Спосіб автоматично керованого виробництва рослинних олій методом пресування
Номер патенту: 91141
Опубліковано: 25.06.2010
Автори: Доскач Мар'яна Володимирівна, Муратов Віктор Георгійович
Формула / Реферат
Спосіб автоматично керованого виробництва рослинних олій методом пресування, що включає подавання сировини в шнек-дозатор, магнітне сепарування металодомішок із сировини з подальшим подаванням її в прес-екструдер, вимірювання і регулювання струму навантаження електроприводу преса-екструдера шляхом зміни швидкості обертання шнека-дозатора сировини, вимірювання і регулювання температури в зоні нагріву преса-екструдера шляхом вмикання-вимикання його електронагрівачів, який відрізняється тим, що зону нагріву розподіляють на дві в напрямку руху сировини в пресі-екструдері, в кожній з цих зон вимірюють і регулюють температуру шляхом плавної зміни електричної потужності електронагрівачів, макуху, одержувану з виходу преса-екструдера, подрібнюють до розміру частинок не більших 1-3 мм в діаметрі, вимірюють і регулюють олійність цих частинок шляхом зміни кільцевого зазору для виходу макухи з преса-екструдера переміщенням уздовж осей шнекових валів їхніх вихідних конусів, компенсують вплив зміни сигналу регулювання олійності макухи на процес регулювання струму навантаження електроприводу преса-екструдера шляхом корекції заданого значення цього струму пропорційно зміні вказаного сигналу регулювання олійності макухи, компенсують вплив зміни сигналу регулювання швидкості обертання шнека-дозатора сировини на процес регулювання температури в першій зоні нагрівання преса-екструдера шляхом корекції заданого значення цієї температури пропорційно зміні вказаного сигналу регулювання швидкості, компенсують вплив зміни сигналу регулювання температури в першій зоні нагрівання преса-екструдера на процес регулювання температури в його другій зоні нагрівання шляхом корекції заданого значення температури в другій зоні пропорційно зміні вказаного сигналу регулювання температури в першій зоні.
Текст
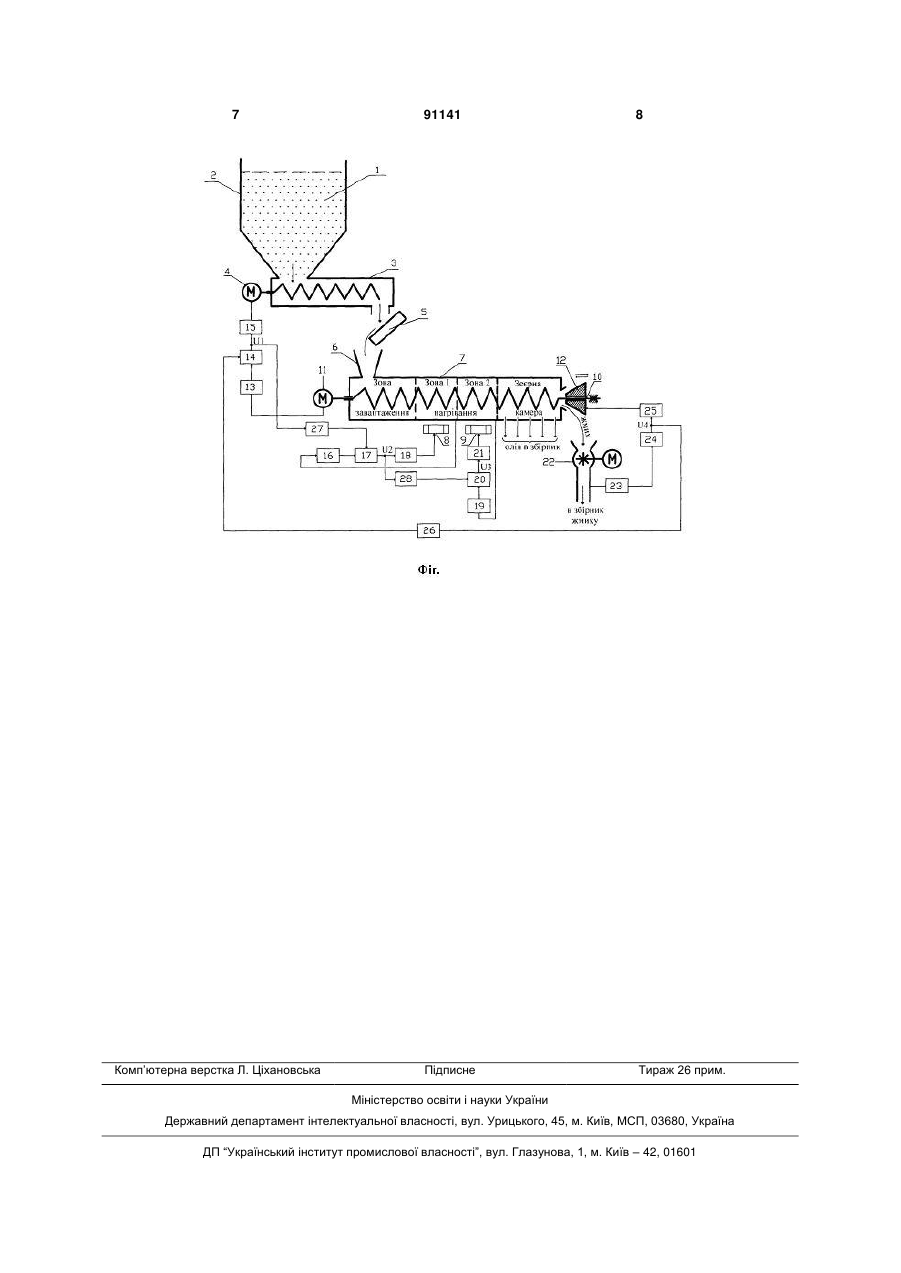
Спосіб автоматично керованого виробництва рослинних олій методом пресування, що включає подавання сировини в шнек-дозатор, магнітне сепарування металодомішок із сировини з подальшим подаванням її в прес-екструдер, вимірювання і регулювання струму навантаження електроприводу преса-екструдера шляхом зміни швидкості обертання шнека-дозатора сировини, вимірювання і регулювання температури в зоні нагріву преса-екструдера шляхом вмикання-вимикання його електронагрівачів, який відрізняється тим, що C2 2 91141 1 3 Відомий також спосіб автоматичного управління продуктивністю та якістю вижимом плодовоягідної сировини в шнековому пресі, що передбачає вимірювання за допомогою рефрактометра і регулювання вологості цих вижимок шляхом зміни кільцевого зазору для їхнього виходу з пресу. Вказаний кільцевий зазор змінюють пропорційно відхиленню об'ємного вмісту сусла в вижимках від завдання шляхом переміщення вихідного конуса преса вздовж вісі шнекового вала. [А. с. СССР №582993, А.А. Галиулин, А.В. Іваненко, В.А. Долгозвяг. Система управления шнекового пресса МКИ В30В 9/02, Опубл. 05.12.77 в БИ, №45]. Однак із-за особливостей вижимки плодово-ягідної сировини даний спосіб не можливо застосувати для виробництва рослинних олій. Найбільш близьким до запропонованого є спосіб автоматичного управління виробництвом рослинних олій, що складається з вимірювання і регулювання температури в зоні нагріву пресаекструдера шляхом вмикання-вимикання його електронагрівачів, вимірювання і регулювання струму навантаження електродвигуна цього пресаекструдера шляхом зміни витрат сировини - насіння олійних культур на його вході та її магнітного сепарування від металодомішок. [Пресс двухшнековый для производства растительных масел ППРМ 23/380-210. (ТУУ 22716555-137-99).Паспорт и инструкция по эксплуатации. - Харьков: АО "РОСС", 2000.] Недоліками даного способу є відсутність автоматичного регулювання заданої олійності макухи на виході з пресу, некомпенсованість фізично існуючих взаємних збурень при функціонуванні контурів автоматичного регулювання із впливом зовнішніх збурень, що постійно діють на об'єкт управління в реальних умовах експлуатації. Результатом цього є низька динамічна точність системи управління, що призводить до зниження якості і збільшення собівартості готового продукту. В основу винаходу покладена задача підвищення кількості і якості виробленої рослинної олії шляхом автоматичної стабілізації заданих значень температур в пресі-екструдері, струму навантаження його електроприводу по олійності макухи з одночасним підвищенням динамічної точності управління. Поставлена задача вирішена в запропонованому способі автоматичного управління, що передбачає: - вимірювання і регулювання струму навантаження електроприводу преса-екструдера шляхом зміни швидкості обертання шнека-дозатора сировини; - вимірювання і регулювання температури в зоні нагріву преса-екструдера шляхом вмиканнявимикання його електронагрівачів; - магнітне сепарування метало домішок із сировини; Згідно винаходу: - розподілення цієї зони нагріву на дві в напрямку руху сировини в пресі-екструдері, в кожній з яких вимірюють і регулюють температуру шляхом плавної зміни електричної потужності електронагрівачів; 91141 4 - подрібнення макухи з виходу пресаекструдера до розміру часток не більших ніж 1...3мм в діаметрі; - вимірювання і регулювання олійності цих часток шляхом зміни кільцевого зазору для виходу макуха з преса-екструдера переміщенням вздовж осей шнекових валів їхніх вихідних конусів; - компенсацію впливу зміни сигналу регулювання олійності макухи на процес регулювання струму навантаження електроприводу пресаекструдера шляхом корекції заданого значення цього струму пропорційно зміні вказаного сигналу регулювання олійності макухи; - компенсацію впливу зміни сигналу регулювання швидкості обертання шнека-дозатора сировини на процес регулювання температури в першій зоні нагрівання преса-екструдера шляхом корекції заданого значення цієї температури пропорційно зміні вказаного сигналу регулювання швидкості; - компенсацію впливу зміни сигналу регулювання температури в першій зоні нагрівання преса-екструдера на процес регулювання температури в його другій зоні нагрівання шляхом корекції заданого значення температури в другій зоні пропорційно зміні вказаного сигналу регулювання температури в першій зоні; Використання відмінних ознак для досягнення поставленої мети невідомо. На Фіг. приведена блок схема запропонованого способу автоматичного управління, який реалізується наступним чином: Очищене від сміття насіння 1 олійних культур із бункера сировини 2 за допомогою шнекадозатора 3 з електроприводом 4 направляють крізь магнітний сепаратор 5 металодомішок у вхідний патрубок 6 преса-екструдера 7. Прес-екструдер 7 при цьому складається з окремих секцій: завантаження, двох секцій нагріву, обладнаних електронагрівачами 8,9 (ТЕНами), та секції зеєрної камери. Вони змонтовані вздовж шнекових валів 10, що обертаються за допомогою електропривода 11. Незначна модернізація пресаекструдера дозволяє встановити вихідні жорстко зв'язані між собою конуси 12, що переміщуються вздовж шнекових валів 10 і змінюють площу кільцевих зазорів для виходу макухи з преса. Олію, що виходить із зеєрної камери, направляють в олієзбірник для подальшого фільтрування. Для автоматичного регулювання поточного значення струму навантаження електроприводу 11 передбачено вимірювання вказаного струму за допомогою трансформатора струму 13. Результат цього вимірювання направляють в автоматичний регулятор 14. Тут виміряне поточне значення струму навантаження порівнюють з заданим, знаходячи значення відхилення е, і виробляють управляючий сигнал U1, що пропорційний сумі значень е, його інтегралу та диференціалу. Сигнал U1 подають на вхід частотного перетворювача 15, який пропорційно значенню U1 змінює швидкість обертання електропривода 4 шнекового дозатора 3, змінюючи цим витрати сировини на вході в прес екструдер пропорційно значенню суми е, його інтегралу та диференціалу. 5 Вимірювання температури на виході першої секції нагріву (в зоні 1) за допомогою, наприклад термопари 16, дозволяє в регуляторі 17 виробити сигнал розбалансу Т1 між поточним і заданим значеннями цієї температури. Регулятор 17 при цьому виробляє управляючий сигнал U2, що пропорційний сумі значень Т1, його інтегралу та диференціалу, що направляють на вхід сімісторного перетворювача 18. Цей перетворювач шляхом зміни фази та терміну відкриття сімісторів плавно змінює електричну потужність ТЕНів 8 пропорційно значенню U2, тобто сумі значень Т1, його інтегралу та диференціалу. Аналогічно вимірюють температуру в 2-ій секції нагріву (в зоні 2) за допомогою датчика 19, в регуляторі 20 розраховують відхилення Т2 поточного значення цієї температури від заданої, виробляють сигнал управління U3 і за допомогою сімісторного перетворювача 21 пропорційно сумі значень Т2, його інтеграла та диференціала плавно змінюють електричну потужність електронагрівачів в зоні 2 нагрівання преса-екструдера 7. Макуху з виходу преса-екструдера 7 подрібнюють у відцентровому подрібнювачі 22 до розмірів часток не більших 1...3мм в діаметрі, що дає змогу виміряти поточне значення олійності макухи за допомогою, наприклад, надвисокочастотного (НВЧ) вимірювача 23 серії "Мікродар". Результат цього вимірювання вводять регулятор 24, де розраховують відхилення Q поточного і заданого значень олійності макухи, виробляють управляючий сигнал U4, пропорційний сумі значень Q, його інтегралу та диференціалу. За допомогою виконавчого механізму 25 (електричного або гідравлічного), що механічно зв'язаний з конусами 12, пропорційно значенню U4 змінюють площу кільцевого зазору для виходу макухи з преса-екструдера 7. Таким чином, вказану площу кільцевого зазору змінюють пропорційно сумі значень Q, його інтегралу та диференціалу. 91141 6 Оскільки переміщення конусів 12 змінює тиск в пресі-екструдері 7, воно являє собою збурення для контуру регулювання струму навантаження електроприводу 11 преса-екструдера 7. Для компенсації дії цього збурення за допомогою блока корекції 26 змінюють завдання регулятору 14, коректуючи цим задане значення струму навантаження електропривода преса-екструдера 7. Вказану корекцію здійснюють пропорційно зміні вихідного сигналу U4 регулятора 24 олійності макухи. Аналогічно сигнал U1 являє собою збурення для контуру регулювання температури в першій зоні нагріву преса-екструдера 7. Для компенсації вказаного збурення за допомогою блока корекції 27змінюють завдання регулятору 17, коректуючи цим задане значення температури в першій зоні нагріву. Дану корекцію здійснюють пропорційно зміні сигналу U1 регулювання струму навантаження електроприводу 11 преса-екструдера 7. Зміна температури в зоні 1 збурює процес регулювання температури в зоні 2. Для компенсації цього збурення за допомогою блока 28 коректують завдання регулятору 20. Вказану корекцію здійснюють пропорційно зміні сигналу U2 регулювання температури в першій зоні. Результати комп'ютерногомоделювання та натурального експерименту підтвердили те, що розроблений спосіб автоматичного управління в умовах реально діючих внутрішніх та зовнішніх збурень за рахунок забезпечення інваріантності до контрольованих збурень забезпечує високу динамічну точність стабілізації параметрів технологічного процесу і таким чином підвищує якість рослинної олії та поживної макухи для худоби при мінімальній собівартості виробництва. Така система автоматичного регулювання дає можливість збільшити кількість виробленої олії та зберегти в ній високі вітамінні властивості. Олія при цьому має світлий колір і довго зберігається. 7 Комп’ютерна верстка Л. Ціхановська 91141 8 Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of automated controlled production of plant oils by method of pressing
Автори англійськоюDoskach Mariana Volodymyrivna, Muratov Viktor Heorhiiovych
Назва патенту російськоюСпособ автоматически управляемого производства растительных масел методом прессования
Автори російськоюДоскач Марьяна Владимировна, Муратов Виктор Георгиевич
МПК / Мітки
Мітки: виробництва, керованого, автоматичної, рослинних, спосіб, олій, пресування, методом
Код посилання
<a href="https://ua.patents.su/4-91141-sposib-avtomatichno-kerovanogo-virobnictva-roslinnikh-olijj-metodom-presuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб автоматично керованого виробництва рослинних олій методом пресування</a>
Спосіб автоматичного керованого виробництва рослинних олій методом пресування
Номер патенту: 41744
Опубліковано: 10.06.2009
Автори: Муратов Віктор Георгійович, Доскач Мар'яна Володимирівна
МПК: C11B 3/00
Мітки: олій, пресування, спосіб, керованого, виробництва, автоматичного, рослинних, методом
Формула / Реферат:
Спосіб автоматичного керування виробництва рослинних олій методом пресування, що включає в себе вимірювання і регулювання струму навантаження електроприводу преса-екструдера шляхом зміни швидкості обертання шнека-дозатора сировини, вимірювання і регулювання температури в зоні нагріву преса-екструдера шляхом вмикання-вимикання його електронагрівачів, магнітне сепарування металодомішок із сировини, який відрізняється тим, що зону нагріву...
Спосіб гарантуючого управління виробництвом рослинних олій методом пресування
Номер патенту: 42891
Опубліковано: 27.07.2009
Автор: Доскач Мар'яна Володимирівна
МПК: C11B 3/00
Мітки: спосіб, виробництвом, управління, гарантуючого, олій, рослинних, методом, пресування
Формула / Реферат:
Спосіб гарантуючого управління виробництвом рослинних олій методом пресування, що включає в себе вимірювання і регулювання струму навантаження електроприводу преса-екструдера шляхом зміни швидкості обертання шнека-дозатора сировини, вимірювання і регулювання температури в зоні нагріву преса-екструдера шляхом вмикання-вимикання його електронагрівачів, магнітне сепарування металодомішок із сировини, який відрізняється тим, що зону нагріву...
Спосіб автоматично керованого виробництва натурального оцту
Номер патенту: 23855
Опубліковано: 11.06.2007
Автори: Хортюк Микола Миколайович, Муратов Віктор Георгійович
МПК: C12J 1/00
Мітки: спосіб, виробництва, оцту, автоматичної, керованого, натурального
Формула / Реферат:
Спосіб автоматично керованого виробництва натурального оцту, що включає вимірювання і дозування кількості води, етанолу та живильних солей для приготування сусла і змішування їх у збірнику з подальшою подачею в окиснювачі, що включені паралельно чи послідовно в батарею окиснювачів, вимірювання і дозування витрати сусла на вході в окиснювачі, вимірювання температури, рівня, рідини і витрати повітря в окиснювачах, регулювання температури...
Спосіб автоматично керованого виробництва натурального оцту
Номер патенту: 84084
Опубліковано: 10.09.2008
Автори: Муратов Віктор Георгійович, Хортюк Микола Миколайович
МПК: C12J 1/00
Мітки: спосіб, натурального, оцту, виробництва, автоматичної, керованого
Формула / Реферат:
Спосіб автоматично керованого виробництва натурального оцту, який передбачає вимірювання і дозування кількості води, етанолу та живильних солей для приготування сусла і змішування їх в збірнику з подальшою подачею в окислювачі, що включені паралельно чи послідовно в батарею окислювачів, вимірювання і дозування витрати сусла на вході в окислювачі, вимірювання температури, рівня, рідини і витрати повітря в окислювачах, регулювання температури...
Спосіб автоматично керованого лущення, подрібнення і очищення насіння олійних культур
Номер патенту: 37350
Опубліковано: 25.11.2008
Автор: Муратов Віктор Георгійович
МПК: B02C 25/00
Мітки: автоматичної, спосіб, олійних, лущення, керованого, культур, очищення, насіння, подрібнення
Формула / Реферат:
Спосіб автоматично керованого лущення, подрібнення і очищення насіння олійних культур, який складається з вимірювання поточного значення струму електродвигуна відцентрового подрібнювача і регулювання витрати очищеної від сміттєвих та металевих домішок сировини на вході цього подрібнювача пропорційно відхиленню здобутого вказаним вимірюванням результату від заданого, відцентрового лущіння і подрібнення сировини до розмірів часток крупи, який...
Попередній патент: Спосіб репаративної терапії за умов отруєння тварин кадмієм
Наступний патент: Спосіб експрес-оцінки залишкової намагніченості феромагнітних матеріалів
Випадковий патент: Плавлений сирний продукт "чудова країна"