Спосіб виготовлення водно-графітових мастил
Номер патенту: 91124
Опубліковано: 25.06.2014
Автори: Вороніна Ніна Олександрівна, Федоренко Антон Володимирович, Аніщенко Олександр Сергійович, Хіора Володимир Савельович, Каргін Сергій Борисович, Каргін Борис Сергійович


Формула / Реферат
Спосіб виготовлення водно-графітових мастил, що включає одержання концентрату у вигляді пульпи, який відрізняється тим, що пульпу додатково обробляють вібрацією з амплітудою 0,5-3 мм, частотою 50-300 Гц впродовж 30-60 хвилин.
Текст
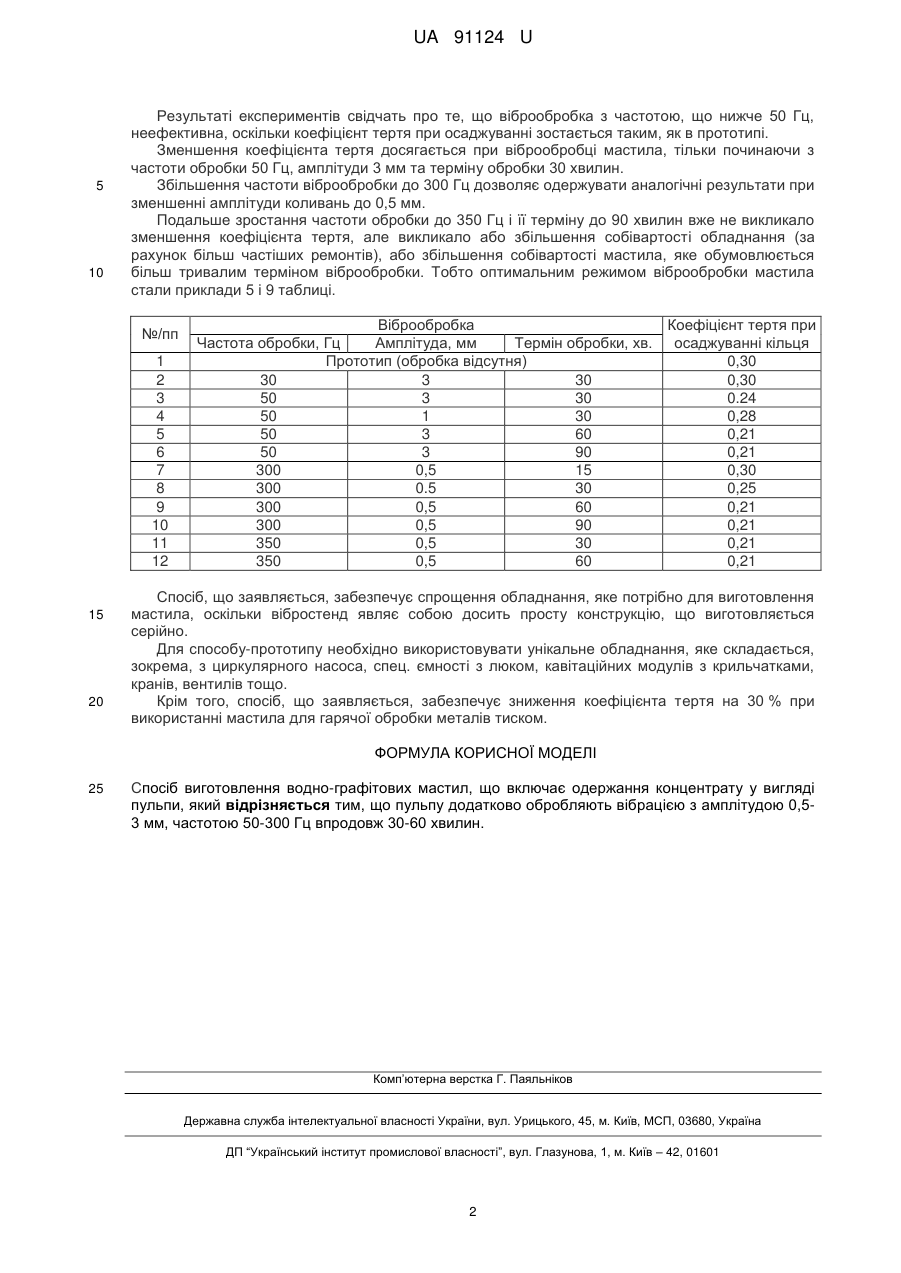
Реферат: Спосіб виготовлення водно-графітових мастил включає одержання концентрату у вигляді пульпи, яку обробляють вібрацією з амплітудою 0,5-3 мм, частотою 50-300 Гц впродовж 30-60 хвилин. UA 91124 U (12) UA 91124 U UA 91124 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до галузі виготовлення мастил і може бути застосована для виготовлення мастил, що застосовують в обробці металів тиском. Відомий спосіб виготовлення мастил, що включає загущення нафтового масла літієвим милом стеаринової або 12-оксистеаринової кислоти, нагрів суміші до 200-210 °C, додаток у суміш порошку диселеніду вольфраму, ультрадисперсного політетрафторетилену та дифеніламіну, охолодження, витримку впродовж 1 доби і протирання скрізь металічну сітку [пат. РФ № 2291893, МПК С 10 Μ 161/00, опубл. 20.01.2007, БИ № 3]. Недоліки способу: велика трудомісткість виготовлення та загроза здоров'ю при використанні мастила, тому що всі селеніди - отрута, а при температурах більш ніж 250 °C селеніди виділяють селен - ще більш сильну отруту. Як прототип, як найбільш близьке по технічній суті рішення, був вибраний спосіб виготовлення водно-графітових мастил, що включає збагачення вихідної сировини, помел дрібнодисперсного графіту в потоці водного розчину в режимі кавітації із подрібненням графіту з дисперсністю, що надана, наступне додавання в потік компонентів мастила і одержання кінцевого концентрату у вигляді пульпи [пат. РФ № 2043966, MПK С 01 В 31/02, опубл. 2002 г. БИ № 23]. Недоліком прототипу є необхідність використання (в додаток до стандартних приладів) додаткового обладнання складної конструкції для гідродинамічного подрібнення графіту. Це веде до збільшення собівартості мастила. Крім того, спосіб не забезпечує низьку величину коефіцієнта тертя у випадку використання мастила при обробці тиском металів в гарячому стані. В основу корисної моделі поставлена задача вдосконалити спосіб виготовлення воднографітових мастил, в якому за рахунок виконання нової операції досягається спрощення обладнання, що використовується, та зменшується коефіцієнт тертя при використанні одержує мого мастила при гарячій обробці металлов тиском. Для вирішення поставленої задачі в способі виготовлення водно-графітових мастил, що містить одержання концентрату у вигляді пульпи, згідно з корисною моделлю, пульпу додатково обробляють вібрацією з амплітудою 0,5-3 мм, частотою 50-300 Гц впродовж 30-60 хвилин. Накладання на пульпу вібраційних коливань поліпшує дрібнодисперсність графітових часток мастила, що приводить до змінення коефіцієнта тертя при гарячому деформуванні металів з використанням цих мастил. При цьому не потребується використання обладнання з великою вартістю для гідродинамічного подрібнення графіту. Спосіб здійснюють наступним чином. Спочатку збагачують вихідну сировину, видаляючи з неї непотрібні для мастила компоненти, і сушать. Далі виконують грубий помел, потім помел з хромпіком, відмивання, сушіння, обробку кислотою, підмивання і знову сушіння. Після цих операцій збагачений графіт змішують з водою, компонентами мастила і одержують концентрат у вигляді пульпи. В пульпу вводять вібратор і обробляють її вібрацією впродовж 30-60 хвилин з амплітудою 0,5-3 мм і частотою 50-300 Гц. Замість вібратора доцільно також резервуар з пульпою встановлювати на стенд, що вібрує. Ефект зниження коефіцієнта тертя мастила фіксується при віброобробці мастила, починаючи з терміну 30 хвилин і закінчуючи 60 хвилинами. Якщо використовувати вібрацію з частотою 50 Гц, то амплітуду коливань треба збільшити з 0,5 до 3 мм. Використання пристроїв, що відтворюють частоту коливань 300 Гц, дозволяє скоротити амплітуду коливань до 0,5 мм. Коливання з частотою нижче 50 Гц суттєвого зниження коефіцієнта тертя не забезпечують, незалежно від терміну та амплітуди обробки. Коливання з частотою вище ніж 300 Гц вже не забезпечують подальшого зниження коефіцієнта тертя мастила, що обробляється вібрацієло. Приклади конкретного виконання способу Збагачений графіт марки ГАК-1 і тринатрійфосфат змішують з водою у співвідношенні 27:13:120 та мелють у млині протягом 36 годин, додають в розчин солі лігносульфонових кислот та триетаноламін в кількостях, які відтворюють співвідношення компонентів мастила в межах 27:13:120:16:1. Розчин перемішують 30 хвилин і одержують концентрат мастила у вигляді пульпи. Резервуар з пульпою встановлюють на вібраційний стенд та обробляють вібрацією за режимами, що наведені в таблиці. Після цього визначають коефіцієнт тертя мастил, що оброблені за різними режимами, методом осаджування кілець зі сталі 35 на кривошипному пресі зусиллям 0,16 МН при температурі 1000-1050 °C. 1 UA 91124 U 5 10 Результаті експериментів свідчать про те, що віброобробка з частотою, що нижче 50 Гц, неефективна, оскільки коефіцієнт тертя при осаджуванні зостається таким, як в прототипі. Зменшення коефіцієнта тертя досягається при віброобробці мастила, тільки починаючи з частоти обробки 50 Гц, амплітуди 3 мм та терміну обробки 30 хвилин. Збільшення частоти віброобробки до 300 Гц дозволяє одержувати аналогічні результати при зменшенні амплітуди коливань до 0,5 мм. Подальше зростання частоти обробки до 350 Гц і її терміну до 90 хвилин вже не викликало зменшення коефіцієнта тертя, але викликало або збільшення собівартості обладнання (за рахунок більш частіших ремонтів), або збільшення собівартості мастила, яке обумовлюється більш тривалим терміном віброобробки. Тобто оптимальним режимом віброобробки мастила стали приклади 5 і 9 таблиці. №/пп 1 2 3 4 5 6 7 8 9 10 11 12 15 20 Віброобробка Коефіцієнт тертя при Частота обробки, Гц Амплітуда, мм Термін обробки, хв. осаджуванні кільця Прототип (обробка відсутня) 0,30 30 3 30 0,30 50 3 30 0.24 50 1 30 0,28 50 3 60 0,21 50 3 90 0,21 300 0,5 15 0,30 300 0.5 30 0,25 300 0,5 60 0,21 300 0,5 90 0,21 350 0,5 30 0,21 350 0,5 60 0,21 Спосіб, що заявляється, забезпечує спрощення обладнання, яке потрібно для виготовлення мастила, оскільки вібростенд являє собою досить просту конструкцію, що виготовляється серійно. Для способу-прототипу необхідно використовувати унікальне обладнання, яке складається, зокрема, з циркулярного насоса, спец. ємності з люком, кавітаційних модулів з крильчатками, кранів, вентилів тощо. Крім того, спосіб, що заявляється, забезпечує зниження коефіцієнта тертя на 30 % при використанні мастила для гарячої обробки металів тиском. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 25 Спосіб виготовлення водно-графітових мастил, що включає одержання концентрату у вигляді пульпи, який відрізняється тим, що пульпу додатково обробляють вібрацією з амплітудою 0,53 мм, частотою 50-300 Гц впродовж 30-60 хвилин. Комп’ютерна верстка Г. Паяльніков Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюKargin Sergii Borysovych, Anischenko Oleksandr Serhiiovych, Kargin Borys Serhiiovych, Voronina Nina Oleksandrivna
Автори російськоюКаргин Сергей Борисович, Анищенко Александр Сергеевич, Каргин Борис Сергеевич, Воронина Нина Александровна
МПК / Мітки
МПК: C10M 161/00, C01B 31/02
Мітки: водно-графітових, виготовлення, мастил, спосіб
Код посилання
<a href="https://ua.patents.su/4-91124-sposib-vigotovlennya-vodno-grafitovikh-mastil.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення водно-графітових мастил</a>
Спосіб визначення ефективності технологічних мастил
Номер патенту: 46174
Опубліковано: 10.12.2009
Автори: Ткачов Ростислав Олегович, Каргін Борис Сергійович, Лавренішина Анна Олександрівна, Риженіна Ганна Сергіївна, Мошкін Семен Андрійович
МПК: B21J 3/00
Мітки: мастил, визначення, технологічних, ефективності, спосіб
Формула / Реферат:
Спосіб визначення ефективності технологічних мастил для об'ємного штампування, що включає деформацію у штампі однакових по масі і розмірах заготівок із застосуванням технологічних мастил у поковці, витягування поковок та визначення ефективності використовуваних мастил, який відрізняється тим, що поковки витягують з штампу виштовхуванням, причому найефективнішому технологічному мастилу відповідає менше зусилля виштовхування.
Спосіб оцінки ефективності технологічних мастил
Номер патенту: 4828
Опубліковано: 15.02.2005
Автори: Діамантопуло Юлія Костянтинівна, Діамантопуло Костянтин Костянтинович, Гараєва Світлана Едуардівна, Сердюк Олексій Іванович
МПК: B21J 3/00
Мітки: оцінки, ефективності, мастил, спосіб, технологічних
Формула / Реферат:
Спосіб оцінки ефективності технологічних мастил, який містить деформування у штампі заготовок однієї маси та розмірів із застосуванням різних технологічних мастил для кожної заготовки, вилучення їх із штампа та визначення ефективності застосованих технологічних мастил за результатами вимірювання розмірів поковки, який відрізняється тим, що як параметр поковки, який контролюють, використовують один із розмірів по висоті поковки або висоті...
Спосіб регенерації відпрацьованих мастил
Номер патенту: 17474
Опубліковано: 15.09.2006
Автори: Ковальчук Оксана Зеновіївна, Чайка Оксана Григорівна, Петрушка Ігор Михайлович, Мальований Мирослав Степанович, Юрим Микола Федорович
МПК: C10M 175/00
Мітки: відпрацьованих, регенерації, мастил, спосіб
Формула / Реферат:
Спосіб регенерації відпрацьованих мастил шляхом їх послідовної обробки розчином деемульгатора та адсорбентом при нагріванні з наступним відділенням очищеного мастила, який відрізняється тим, що як розчин деемульгатора використовують розчин катіонного деемульгатора в толуолі, як адсорбент - активований бентоніт, а відділення очищеного мастила проводять відстоюванням з наступним центрифугуванням, при цьому після обробки розчином катіонного...
Спосіб оцінки ефективності технологічних мастил
Номер патенту: 8386
Опубліковано: 15.08.2005
Автори: Коновалов Гліб Миколайович, Діамантопуло Костянтин Костянтинович, Діамантопуло Юлія Костянтинівна, Гараєва Світлана Едуардівна
МПК: B21J 3/00
Мітки: технологічних, оцінки, мастил, ефективності, спосіб
Формула / Реферат:
Спосіб оцінки ефективності технологічних мастил, який містить деформування у штампі заготовок однієї маси та розмірів із застосуванням різних технологічних мастил для кожної заготовки, вилучення їх із штампа та визначення ефективності застосованих технологічних мастил за результатами вимірювання розмірів поковки, який відрізняється тим, що як параметр поковки, який контролюють, використовують периметр облою необрізаної поковки, при цьому...
Спосіб визначення ефективності технологічних мастил при гарячому об’ємному штампуванні
Номер патенту: 51190
Опубліковано: 12.07.2010
Автори: Ткачов Ростислав Олегович, Каргін Сергій Борисович, Каргін Борис Сергійович, Вороніна Ніна Олександрівна, Тахтамиш Іріна Всеволодівна
МПК: B21J 3/00
Мітки: визначення, штампуванні, технологічних, спосіб, ефективності, гарячому, мастил, об'ємному
Формула / Реферат:
Спосіб визначення ефективності технологічних мастил при гарячому об'ємному штампуванні, що включає деформацію у штампі однакових по масі і розмірах заготівок із застосуванням технологічних мастил, витягування поковок зі штампа та визначення ефективності використовуваних технологічних мастил, який відрізняється тим, що застосування технологічних мастил здійснюють шляхом нанесення їх на штамп з глибокою порожниною, а як контрольований параметр...
Наступний патент: Антибактеріальна композиція
Випадковий патент: Вакцина, що містить альфа-токсоїд c. perfringens