Прокатна кліть лінії для виготовлення електрозварних прямошовних труб
Номер патенту: 9311
Опубліковано: 15.09.2005
Автори: Послушняк Олексій Володимирович, Потапкін Віктор Федорович, Тімченко Віктор Вікторович, Сатонін Олександр Володимирович, Черненко Павло Петрович, Доброносов Юрій Костянтинович
Формула / Реферат
1. Прокатна кліть лінії для виготовлення електрозварних прямошовних труб, що включає станину з розміщеними в ній подушками з двома привідними зовнішніми каліброваними робочими валками, радіус твірних калібру яких дорівнює радіусу зовнішньої поверхні труби, що прокатується, і пристрій для локального термомеханічного зміцнення внутрішнього зварного шва, що містить касету, яка переміщується, з установленими в ній двома обтискними з'єднаними один з одним внутрішніми каліброваними роликами, максимальний сумарний діаметр яких перевищує діаметр внутрішньої поверхні труби, що прокатується, при цьому один з роликів установлений в касеті з можливістю переміщення відносно іншого ролика в площині, що проходить через їхні осі обертання, а привід установки касети, закріплений на стояку вертикальному і оснащений гідроциліндром, яка відрізняється тим, що привід установки касети пристрою для зміцнення внутрішньої поверхні зварного шва виконаний у вигляді штанги, на якій установлений гідроциліндр, причому штанга шарнірно прикріплена одним кінцем до стояка вертикального, а другим - до касети обтискних роликів, корпус гідроциліндра шарнірно з'єднаний зі штангою, а його шток за допомогою шарніра з'єднаний з касетою обтискних роликів, при цьому довжина штанги повинна бути більшою довжини труби, що прокатується.
2. Прокатна кліть за п. 1, яка відрізняється тим, що штанга приводу установки касети виконана з можливістю зворотно-поступального пересування уздовж осі труби, що прокатується.
Текст
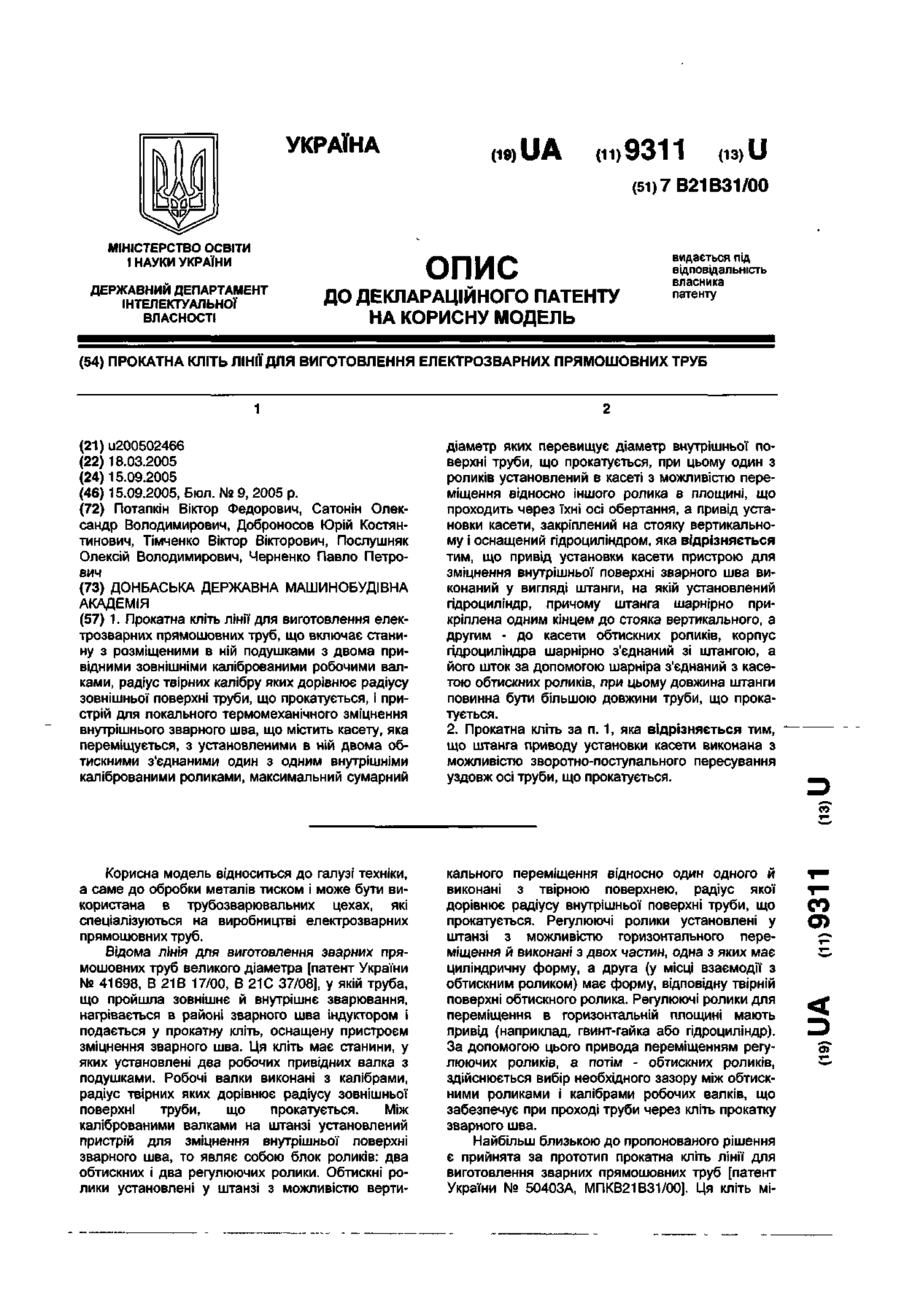
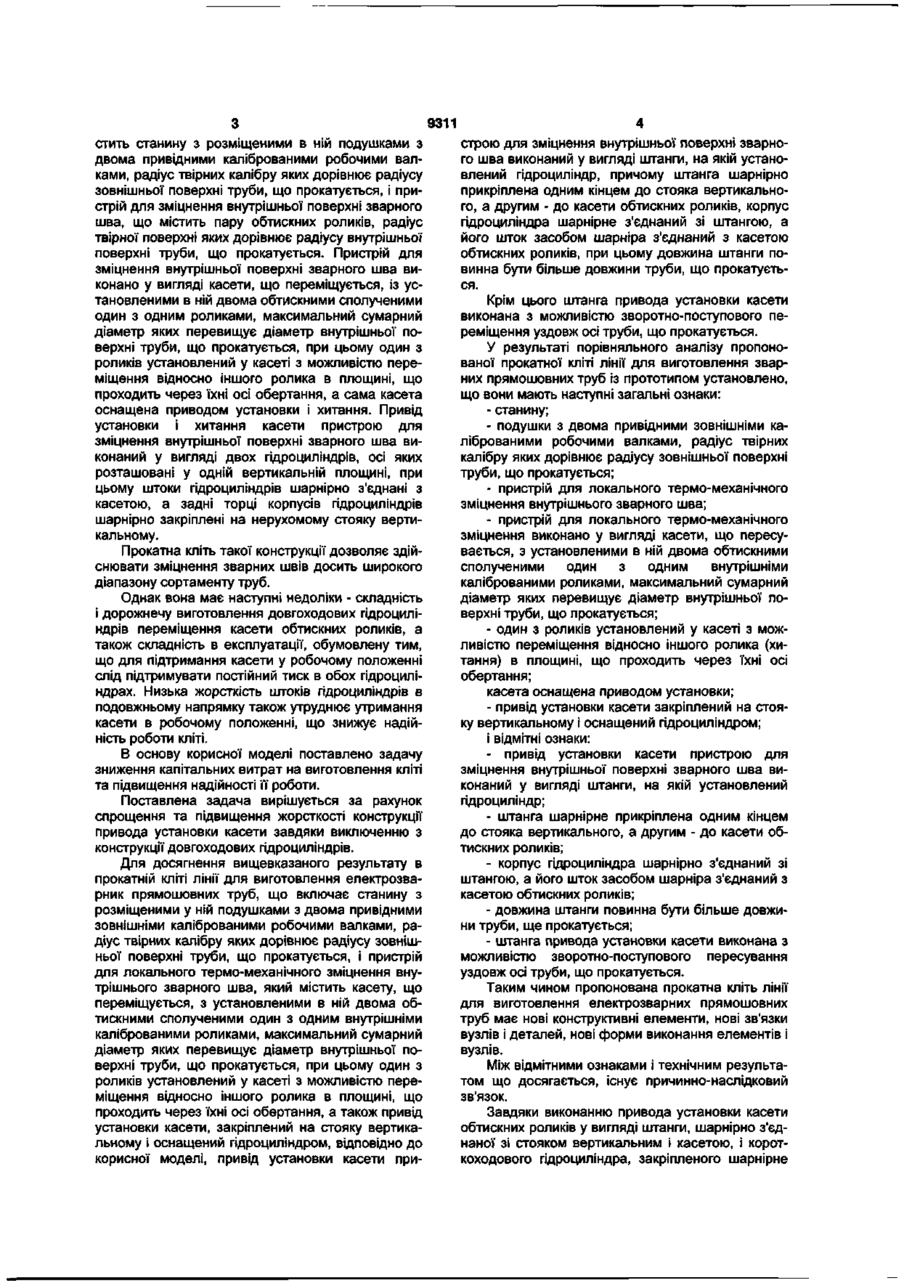
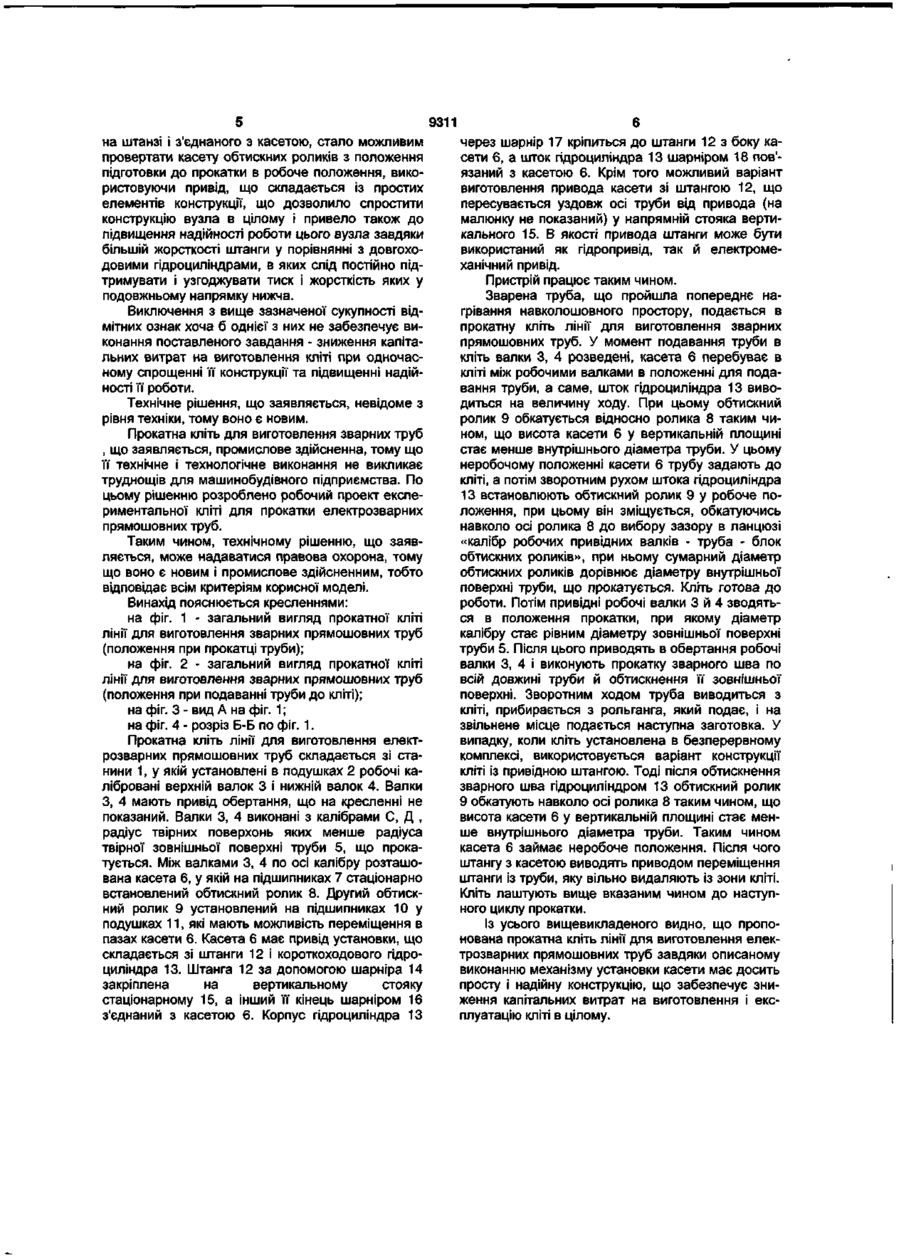
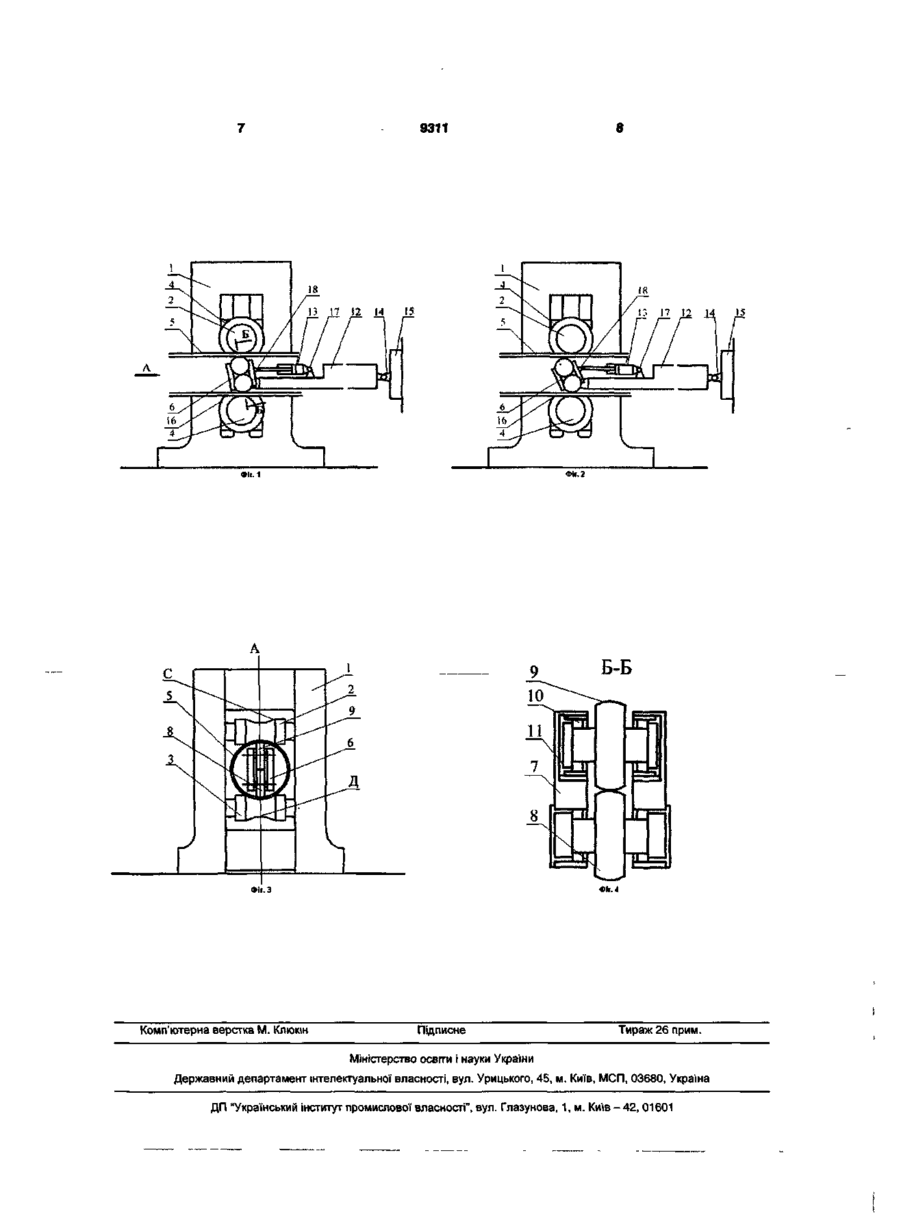
1. Прокатна кліть лінії для виготовлення електрозварних прямошовних труб, що включає станину з розміщеними в ній подушками з двома привідними зовнішніми каліброваними робочими валками, радіус твірних калібру яких дорівнює радіусу зовнішньої поверхні труби, що прокатується, і пристрій для локального термомеханічного зміцнення внутрішнього зварного шва, що містить касету, яка переміщується, з установленими в ній двома обтискними з'єднаними один з одним внутрішніми каліброваними роликами, максимальний сумарний діаметр яких перевищує діаметр внутрішньої поверхні труби, що прокатується, при цьому один з роликів установлений в касеті з можливістю переміщення відносно іншого ролика в площині, що проходить через їхні осі обертання, а привід установки касети, закріплений на стояку вертикальному і оснащений гідроциліндром, яка відрізняється тим, що привід установки касети пристрою для зміцнення внутрішньої поверхні зварного шва виконаний у вигляді штанги, на якій установлений гідроциліндр, причому штанга шарнірно прикріплена одним кінцем до стояка вертикального, а другим - до касети обтискних роликів, корпус гідроциліндра шарнірно з'єднаний зі штангою, а його шток за допомогою шарніра з'єднаний з касетою обтискних роликів, при цьому довжина штанги повинна бути більшою довжини труби, що прокатується. 2. Прокатна кліть за п. 1, яка відрізняється тим, що штанга приводу установки касети виконана з можливістю зворотно-поступального пересування уздовж осі труби, що прокатується. Корисна модель відноситься до галузі техніки, а саме до обробки металів тиском і може бути використана в трубозварювальних цехах, які спеціалізуються на виробництві електрозварних прямошовних труб. Відома лінія для виготовлення зварних прямошовних труб великого діаметра [патент України № 41698, В 21В 17/00, В 21С 37/08], у якій труба, що пройшла зовнішнє й внутрішнє зварювання, нагрівається в районі зварного шва індуктором і подається у прокатну кліть, оснащену пристроєм зміцнення зварного шва. Ця кліть має станини, у яких установлені два робочих привідних валка з подушками. Робочі валки виконані з калібрами, радіус твірних яких дорівнює радіусу зовнішньої поверхні труби, що прокатується. Між каліброваними валками на штанзі установлений пристрій для зміцнення внутрішньої поверхні зварного шва, то являє собою блок роликів: два обтискних і два регулюючих ролики. Обтискні ролики установлені у штанзі з можливістю верти кального переміщення відносно один одного й виконані з твірною поверхнею, радіус якої дорівнює радіусу внутрішньої поверхні труби, що прокатується. Регулюючі ролики установлені у штанзі з можливістю горизонтального переміщення й виконані з двох частин, одна з яких має циліндричну форму, а друга (у місці взаємодії з обтискним роликом) має форму, відповідну твірній поверхні обтискного ролика. Регулюючі ролики для переміщення в горизонтальній площині мають привід (наприклад, гвинт-гайка або гідроциліндр). За допомогою цього привода переміщенням регулюючих роликів, а потім - обтискних роликів, здійснюється вибір необхідного зазору між обтискними роликами і калібрами робочих валків, що забезпечує при проході труби через кліть прокатку зварного шва. Найбільш близькою до пропонованого рішення є прийнята за прототип прокатна кліть лінії для виготовлення зварних прямошовних труб [патент України № 50403А, МПКВ21В31/00]. Ця кліть мі 00 О) о> 9311 стить станину з розміщеними в ній подушками з двома привідними каліброваними робочими валками, радіус твірних калібру яких дорівнює радіусу зовнішньої поверхні труби, що прокатується, і пристрій для зміцнення внутрішньої поверхні зварного шва, що містить пару обтискних роликів, радіус твірної поверхні яких дорівнює радіусу внутрішньої поверхні труби, що прокатується. Пристрій для зміцнення внутрішньої поверхні зварного шва виконано у вигляді касети, що переміщується, із установленими в ній двома обтискними сполученими один з одним роликами, максимальний сумарний діаметр яких перевищує діаметр внутрішньої поверхні труби, що прокатується, при цьому один з роликів установлений у касеті з можливістю переміщення відносно іншого ролика в площині, що проходить через їхні осі обертання, а сама касета оснащена приводом установки і хитання. Привід установки і хитання касети пристрою для зміцнення внутрішньої поверхні зварного шва виконаний у вигляді двох гідроциліндрів, осі яких розташовані у одній вертикальній площині, при цьому штоки гідроциліндрів шарнірно з'єднані з касетою, а задні торці корпусів гідроциліндрів шарнірно закріплені на нерухомому стояку вертикальному. Прокатна кліть такої конструкції дозволяє здійснювати зміцнення зварних швів досить широкого діапазону сортаменту труб. Однак вона має наступні недоліки - складність і дорожнечу виготовлення довгоходових гідроциліндрів переміщення касети обтискних роликів, а також складність в експлуатації, обумовлену тим, що для підтримання касети у робочому положенні слід підтримувати постійний тиск в обох гідроциліндрах. Низька жорсткість штоків гідроциліндрів в подовжньому напрямку також утруднює утримання касети в робочому положенні, що знижує надійність роботи кліті. В основу корисної моделі поставлено задачу зниження капітальних витрат на виготовлення кліті та підвищення надійності її роботи. Поставлена задача вирішується за рахунок спрощення та підвищення жорсткості конструкції привода установки касети завдяки виключенню з конструкції довгоходових гідроциліндрів. Для досягнення вищевказаного результату в прокатній кліті лінії для виготовлення електрозварник прямошовних труб, що включає станину з розміщеними у ній подушками з двома привідними зовнішніми каліброваними робочими валками, радіус твірних калібру яких дорівнює радіусу зовнішньої поверхні труби, що прокатується, і пристрій для локального термо-механічного зміцнення внутрішнього зварного шва, який містить касету, що переміщується, з установленими в ній двома обтискними сполученими один з одним внутрішніми каліброваними роликами, максимальний сумарний діаметр яких перевищує діаметр внутрішньої поверхні труби, що прокатується, при цьому один з роликів установлений у касеті з можливістю переміщення відносно іншого ролика в площині, що проходить через їхні осі обертання, а також привід установки касети, закріплений на стояку вертикальному і оснащений гідроциліндром, відповідно до корисної моделі, привід установки касети при строю для зміцнення внутрішньої поверхні зварного шва виконаний у вигляді штанги, на якій установлений гідроциліндр, причому штанга шарнірно прикріплена одним кінцем до стояка вертикального, а другим - до касети обтискних роликів, корпус гідроциліндра шарнірне з'єднаний зі штангою, а його шток засобом шарніра з'єднаний з касетою обтискних роликів, при цьому довжина штанги повинна бути більше довжини труби, що прокатується. Крім цього штанга привода установки касети виконана з можливістю зворотно-поступового переміщення уздовж осі труби, що прокатується. У результаті порівняльного аналізу пропонованої прокатної кліті лінії для виготовлення зварних прямошовних труб із прототипом установлено, що вони мають наступні загальні ознаки: - станину; - подушки з двома привідними зовнішніми каліброваними робочими валками, радіус твірних калібру яких дорівнює радіусу зовнішньої поверхні труби, що прокатується; - пристрій для локального термо-механічного зміцнення внутрішнього зварного шва; - пристрій для локального термо-механічного зміцнення виконано у вигляді касети, що пересувається, з установленими в ній двома обтискними сполученими один з одним внутрішніми каліброваними роликами, максимальний сумарний діаметр яких перевищує діаметр внутрішньої поверхні труби, що прокатується; - один з роликів установлений у касеті з можливістю переміщення відносно іншого ролика (хитання) в площині, що проходить через їхні осі обертання; касета оснащена приводом установки; - привід установки касети закріплений на стояку вертикальному і оснащений гідроциліндром; і відмітні ознаки: - привід установки касети пристрою для зміцнення внутрішньої поверхні зварного шва виконаний у вигляді штанги, на якій установлений гідроциліндр; - штанга шарнірне прикріплена одним кінцем до стояка вертикального, а другим - до касети обтискних роликів; - корпус гідроциліндра шарнірно з'єднаний зі штангою, а його шток засобом шарніра з'єднаний з касетою обтискних роликів; - довжина штанги повинна бути більше довжини труби, ще прокатується; - штанга привода установки касети виконана з можливістю зворотно-поступового пересування уздовж осі труби, що прокатується. Таким чином пропонована прокатна кліть лінії для виготовлення електрозварних прямошовних труб має нові конструктивні елементи, нові зв'язки вузлів і деталей, нові форми виконання елементів і вузлів. Між відмітними ознаками і технічним результатом що досягається, існує причинно-наслідковий зв'язок. Завдяки виконанню привода установки касети обтискних роликів у вигляді штанги, шарнірно з'єднаної зі стояком вертикальним і касетою, і короткоходового гідроциліндра, закріпленого шарнірне 9311 на штанзі і з'єднаного з касетою, стало можливим провертати касету обтискних роликів з положення підготовки до прокатки в робоче положення, використовуючи привід, що складається із простих елементів конструкції, що дозволило спростити конструкцію вузла в цілому і привело також до підвищення надійності роботи цього вузла завдяки більшій жорсткості штанги у порівнянні з довгоходовими гідроциліндрами, в яких слід постійно підтримувати і узгоджувати тиск і жорсткість яких у подовжньому напрямку нижча. Виключення з вище зазначеної сукупності відмітних ознак хоча б однієї з них не забезпечує виконання поставленого завдання - зниження капітальних витрат на виготовлення кліті при одночасному спрощенні її конструкції та підвищенні надійності її роботи. Технічне рішення, що заявляється, невідоме з рівня техніки, тому воно є новим. Прокатна кліть для виготовлення зварних труб , що заявляється, промислове здійсненна, тому що її технічне і технологічне виконання не викликає труднощів для машинобудівного підприємства. По цьому рішенню розроблено робочий проект експериментальної кліті для прокатки електрозварних прямошовних труб. Таким чином, технічному рішенню, що заявляється, може надаватися правова охорона, тому що воно є новим і промислове здійсненним, тобто відповідає всім критеріям корисної моделі. Винахід пояснюється кресленнями: на фіг. 1 - загальний вигляд прокатної кліті лінії для виготовлення зварних прямошовних труб (положення при прокатці труби); на фіг. 2 - загальний вигляд прокатної кліті лінії для виготовлення зварних прямошовних труб (положення при подаванні труби до кліті); на фіг. З - вид А на фіг. 1; на фіг. 4 - розріз Б-Б по фіг. 1. Прокатна кліть лінії для виготовлення електрозварних прямошовних труб складається зі станини і , у якій установлені в подушках 2 робочі калібровані верхній валок 3 і нижній валок 4. Валки З, 4 мають привід обертання, що на кресленні не показаний. Валки 3, 4 виконані з калібрами С, Д , радіус твірних поверхонь яких менше радіуса твірної зовнішньої поверхні труби 5, що прокатується. Між валками 3, 4 по осі калібру розташована касета 6, у якій на підшипниках 7 стаціонарно встановлений обтискний ролик 8. Другий обтискний ролик 9 установлений на підшипниках 10 у подушках 11, які мають можливість переміщення в пазах касети 6. Касета 6 має привід установки, що складається зі штанги 12 і короткоходового гідроциліндра 13. Штанга 12 за допомогою шарніра 14 закріплена на вертикальному стояку стаціонарному 15, а інший її кінець шарніром 16 з'єднаний з касетою 6. Корпус гідроциліндра 13 через шарнір 17 кріпиться до штанги 12 з боку касети 6, а шток гідроциліндра 13 шарніром 18 пов'язаний з касетою 6. Крім того можливий варіант виготовлення привода касети зі штангою 12, що пересувається уздовж осі труби від привода (на малюнку не показаний) у напрямній стояка вертикального 15. В якості привода штанги може бути використаний як гідропривід, так й електромеханічний привід. Пристрій працює таким чином. Зварена труба, що пройшла попереднє нагрівання навколошовного простору, подається в прокатну кліть лінії для виготовлення зварних прямошовних труб. У момент подавання труби в кліть валки 3, 4 розведені, касета 6 перебуває в кліті між робочими валками в положенні для подавання труби, а саме, шток гідроциліндра 13 виводиться на величину ходу. При цьому обтискний ролик 9 обкатується відносно ролика 8 таким чином, що висота касети 6 у вертикальній площині стає менше внутрішнього діаметра труби. У цьому неробочому положенні касети 6 трубу задають до кліті, а потім зворотним рухом штока гідроциліндра 13 встановлюють обтискний ролик 9 у робоче положення, при цьому він зміщується, обкатуючись навколо осі ролика 8 до вибору зазору в ланцюзі «калібр робочих привідних валків - труба - блок обтискних роликів», при ньому сумарний діаметр обтискних роликів дорівнює діаметру внутрішньої поверхні труби, що прокатується. Кліть готова до роботи. Потім привідні робочі валки 3 й 4 зводяться в положення прокатки, при якому діаметр калібру стає рівним діаметру зовнішньої поверхні труби 5. Після цього приводять в обертання робочі валки 3, 4 і виконують прокатку зварного шва по всій довжині труби й обтискнення її зовнішньої поверхні. Зворотним ходом труба виводиться з кліті, прибирається з рольганга, який подає, і на звільнене місце подається наступна заготовка. У випадку, коли кліть установлена в безперервному комплексі, використовується варіант конструкції кліті із привідною штангою. Тоді після обтискнення зварного шва гідроциліндром 13 обтискний ролик 9 обкатують навколо осі ролика 8 таким чином, що висота касети 6 у вертикальній площині стає менше внутрішнього діаметра труби. Таким чином касета 6 займає неробоче положення. Після чого штангу з касетою виводять приводом переміщення штанги із труби, яку вільно видаляють із зони кліті. Кліть лаштують вище вказаним чином до наступного циклу прокатки. Із усього вищевикладеного видно, що пропонована прокатна кліть лінії для виготовлення електрозварних прямошовних труб завдяки описаному виконанню механізму установки касети має досить просту і надійну конструкцію, що забезпечує зниження капітальних витрат на виготовлення і експлуатацію кліті в цілому. 9311 I8 \ А с 5 / 1 2 9 6 3 Комп'ютерна верстка М. Клюкін Підписне Тираж 26 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП "Український інститут промислової власності", вул. Глазунова, 1, м. Київ-42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling mill of the line for production of longitudinal welded tubes
Автори англійськоюPotapkin Viktor Fedorovych, Satonin Oleksandr Volodymyrovych, Dobronosov Yurii Kostiantynovych, Poslushniak Oleksii Volodymyrovych
Назва патенту російськоюПрокатная клеть линии для изготовления электросварных прямошовных труб
Автори російськоюПотапкин Виктор Федорович, Сатонин Александр Владимирович, Доброносов Юрий Константинович, Послушняк Алексей Владимирович
МПК / Мітки
МПК: B21B 31/00
Мітки: прокатна, виготовлення, електрозварних, лінії, прямошовних, кліть, труб
Код посилання
<a href="https://ua.patents.su/4-9311-prokatna-klit-lini-dlya-vigotovlennya-elektrozvarnikh-pryamoshovnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Прокатна кліть лінії для виготовлення електрозварних прямошовних труб</a>
Прокатна кліть лінії для виготовлення зварних прямошовних труб
Номер патенту: 50403
Опубліковано: 15.10.2002
Автори: Послушняк Олексій Володимирович, Сатонін Олександр Володимирович, Потапкін Віктор Федорович, Севост'янов Сергій Вікторович, Колесников Юрій Миколайович, Новоселов Сергій Вікторович, Сусь Юрій Васильович, Капорович Світлана Едуардівна
МПК: B21B 31/00
Мітки: виготовлення, зварних, прокатна, прямошовних, лінії, труб, кліть
Формула / Реферат:
1. Прокатна кліть лінії для виготовлення зварних прямошовних труб, що включає станину з розміщеними в ній подушками з двома привідними каліброваними робочими валками, радіус твірної калібру яких дорівнює радіусу зовнішньої поверхні труби, що прокатується, і пристрій для зміцнення внутрішньої поверхні звареного шва, що містить пару обтискних роликів, радіус твірної поверхні яких дорівнює радіусу внутрішньої поверхні труби, що прокатується, яка...
Спосіб правки електрозварних прямошовних труб
Номер патенту: 41110
Опубліковано: 15.08.2001
Автори: Стома Генріх Францевич, Хоменко Анатолій Федорович, Іванов Євген Іванович, Заплаткін Юрій Ананійович, Лебідь Генадій Олександрович, Коваленко Анатолій Панасович, Антіпов Юрій Миколайович
МПК: B21C 37/08, B21D 3/00
Мітки: прямошовних, електрозварних, спосіб, правки, труб
Формула / Реферат:
Спосіб правки електрозварних прямошовних труб шляхом деформації їх у валках правильної машини, відповідно до якого роблять навантаження труби із деформацією прилеглих до центрального і бокових валків зон, наступне викочування і розвантаження обертової труби, який відрізняється тим, що навантаження роблять при обертанні труби за 2-3 оберти зі ступінчастим збільшенням деформацій за кожен оберт, викочування здійснюють у навантаженому стані за 4...
Спосіб виробництва прямошовних електрозварних труб
Номер патенту: 36180
Опубліковано: 16.04.2001
Автори: Коваленко Анатолій Панасович, Саф'ян Олександр Матвійович, Білий Олександр Іванович, Фурманов Валерій Борисович, Антіпов Юрій Миколайович, Куцін Володимир Семенович, Полуектов Вадим Володимирович
МПК: B21C 37/08, B21C 37/15
Мітки: прямошовних, труб, спосіб, виробництва, електрозварних
Текст:
...(тангенціальній) деформації різних знаків, тобто одні дільниці поперечного перетину підгинаються, зменшуючи радіус поперечної кривизни, а інші одночасно з цим розгинаються, збільшуючи радіус поперечної кривизни. Така знакоперемінна поперчна деформація заготовки і готової труби зменшує нерівномірність не тільки поперечних, але і поздовжніх деформацій в заготовці та готовій трубі і цим стабілізує процес зварки кромок, підвищує точність труб за...
Спосіб виготовлення зварних прямошовних труб великого діаметра та лінія для його здійснення
Номер патенту: 41698
Опубліковано: 17.09.2001
Автори: Сатонін Олександр Володимирович, Колесников Юрій Миколайович, Потапкін Віктор Федорович, Послушняк Олексій Володимирович, Капорович Світлана Едуардівна, Сусь Юрій Васильович
МПК: B21B 17/00, B21C 37/08
Мітки: великого, лінія, здійснення, виготовлення, прямошовних, спосіб, діаметра, труб, зварних
Формула / Реферат:
1. Спосіб виготовлення зварних прямошовних труб великого діаметра, який включає підготовку листа під зварювання, формування заготовки та її зварювання, правлення труби, її випробування та оброблення, який відрізняється тим, що після зварювання заготовки виконують нагрів зварного шва до діапазону кувальних температур, а правлення труби здійснюють прокаткою у каліброваних валках, при цьому одночасно з калібруванням здійснюють зміцнення...
Універсальна прокатна кліть
Номер патенту: 40207
Опубліковано: 16.07.2001
Автори: Кобиляков Денис Анатолійович, Гринавцев Олег Валерійович
МПК: B21B 13/10
Мітки: універсальна, кліть, прокатна
Формула / Реферат:
Універсальна прокатна кліть, яка містить станину, привідні горизонтальні валки, арматурні бруси, закріплену на них касету з непривідними вертикальними валками і ексцентриковий натискний пристрій, яка відрізняється тим, що касета оснащена гідроциліндрами, які закріплені на арматурних брусах, для переміщення касети проти напрямку прокатки після захоплення смуги привідними валками.
Попередній патент: Спосіб визначення корисної потужності газотурбінної установки в експлуатаційних умовах
Наступний патент: Упаковка рулонів металу, у тому числі холоднокатаної або оцинкованої сталі
Випадковий патент: Спосіб і пристрій для виплавки чавуну