Спосіб гарантуючого управління виробництвом рослинних олій методом пресування

Формула / Реферат
Спосіб гарантуючого управління виробництвом рослинних олій методом пресування, що включає в себе вимірювання і регулювання струму навантаження електроприводу преса-екструдера шляхом зміни швидкості обертання шнека-дозатора сировини, вимірювання і регулювання температури в зоні нагріву преса-екструдера шляхом вмикання-вимикання його електронагрівачів, магнітне сепарування металодомішок із сировини, який відрізняється тим, що зону нагріву розподіляють на дві в напрямку руху сировини в пресі-екструдері, в кожній з яких вимірюють і регулюють температуру шляхом плавної зміни електричної потужності електронагрівачів, макуху з виходу преса-екструдера подрібнюють до розміру часток, не більших 1...3 мм в діаметрі, вимірюють і регулюють олійність цих часток шляхом зміни кільцевого зазору для виходу макухи з преса-екструдера переміщенням вздовж осей шнекових валів їхніх вихідних конусів, компенсують вплив зміни сигналу регулювання олійності макухи на процес регулювання струму навантаження електроприводу преса-екструдера шляхом корекції заданого значення цього струму пропорційно зміні вказаного сигналу регулювання олійності макухи, компенсують вплив зміни сигналу регулювання швидкості обертання шнека-дозатора сировини на процес регулювання температури в першій зоні нагрівання преса-екструдера шляхом корекції заданого значення цієї температури пропорційно зміні вказаного сигналу регулювання швидкості, компенсують вплив зміни сигналу регулювання температури в першій зоні нагрівання преса-екструдера на процес регулювання температури в його другій зоні нагрівання шляхом корекції заданого значення температури в другій зоні пропорційно зміні вказаного сигналу регулювання температури в першій зоні, гарантованого дотримання установлених обмежень по струму навантаження приводу з наперед заданою вірогідністю відсутності порушень, гарантованого дотримання установлених обмежень по температурі в першій зоні нагріву з наперед заданою вірогідністю відсутності порушень.
Текст
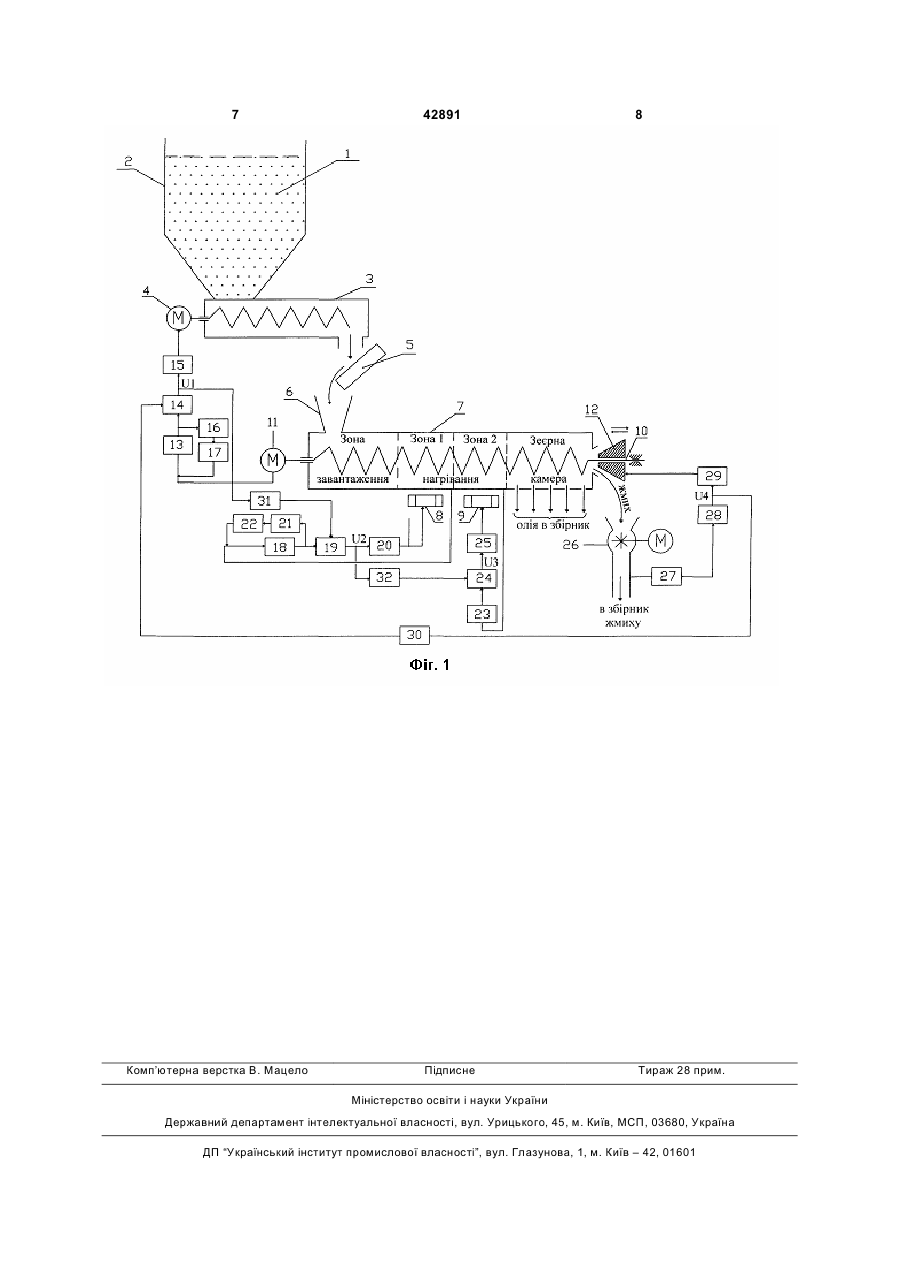
Спосіб гарантуючого управління виробництвом рослинних олій методом пресування, що включає в себе вимірювання і регулювання струму навантаження електроприводу преса-екструдера шляхом зміни швидкості обертання шнекадозатора сировини, вимірювання і регулювання температури в зоні нагріву преса-екструдера шляхом вмикання-вимикання його електронагрівачів, магнітне сепарування металодомішок із сировини, який відрізняється тим, що зону нагріву розподіляють на дві в напрямку руху сировини в пресіекструдері, в кожній з яких вимірюють і регулюють температуру шляхом плавної зміни електричної потужності електронагрівачів, макуху з виходу преса-екструдера подрібнюють до розміру часток, не більших 1...3 мм в діаметрі, вимірюють і регулюють олійність цих часток шляхом зміни кільцевого зазору для виходу макухи з преса-екструдера U 2 (19) 1 3 42891 4 вини даний спосіб не можливо застосувати для цього струму пропорційно зміні вказаного сигналу виробництва рослинних олій. регулювання олійності макухи; Найбільш близьким до запропонованого є спо- компенсацію впливу зміни сигналу регулюсіб автоматичного управління виробництвом росвання швидкості обертання шнека-дозатора сиролинних олій, що складається з вимірювання і регувини на процес регулювання температури в перлювання температури в зоні нагріву пресашій зоні нагрівання преса-екструдера шляхом екструдера шляхом вмикання-вимикання його корекції заданого значення цієї температури проелектронагрівачів, вимірювання і регулювання порційно зміні вказаного сигналу регулювання струму навантаження електродвигуна цього пресашвидкості; екструдера шляхом зміни витрат сировини - насін- компенсацію впливу зміни сигналу регулюня олійних культур на його вході та її магнітного вання температури в першій зоні нагрівання пресепарування від металодомішок. [Пресс двухшнеса-екструдера на процес регулювання температуковый для производства растительных масел ри в його другій зоні нагрівання шляхом корекції ППРМ 23/380-210. (ТУУ 22716555-137-99). Пасзаданого значення температури в другій зоні пропорт и инструкция по эксплуатации. - Харьков :АО порційно зміні вказаного сигналу регулювання те«РОСС», 2000. ] мператури в першій зоні; Недоліками даного способу є відсутність ав- гарантоване дотримання установлених обтоматичного регулювання заданої олійності макумежень по струму навантаження приводу з напехи на виході з пресу, некомпенсованість фізично ред заданою вірогідністю відсутності порушень; існуючих взаємних збурень при функціонуванні - гарантоване дотримання установлених обконтурів автоматичного регулювання із впливом межень по температурі в першій зоні нагріву з назовнішніх збурень, що постійно діють на об'єкт перед заданою вірогідністю відсутності порушень; управління в реальних умовах експлуатації. РеНа Фіг.1 приведена блок схема запропоновазультатом цього є низька динамічна точність сисного способу гарантуючого управління, який реалітеми управління, що призводить до зниження якозується наступним чином: сті і збільшення собівартості готового продукту. Очищене від copy насіння 1 олійних культур із В основу корисної моделі покладена задача бункера сировини 2 за допомогою шнека-дозатора підвищення кількості і якості виробленої рослинної 3 з електроприводом 4 направляють крізь магнітолії шляхом автоматичної стабілізації заданих ний сепаратор 5 металодомішок у вхідний патрузначень температур в пресі-екструдері, струму бок 6 преса-екструдера 7. навантаження його електроприводу по олійності Прес-екструдер 7 при цьому складається з окмакухи з одночасним підвищенням динамічної торемих секцій: завантаження, двох секцій нагріву, чності управління, а також гарантоване дотриманобладнаних електронагрівачами 8, 9 (ТЕНами), та ня установлених обмежень по струму навантасекції зеєрної камери. Вони змонтовані вздовж ження електроприводу та температури в першій шнекових валів 10, що обертаються за допомогою зоні нагрівання з наперед заданою вірогідністю електропривода 11. Незначна модернізація пресавідсутності порушень. екструдера дозволяє встановити вихідні жорстко Поставлена задача вирішена в запропоновазв'язані між собою конуси 12, що переміщуються ному способі гарантованого управління, що певздовж шнекових валів 10 і змінюють площу кільредбачає: цевих зазорів для виходу макухи з преса. Олію, що - вимірювання і регулювання струму навантавиходить із зеєрної камери, направляють в олієзження електроприводу преса-екструдера шляхом бірник для подальшого фільтрування. зміни швидкості обертання шнека-дозатора сироДля автоматичного регулювання поточного вини; значення струму навантаження електроприводу 11 - вимірювання і регулювання температури в передбачено вимірювання вказаного струму за зоні нагріву преса-екструдера шляхом вмиканнядопомогою трансформатора струму 13. Результат вимикання його електронагрівачів; цього вимірювання направляють в автоматичний - магнітне сепарування метало домішок із сирегулятор 14. Тут виміряне поточне значення ровини; струму навантаження порівнюють з заданим, знаЗгідно корисної моделі: ходячи значення відхилення e e , і виробляють - розподілення цієї зони нагріву на дві в науправляючий сигнал U1, що пропорційний сумі прямку руху сировини в пресі-екструдері, в кожній значень e e , його інтегралу та диференціалу. з яких вимірюють і регулюють температуру шляСигнал U1 подають на вхід частотного перехом плавної зміни електричної потужності електтворювача 15, який пропорційно значенню U1 зміронагрівачів; нює швидкість обертання електропривода 4 шне- подрібнення макухи з виходу пресакового дозатора 3, змінюючи цим витрати екструдера до розміру часток не більших ніж сировини на вході в прес екструдер пропорційно 1...3мм в діаметрі; - вимірювання і регулювання олійності цих чазначенню суми e e , його інтегралу та диференціасток шляхом зміни кільцевого зазору для виходу лу. макуха з преса-екструдера переміщенням вздовж Для формування заданого значення струму вісей шнекових валів їхніх вихідних конусів; навантаження використовують блок розрахунку - компенсацію впливу зміни сигналу регулюзаданого значення 17 та блок розрахунку статисвання олійності макухи на процес регулювання тичних оцінок 16. струму навантаження електроприводу пресаВимірювання температури на виході першої екструдера шляхом корекції заданого значення секції нагріву (в зоні 1) за допомогою, наприклад 5 42891 6 вого зазору змінюють пропорційно сумі значень термопари 18, дозволяє в регуляторі 19 виробити сигнал розбалансу eT1 між поточним і заданим e Q , його інтегралу та диференціалу. Оскільки переміщення конусів 12 змінює тиск в значеннями цієї температури. Регулятор 19 при пресі-екструдері 7, воно являє собою збурення цьому виробляє управляючий сигнал U2, що продля контуру регулювання струму навантаження порційний сумі значень eT1 , його інтегралу та диелектроприводу 11 преса-екструдера 7. Для комференціалу, що направляють на вхід сімісторного пенсації дії цього збурення за допомогою блока перетворювача 20. цей перетворювач шляхом корекції 30 змінюють завдання регулятору 14, козміни фази та терміну відкриття сімісторів плавно ректуючи цим задане значення струму навантазмінює електричну потужність ТЕНів 8 пропорційно ження електропривода преса-екструдера 7. Вказначенню U2, тобто сумі значень eT1 , його інтегзану корекцію здійснюють пропорційно зміні ралу та диференціалу. Для формування заданого вихідного сигналу U4 регулятора 28 олійності мазначення струму навантаження використовують кухи. блок розрахунку заданого значення 22 та блок Аналогічно сигнал U1 являє собою збурення розрахунку статистичних оцінок 21. для контуру регулювання температури в першій Аналогічно вимірюють температуру в 2-ій секзоні нагріву преса-екструдера 7. Для компенсації ції нагріву (в зоні 2) за допомогою датчика 23, в вказаного збурення за допомогою блока корекції 31 змінюють завдання регулятору 19, коректуючи регуляторі 24 розраховують відхилення e T 2 потоцим задане значення температури в першій зоні чного значення цієї температури від заданої, винагріву. Дану корекцію здійснюють пропорційно робляють сигнал управління U3 і за допомогою зміні сигналу U1 регулювання стуму навантаження сімісторного перетворювача 25 пропорційно сумі електроприводу 11 преса-екструдера 7. значень e T 2 , його інтеграла та диференціала Зміна температури в зоні 1 збурює процес реплавно змінюють електричну потужність електрогулювання температури в зоні 2, для компенсації нагрівачів в зоні 2 нагрівання преса-екструдера 7. цього збурення за допомогою блока 32 коректують Макуху з виходу преса-екструдера 7 подрібзавдання регулятору 24. Вказану корекцію здійснюють у відцентровому подрібнювачі 26 до розмінюють пропорційно зміні сигналу U2 регулювання рів часток не більших 1...3 мм в діаметрі, що дає температури в першій зоні. змогу виміряти поточне значення олійності макухи Результати комп'ютерного моделювання та за допомогою, наприклад, надвисокочастотного натурального експерименту підтвердили те, що (НВЧ) вимірювача 27 серії «Мікродар». Результат розроблений спосіб гарантованого управління в цього вимірювання вводять регулятор 28, де розумовах реально діючих внутрішніх та зовнішніх раховують відхилення e Q поточного і заданого збурень за рахунок забезпечення інваріантністі до контрольованих збурень та дотримання установзначень олійності макухи, виробляють управляюлених обмежень по струму навантаження електчий сигнал U4, пропорційний сумі значень e Q , роприводу та температури в першій зоні нагріванйого інтегралу та диференціалу. За допомогою ня забезпечує високу динамічну точність виконавчого механізму 29 (електричного або гідстабілізації параметрів технологічного процесу, равлічного), що механічно зв'язаний з конусами підвищує якість рослинної олії при мінімальній 12, пропорційно значенню U4 змінюють площу собівартості виробництва. кільцевого зазору для виходу макухи з пресаТака система автоматичного регулювання дає екструдера 7. Таким чином, вказану площу кільцеможливість збільшити кількість виробленої олії та зберегти в ній високі вітамінні властивості. Олія при цьому має світлий колір і довго зберігається. 7 Комп’ютерна верстка В. Мацело 42891 8 Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod for guaranteeing control of plant oils production by pressing method
Автори англійськоюDoskach Mariana Volodymyrivna
Назва патенту російськоюСпособ гарантирующего управления производством растительных масел методом прессования
Автори російськоюДоскач Марьяна Владимировна
МПК / Мітки
МПК: C11B 3/00
Мітки: рослинних, управління, спосіб, виробництвом, пресування, гарантуючого, олій, методом
Код посилання
<a href="https://ua.patents.su/4-42891-sposib-garantuyuchogo-upravlinnya-virobnictvom-roslinnikh-olijj-metodom-presuvannya.html" target="_blank" rel="follow" title="База патентів України">Спосіб гарантуючого управління виробництвом рослинних олій методом пресування</a>
Спосіб автоматичного керованого виробництва рослинних олій методом пресування
Номер патенту: 41744
Опубліковано: 10.06.2009
Автори: Муратов Віктор Георгійович, Доскач Мар'яна Володимирівна
МПК: C11B 3/00
Мітки: керованого, автоматичного, спосіб, рослинних, пресування, виробництва, олій, методом
Формула / Реферат:
Спосіб автоматичного керування виробництва рослинних олій методом пресування, що включає в себе вимірювання і регулювання струму навантаження електроприводу преса-екструдера шляхом зміни швидкості обертання шнека-дозатора сировини, вимірювання і регулювання температури в зоні нагріву преса-екструдера шляхом вмикання-вимикання його електронагрівачів, магнітне сепарування металодомішок із сировини, який відрізняється тим, що зону нагріву...
Спосіб одержання дизельного палива з рослинних олій та жирів і установка для його здійснення
Номер патенту: 81197
Опубліковано: 10.12.2007
Автори: Ніколаєнко Валерій Миколайович, Матусевич Галина Георгіївна, Білявська Елизавета Мечиславівна, Ковтун Григорій Олександрович, Степанов Анатолій Васильович
МПК: C10G 47/00, C10G 3/00, C10L 1/08, C10L 1/00
Мітки: одержання, здійснення, рослинних, палива, дизельного, жирів, олій, установка, спосіб
Формула / Реферат:
1. Спосіб одержання дизельного палива з рослинних олій і жирів шляхом хімічних перетворень, який відрізняється тим, що хімічні перетворення здійснюють гідруванням-гідрокрекінгом рослинних олій і жирів воднем на біфункціональних каталізаторах, причому процес проводять до одержання насичених вуглеводнів.2. Установка для одержання дизельного палива з рослинних олій і жирів, яка складається з трубчастої печі, з’єднаної трубопроводом з...
Гідродинамічна установка для комплексної очистки рослинних олій

Номер патенту: 37603
Опубліковано: 10.12.2008
Автори: Кедь Іван Андрійович, Умінський Сергій Михайлович, Топілін Геннадій Євгенович
МПК: C11B 3/00
Мітки: гідродинамічна, рослинних, олій, установка, очистки, комплексної
Формула / Реферат:
Установка для комплексної очистки рослинної олії, яка містить гідростанцію, що складається з електродвигуна, муфти та гідронасоса та технологічної ємності, бака, електронагрівача, колектора-розподілювача, центрифуги, дегазатора, контрольно-вимірювального апарата та з’єднувальної арматури, яка відрізняється тим, що у конструкцію установки вмонтовано випромінювач у вигляді багатосекційної гідродинамічної труби, яка працює при малому тиску в...
Спосіб управління виробництвом аміаку
Номер патенту: 9407
Опубліковано: 30.09.1996
Автори: Кухтінов Яків Володимирович, Статюха Генадій Олексійович, Піскун Юрій Васильйович, Підлипняк Олександр Федотович, Кісіль Іван Максімовіч, Андріанов Віктор Васильйович, Федоров Олександр Володимирович, Корчак Микола Іванович
МПК: C01C 1/04, G05D 27/00
Мітки: управління, аміаку, виробництвом, спосіб
Формула / Реферат:
1. Способ управления производством аммиака путем регулирования состава циркуляционного газа изменением подачи воздуха в конвертер метана второй ступени, измерения давления циркуляционного или свежего газа и регулирования подачи природного газа в конвертер метана первой ступени, отличающийся тем, что, с целью повышения производительности, дополнительно измеряют температуру смеси на выходе конвертера метана первой ступени, регулируют состав...
Спосіб управління виробництвом аміаку
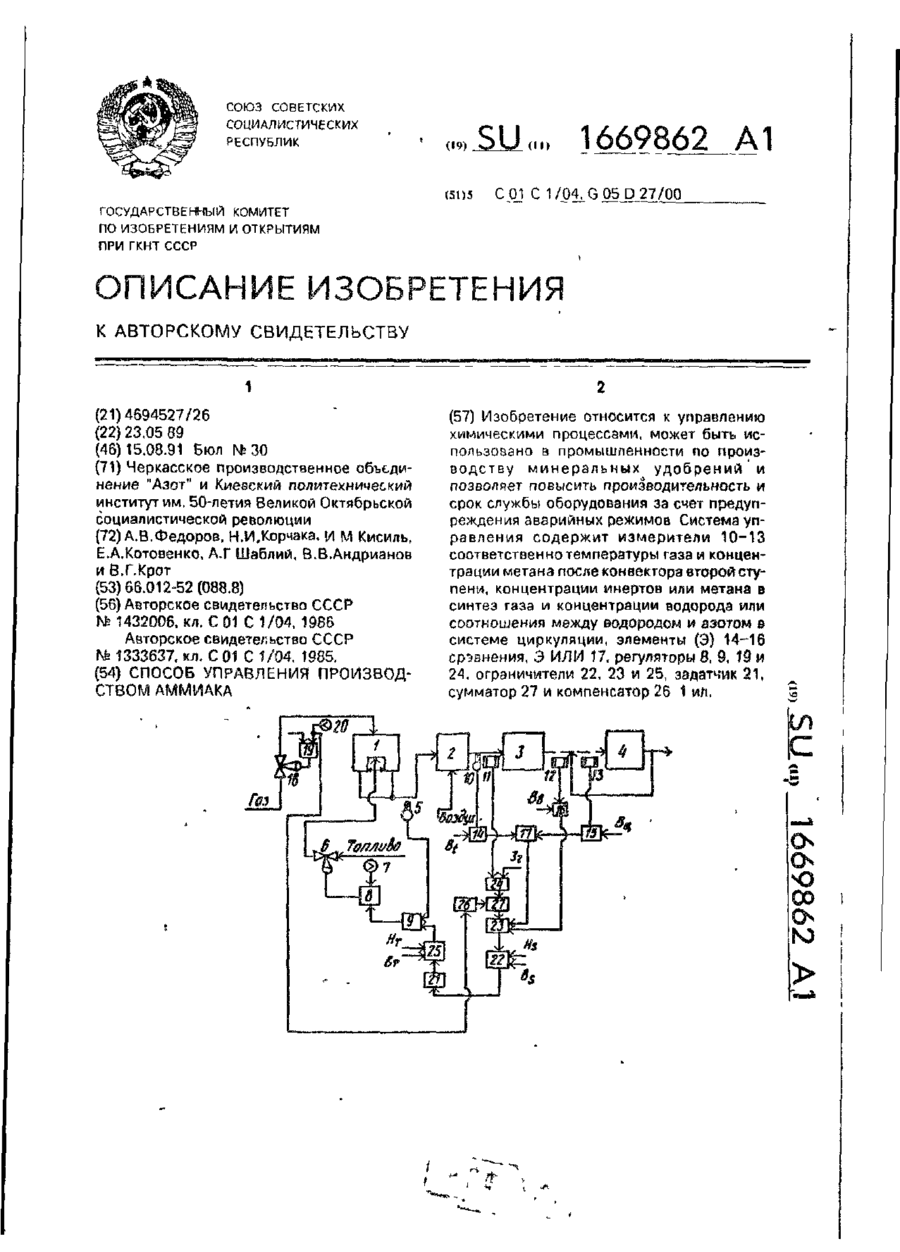
Номер патенту: 9449
Опубліковано: 30.09.1996
Автори: Корчака Микола Іванович, Федоров Олександр Володимирович, Андріанов Віктор Васильйович, Крот Віктор Григорович, Кісіль Іван Максімовіч, Шаблій Олександр Григорович, Котовенко Олена Андріївна
МПК: C01C 1/04, G05D 27/00
Мітки: аміаку, виробництвом, управління, спосіб
Формула / Реферат:
1. Способ управления производством аммиака путем регулирования температуры конвертированного газа на выходе конвертора метана первой ступени изменением подачи в него топливного газа и регулирования подачи природного газа в конвертор метана первой ступени, отличающийся тем, что, с целью повышения производительности и срока службы оборудования за счет предупреждения аварийных режимов, дополнительно измеряют температуру и концентрацию...
Попередній патент: Спосіб виготовлення вакцини інактивованої проти пневмоентеритів поросят, спричинених умовно патогенною мікрофлорою
Наступний патент: Спосіб приготування желейного мармеладу
Випадковий патент: Спосіб оцінки порушень адаптаційних можливостей організму