Спосіб накатування різьб
Формула / Реферат
Способ накатывания резьб, при котором формообразование осуществляют цилиндрическими роликами с замкнутым контуром при их перемещении в радиальном направлении до образования полного профиля и с последующей калибровкой и оценкой качества резьбы по осевым отклонениям винтовой линии резьбы, отличающийся тем, что, с целью повышения качества резьбы и увеличения срока службы накатных роликов, после получения паяного профиля резьбы одновременно с калибровкой к роликам прикладывают осевые усилия, фиксируя их в осевом положении, причем оптимальную величину осевых усилий предварительно определяют по минимальным величинам осевых отклонений винтовой линии резьбы.
Текст
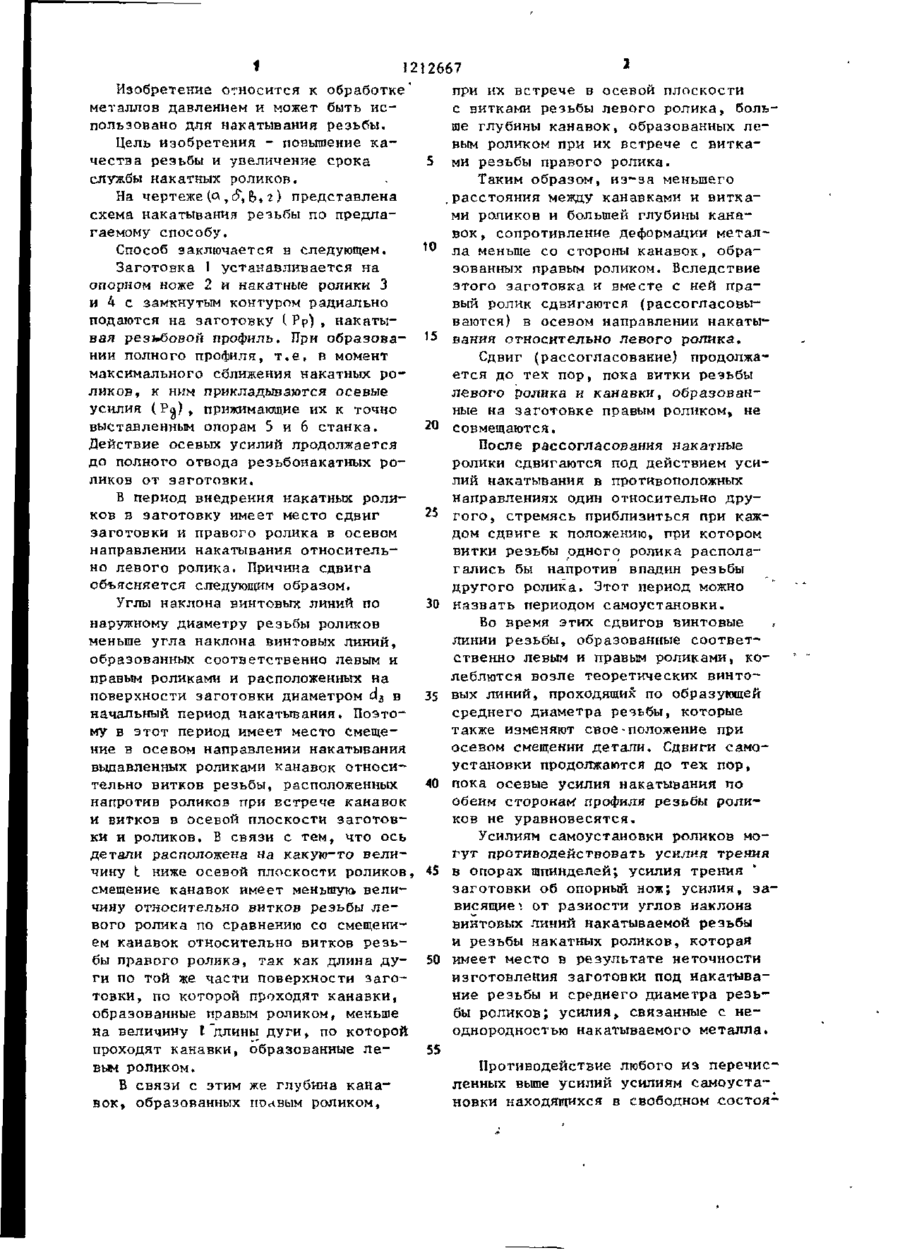
СПОСОБ НАКАТЫВАНИЯ РЕЗЬБ, при котором формообразование осуществляют цилиндрическими роликами с замкнутым контуром при их перемеще нии в радиальном направлении до образования полного профиля и с последующей калибровкой и оценкой качества резьби по осевым отклонениям винтовой линии резьбы, о т л и ч а ю щ и й с я тем, что, с целью повышения качества реяьбы к увеличения срока службы накатных роликов, после получения полного профиля резьбы одновременно с калибровкой к роликам прикладывают осевые усилия, фиксируя их в осевом положении, причем оптимальную величину осевых усилий предварительно определяют по минимальным величи-' нам осевых отклонений винтовой линии резьбы. с О) I 2 212667 Изобретение относится к обработке' при их встрече в осевой плоскости металлов давлением и может быть исс витками резьбы левого ролика, больпользовано для накатывания резьбы. ше глубины канавок, образованных леЦель изобретения - повышение кавым роликом при их встрече с виткачества резьбы и увеличение срока ми резьбы правого ролика. службы накатных роликов. Таким образом, из-за меньшего На чертеже(а,&,fc,г)представлена расстояния между канавками и виткасхема накатывания резьбы по предлами роликов и большей глубины канагаемому способу. вок, сопротивление деформации метал10 ла меньше со стороны канавок, обраСпособ заключается в следующем. зованных правым роликом. Вследствие Заготовка 1 устанавливается на этого заготовка и вместе с ней праопорном ноже 2 и накатные ролики 3 вый ролик сдвигаются (рассогласовыи 4 с замкнутым контуром радиально ваются) в осевом направлении накатыподаются на заготовку ( Рр) , накаты. вая резьбовой профиль, При образова- 15 вания относительно левого ролика. нии полного профиля, т.е. в момент Сдвиг (рассогласование) продолжамаксимального сближения накатных роется до тех пор, пока витки резьбы ликов, к ним прикладываются осевые левого ролика и канавки, образованусилия (Р^)» прижимающие их к точно ные на заготовке правым роликом, не выставленным опорам 5 и 6 станка. 20 совмещаются. Действие осевых усилий продолжается После рассогласования накатные до полного отвода резьбонакатных роролики сдвигаются под действием усиликов от заготовки. лий накатывания в противоположных направлениях один относительно друВ период внедрения накатных роли25 гого, стремясь приблизиться при кажков в заготовку имеет место сдвиг дом сдвиге к положению, при котором заготовки и правого ролика в осевом витки резьбы одного ролика располанаправлении накатывания относительгались бы напротив впадин резьбы но левого ролика. Причина сдвига другого ролика. Этот период можно объясняется следующим образом. Углы наклона винтовых линий по 30 назвать периодом самоустановки. наружному диаметру резьбы роликов Во время этих сдвигов винтовые меньше угла наклона винтовых линий, линии резьбы, образованные соответобразованных соответственно левым и ственно левым и правым роликами, коправым роликами и расположенных на леблются возле теоретических винтоповерхности заготовки диаметром d 3 в 35 вых линий, проходящих по образующей начальный период накатывания. Поэтосреднего диаметра резьбы, которые му в этот период имеет место смещетакже изменяют свое-положение при ние в осевом направлении накатывания осевом смещении детали. Сдвиги самовыдавленных роликами канавок относиустановки продолжаются до тех пор, тельно витков резьбы, расположенных 40 пока осевые усилия накатывания по напротив роликов при встрече канавок обеим сторонам1 профиля резьбы ролии витков в осевой плоскости заготовков не уравновесятся. кн и роликов. В связи с тем, что ось Усилиям самоустановки роликов модетали расположена на какую-то велигут противодействовать усилия трения чину t ниже осевой плоскости роликов j 45 в опорах шпинделей; усилия трения смещение канавок имеет меньшую* велизаготовки об опорный нож; усилия, зачину относительно витков резьбы левисящие1, от разности углов наклона вого ролика по сравнению со смещенивинтовых линий накатываемой резьбы ем канавок относительно витков резьи резьбы накатных роликов, которая бы правого ролика, так как длина ду50 имеет место в результате неточности ги по той же части поверхности загоизготовления заготовки под накатыватовки, по которой проходят канавки, ние резьбы и среднего диаметра резьобразованные правым роликом, меньше бы роликов; усилия, связанные с нена величину t длины дуги, по которой однородностью накатываемого металла. проходят канавки, образованные ле55 вым роликом. Противодействие любого из перечисленных выше усилий усилиям самоустаВ связи с этим же глубина канановки находящихся в свободном состоявок, образованных поавым роликом, 1212667 ний накагвых роликол может вызвать напряжения в витках их резьбы, которые могут явиться причиной выкрашивания витков, а также увеличивают усилия трения на их боковых сторонах, что является причиной интенсивного износа витков. Это противодействие является также причиной смешения витков резьбы в осевом направлении накатывания относительно теоретической винтовой линии и, соответственно, причиной увеличения величины осевых отклонений винтовой линии резьбы. Экспериментально также установлено, что действие осевых усилий накатывания в направлении самоустановки роликов начинается после полного заполнения профиля резьбы накатных роликов металлом. Прикладываемые осевые усилия должны обеспечить прижим роликов к опорам станка в период их самоустановки, а также эти усилия не должны создавать в витках накатываемой резьбы напряжений, превышающих предел прочности накатываемого металла. Эти усилия не должны значительно превышать усилий, противодействующих перемещению роликов к опорам станка из того положения, в котором они оказались после периода рассогласования, а также не должны в большей чтепени противодействовать осевым усилиям накатывания, получаемых в результате инерционности процесса смешения накатных роликов (имеющей место из-за осевого смешения заготовки), которые стремятся сдвинуть ролики один относительно другого в тот период, когда они уже прижаты к опорам станка. При несоблюдении этих требований качество попучаемой резьбы ухудшается, так как в одном случае из-за не Редактор Е.Папп достаточного прижима роликов к опорам станка сохраняется их неустойчивое состояние и выше перечисленные усилия влияют на точность самоустановки, а в другом случае - вследствие перенаклепа поверхности слоев металла и, соответственно, их шелушения . Как видно, существует оптимальная 10 величина дополнительных усилий, при отклонении от которой как в сторону увеличения, так и уменьшения, качество резьбы ухудшается. Оптимальная величина осевых усилий определя15 ется с помощью испытаний, в ходе которых при различных значениях осевых усилий определяется величина осевого отклонения винтовой линии резьбы. Затем рассчитывается величина, характеризующая их рассеинрчир, например, среднеквадратичная 6"дЧ' . Наименьшее значение &&У соответствует оптимальному осевому усилию Ря . Накатывается резьба М1бх1,5-6^ на 25 заготовках из стали А0ХН2МА твердостью HRC32 - 39. Режим накатывания составляет: усилие, развиваемое гидроцилиндром стан30 ка, Р р = А,5 тс; скорость накатывания 20 м/мин; количество времени действия полного давления в гидроцилиндре станка - 1,2 с. При этом величина оптимального давления в допол35 нительных гидроцилиндрах составляет Р оЭ = 0,02 тс. Накатанная предлагаемым способом резьба имеет среднюю квадратичную величину осевых отклонений винтовой 40 линии резьбы бйЧ' 0,015 мм, что в 1,5 раза меньше по сравнению с накатыванием существующим способом, а также значительно уменьшено количество грубых отклонений. Составитель н.Васильчикова Техред С.Мигунова Корректор А.Зимокосов Заказ 696/17 Тираж 656 Подписное ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5 Филиал ППП "Патент",' г . Ужгород, ул. Проектная, А *
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of thread rolling
Автори англійськоюKulchytskyi Kostiantyn Stanislavovych
Назва патенту російськоюСпособ накатывания резьбы
Автори російськоюКульчицкий Константин Станиславович
МПК / Мітки
МПК: B21H 3/00
Мітки: накатування, спосіб, різьб
Код посилання
<a href="https://ua.patents.su/4-9230-sposib-nakatuvannya-rizb.html" target="_blank" rel="follow" title="База патентів України">Спосіб накатування різьб</a>
Вимірний елемент до пристрою для автоматичного контролю середнього діаметра зовнішніх різьб
Номер патенту: 8191
Опубліковано: 29.03.1996
Автор: Кульчицький Костянтин Станіславович
МПК: G01B 3/38
Мітки: середнього, вимірний, елемент, різьб, контролю, пристрою, діаметра, автоматичного, зовнішніх
Формула / Реферат:
Измерительный элемент к устройству для автоматического контроля среднего диаметра наружных резьб, выполненный в виде двух резьбовых гребенок, отличающийся тем, что, с целью повышения производительности контроля, наружные поверхности выступов гребенок выполнены наклонными к оси гребенок под углом, превышающим угол трения, и разнонэправлены у каждой из гребенок.
Спосіб управління різьбонакатним верстатом
Номер патенту: 9229
Опубліковано: 30.09.1996
Автор: Кульчицький Костянтин Станіславович
МПК: B21H 3/00
Мітки: спосіб, різьбонакатним, верстатом, управління
Формула / Реферат:
1. Способ управления резьбонакатным станком с одним неподвижным резьбонакатным роликом и одним подвижным в радиальном направлении, при котором подвижный резьбонакатной ролик устанавливают в исходное положение с помощью калибра, установленного между резьбонакатными роликами с возможностью свободного проворота, путем перемещения упора задней бабки станка, отличающийся тем, что, с целью повышения прочности деталей, увеличения срока службы...
Привод клапана зливного приладу залізничної цистерни для розплавлених продуктів
Номер патенту: 3165
Опубліковано: 26.12.1994
Автори: Попченков Микола Михайлович, Савран Валентина Іванівна, Солодкий Григорій Павлович
МПК: B67D 5/01
Мітки: клапана, зливного, розплавлених, приладу, привод, цистерни, залізничної, продуктів
Формула / Реферат:
Привод клапана сливного прибора железнодорожной цистерны для расплавленных продуктов, содержащий упорную стойку с жестко укрепленной в ней втулкой, имеющей на внутренней поверхности самотормозящую резьбу и смонтированную с возможностью взаимодействия с последней винтовую штангу, отличающийся тем, что на торцах втулки образовано по меньшей мере по одному сквозному пазу, высота которого не меньше шага резьбы.
Пристрій для перемотування дроту
Номер патенту: 645
Опубліковано: 15.12.1993
Автори: Атаманенко Леонід Анатолійович, Зінченко Анатолій Іванович
МПК: B21C 47/00
Мітки: дроту, пристрій, перемотування
Формула / Реферат:
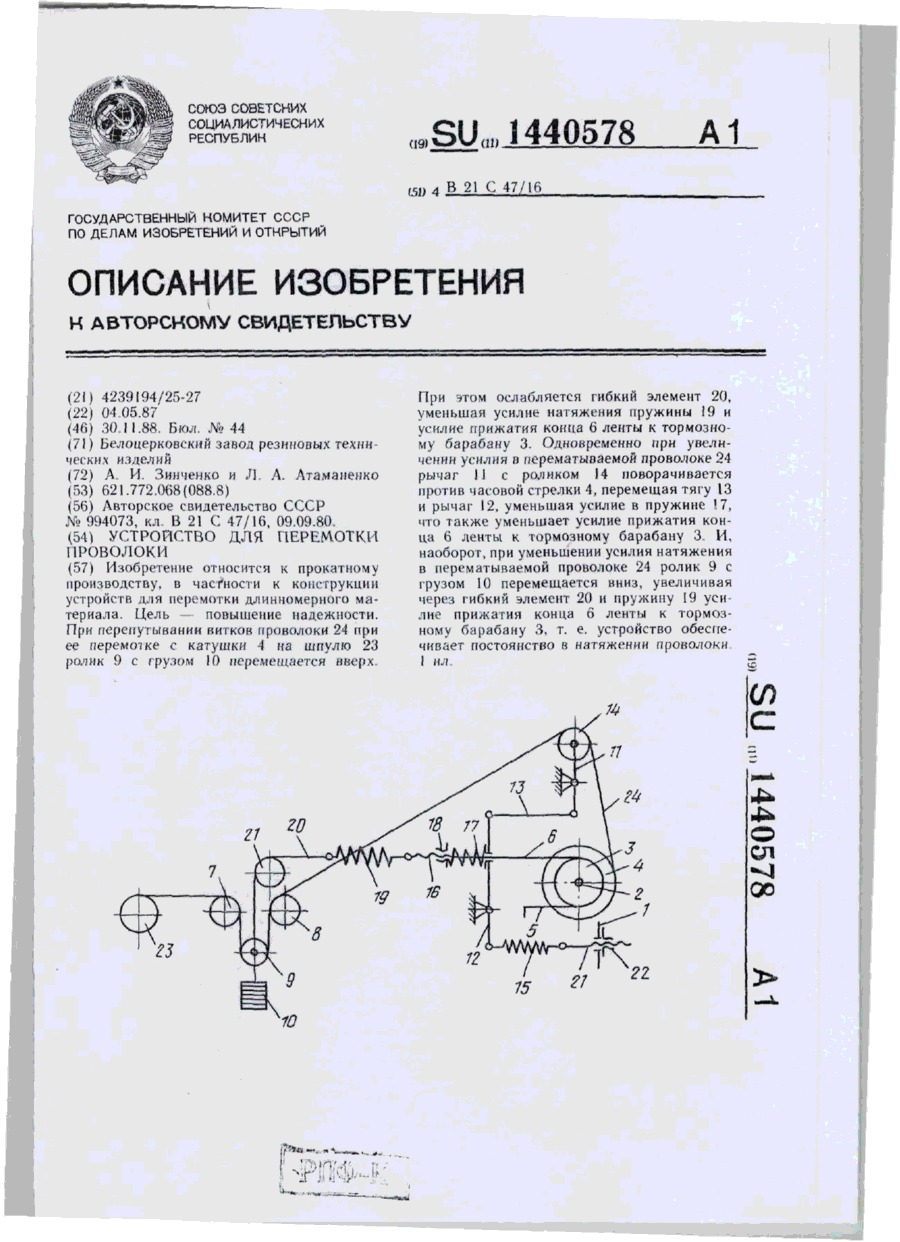
Формула изобретенияУстройство для перемотки проволоки, содержащее смонтированный в опорах корпуса шпиндель для установки катушки, закрепленный на шпинделе тормозной барабан с охватывающей его лентой, зафиксированной одним концом в корпусе, механизм регулировки положения другого конца ленты, а также стабилизатор натяжения проволоки в виде смонтированных на закрепленных в корпусе осях направляющих роликов и размещенного между ними ролика...
Прилад для безперервного контролю гвинтової лінії різьби

Номер патенту: 9228
Опубліковано: 30.09.1996
Автор: Кульчицький Костянтин Станіславович
Мітки: різьби, безперервного, прилад, контролю, гвинтової, лінії
Формула / Реферат:
Прибор для непрерывного контроля винтовой линии резьбы, содержащий основание с базовой плоскостью, каретку, установленную на основании с возможностью перемещения параллельно ее базовой плоскости, шпиндель, установленный с возможностью вращения относительно оси, параллельной базовой плоскости основания, и предназначенный для закрепления контролируемой детали, связанный с кареткой кулачок, рабочая поверхность которого расположена по...
Попередній патент: Спосіб управління різьбонакатним верстатом
Наступний патент: Протиральна машина
Випадковий патент: Спосіб одержання прополісного екстракту, що має протипроміневу дію