Спосіб покриття зовнішньої та внутрішньої поверхні турбінної лопатки або лопаті алюмінієм та хромом
Формула / Реферат
1. Спосіб покриття зовнішньої та внутрішньої поверхні турбінної лопатки або лопаті алюмінієм та хромом, відповідно, по суті одночасно, що має етапи (і) та (іі) у будь-якому порядку:
(і) нанесення на зовнішню поверхню засобу для покриття алюмінієм, що містить алюміній, модератор, активізатор та розріджувач, де засіб для покриття алюмінієм містить 3-20 мас. % алюмінію, 10-50 мас. % модератора, 0,1-2 мас. % активізатора та принаймні 20 мас. % розріджувача, а масове співвідношення алюмінію відносно модератора складає від 1:2 до 1:5;
(іі) нанесення на внутрішню поверхню засобу для покриття хромом, що містить хром, активізатор та розріджувач, де засіб для покриття хромом містить 15-65 мас. % хрому, 0,1-5 мас. % активізатора та принаймні 20 мас. % розріджувача;
а потім:
(ііі) нагрівання турбінної лопатки або лопаті для утворення шару алюмінію на зовнішній поверхні та шару хрому на внутрішній поверхні.
2. Спосіб за п. 1, який відрізняється тим, що частинки засобу для покриття хромом мають достатньо невеликий розмір частинок, такий, що засіб здатний проходити через отвори 200 мкм або менше.
3. Спосіб за будь-яким попереднім пунктом, який відрізняється тим, що нагрівання проводять при температурі 850-1150 °С.
4. Спосіб за будь-яким попереднім пунктом, який відрізняється тим, що нагрівання проводять протягом 1-24 годин.
5. Спосіб за будь-яким попереднім пунктом, який відрізняється тим, що зовнішню поверхню турбінної лопатки або лопаті попередньо обробляють додатковим покриттям.
6. Спосіб за п. 5, який відрізняється тим, що додаткове покриття наносять розпиленням.
Текст
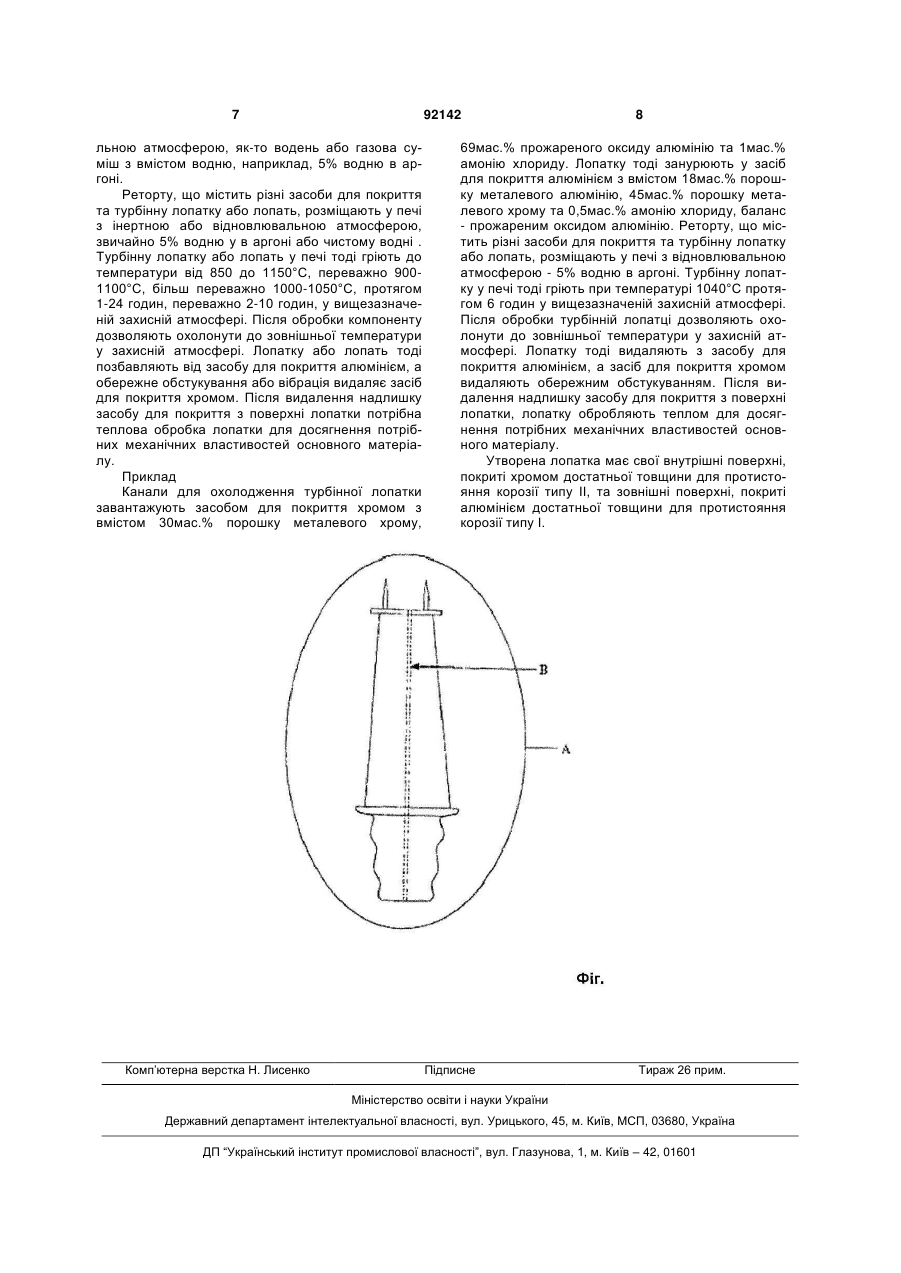
1. Спосіб покриття зовнішньої та внутрішньої поверхні турбінної лопатки або лопаті алюмінієм та хромом, відповідно, по суті одночасно, що має етапи (і) та (іі) у будь-якому порядку: (і) нанесення на зовнішню поверхню засобу для покриття алюмінієм, що містить алюміній, модератор, активізатор та розріджувач, де засіб для покриття алюмінієм містить 3-20мас.% алюмінію, 10 C2 2 (11) 1 3 шкідливого впливу на механічні властивості основного матеріалу. Зараз поверхневі технологічні розчини, використовувані на промислових газових турбінах є дуже різноманітними та на індивідуальній турбінній лопатці можна застосовувати кілька систем покриття. Хімічно агресивне середовище в енергогенеруючих газових турбінах може призводити до корозії, що пов'язана з сульфатами лужних та перехідних металів при температурах від 600 до 800°С (Тип II корозії), корозії, що пов'язана з розплавленими сульфатами від 750 до 950°С (Тип І корозії), та окиснення газом при вищих температурах. Захист основного матеріалу у таких умовах є важким та потребує застосування корозійностійкого покриття. Особливі композиції покриття, необхідні у застосування у відмінних корозійних середовищ, звичайно, основа з оксиду хрому (наприклад, хромідне дифузійне покриття) для захисту проти корозії типу II та основа з оксиду алюмінію (наприклад, алюмінідне дифузійне покриття) для корозії типу І та високотемпературної корозії. Стандартом у рівні техніки є застосування алюмінідного покриття для захисту турбінних лопаток від високотемпературного окиснення та корозії. Також зараз є загальноприйнятим, що збагачення поверхневого шару алюмінієм забезпечує задовільний захист проти сульфідування типу І. Це є результатом утворення плівки з оксиду алюмінію, що забезпечує ефективний бар'єр для проникнення корозійних елементів, як-то сульфур та оксиген. Хром не можна використовувати при підвищеній температурі, що відомо з досвіду, коли спостерігають сульфідування типу І, оскільки плівка оксиду хрому має значний тиск пари при цих температурах. Це означає, що плівка ефективно випарюється з поверхні та захист втрачається. Це є типовою ситуацією на зовнішній поверхні газової турбінної лопатки. При підвищеній температурі турбінні лопатки треба охолоджувати. Охолодження можна досягти подачею стисненого повітря, яке може містити сульфур окрім оксигену, через канали охолодження турбінної лопатки. Відповідно, температури, виявлені на металевій поверхні у цьому внутрішньому регіоні, нижчі, ніж температури на зовнішній поверхні. Плівки алюмінію не утворюються легко при цих температурах де відбувається сульфідування типу II, а тому алюміній не забезпечує ефективного захисту проти цього типу корозії. Однак, при цих температурах плівки оксиду хрому утворюються легко та є також фізично стабільними, а тому забезпечують ефективний захист проти цього типу корозії. Тому переважною системою покриття на турбінних лопатках, де сульфідування типу II відбувається на внутрішній поверхні, а сульфідування типу І відбувається на зовнішній поверхні, є покриття з алюмінію на зовнішній поверхні та покриття з хрому на внутрішній поверхні. Як і турбінні лопатки, лопаті також роблять з матеріалів, подібних до лопатки, і вони можуть також мати канали охолодження. Вони є тому об'єктом для подібних типів корозії, як корозія лопаток. 92142 4 Звичайним у промисловості є застосування хімічного осадження з пари (або "дифузійного покриття") для нанесення цих захисних покриттів на промислові газові турбіни. Загалом ці покриття створюють, коли поверхня, що потребує захисту, контактує з атмосферою, що збагачена металом, призначеним для осадження на поверхні. Метал є звичайно у формі летючого галогеніду. Це осадження відбувається загалом при підвищеній температурі (тобто вище 800°C) у присутності відновлювальної атмосфери, як-то водень. Дифузійне покриття з хрому та алюмінію наносять у два окремі етапи. Однак є кілька недоліків цього підходу як життєздатного промислового способу. Наприклад, два послідовні процеси збільшують вартість захисту турбінних лопаток, вельми збільшується час здійснення способу, а другий процес впливає на результати першого процесу покриття. Відповідно, заявлений винахід стосується способу покриття зовнішньої та внутрішньої поверхні турбінної лопатки або лопаті алюмінієм та хромом, відповідно, протягом по суті того ж часу, що має наступні етапи (і) та (іі) у будь-якому порядку; (і) нанесення на зовнішню поверхню засобу для покриття алюмінієм, що містить алюміній, модератор, активізатор та розріджувач; (іі) нанесення на внутрішню поверхню засобу для покриття хромом, що містить хром, активізатор та розріджувач; а потім (ііі) нагрівання лопатки або лопаті для утворення шару алюмінію на зовнішній поверхні та шару хрому на внутрішній поверхні. Наявні чіткі комерційні та технічні переваги у нанесенні захисних покрить з хрому та алюмінію одночасно. Заявлений винахід далі описано з посиланням на додану Фіг., яка схематично показує турбінну лопатку з каналами внутрішнього охолодження, придатну для застосування способом заявленого винаходу. З посиланням на Фіг., площа А (зовнішні поверхні), призначена для покриття дифузійним покриттям з алюмінію, а площа В (внутрішні поверхні), призначена для покриття дифузійним покриттям з хрому. Заявник виявив, що згідно з модифікацією покриття засобом для покриття алюмінієм та засобом для покриття хромом можна наносити по суті одночасно. Зовнішнє дифузійне покриття з алюмінію наносять зануренням готової лопатки або лопаті у засіб для покриття алюмінієм (або "зв'язку"). Засіб для покриття алюмінієм містить порошок металевого алюмінію, модератор, керамічний розріджувач та активізатор. Для алюмінізації алюміній галогенід створюють на місці. Відповідно, засіб для покриття алюмінієм містить алюміній у кількості, достатній для отримання алюміній галогеніду для покриття зовнішньої поверхні лопатки або лопаті. Вміст алюмінію, переважно, - 3-20мас.% відносно загальної маси засобу для покриття алюмінієм. Модератор, звичайно порошок металу, як-то хром, нікель або залізо, потрібний для поглинання пари алюміній галогеніду, утвореної на місці, для 5 забезпечення зниженого тиску пари алюміній галогеніду на поверхні лопатки або лопаті, який стимулює дифузію до поверхні сплаву швидше, ніж осадження шару алюмінію на поверхні сплаву. Кількість модератору повинна бути достатньою для забезпечення дифузії, швидшої, ніж осадження. Однак, оскільки дифузія є залежною від температури, оскільки температура її збільшує, дифузія є переважаючою, а тому потрібно менше модератору. На додаток, засіб для покриття алюмінієм заявленого винаходу, де застосовано вищій, ніж звичайний вміст модератору дає можливість покриття оксидом алюмінію у тих же умовах, як покриття оксидом хрому. Переважно вміст модератору є 10-50 мас.%, відносно загальної маси зв'язки покриття оксидом алюмінію. Співвідношення алюмінію до модератору є типово 1:2-1:5, переважно 1:2,5-1:3,5, більш переважно 1:2,5. Активізатор, використаний для покриття оксидом алюмінію загалом містить галоген, як-то бромід, хлорид або флуорид. Переважними галогенідами є галогеніди лужних металів, наприклад, натрію та амонію, амонію хлорид є особливо переважним. Вміст активізатору є загалом 0,12мас.%, переважно 0,5мас.%, відносно загальної маси зв'язки покриття оксидом алюмінію. Розріджувачем є загалом порошок жаростійкого оксиду, що тримає баланс інгредієнтів у зв'язці засобу для покриття алюмінієм. Розріджувач, переважно, - АІ2О3 (оксид алюмінію), ТіО2 (оксид титану), МgО або Сr2О3. Найпереважним жаростійким розріджувачем є прожарений оксид алюмінію. Вміст розріджувачу повинен бути достатнім для утримання зв'язки покриття оксидом алюмінію без розтікання і складаїи звичайно принаймні 20мас.%, переважно принаймні 25мас.%, відносно загальної маси зв'язки покриття оксидом алюмінію. Засіб для покриття алюмінієм присутній у достатній кількості для створення достатньо товстого покриття алюмінієм. Достатньо товсте покриття є звичайно 60 -100 мкм. Концентрація алюмінію на поверхні лопатки або лопаті є загалом 2545мас.%, залишок є основним сплавом. Такий засіб для покриття алюмінієм невідомий у рівні техніки, а тому заявлений винахід також стосується засобу для покриття алюмінієм, що містить 3-20мас.% алюмінію, 10-50мас.% модератору, 0,1-2мас.% активізатору та принаймні 20мас.% розріджувачу, де масове співвідношення алюмінію до модератору від 1:2 до 1:5. Зовнішня поверхня турбінної лопатки або лопаті може бути попередньо оброблена, наприклад, розпиленням додаткового покриття перед алюмінізацією, якщо потрібно. Внутрішню поверхню покривають оксидом хрому по суті одночасно із зовнішньою поверхнею також подачею через внутрішні канали охолодження засобу для покриття хромом. По суті одночасно означає, що засіб для покриття алюмінієм та засіб для покриття хромом спочатку наносять на турбінні лопатки або лопаті, а тоді обидва покриття утворюють наступною дифузійною тепловою обробкою. 92142 6 Засіб для покриття хромом містить порошок металевого хрому, керамічний розріджувач та активізатор. Для хромізації хром галогенід також створюють на місці. Відповідно, засіб для покриття хромом містить хром у кількості, достатній для отримання хром галогеніду для покриття внутрішньої поверхні лопатки або лопаті, тобто каналів для охолодження. Вміст хрому, переважно, - 1565мас.% відносно загальної маси засобу для покриття хромом. Активізатор, використаний для покриття оксидом хрому загалом містить галогенід, як-то йодид, бромід, хлорид або флуорид. Переважними галогенідами є галогеніди лужних металів, наприклад, натрію, та амонію, амонію хлорид є особливо переважним. Вміст активізатору загалом складає 0,15мас.%, переважно 1мас.%, відносно загальної маси засобу для покриття хромом. Розріджувач є загалом порошком жаростійкого оксиду, що тримає баланс інгредієнтів у зв'язці засобу для покриття хромом. Розріджувач, переважно, - АІ2О3 (оксид алюмінію), ТіО2 (оксид титану), МgО або Сr2О3. Найпереважним жаростійким розріджувачем є прожарений оксид алюмінію. Вміст розріджувачу повинен бути . достатйім для утримання зв'язки покриття оксидом хрому без розтікання і складати звичайно принаймні 20мас.%, переважно принаймні 25мас.%, відносно загальної маси зв'язки покриття оксидом хрому. Частинки засобу для покриття хромом повинні мати достатньо невеликий розмір частинок для дозволу достатній кількості засобу для покриття хромом мати доступ до внутрішньої поверхні, тобто для входження у канали для охолодження та для утворення у цьому місці достатньо товстого покриття хромом. Достатньо товстим покриттям є звичайно покриття товщиною 10-60, переважно 1050, найпереважніше 10-20мкм. Концентрація хрому на поверхні каналу для охолодження є загалом 30-60мас.%, залишок є основним сплавом. Розмір частинок засобу для покриття хромом, переважно, - 200мкм або менше, переважно 100 мкм або менше, найпереважніше 75мкм або менше. Будь-яку мінімальну величину (за винятком 0) можна використовувати, хоча коли розмір частинок стає меншим зв'язка стає більш коштовною та корисність від зниженого розміру частинок знижується. Такий засіб для покриття хромом невідомий у рівні техніки, а тому заявлений винахід також стосується засобу для покриття хромом, що містить 15-65мас.% хрому, 0,1-5мас.% активізатору та принаймні 20мас.% розріджувачу, де розмір частинок засобу для покриття хромом є таким, що засіб для покриття хромом здатний проходити через отвори 200мкм або менше. При по суті одночасному покритті оксидом хрому та оксидом алюмінію засіб для покриття алюмінієм та засіб для покриття хромом слід захищати від корозії і атмосферним киснем. Захист може полягати у атмосфері, яку можна створювати солями амонію, присутніми у засобах для покриття, які розкладаються при підвищеній температурі з вивільненням водню. Альтернативно, або на додаток, захист можна забезпечити відновлюва 7 92142 льною атмосферою, як-то водень або газова суміш з вмістом водню, наприклад, 5% водню в аргоні. Реторту, що містить різні засоби для покриття та турбінну лопатку або лопать, розміщають у печі з інертною або відновлювальною атмосферою, звичайно 5% водню у в аргоні або чистому водні . Турбінну лопатку або лопать у печі тоді гріють до температури від 850 до 1150°С, переважно 9001100°С, більш переважно 1000-1050°С, протягом 1-24 годин, переважно 2-10 годин, у вищезазначеній захисній атмосфері. Після обробки компоненту дозволяють охолонути до зовнішньої температури у захисній атмосфері. Лопатку або лопать тоді позбавляють від засобу для покриття алюмінієм, а обережне обстукування або вібрація видаляє засіб для покриття хромом. Після видалення надлишку засобу для покриття з поверхні лопатки потрібна теплова обробка лопатки для досягнення потрібних механічних властивостей основного матеріалу. Приклад Канали для охолодження турбінної лопатки завантажують засобом для покриття хромом з вмістом 30мас.% порошку металевого хрому, Комп’ютерна верстка Н. Лиcенко 8 69мас.% прожареного оксиду алюмінію та 1мас.% амонію хлориду. Лопатку тоді занурюють у засіб для покриття алюмінієм з вмістом 18мас.% порошку металевого алюмінію, 45мас.% порошку металевого хрому та 0,5мас.% амонію хлориду, баланс - прожареним оксидом алюмінію. Реторту, що містить різні засоби для покриття та турбінну лопатку або лопать, розміщають у печі з відновлювальною атмосферою - 5% водню в аргоні. Турбінну лопатку у печі тоді гріють при температурі 1040°С протягом 6 годин у вищезазначеній захисній атмосфері. Після обробки турбінній лопатці дозволяють охолонути до зовнішньої температури у захисній атмосфері. Лопатку тоді видаляють з засобу для покриття алюмінієм, а засіб для покриття хромом видаляють обережним обстукуванням. Після видалення надлишку засобу для покриття з поверхні лопатки, лопатку обробляють теплом для досягнення потрібних механічних властивостей основного матеріалу. Утворена лопатка має свої внутрішні поверхні, покриті хромом достатньої товщини для протистояння корозії типу II, та зовнішні поверхні, покриті алюмінієм достатньої товщини для протистояння корозії типу І. Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for coating an external and an internal surface of a turbine blade or vane with aluminium and chromium
Автори англійськоюSmith John, Chandra Sharad
Назва патенту російськоюСпособ покрытия внешней и внутренней поверхности турбинной лопатки или лопасти алюминием и хромом
Автори російськоюСмит Джон, Чандра Шарад
МПК / Мітки
МПК: C23C 10/50, C23C 10/48, C23C 10/42, C23C 10/52
Мітки: алюмінієм, хромом, поверхні, внутрішньої, турбінної, лопати, спосіб, лопатки, зовнішньої, покриття
Код посилання
<a href="https://ua.patents.su/4-92142-sposib-pokrittya-zovnishno-ta-vnutrishno-poverkhni-turbinno-lopatki-abo-lopati-alyuminiehm-ta-khromom.html" target="_blank" rel="follow" title="База патентів України">Спосіб покриття зовнішньої та внутрішньої поверхні турбінної лопатки або лопаті алюмінієм та хромом</a>
Спосіб шліфування поверхні подвійної кривизни турбінної лопатки
Номер патенту: 14301
Опубліковано: 15.05.2006
Автори: Кальченко Віталій Іванович, Кальченко Володимир Віталійович, Бабінець Олена Федорівна
МПК: B24B 1/00
Мітки: спосіб, кривизни, лопатки, турбінної, шліфування, подвійної, поверхні
Формула / Реферат:
1. Спосіб шліфування поверхні подвійної кривизни турбінної лопатки абразивним інструментом, що обертається, формоутворювальний елемент якого переміщується по еквідистантах утворювальної і напрямної ліній оброблювальної поверхні, який відрізняється тим, що вісь повороту інструмента співпадає з нормаллю в оброблювальній точці поверхні деталі і перпендикулярна до осі обертання абразивного інструмента, а кут повороту вибирається з умови...
Покриття внутрішньої поверхні проточної частини грунтового насоса
Номер патенту: 55076
Опубліковано: 17.03.2003
Автори: Ікол Юрій Олексійович, Коваль Володимир Костянтинович, Костіков Ігор Павлович, Кисельов Анатолій Олексійович
МПК: B05D 3/00
Мітки: насоса, покриття, поверхні, грунтового, проточної, внутрішньої, частини
Формула / Реферат:
1. Покриття внутрішньої поверхні проточної частини ґрунтового насоса, що містить захисний шар із зносостійкого полімерного компаунду, яке відрізняється тим, що з метою підвищення міцності та зносостійкості полімерний компаунд складається в масових % з епоксидної діанової смоли 14 затверджувача-поліетиленполіаміну 1,5 пластифікатора-дібутилфталату ...
Спосіб покриття внутрішньої поверхні трубопроводу та пристрій для його здійснення
Номер патенту: 34173
Опубліковано: 15.02.2001
Автори: Гарник Володимир Кирилович, Зайцев Леонід Павлович
МПК: F16L 55/18
Мітки: трубопроводу, здійснення, покриття, поверхні, пристрій, спосіб, внутрішньої
Текст:
...для пропускання крізь нього рукава з пригальмовуванням, а з другої патрубок. Це дозволяє отримати якісне покриття безпосередньо з кінця трубопроводу. Камера і заглушка мають зіркоподібні співвісно розташовані наскрізні прорізи, армовані ущільнювачами, які забезпечують пропускання рукава, складеного зіркоподібно в поперечному перерізі. Таким чином, таке положення рукава забезпечує можливість покриття клеєм всієї його зовнішньої поверхні з...
Покриття внутрішньої поверхні трубопроводу, спосіб його нанесення на внутрішню поверхню трубопроводу, двошарова заготівка вказаного покриття і спосіб одержання цієї заготівки
Номер патенту: 59354
Опубліковано: 15.09.2003
Автори: Лоскутова Лідія Ніколаєвна, Храмєнков Станіслав Владіміровіч, Павлов Євгєній Пєтровіч, Загорскій Владімір Алєксандровіч, Асламова Татьяна Валєнтіновна, Маряшин Владімір Константіновіч
МПК: F16L 58/02
Мітки: нанесення, вказаного, двошарова, трубопроводу, одержання, покриття, внутрішню, поверхні, поверхню, спосіб, цієї, заготівка, внутрішньої, заготівки
Формула / Реферат:
1. Покриття внутрішньої поверхні трубопроводу, що містить дві коаксіально розташовані трубчасті плівкові оболонки (2, 3) на основі термопластичного полімерного матеріалу, одна з яких - зовнішня (2) - прилягає до внутрішньої поверхні трубопроводу (1), а друга - внутрішня (3) - відокремлена від неї коаксіальним основним армуючим шаром (4), просоченим стверділим полімерним сполучним, яке відрізняється тим, що внутрішня трубчаста плівкова...
Пристрій для покриття внутрішньої поверхні трубопроводу тканим рукавом
Номер патенту: 54636
Опубліковано: 17.01.2005
Автори: Зайцев Леонід Павлович, Гарник Володимир Кирилович
МПК: F16L 55/18
Мітки: рукавом, поверхні, покриття, внутрішньої, трубопроводу, пристрій, тканим
Формула / Реферат:
Пристрій для покриття внутрішньої поверхні трубопроводу тканим рукавом, що включає систему подачі під тиском робочого агента і клею, гальмівний пристрій, камеру для клею, зв’язану з заглушкою, яка має отвори, армовані ущільнювачами, який відрізняється тим, що заглушка та камера мають прямокутні отвори, армовані відповідними за формою ущільнювачами, всередині камери, в її бокових стійках, симетрично змонтовані на роздільних співвісно...
Попередній патент: Відцентрова повітродувка (варіанти)
Наступний патент: Спосіб підвищення пропускної спроможності та ефективності споживання енергії у системах бездротового зв’язку
Випадковий патент: Спосіб управління технологічними параметрами рудопотоків процесу подрібнення в переділах збагачення залізорудної сировини