиків), замикання штампа і попереднього механічного формування стаканів спрацьовує пневмоклапан, який подає в робочі органи (повітряний колектор штампа) штампа стиснуте повітря для остаточного деформування стаканів. Після того, як мине заданий проміжок часу, пневмоклапан здійснює скидання тиску через випускний фільтр в атмосферну. В самому штампі відбувається формування виробів з безперервної підігрітої пластмасової стрічки, їх висікання та подальше видалення з робочого об'єму. Через те що листовий полімерний матеріал, що використовується як сировина, зав жди має нерівності, шорсткості та інші вади, після деформації штампом залишаються залишки пластмаси, присутність яких небажана на дні гільзи, тому що вони будуть негативно впливати на формування наступних стаканів. Для видалення цих залишків пластмаси в нижній частині гільзи передбачені канали. Під тиском повітря залишки пластмаси відводяться через ці канали за межі робочих поверхонь, що беруть участь у формуванні стаканів. Вісь стопорного гвинта розташована таким чином, що при контакті стопорного гвинта з виточкою стопорний гвинт передає зусилля як у горизонтальному, так і вертикальному напрямках. Це відбувається завдяки наявності відстані В1 між віссю гвинта і лінії, що проходить через вісь виточки паралельно осі гвинта. Поширення зусилля у вертикальному напрямку має першорядне значення, тому що необхідно чинити протидію зусиллям, які виникають при виході виштовхувача з гільзи і захоплюють за собою гільзу, порушують роботу пуансона та штампа в цілому. Пристрій працює наступним чином. Під час роботи термоформувальної машини шток 3 рухається вниз, переміщуючи підвіс виштовхувача 5, на якому за допомогою кріпильного гвинта 7 закріплений виштовхувач 6. Ви штовхувач 6 по ходу р уху деформує та переміщує частин у підігрітого листового полімерного матеріалу 11 у напрямку гільзи 8. Підігрітий полімерний матеріал потрапляє в гільзу 8, в якій і відбувається формування стакана під дією виштовхувача 6 та повітря. Залишки полімерного матеріалу під тиском повітря звільняють, нижню частину гільзи, виходячи через відвідні канали 9. Потім шток 3 піднімається угору, тягнучи за собою підвіс виштовхувача 5 та виштовхувач 6. С топорні гвинти 10 перешкоджають переміщенню гільзи 8 угору. При зміні типорозміру стакана горизонтальні плити 1 розсуваються у вертикальній площині і здійснюють зміну гільзи 8 та виштовхувача 6. Зміна виштовхувача провадиться за допомогою вигвинчування кріпильного гвинта 7. Зміна гільзи провадиться за допомогою вигвинчування стопорних гвинтів 10, встановлених в отворах, виконаних у вертикальних плитах 2. Штамп, що пропонується, у порівнянні з прототипом дозволяє реалізувати можливості виготовлення стаканів широкого спектра типорозмірів. 2 910 Фіг. 3 910 __________________________________________________________ ДП "Український інститут промислової власності" (Укрпатент) Україна, 01133, Київ-133, бульв. Лесі Українки, 26 (044) 295-81-42, 295-61-97 __________________________________________________________ Підписано до друку ________ 2001 р. Формат 60х84 1/8. Обсяг ______ обл.-вид. арк. Тираж 50 прим. Зам._______ ____________________________________________________________ УкрІНТЕІ, 03680, Київ-39 МСП, вул. Горького, 180. (044) 268-25-22 ___________________________________________________________ 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for determination of suitability for operation of blades with defects
Автори англійськоюKarpenko Mykola Petrovych, Hlikson Ihor Leonidovych, Lukianov Valentyn Semenovych, Omelchenko Volodymyr Vasyliovych
Назва патенту російськоюСпособ определения пригодности к эксплуатации лопаток с дефектами
Автори російськоюКарпенко Николай Петрович, Гликсон Игорь Леонидович, Лукьянов Валентин Семенович, Омельченко Владимир Васильевич
МПК / Мітки
МПК: G01M 19/00, G01M 13/00
Мітки: дефектами, визначення, придатності, експлуатації, лопаток, спосіб
Код посилання
<a href="https://ua.patents.su/4-910-sposib-viznachennya-pridatnosti-do-ekspluataci-lopatok-z-defektami.html" target="_blank" rel="follow" title="База патентів України">Спосіб визначення придатності до експлуатації лопаток з дефектами</a>
Спосіб визначення пористоті
Номер патенту: 283
Опубліковано: 30.04.1993
Автори: Рокос Ігор Дмитрович, Жуковський Віктор Миколайович, Дикий Віктор Іванович
МПК: G01N 25/00, G01N 15/08
Мітки: визначення, пористоті, спосіб
Формула / Реферат:
Формула изобретенияСпособ определения пористости по авт. св. №900170, отличающийся тем, что, с целью повышения точности определения, дополнительно регистрируют изменение концентрации индикатора на входе образца, а среднее время пребывания частиц индикатора в образце рассчитывают по формулегде - среднее время пребывания частиц индикатора в образце, рассчитанное по графику изменения концентрации индикатора в потоке,...
Спосіб визначення пористості
Номер патенту: 282
Опубліковано: 30.04.1993
Автори: Солоніцин Рем Олександрович, Рокос Ігор Дмитрович, Жуковський Віктор Миколайович
МПК: G01N 15/08
Мітки: пористості, визначення, спосіб
Формула / Реферат:
Формула изобретенияСпособ определения пористости, заключающийся в фильтрации рабочей среды через образец с постоянной объемной скоростью, введении в нее на входе индикатора и регистрации момента его появления на выходе, отличающийся тем, что, с целью повышения точности, на входе образца поддерживают постоянную концентрацию индикатора, затем изменяют ее значение на входе, регистрируют изменение концентрации на выходе, определяют среднее время...
Спосіб визначення моменту відкриття клапана
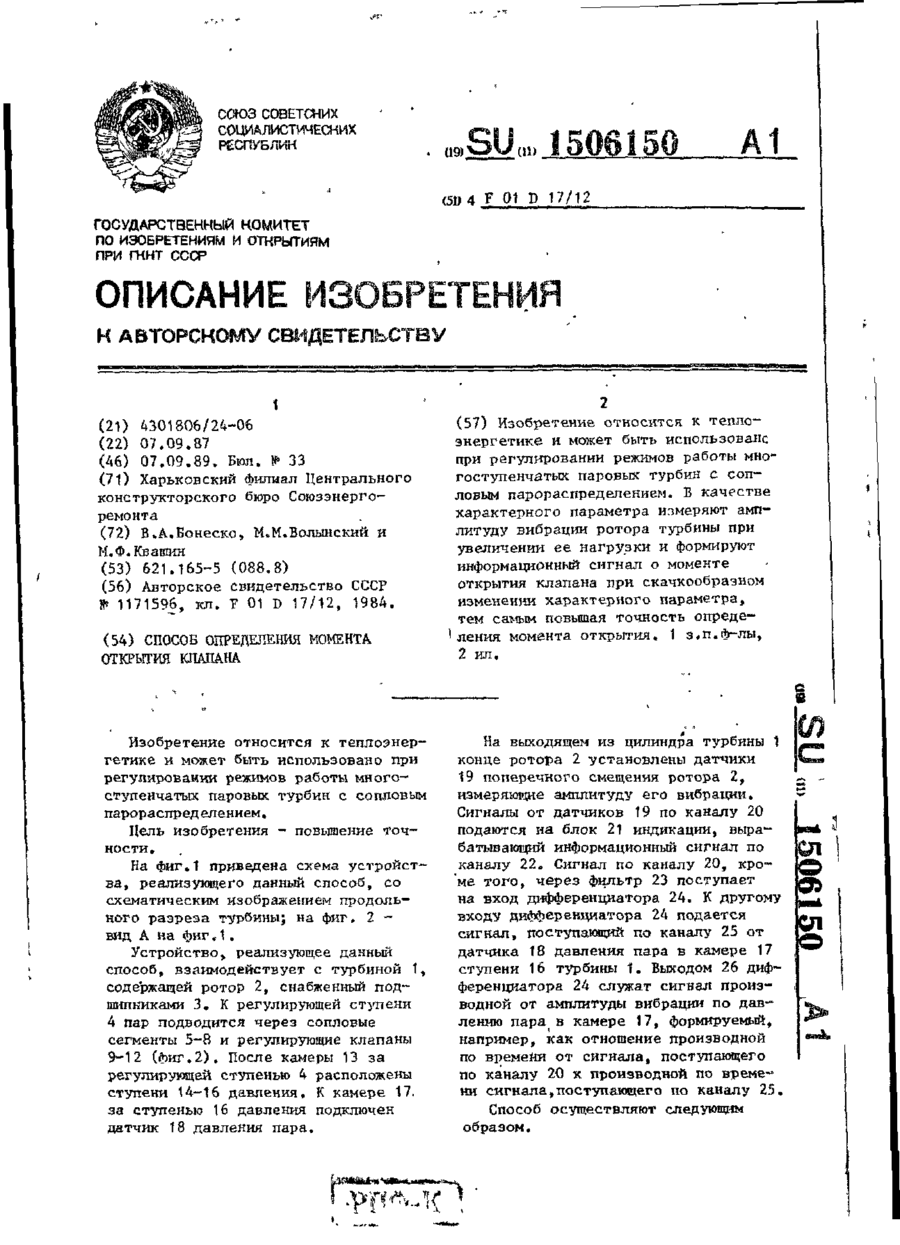
Номер патенту: 353
Опубліковано: 30.04.1993
Автори: Бонеско Володимир Олександрович, Волинський Михайло Михайлович, Квашин Михайло Федорович
МПК: F01D 17/00
Мітки: моменту, визначення, відкриття, клапана, спосіб
Формула / Реферат:
1. Способ определения момента открытия клапана многоступенчатой паровой турбины с сопловым парораспределением путем измерения характерного параметра и формирования информационного сигнала о моменте открытия клапана по изменению характерного параметра, отличающийся тем, что, с целью повышения точности, измеряют амплитуду вибрации ротора турбины при увеличении ее нагрузки, используют результаты измерения в качестве характерного параметра, а...
Спосіб визначення стійкості винограду до філоксери
Номер патенту: 474
Опубліковано: 30.04.1993
Автори: Зотов Володимир Володимирович, Шерер Володимир Олександрович, Воробйова Ганна Федосіївна
МПК: A01H 1/04
Мітки: філоксери, спосіб, стійкості, визначення, винограду
Формула / Реферат:
Формула изобретения1. Способ определения устойчивости винограда к филлоксере, включающий анализ растений, отличающийся тем, что, с целью упрощения и повышения точности определения, анализу подвергают ткани корней, а филлоксероустойчивость рассчитывают по показателю сдвига угла фаз при прохождении переменного электрического тока на различных частотах, при этом величина показателя с положительным знаком свидетельствует об устойчивости, с...
Спосіб визначення больової чутливості зубів
Номер патенту: 105
Опубліковано: 30.04.1993
Автор: Гришанін Геннадій Григорович
МПК: A61B 5/01
Мітки: чутливості, спосіб, визначення, больової, зубів
Формула / Реферат:
(57) Способ определения болевой чувствительности зубов после рефлекторной аналгезии путем нанесения электрического раздражения, отличающийся тем, что, с целью снятия болевых воздействий при электрическом раздражении, измеряют температуру кожи лица в местах проекции инфраорбитального и ментального отверстий до рефлекторной анальгезии и после нее через каждые 10 мин и при повышении температуры на 1,5-2,5°С определяют повышение порога болевой...
Попередній патент: Розпірний елемент
Наступний патент: Композиція для формування волокнистого фільтруючого матеріалу
Випадковий патент: Спосіб виготовлення гнутих гофрованих профілів