Спосіб шліфування поверхні подвійної кривизни турбінної лопатки
Номер патенту: 14301
Опубліковано: 15.05.2006
Автори: Кальченко Володимир Віталійович, Кальченко Віталій Іванович, Бабінець Олена Федорівна
Формула / Реферат
1. Спосіб шліфування поверхні подвійної кривизни турбінної лопатки абразивним інструментом, що обертається, формоутворювальний елемент якого переміщується по еквідистантах утворювальної і напрямної ліній оброблювальної поверхні, який відрізняється тим, що вісь повороту інструмента співпадає з нормаллю в оброблювальній точці поверхні деталі і перпендикулярна до осі обертання абразивного інструмента, а кут повороту вибирається з умови проходження лінії контакту через точку, яка лежить на торці інструмента і в якій перетинається з поверхнею заготовки, при цьому кут повороту вибирається з виразу
![]()
де:
![]() - вектор нормалі до поверхні деталі,
- вектор нормалі до поверхні деталі, ![]() - вектор швидкості руху інструмента відносно деталі.
- вектор швидкості руху інструмента відносно деталі.
2. Спосіб шліфування поверхні подвійної кривизни за п. 1, який відрізняється тим, що кут повороту вибирається із таких умов, коли контакт із точкового перетворюється у лінійний у межах допуску на обробку.
3. Спосіб шліфування поверхні подвійної кривизни за пп. 1, 2, який відрізняється тим, що абразивний інструмент переміщується вздовж нормалі, розташованої в горизонтальній площині, до контакту з оброблювальною поверхнею деталі, а потім він переміщується вздовж твірної, з контролем формоутворювального діаметра інструмента, розташованого на осі повороту, та компенсацією його зносу.
Текст
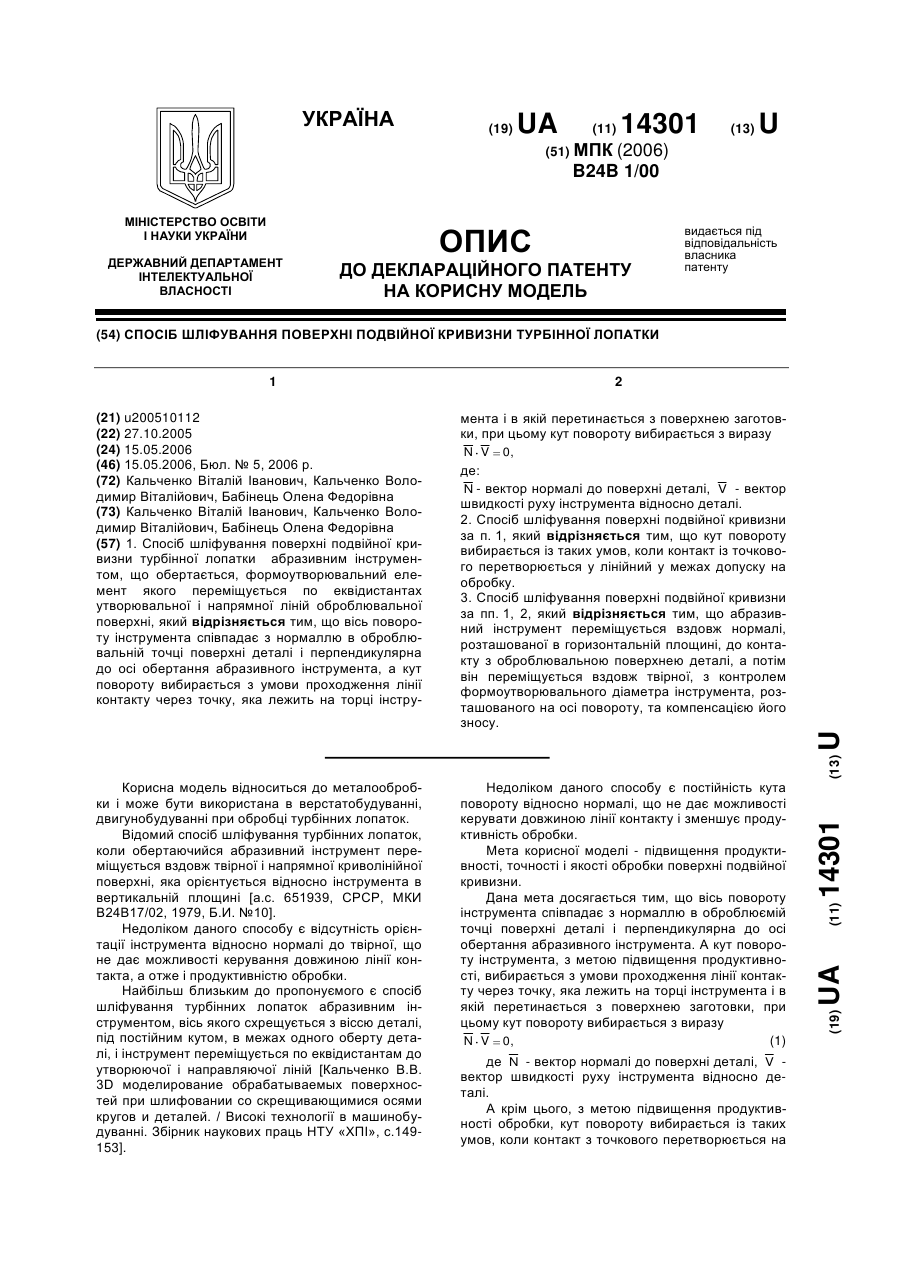
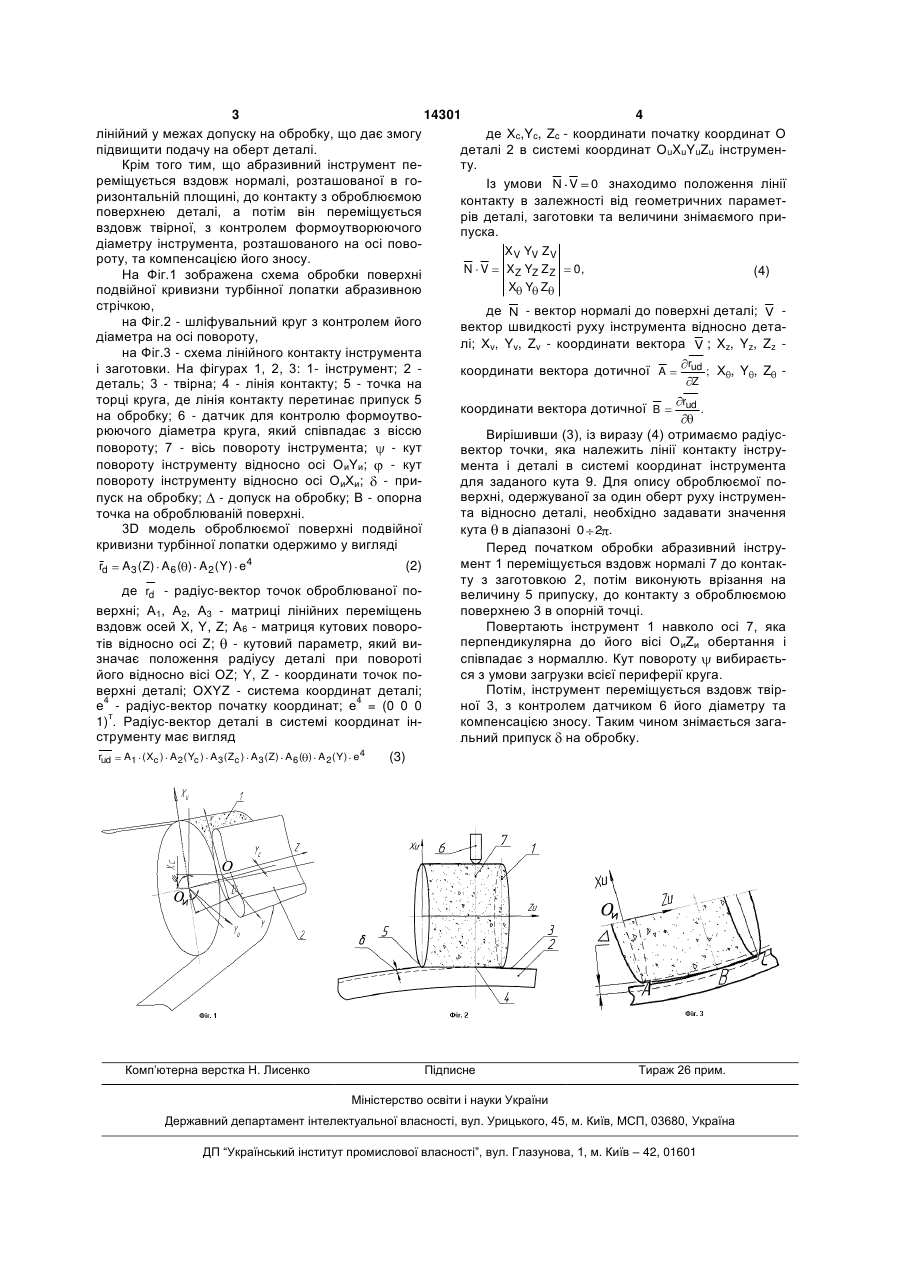
1. Спосіб шліфування поверхні подвійної кривизни турбінної лопатки абразивним інструментом, що обертається, формоутворювальний елемент якого переміщується по еквідистантах утворювальної і напрямної ліній оброблювальної поверхні, який відрізняється тим, що вісь повороту інструмента співпадає з нормаллю в оброблювальній точці поверхні деталі і перпендикулярна до осі обертання абразивного інструмента, а кут повороту вибирається з умови проходження лінії контакту через точку, яка лежить на торці інстру мента і в якій перетинається з поверхнею заготовки, при цьому кут повороту вибирається з виразу Корисна модель відноситься до металообробки і може бути використана в верстатобудуванні, двигунобудуванні при обробці турбінних лопаток. Відомий спосіб шліфування турбінних лопаток, коли обертаючийся абразивний інструмент переміщується вздовж твірної і напрямної криволінійної поверхні, яка орієнтується відносно інструмента в вертикальній площині [а.с. 651939, СРСР, МКИ В24В17/02, 1979, Б.И. №10]. Недоліком даного способу є відсутність орієнтації інструмента відносно нормалі до твірної, що не дає можливості керування довжиною лінії контакта, а отже і продуктивністю обробки. Найбільш близьким до пропонуємого є спосіб шліфування турбінних лопаток абразивним інструментом, вісь якого схрещується з віссю деталі, під постійним кутом, в межах одного оберту деталі, і інструмент переміщується по еквідистантам до утворюючої і направляючої ліній [Кальченко В.В. 3D моделирование обрабатываемых поверхностей при шлифовании со скрещивающимися осями кругов и деталей. / Високі технології в машинобудуванні. Збірник наукових праць НТУ «ХПІ», с.149153]. Недоліком даного способу є постійність кута повороту відносно нормалі, що не дає можливості керувати довжиною лінії контакту і зменшує продуктивність обробки. Мета корисної моделі - підвищення продуктивності, точності і якості обробки поверхні подвійної кривизни. Дана мета досягається тим, що вісь повороту інструмента співпадає з нормаллю в оброблюємій точці поверхні деталі і перпендикулярна до осі обертання абразивного інструмента. А кут повороту інструмента, з метою підвищення продуктивності, вибирається з умови проходження лінії контакту через точку, яка лежить на торці інструмента і в якій перетинається з поверхнею заготовки, при цьому кут повороту вибирається з виразу N V 0, (1) N V 0, де N - вектор нормалі до поверхні деталі, V вектор швидкості руху інструмента відносно деталі. А крім цього, з метою підвищення продуктивності обробки, кут повороту вибирається із таких умов, коли контакт з точкового перетворюється на (19) UA (11) 14301 (13) U де: N - вектор нормалі до поверхні деталі, V - вектор швидкості руху інструмента відносно деталі. 2. Спосіб шліфування поверхні подвійної кривизни за п. 1, який відрізняється тим, що кут повороту вибирається із таких умов, коли контакт із точкового перетворюється у лінійний у межах допуску на обробку. 3. Спосіб шліфування поверхні подвійної кривизни за пп. 1, 2, який відрізняється тим, що абразивний інструмент переміщується вздовж нормалі, розташованої в горизонтальній площині, до контакту з оброблювальною поверхнею деталі, а потім він переміщується вздовж твірної, з контролем формоутворювального діаметра інструмента, розташованого на осі повороту, та компенсацією його зносу. 3 14301 4 лінійний у межах допуску на обробку, що дає змогу де Xc,Yc, Zc - координати початку координат О підвищити подачу на оберт деталі. деталі 2 в системі координат OuXuYuZu інструменКрім того тим, що абразивний інструмент пету. реміщується вздовж нормалі, розташованої в гоІз умови N V 0 знаходимо положення лінії ризонтальній площині, до контакту з оброблюємою контакту в залежності від геометричних параметповерхнею деталі, а потім він переміщується рів деталі, заготовки та величини знімаємого привздовж твірної, з контролем формоутворюючого пуска. діаметру інструмента, розташованого на осі повоX V YV Z V роту, та компенсацією його зносу. N V X Z YZ Z Z 0 , (4) На Фіг.1 зображена схема обробки поверхні X Y Z подвійної кривизни турбінної лопатки абразивною стрічкою, де N - вектор нормалі до поверхні деталі; V на Фіг.2 - шліфувальний круг з контролем його вектор швидкості руху інструмента відносно детадіаметра на осі повороту, лі; Xv, Yv, Zv - координати вектора V ; Xz, Yz, Zz на Фіг.3 - схема лінійного контакту інструмента rud і заготовки. На фігурах 1, 2, 3: 1- інструмент; 2 ; Х, Y, Z координати вектора дотичної A Z деталь; 3 - твірна; 4 - лінія контакту; 5 - точка на торці круга, де лінія контакту перетинає припуск 5 rud координати вектора дотичної B . на обробку; 6 - датчик для контролю формоутворюючого діаметра круга, який співпадає з віссю Вирішивши (3), із виразу (4) отримаємо радіусповороту; 7 - вісь повороту інструмента; - кут вектор точки, яка належить лінії контакту інструповороту інструменту відносно осі ОиYи; - кут мента і деталі в системі координат інструмента повороту інструменту відносно осі ОиХи; - придля заданого кута 9. Для опису оброблюємої поверхні, одержуваної за один оберт руху інструменпуск на обробку; - допуск на обробку; В - опорна та відносно деталі, необхідно задавати значення точка на оброблюваній поверхні. 3D модель оброблюємої поверхні подвійної кута в діапазоні 0 2 . кривизни турбінної лопатки одержимо у вигляді Перед початком обробки абразивний інструмент 1 переміщується вздовж нормалі 7 до контак(2) rd A 3 ( Z) A 6 ( ) A 2 ( Y ) e 4 ту з заготовкою 2, потім виконують врізання на де rd - радіус-вектор точок оброблюваної повеличину 5 припуску, до контакту з оброблюємою поверхнею 3 в опорній точці. верхні; А1, А2, А3 - матриці лінійних переміщень Повертають інструмент 1 навколо осі 7, яка вздовж осей X, Y, Z; А6 - матриця кутових повороперпендикулярна до його вісі OиZи обертання і тів відносно осі Z; - кутовий параметр, який виспівпадає з нормаллю. Кут повороту вибираєтьзначає положення радіусу деталі при повороті ся з умови загрузки всієї периферії круга. його відносно вісі OZ; Y, Z - координати точок поПотім, інструмент переміщується вздовж твірверхні деталі; OXYZ - система координат деталі; ної 3, з контролем датчиком 6 його діаметру та е4 - радіус-вектор початку координат; е4 = (0 0 0 компенсацією зносу. Таким чином знімається зага1)т. Радіус-вектор деталі в системі координат інструменту має вигляд льний припуск на обробку. rud A1 ( Xc ) A 2 ( Yc ) A 3 ( Zc ) A 3 ( Z) A 6 ( ) A 2 ( Y ) e4 (3) Комп’ютерна верстка Н. Лисенко Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of grinding of the surface of dual curvature of turbine blade
Автори англійськоюKalchenko Vitalii Ivanovych, Kalchenko Volodymyr Vitaliiovych
Назва патенту російськоюСпособ шлифования поверхности двойной кривизны турбинной лопатки
Автори російськоюКальченко Виталий Иванович, Кальченко Владимир Витальевич
МПК / Мітки
МПК: B24B 1/00
Мітки: подвійної, турбінної, спосіб, шліфування, поверхні, лопатки, кривизни
Код посилання
<a href="https://ua.patents.su/2-14301-sposib-shlifuvannya-poverkhni-podvijjno-krivizni-turbinno-lopatki.html" target="_blank" rel="follow" title="База патентів України">Спосіб шліфування поверхні подвійної кривизни турбінної лопатки</a>
Спосіб шліфування випуклих криволінійних поверхонь обертання

Номер патенту: 10623
Опубліковано: 15.11.2005
Автори: Кальченко Володимир Віталійович, Ніколенко Олег Миколайович
МПК: B24B 5/00
Мітки: криволінійних, спосіб, шліфування, обертання, поверхонь, випуклих
Формула / Реферат:
Спосіб шліфування випуклих криволінійних поверхонь обертання охоплювальним інструментом з віссю обертання, яка розташована в площині симетрії деталі і перпендикулярна осі обертання деталі, який відрізняється тим, що для шліфування криволінійних поверхонь з різноманітними випуклими твірними вісь обертання круга переміщується в цій площині таким чином, що торова поверхня круга дотикається до зовнішнього діаметра деталі в різних точках в залежно...
Спосіб шліфування некруглих циліндричних поверхонь циліндричним кругом
Номер патенту: 10879
Опубліковано: 15.12.2005
Автори: Кальченко Віталій Іванович, Ільїн Дмитро Олександрович, Кальченко Володимир Віталійович
МПК: B24B 1/00
Мітки: поверхонь, кругом, циліндричних, циліндричним, шліфування, спосіб, некруглих
Формула / Реферат:
1. Спосіб шліфування некруглих циліндричних поверхонь циліндричним обертальним кругом, який переміщується вздовж осі деталі, який відрізняється тим, що його повертають відносно нормалі до криволінійної напрямної в опорній точці на величину, що забезпечує знімання припуску за один прохід.2. Спосіб за п. 1, який відрізняється тим, що поворот здійснюється у вертикальній площині відносно осі, яка лежить в горизонтальній площині та...
Спосіб глибинного шліфування поверхонь обертання
Номер патенту: 10635
Опубліковано: 15.11.2005
Автори: Ларін Андрій Васильович, Кальченко Володимир Віталійович
МПК: B24B 5/00
Мітки: поверхонь, обертання, спосіб, глибинного, шліфування
Формула / Реферат:
1. Спосіб глибинного шліфування поверхонь обертання, за яким шліфувальний круг переміщують вздовж твірної деталі і подають його на врізання в радіальному напрямку, при цьому круг повертають в вертикальній площині навколо осі, яка перпендикулярна до осі обертання круга і розташована від його торця на величину калібруючої ділянки, що дорівнює подачі на оберт деталі, вісь повороту нормальна до твірної деталі в опорній точці, який відрізняється...
Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь
Номер патенту: 14242
Опубліковано: 15.05.2006
Автори: Кальченко Володимир Віталійович, Шам Максим Костянтинович, Кальченко Віталій Іванович
МПК: B24B 5/00
Мітки: поздовжного, поверхонь, циліндричних, спосіб, шліфування, безцентрового
Формула / Реферат:
1. Спосіб безцентрового поздовжнього шліфування циліндричних поверхонь, за яким деталь переміщується в осьовому напрямку за рахунок розвороту ведучого круга і базується на ньому та опорному ножі, а шліфування виконується профільованим шліфувальним абразивним кругом, який відрізняється тим, що вісь деталі в процесі знімання припуску та формоутворення переміщують вздовж однієї прямої, яка співпадає з віссю номінальної циліндричної поверхні...
Спосіб безцентрового шліфування жолобів на круглій деталі
Номер патенту: 11073
Опубліковано: 15.12.2005
Автори: Осипенко Андрій Валентинович, Кальченко Володимир Віталійович
МПК: B24B 19/02
Мітки: шліфування, деталі, жолобів, спосіб, круглій, безцентрового
Формула / Реферат:
Спосіб безцентрового шліфування жолобів на круглій деталі, згідно з яким деталі надають обертання навколо власної осі, шліфувальний круг подають на врізання в радіальному напрямку та одночасно повертають навколо його осі симетрії, яка перпендикулярна до його осі обертання, а радіус профілю шліфувального круга в осьовому перерізі менший за радіус жолоба на деталі, який відрізняється тим, що вісь повороту шліфувального круга, яка проходить...
Попередній патент: Інжекційний пальник
Наступний патент: Пляшковий затвор
Випадковий патент: Розпилювач