Спосіб оцінки ефективності технологічних мастил
Номер патенту: 8386
Опубліковано: 15.08.2005
Автори: Коновалов Гліб Миколайович, Гараєва Світлана Едуардівна, Діамантопуло Юлія Костянтинівна, Діамантопуло Костянтин Костянтинович
Формула / Реферат
Спосіб оцінки ефективності технологічних мастил, який містить деформування у штампі заготовок однієї маси та розмірів із застосуванням різних технологічних мастил для кожної заготовки, вилучення їх із штампа та визначення ефективності застосованих технологічних мастил за результатами вимірювання розмірів поковки, який відрізняється тим, що як параметр поковки, який контролюють, використовують периметр облою необрізаної поковки, при цьому більш ефективному мастилу відповідає більше значення периметра.
Текст
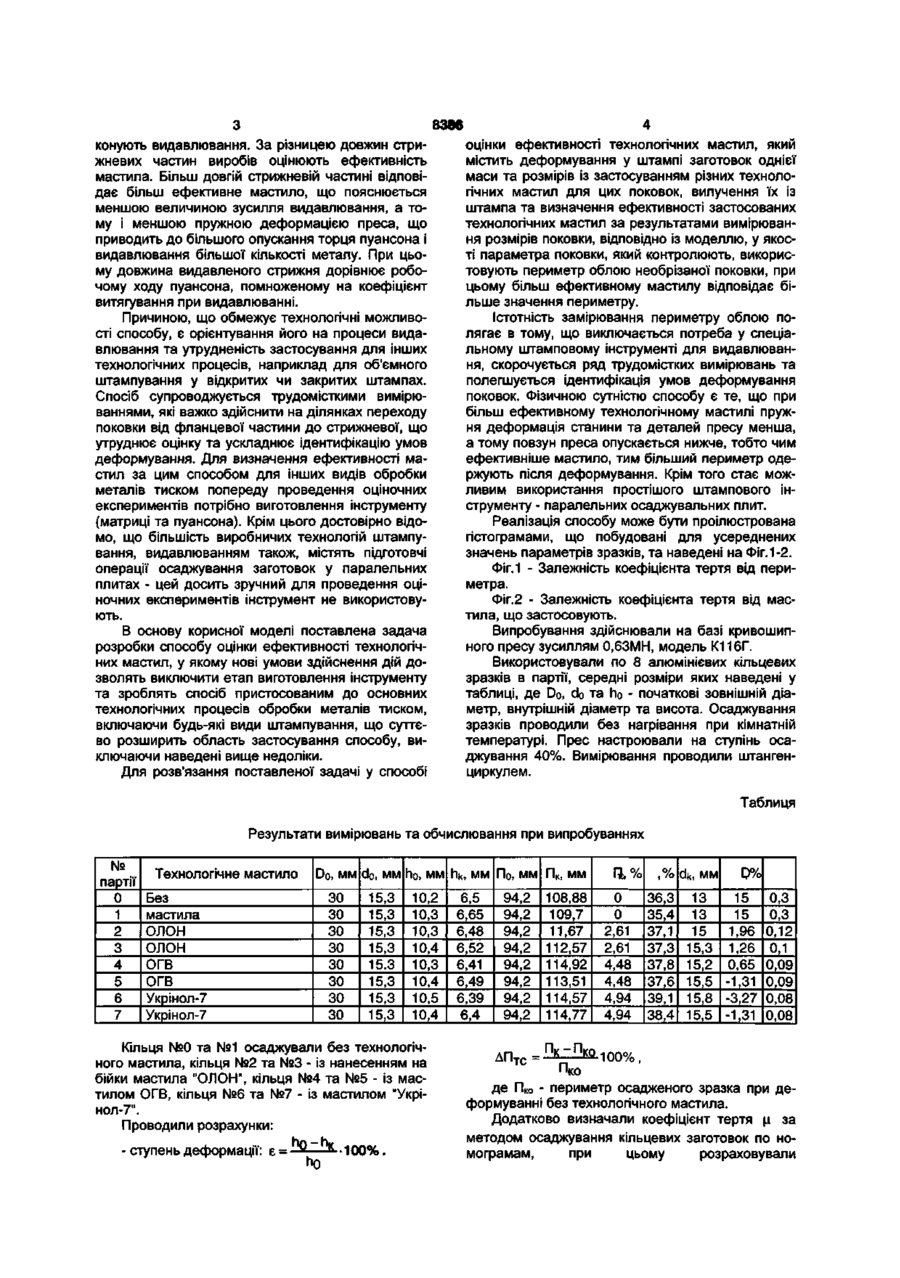
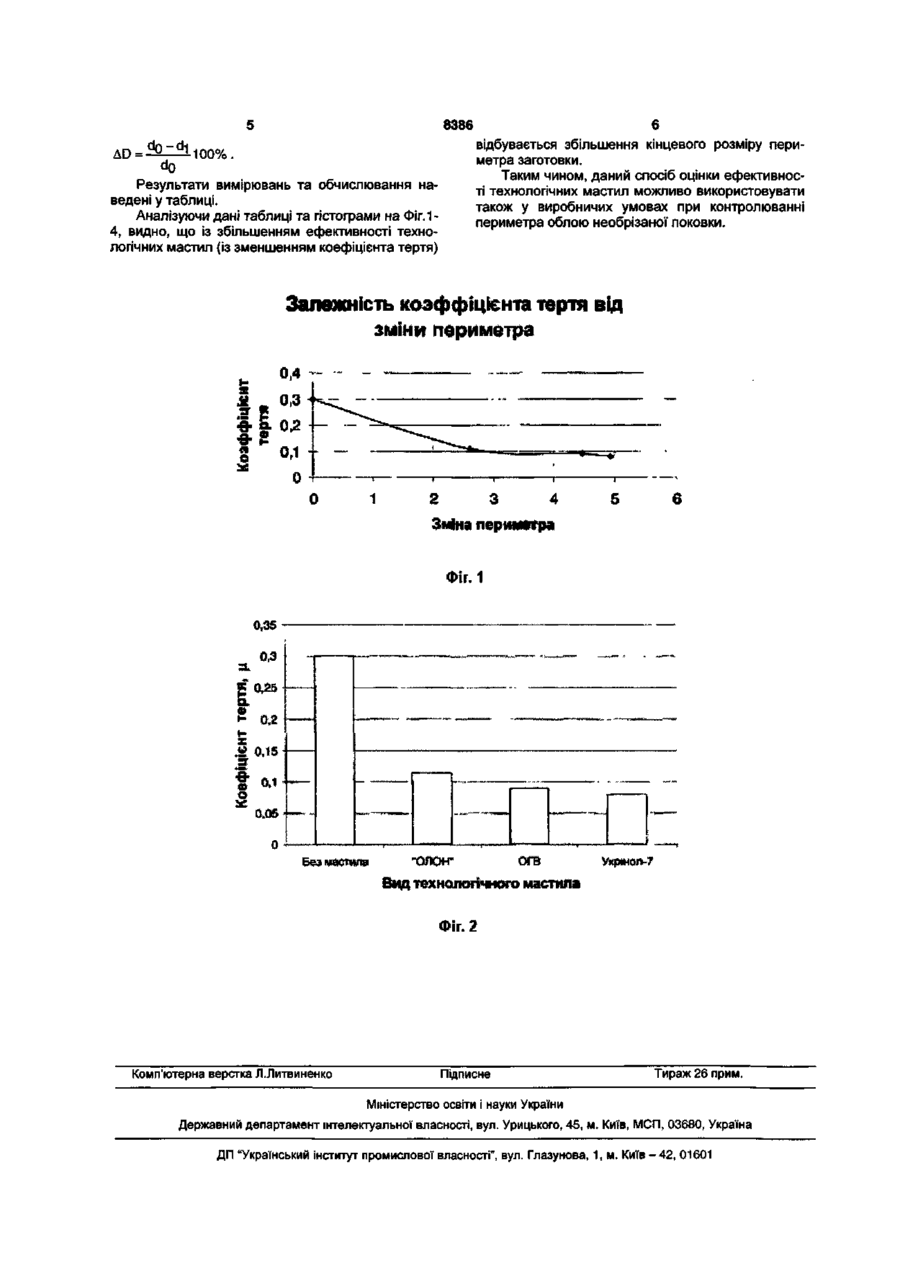
Спосіб оцінки ефективності технологічних мастил, який містить деформування у штампі загото вок однієї маси та розмірів із застосуванням різних технологічних мастил для кожної заготовки, вилучення їх із штампа та визначення ефективності застосованих технологічних мастил за результатами вимірювання розмірів поковки, який відрізняється тим, що як параметр поковки, який контролюють, використовують периметр облою необрізаної поковки, при цьому більш ефективному мастилу відповідає більше значення периметра. Корисна модель належить до області обробки металів тиском і може бути використана, наприклад, при визначенні властивостей технологічних мастил для їх вибору під об'ємне штампування поковок. Відомий спосіб оцінки ефективності технологічних мастил шляхом осаджування кільцевих заготовок [Грудєв А.П. та ін. Трение и смазки при обработке металлов давлением. -М.: Металлургия, 1982. -309с]. Осаджування змащених різними технологічними мастилами кільцевих зразків із круглим отвором проводять у плоскопаралельних плитах. Зразки виготовляють із одного матеріалу. По ступеню осаджування та по зміні внутрішнього діаметра кільцевої заготовки, використовуючи математичні формули або номограми, визначають коефіцієнт тертя, за яким оцінюють ефективність технологічного мастила. Труднощі, які виникають при застосуванні даного способу, полягають у тому, що внаслідок пружної деформації станини преса (устаткування) заготовки деформуються несиметрично. Це обумовлює складнощі проведення точних замірів зміни висоти гіта зміни внутрішнього діаметру d кільцевих зразків. При цьому кінцеві розміри усереднюють, або визначення внутрішнього діаметру деформованої заготовки проводять по об'єму пластичного наповнювача, наприклад парафіну, яким заповнюють отвір після деформації. Методика обчислювання коефіцієнта тертя за складними математичними формулами або номограмами досить складна й утруднена для застосування у виробничих умовах. За способом визначення ефективності технологічного мастила при видавлюванні стрижневих поковок, проводять замірювання діаметрів вихідної частини та основи стрижня, відстані між площинами діаметрів, що виміряні, та обчислюють тангенс кута нахилу твірної, за меншим значенням якого для базового та досліджуваного технологічного мастила встановлюють препарат із більш міцним мастильним шаром, тобто більш ефективний [А.с. 1648616 А1 SU. Способ определения эффективности смазок при горячем деформировании // К.К. Диамантопуло, А.Н. Маленко, Б.С. Каргин и др. -№4600651/27; Заявл. 31.10.88; Опубл. 15.05.91. Бюл. №18]. Використання даного способу для оцінки ефективності технологічних мастил при інших видах штампування утруднено, через відсутність достатньої кількості експериментальних даних, потребу оперувати певною кількістю вимірювань та обчислювань, що також ускладнює застосування способу у промислових умовах. Найбільш близьким до технічного рішення, що заявляється, за результатом, що досягають, є спосіб визначення ефективності мастил [А.с. 1804941 А1. Способ определения эффективности смазок // К.К. Диамантопуло, Н.Н. Косенко, А.Н. Маленко та ін. -№4642222/27; Заявл. 25.01.89; Опубл. 30.03.93. Бюл. 12]. Відповідно з цим способом, що прийнятий за прототип, використовують заготовки однієї маси та розмірів, на які наносять різні мастила та по черзі поміщають у штамп і ви ео 00 со 00 о> 8386 конують видавлювання. За різницею довжин стрижневих частин виробів оцінюють ефективність мастила. Більш довгій стрижневій частині відповідає більш ефективне мастило, що пояснюється меншою величиною зусилля видавлювання, а тому і меншою пружною деформацією преса, що приводить до більшого опускання торця пуансона і видавлювання більшої кількості металу. При цьому довжина видавленого стрижня дорівнює робочому ходу пуансона, помноженому на коефіцієнт витягування при видавлюванні. Причиною, що обмежує технологічні можливості способу, є орієнтування його на процеси видавлювання та утрудненість застосування для інших технологічних процесів, наприклад для об'ємного штампування у відкритих чи закритих штампах. Спосіб супроводжується трудомісткими вимірюваннями, які важко здійснити на ділянках переходу поковки від фланцевої частини до стрижневої, що утруднює оцінку та ускладнює ідентифікацію умов деформування. Для визначення ефективності мастил за цим способом для інших видів обробки металів тиском попереду проведення оціночних експериментів потрібно виготовлення інструменту (матриці та пуансона). Крім цього достовірно відомо, що більшість виробничих технологій штампування, видавлюванням також, містять підготовчі операції осаджування заготовок у паралельних плитах - цей досить зручний для проведення оціночних експериментів інструмент не використовують. В основу корисної моделі поставлена задача розробки способу оцінки ефективності технологічних мастил, у якому нові умови здійснення дій дозволять виключити етап виготовлення інструменту та зроблять спосіб пристосованим до основних технологічних процесів обробки металів тиском, включаючи будь-які види штампування, що суттєво розширить область застосування способу, виключаючи наведені вище недоліки. Для розв'язання поставленої задачі у способі оцінки ефективності технологічних мастил, який містить деформування у штампі заготовок однієї маси та розмірів із застосуванням різних технологічних мастил для цих поковок, вилучення їх із штампа та визначення ефективності застосованих технологічних мастил за результатами вимірювання розмірів поковки, відповідно із моделлю, у якості параметра поковки, який контролюють, використовують периметр облою необрізаної поковки, при цьому більш ефективному мастилу відповідає більше значення периметру. Істотність замірювання периметру облою полягає в тому, що виключається потреба у спеціальному штамповому інструменті для видавлювання, скорочується ряд трудомістких вимірювань та полегшується ідентифікація умов деформування поковок. Фізичною сутністю способу є те, що при більш ефективному технологічному мастилі пружня деформація станини та деталей пресу менша, а тому повзун преса опускається нижче, тобто чим ефективніше мастило, тим більший периметр одержують після деформування. Крім того стає можливим використання простішого штампового інструменту - паралельних осаджувальних плит. Реалізація способу може бути проілюстрована гістограмами, що побудовані для усереднених значень параметрів зразків, та наведені на Фіг. 1-2. Фіг.1 - Залежність коефіцієнта тертя від периметра. Фіг.2 - Залежність коефіцієнта тертя від мастила, що застосовують. Випробування здійснювали на базі кривошипного пресу зусиллям 0,63МН, модель К116Г. Використовували по 8 алюмінієвих кільцевих зразків в партії, середні розміри яких наведені у таблиці, де Do, do та ho - початкові зовнішній діаметр, внутрішній діаметр та висота. Осаджування зразків проводили без нагрівання при кімнатній температурі. Прес настроювали на ступінь осаджування 40%. Вимірювання проводили штангенциркулем. Таблиця Результати вимірювань та обчислювання при випробуваннях № партії 0 1 2 3 4 5 6 7 Технологічне мастило Do, MM do, MM ho, мм hk, мм По, мм Пк, мм Без мастила ОЛОН ОЛОН ОГВ ОГВ Укрінол-7 Укрінол-7 ЗО ЗО ЗО ЗО ЗО ЗО ЗО ЗО 15,3 15,3 15,3 15,3 15.3 15,3 15,3 15,3 10,2 10,3 10,3 10,4 10,3 10,4 10,5 10,4 Кільця №0 та №1 осаджували без технологічного мастила, кільця №2 та №3 - із нанесенням на бійки мастила "ОЛОН", кільця №4 та №5 - із мастилом ОГВ, кільця №6 та №7 - із мастилом "Укрінол-7". Проводили розрахунки: - ступень деформації: є = • ho •100%. 6,5 6,65 6,48 6,52 6,41 6,49 6,39 6,4 94,2 94,2 94,2 94,2 94,2 94,2 94,2 94,2 •тс 108,88 109,7 11,67 112,57 114,92 113,51 114,57 114,77 ,% dk, мм 0 0 2,61 2,61 4,48 4,48 4,94 4,94 36,3 35,4 37,1 37,3 37,8 37,6 39,1 38,4 0% 13 15 0,3 13 15 0,3 1,96 0,12 15 15,3 1,26 0,1 15,2 0,65 0,09 15,5 -1,31 0,09 15,8 -3,27 0,08 15,5 -1,31 0,08 Пко де Пко - периметр осадженого зразка при деформуванні без технологічного мастила. Додатково визначали коефіцієнт тертя ц за методом осаджування кільцевих заготовок по номограмам, при цьому розраховували 8386 do Результати вимірювань та обчислювання наведені у таблиці. Аналізуючи дані таблиці та гістограми на Фіг. 1 4, видно, що із збільшенням ефективності технологічних мастил (із зменшенням коефіцієнта тертя) 6 відбувається збільшення кінцевого розміру периметра заготовки. Таким чином, даний спосіб оцінки ефективності технологічних мастил можливо використовувати також у виробничих умовах при контролюванні периметра облою необрізаної поковки. Залежність козффіціента тертя від зміни периметра 0,4 0,3 < Л £ Is 0,1 л () =*-— 2 1 3 45 Зміна периметра ФІГ. 1 0,35 ~ 0,3 І Ф » 0,2 _ _ _ _ — _ _ — — _ _ — _ _ „ „ ™ . _ _ _ _ _ ,« 0,15 -г "" в о ——j 0,05- —' о - - — » - — * ™ - * " " ™ ~ Т ~ * — ' — • • • . , , — . . . 1 Вид технологічного мастила Фіг. 2 Комп'ютерна верстка Л.Литвиненко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ - 4 2 , 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for evaluation of efficiency of process lubricants
Автори англійськоюDiamantopulo Kostiantyn Kostiantynovych, Diamantopulo Yulia Kostiantynivna
Назва патенту російськоюСпособ оценки эффективности технологических смазок
Автори російськоюДиамантопуло Константин Константинович, Диамантопуло Юлия Константиновна
МПК / Мітки
МПК: B21J 3/00
Мітки: ефективності, технологічних, оцінки, спосіб, мастил
Код посилання
<a href="https://ua.patents.su/4-8386-sposib-ocinki-efektivnosti-tekhnologichnikh-mastil.html" target="_blank" rel="follow" title="База патентів України">Спосіб оцінки ефективності технологічних мастил</a>
Спосіб оцінки ефективності технологічних мастил
Номер патенту: 4828
Опубліковано: 15.02.2005
Автори: Діамантопуло Юлія Костянтинівна, Сердюк Олексій Іванович, Гараєва Світлана Едуардівна, Діамантопуло Костянтин Костянтинович
МПК: B21J 3/00
Мітки: оцінки, спосіб, технологічних, мастил, ефективності
Формула / Реферат:
Спосіб оцінки ефективності технологічних мастил, який містить деформування у штампі заготовок однієї маси та розмірів із застосуванням різних технологічних мастил для кожної заготовки, вилучення їх із штампа та визначення ефективності застосованих технологічних мастил за результатами вимірювання розмірів поковки, який відрізняється тим, що як параметр поковки, який контролюють, використовують один із розмірів по висоті поковки або висоті...
Спосіб оцінки ефективності технологічних мастил для холодної обробки металів тиском
Номер патенту: 20588
Опубліковано: 15.07.1997
Автори: Хаустов Георгій Йосипович, Брескіна Алла Іллівна, Кац Михайло Ісаакович, Бут Олександр Володимирович, Кіріченко Юрій Алімович
МПК: G01N 19/02, G01N 3/56
Мітки: металів, тиском, спосіб, холодної, мастил, оцінки, ефективності, технологічних, обробки
Формула / Реферат:
Способ оценки эффективности технологических смазок для холодной обработки металлов давлением, включающий деформацию металлических образцов с нанесенными на них исследуемыми смазками, отличающийся тем, что после деформации каждый из образцов разрезают и на полученной плоскости разреза от рабочей поверхности и перпендикулярно к ней последовательно замеряют величины микротвердости металла и по найденным значениям оценивают противозадирные...
Основа технологічних мастил для гарячої обробки металів тиском
Номер патенту: 13443
Опубліковано: 15.09.2000
Автори: Діамантопуло Костянтин Костянтинович, Каргін Борис Сергійович
МПК: C10M 103/00
Мітки: металів, тиском, технологічних, мастил, гарячої, обробки, основа
Формула / Реферат:
Основа технологических смазок для горячей обработки металлов давлением, содержащая воду и триэтаноламин, отличающаяся тем, что основа дополнительно содержит натриевые соли алкилсульфонатов на основе синтетических жирных кислот фракции С5-С16, диэтаноламиды синтетических жирных кислот фракции С10-С13, полифосфат натрия, аммонийные соли лигносульфоновых кислот, триполифосфат натрия и мыльный клей, полученный при окислении парафиновых...
Спосіб відновлення моторних мастил
Номер патенту: 29831
Опубліковано: 15.11.2000
Автори: Дідур Володимир Володимирович, Калугін Андрій Миколайович, Дідур Володимир Аксентієвич, Шигіда Станіслав Вікторович
МПК: C10M 175/00
Мітки: моторних, мастил, спосіб, відновлення
Формула / Реферат:
Спосіб відновлення моторних мастил, що включає очищення від механічних домішок, продуктів окислення, відділення води та паливних фракцій, відновлення експлуатаційних властивостей мастил, контроль якості відновлюваного продукта, який відрізняється тим, що очищення від механічних домішок, продуктів окислення проводять шляхом дії силових полів та масообмінних процесів, причому додатково вводять суперочищення у неоднорідному електричному полі, а...
Спосіб одержання літієвих пластичних мастил
Номер патенту: 43510
Опубліковано: 15.11.2004
Автори: Мариніна Людмила Олександрівна, Ленд'єл Йосип Васильович, Іщук Юрій Лукич, Бутовець Валерій Володимирович, Македонський Олег Олександрович, Стахурський Олександр Дмитрович, Шапошник Олександр Васильович, Мніщенко Галина Григорівна
МПК: C10M 123/00, C10M 117/00
Мітки: одержання, літієвих, пластичних, спосіб, мастил
Формула / Реферат:
Спосіб одержання літієвих мастил взаємодією жирового компонента з гідроксидом літію в частині оливи при 80-100°С протягом 2-3 годин з наступним зневодненням при 110-130°С протягом 4-5 годин, термомеханічною обробкою при 205-210°С протягом 0,5 години, охолодженням залишковою частиною оливи до 180-185°С та ізотермічною кристалізацією протягом 0,5 години, охолодженням напівпродукту до 110-115°С та введенням присадок протягом 3-4 годин,...
Попередній патент: Сталь
Наступний патент: Насос вібраційний побутовий
Випадковий патент: Амортизатор