Спосіб виготовлення зварних прямошовних труб великого діаметра та лінія для його здійснення
Номер патенту: 41698
Опубліковано: 17.09.2001
Автори: Колесников Юрій Миколайович, Капорович Світлана Едуардівна, Сусь Юрій Васильович, Сатонін Олександр Володимирович, Послушняк Олексій Володимирович, Потапкін Віктор Федорович
Формула / Реферат
1. Спосіб виготовлення зварних прямошовних труб великого діаметра, який включає підготовку листа під зварювання, формування заготовки та її зварювання, правлення труби, її випробування та оброблення, який відрізняється тим, що після зварювання заготовки виконують нагрів зварного шва до діапазону кувальних температур, а правлення труби здійснюють прокаткою у каліброваних валках, при цьому одночасно з калібруванням здійснюють зміцнення зварного шва завдяки прикладанню до навколошовної поверхні труби зусилля, яке дорівнює зусиллю прокатки висоти шва до товщини основної стінки труби.
2. Лінія для виготовлення зварних прямошовних труб великого діаметра, яка включає установлені в технологічній послідовності листоправильну машину, верстат для стругання країв листа, прес для формування заготовки, зварювальні агрегати, пристрій для правлення труби, а також механізми для її випробування, оброблення та транспортування, яка відрізняється тим, що вона забезпечена пристроєм для розігрівання зварних швів, який розміщено поперед пристрою для правлення труби, а останній виконано у вигляді прокатної кліті дуо з каліброваними валками, радіус калібру яких, дорівнює зовнішньому радіусу труби, крім того. вона забезпечена засобом зміцнення зварного шва, який установлено в кліті.
3. Лінія по п.2, яка відрізняється тим, що засіб зміцнення зварного шва виконано у вигляді блока роликів, який розміщено між каліброваними валками кліті та містить в собі ролики для обтискування, які встановлені з зазором один над другим з можливістю переміщення у вертикальній площині, та ролики для регулювання згаданого зазору, які взаємодіють з роликами, що обтискують, та встановлені з можливістю переиіщення у вертикальній площіні, при цьому радіус твірних роликів для обтискування вибрано з умови рівності внутрішньому радіусу труби.
Текст
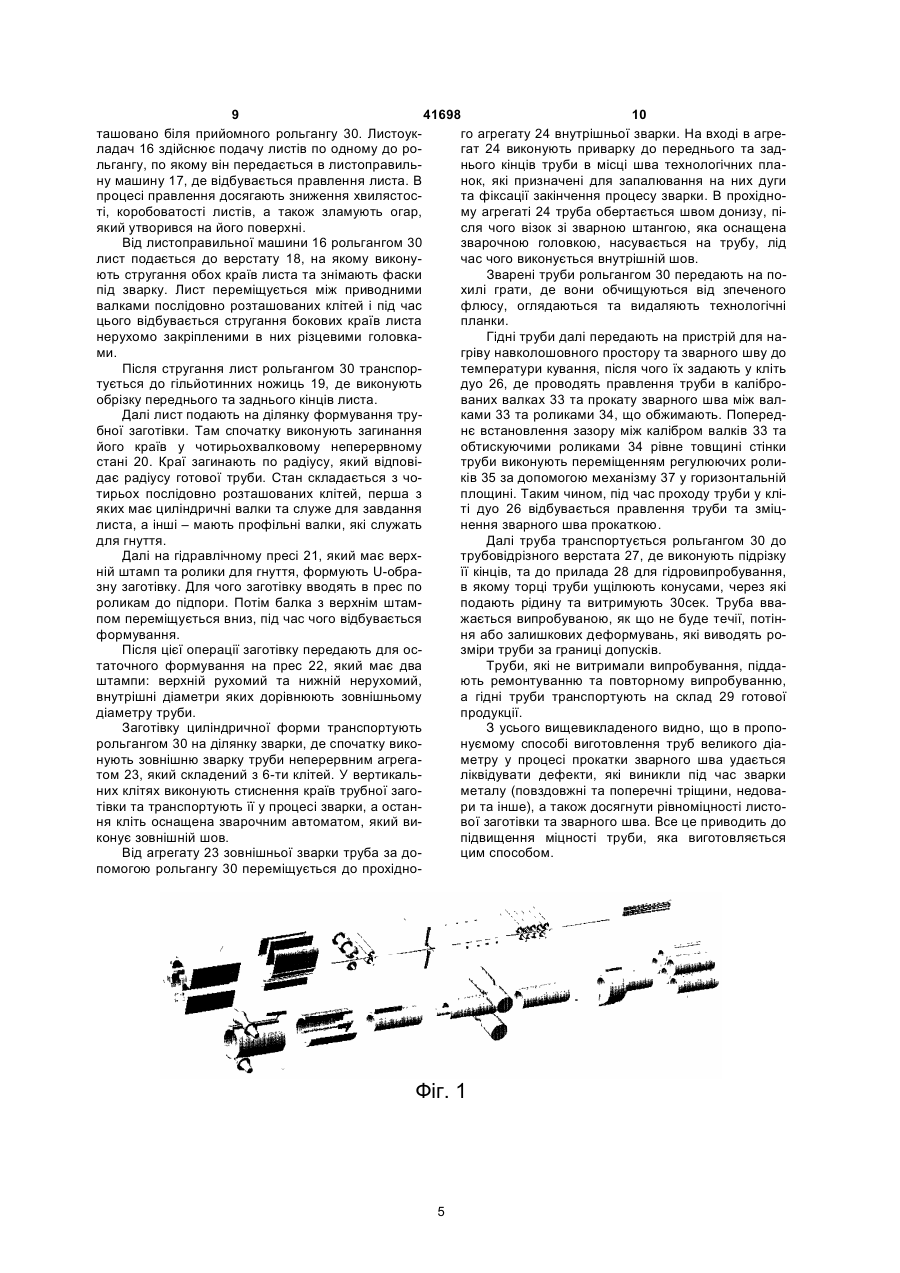
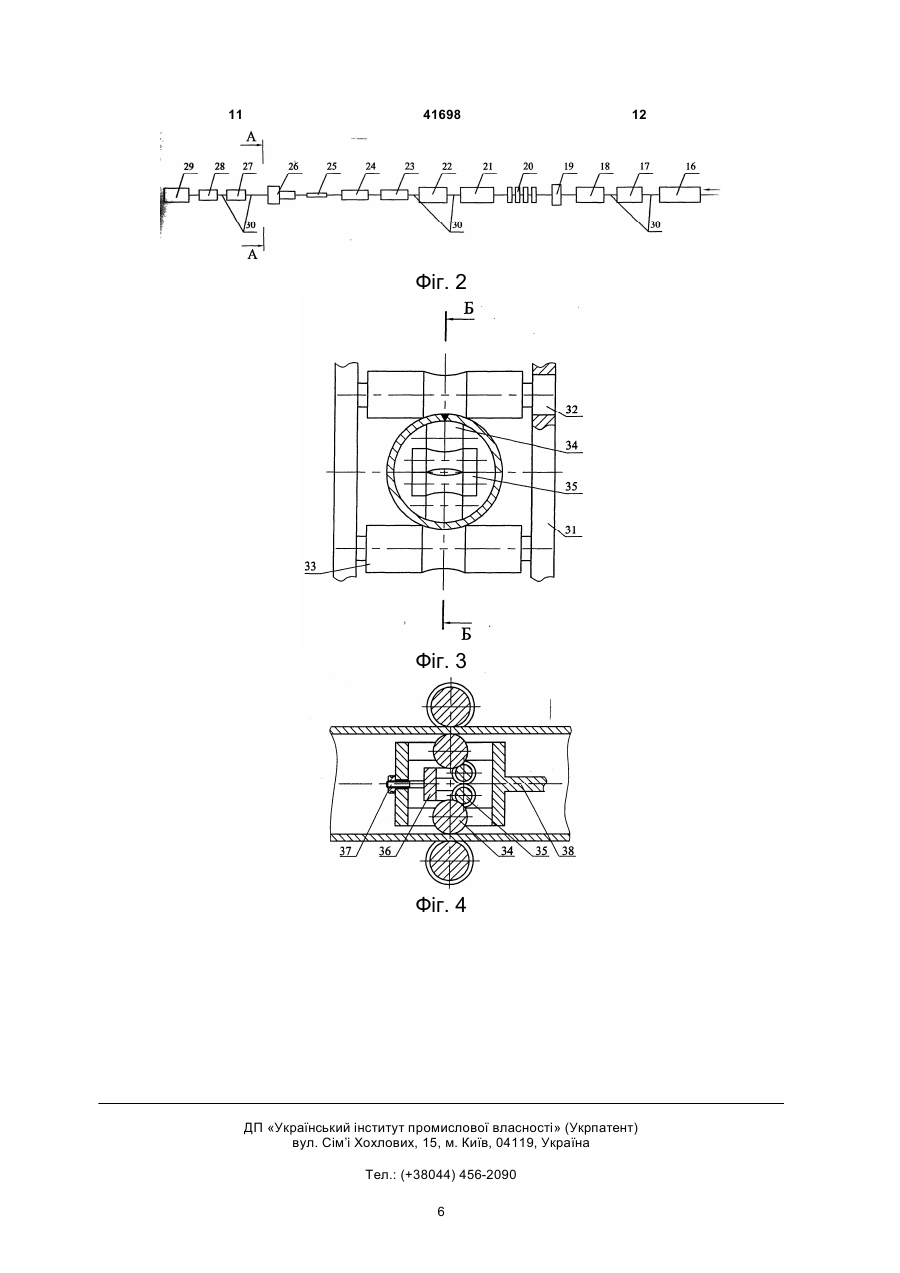
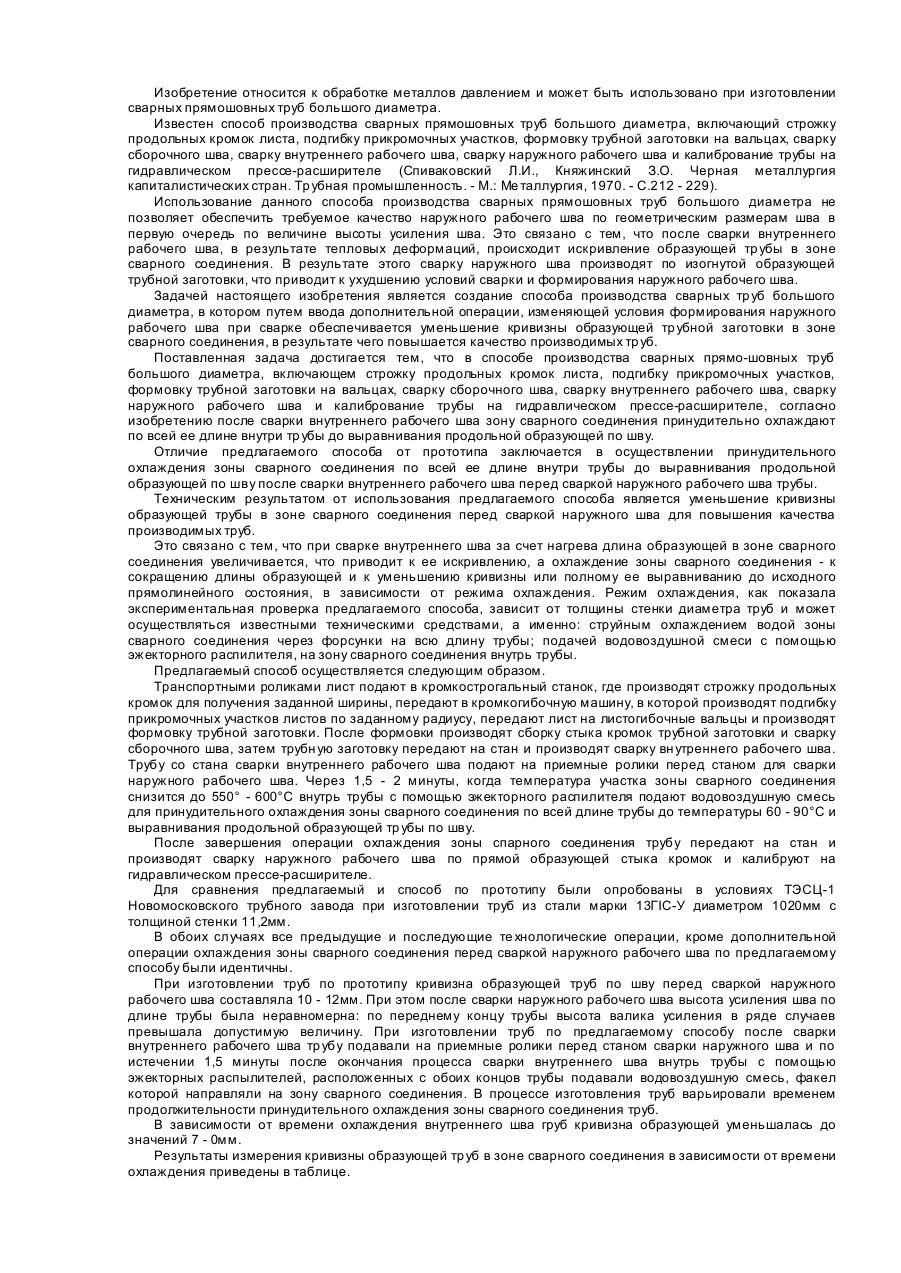
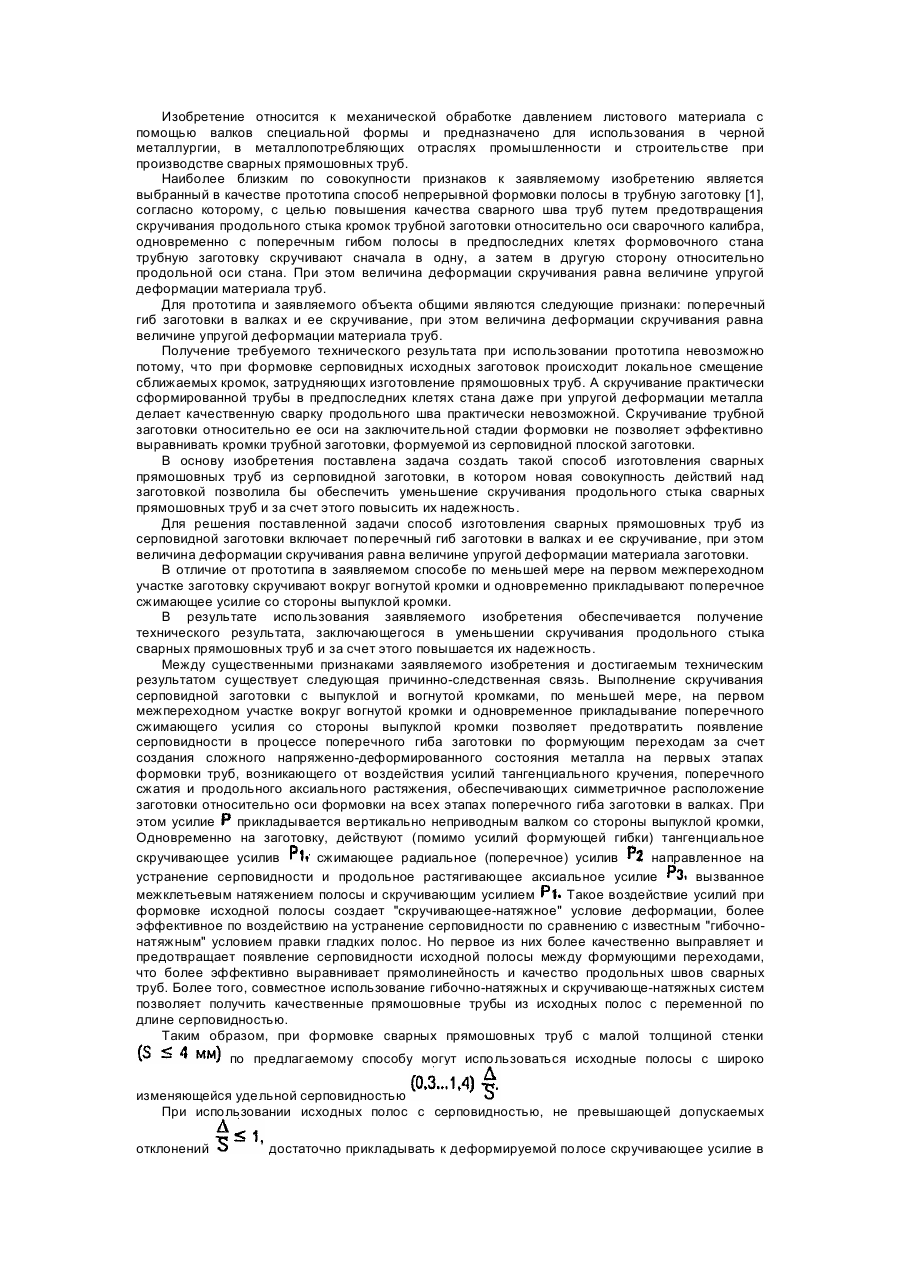
1. Спосіб виготовлення зварних прямошовних труб великого діаметра, який включає підготовку листа під зварювання, формування заготовки та її зварювання, правлення труби, її випробування та оброблення, який відрізняється тим, що після зварювання заготовки виконують нагрів зварного шва до діапазону кувальних температур, а правлення труби здійснюють прокаткою у каліброваних валках, при цьому одночасно з калібруванням здійснюють зміцнення зварного шва завдяки прикладанню до навколошовної поверхні труби зусилля, яке дорівнює зусиллю прокатки висоти шва до товщини основної стінки труби. 2. Лінія для виготовлення зварних прямошовних труб великого діаметра, яка включає установлені в A 2 (19) 1 3 41698 4 Після формування заготівку передають для ється зварочна голова. зварки, яку здійснюють двосторонніми зварними Зварені труби транспортним рольгангом перешвами. Зовнішні зварні шви накладають після усдають на похилені грати, при перекочуванні по тановки технологічних планок. Внутрішні зварні яким обчищується внутрішня поверхня труби від шви виконують після зварки труби по зовнішній позпеченого флюсу. Очищені труби передаються на верхні. інспекторські грати, на яких виконують їх огляд і Зварені труби передають на очищення від сперемонт, а далі – на відрізку технологічних планок. ченого флюсу, після чого їх оглядають та відрізаГотові труби направляють на трубообрізні верстають кінцеві технологічні планки. ти для обрізки кінців. Після відбраковки придатні труби направляють Після цього труби транспортують до преса-рона відрізку кінців, правлення та калібрування. зширювача (еспандера), де виконують їх правленПравлення та калібрування здійснюється, есня та калібрування. Еспандер призначений для капандуванням, яке полягає у розширюванні внутрілібрування зварних труб методом розширювання шнім гідравлічним тиском труби до розміру внутрівнутрішнім гідравлічним тиском та подальшого гідшньої камери преса-еспандера, який дорівнюється равлічного їх випробування. Еспандер складаєтьнеобхідному зовнішньому діаметру готової труби. ся з двох силових головок. Штампи преса закріпУ процесі розширювання труба прилягає до лені шарнірно, відчиняються та зачиняються гідронапівштампів еспандера, в наслідок чого здійснюєциліндрами. Внутрішній діаметр напівштампів в заться її правлення та калібрування. чиненому стані дорівнюється необхідному зовнішПісля правлення трубу піддають гідровипробуньому діаметру готової труби. В процесі розширюванню, під час якого рідина знаходиться у трубі вання з торців труби вводять конуси, які призначебез напівштампів та без тиску. ні для калібрування кінців та ущільнювання труби Після еспандування труби подають на трубовіперед наповненням її водою. Розширювання часдрізні верстати, де знімають фаски з торців. Далі тини труби, що залишилась, відбувається під труби маркують та передають на склад готової впливом води високого тиску. В процесі розширюпродукції. вання труба прилягає до напівштампів, внаслідок Лінія, на якій здійснюють цей спосіб виготуванчого відбувається її калібрування та правлення. ня прямошовних труб великого діаметру складаєТрубу витримують під тиском розширювання проться з обладнання ділянки підготування листа, обтягом 30 секунд, після чого тиск знімають, розкриладнання формування заготівки, зварочних агревають напівштампами і трубу піддають гідравлічгатів, установок для правлення, калібрування та ному випробуванню протягом ще 30 секунд. випробування труби, а також механізмів її трансПісля еспандування труби, які витримали виппортування та обробки. робування, передають до трубообрізних верстатів, Початкова заготівка – лист надходить на діляна яких знімають фаски з торців. Далі їх маркують нку підготовки на листоукладач, яким подають по та транспортують на склад готової продукції. одному листу до листоправильної машини для Недоліком вище описаного способу та лінії правлення. В процесі правлення досягають знидля зварки труб великого діаметру є недостатня ження хвилястості та коробоватості листів, а на їх міцність виготовлених труб, що обумовлено рядом поверхні частково зламується огар. факторів пов'язаних з технологічними особливосПісля правлення лист надходить на верстати тями цього способу. для стругання країв, де виконують двосторонню На міцність труби впливає якість зварного з'єдобробку країв листа і обробляють фаски під зварнання, яке повинно бути рівноміцним основному ку. Верстати для стругання країв уявляють собою металу. Рівноміцність зварного з'єднання порушуєпослідовно розміщені кліті з приводними валками, ться внаслідок таких факторів, як підрізи, недоваза допомогою яких лист утримується від бокового ри, поздовжні та поперечні тріщини, неплавний пезміщення та транспортується. У процесі руху лисрехід від наплавленого металу до основного, зашта відбувається стругання країв нерухомими різцелакованість, привищення кромок та друге. вими головками. Відмінна величина погонної енергії під час зваВід стругальних верстатів лист надходить до рки труб також суттєво впливає на міцність зваргільйотинних ножиць, де виконують обрізку передного з'єднання. Велика величина погонної енергії нього та заднього кінців листа. (велика сила струму при малій швидкості зварки) Лист, який підготовлений вищеописаним сповикликає перегрів металу в зоні термічного впливу собом, направляють на ділянку формування загоі, як наслідок, знижує міцність труби. тівки, де спочатку на чотирьохклітьовому неперерВелика швидкість зварки труб, особливо з ставному стані виконують загинання країв, потім на гілі "жорстких" плавок з високим змістом вуглецю та дравлічному пресі виконують попереднє формумарганцю (0,2% С, 1,5% Мn) викликає створення у вання заготівки U-образної форми, а після цього зварних швах гарячих тріщин внаслідок великої пресом формують циліндричну заготівку. швидкості кристалування. Тріщини являються своЗформована циліндрична заготівка надходить єрідними концентраторами напруги, які приводять до безперервного зварочного агрегату, в якому видо крихкого руйнування труби. конують зовнішній зварний шов зварочною головЗабезпечити ідеальні умови зварки на практикою, яка розміщена нерухомо. При цьому переміці неможливо, що приводить к виникненню тих чи щується по транспортерам заготівка. Далі розтаінших факторів, які знижують міцність труби. шовано прохідний зварювальний агрегат, в якому Крім того, при еспандуванні виникають мікронакладують внутрішній зварний шов. В прохідному надриви та тріщини у місцях, де знаходяться дрібагрегаті труба нерухомо встановлена, а переміщуні дефекти металургійного походження як на пове 2 5 41698 6 рхні металу, так і внутри його, в зварних швах, які – підготування листа під зварку; в умовах експлуатування можуть привести до руй– формування заготівки; нування трубопроводів. Особливо це відноситься – зварка заготівки; до металу "жорстких" плавок з підвищеним зміс– правлення труби; том міцнильних елементів C, Mn, Si. При еспанду– випробування труби; ванні знижується ударна в'язкість та відносна ви– оброблення труби; довга, границі текучості та міцності металу труби, та відмінні ознаки: в наслідок чого дуже важливо правильно обрати – після зварювання заготівки виконують нагрів величину розширювання, із збільшенням якої змізварного шва до діапазону кувальних температур; нюються характеристики міцності металу. – правлення труби здійснюють прокаткою у каВищеописаний спосіб і лінія для виготування ліброваних валках; зварних прямошовних труб великого діаметру – одночасно з калібруванням труби здійснюприйнято за прототип. ють зміцнення зварного шва. До основи винаходу поставлене завдання Таким чином, пропонуємий спосіб виготування створити засіб та лінію виготування зварних прятруб великого діаметру має нові операції та новий мошовних труб великого діаметру підвищеної міцзасіб виконання операцій. ності. Внаслідок порівняльного аналізу пропонуємої Завдання підвищення міцності зварних прямолінії для виготовлення зварних прямошовних труб шовних труб вирішено за рахунок технічного резувеликого, діаметру з прототипом виявлено, що вольтату, який полягає в тому, що виключено знини мають такі загальні ознаки: ження міцносних характеристик металу під час – листоправильна машина; правлення труби та забезпечено зміцнювання зва– верстат для стругання країв листа; рного шва. – прес для формування заготівки; Для досягнення вищезгаданого результату в – зварювальні агрегати; способі виготування зварних прямошовних труб – пристрій для правлення туби; великого діаметру, який включає підготування лис– механізм для випробування труби; та під зварку, формування заготівки та її зварку, – механізм для оброблення труби; правлення труби, її випробування та оброблення, – засіб для транспортування труби; відповідно винаходу, після зварки заготівки викота відмінні ознаки: нують нагрів зварного шва до діапазону кувальних – пристрій для розігріви зварних швів, який температур, а правлення труби здійснюють прокавстановлено поперед пристрою для правлення ткою у каліброваних валках, при цьому одночасно труби; з калібруванням здійснюють зміцнення зварного – пристрій для правлення труби виконано у вишва завдяки прикладанню до навколошовної поведі прокатної кліті дуо з каліброваними валками; рхні труби зусилля, яке дорівнює зусиллю прокат– радіус калібру валків дорівнює зовнішнєму ки висоти шва до товщини основної стінки труби. радіусу труби; Крім того, для досягнення вищезгаданого ре– засіб зміцнення зварного шва виконано у визультату в лінії для виготовлення зварних прямоді блока роликів, який розміщено між каліброванишовних труб великого діаметру, яка включає устами валками кліті; новлені в технологічній послідовності листоправи– блок роликів містить пару роликів для обтисльну машину, верстат для стругання країв листа, кування та пару роликів для регулювання; прес для формування заготівки, зварювальні агре– ролики для обтискування встановлені з зазогати, пристрій для правлення труби, а також мехаром один над другим з можливістю переміщення у нізми для її випробування, оброблення та трансповертикальній площині; ртування, відповідно винаходу вона забезпечена – ролики для регулювання взаємодіють з ропристроєм для розігрівання зварних швів, який роликами, що обтискують, та встановлені з можливізміщено поперед пристроєм для правлення труби, стю переміщення в горизонтальній площині; а останній виконано у виді прокатної кліті дуо з ка– радіус твірниці роликів для обтискування доліброваними валками, радіус калібру яких доріврівнює внутрішньому радіусу труби. нює зовнішнєму радіусу труби, крім того вона заТаким чином, запропонована лінія для виготубезпечена засобом зміцнення зварного шва, який і вання труб великого діаметру має нові конструктиустановлено в кліті і виконано у виді блока роликів, вні елементи, нові зв'язки вузлів та деталей, нові який розміщено між каліброваними валками та місформи виконання елементів та вузлів. тить в собі ролики для обтискування, які встановМіж відмінними ознаками та досягненим технілені з зазором один над другим з можливістю печним результатом існує причинно-слідчий зв’язок. реміщення у вертикальній площині, та ролики для Завдяки нагріву зварочного шву до кувальних регулювання згаданого зазору, які взаємодіють з температур та подальшої прокатки його забезпероликами, що обтискують, та встановлені з можличено рівноміцність зварного з'єднання за рахунок вістю переміщення у горизонтальній площині, при укатки дефектів основного металу і зварного шва, цьому радіус твірниці роликів для обтискування зміцнення навколошовного простору, що привовибрано з умови рівності внутрішньому радіусу дить до підвищення міцності усієї зварної труби. труби. Завдяки забезпеченню лінії для виготування Внаслідок порівняльного аналізу запропоноватруб пристроєм розігрівання зварних швів та виконого способу для виготовлення зварних прямошонанню пристрою для правки труби у виді кліті дуо з вних труб великого діаметру з прототипом, виявкаліброваними валками, між якими розміщено лено, що вони мають такі загальні ознаки: блок роликів, стало можливим виконувати одноча 3 7 41698 8 сно з калібруванням труби зміцнення зварного виконано у виді блоку послідовно розташованих шва, що приводить до підвищення міцності труби. клітей, які забезпечені приводними валками та різТаким чином, використання для виготовлення цевими головками; труб пропонуємих способа і лінії дозволяє одержа– ножиці 19 гільйотинного типу; ти труби великого діаметру підвищеної міцності. – неперервний стан 20, який складається з чоВиключення із вказаної вище сукупності відтирьох послідовно розташованих клітей, однією – з мінних ознак хоча б одного з них, не забезпечує циліндричними роликами для завдання листа та набуття нової якості – підвищення міцності труб. трьох – з профільними валками для загинання краЗаявляємо технічне рішення не відомо з рівня їв; техніки, тому воно є новим. – гідравлічний прес 21 попереднього формуТехнічне рішення, що заявляється, має винахівання заготівки, який має траверсу зі штампом та дницький рівень, тому що запропонований спосіб і ролики для гнуття (діаметр штампу дорівнює діалінія для виготування труб великого діаметру для метру труби); фахівця наявним чином не виходить з рівня техні– гідравлічний прес 22 остаточного формуванки. ня заготівки, який має верхній та нижній штампи; Технічне рішення, що з'являється, промислове – неперервний агрегат 23 зовнішньої зварки, застосоване, тому що його технічне і технологічне який складається з шости клітей: двох - вертикальвиконання не завдає труднощів на машинобудівних з неприводними валками, трьох - вертикальному заводі. По цьому рішенню проведені техноних з приводними валками та з однієї - зварочної, логічні випробування нових операцій на базі лабояка обладнана зварочною головкою; раторій Донбаської державної машинобудівної – прохідний агрегат 24 внутрішньої зварки, академії, виконано технічний проект нових машин який складається з естакади, по якій переміщуєтьлінії для виготування труб пристосовано до Харцися візок зі штангою, що обладнана зварочною гозького трубного заводу. ловкою; Таким чином, технічному рішенню, що заявля– пристрій 25 для нагрівання зварного шва, ється, може надаватись правова охорона, тому що який виконано у виді лінійного індуктора; воно є новим, має винахідницький рівень та про– кліть дуо 26 з пристроєм для зміцнення звармислове застосовано, отже відповідає усім критеного шва; ріям винаходу. – трубообрізувальний верстат 27; Винахід пояснюється кресленнями, на яких зо– пристрій 28 для гідровипробування труби, бражено: який має ущільнювальні конуси з отворами для нана фіг. 1 – схема технологічного процесу вигоповнення труби водою та для випускання повітря, тування труб великого діаметру; яке витиснено водою; на фіг. 2 – схема розташування обладнання лі– склад 29 заготівок з інспекційними столами; нії для виготовлення труб великого діаметру; – транспортні рольганги 30, що з'єднують все на фіг. 3 – розтин А-А на на фіг. 2; обладнання лінії у єдиний технологічній ланцюг. на фіг. 4 – розтин Б-Б на фіг. 3. Кліть дуо 26 має станину 31, в якій у подушках Пропонуємий спосіб виготовлення зварних 32 розміщені приводні калібровані валки 33. Радітруб великого діаметру зображен на фіг. 1 у виді ус калібру валків обрано рівним зовнішньому радітехнологічної схеми. На початку лінії проводять усу труби. складання 1 пачки листів, з якої іде полистове завМіж каліброваними валками 33 розміщено дання 2 листа на ділянку підготовки, де виконують блок роликів, який складається з пари роликів 34, правлення 3 листа, стругання 4 його країв та відріщо обтискують, вісі яких знаходяться в одній верзання 5 переднього та заднього кінців листа. Після тикальній площині з вісями каліброваних валків 33, цього лист передається на ділянку формування та пари роликів 35, що регулюють, які взаємодіють трубної заготівки, де виконують загинання 6 країв з роликами 34 для обтискання. Опори роликів 35, листа, попереднє формування 7 U-образної заготіщо регулюють, встановлені у касету 36, яка забезвки та її остаточне формування 8 у циліндр. Потім печена приводом 37 горизонтального переміщензаготівка надходить на ділянку зварки, де виконуня відносно штанги 38. Привід 37 може бути викоють зварку 9 зовнішнього шва та зварку 10 внутрінано гідравлічним (гідроциліндр) або механічним ( шнього шва. Після чого здійснюють нагрівання 11 пара гвинт-гайка). Опори роликів 34, що обтискузварного шва та калібрування 12 труби прокаткою ють, розташовані у напрямних штанги 38 з можлиу каліброваних валках з одночасним зміцненням вістю вертикального переміщення. Штанга 38 станавколошовного простору. У труби, яка пройшла ціонарно закріплена на станині 31 кліті дуо 26. Роправлення, виконують відрізання 13 торців та гідлики 34, що обтискують, виконано з твірницею, яка ровипробування 14. Готові труби складують 15. дорівнює внутрішньому радіусу труби, а ролики 35, Лінія для виготування труб великого діаметру, що регулюють, виконано с двох частин. Одна з них на якій реалізують пропонуємий спосіб, складаєтьу місці їх взаємодії, одне з одним має циліндричну ся з розташованого в технологічній послідовності форму, а друга у місті їх взаємодії з роликами 34, обладнання (фіг. 2): що обтискують, має форму відповідну твірниці цих – листоукладач 16; роликів. – листоправильна машина 17, яка оснащена Пропонуємий спосіб виготовлення труб велипарою роликів, які задають лист, блоком роликів кого діаметру реалізується на описаній вище лінії для правлення та парою роликів, які тягнуть лист таким чином. на виході з машини; Зі складу металу пакет листів подають до лінії – верстат 18 для стругання країв листа, який та розміщують його на листоукладач 16, який роз 4 9 41698 10 ташовано біля прийомного рольгангу 30. Листоукго агрегату 24 внутрішньої зварки. На вході в агреладач 16 здійснює подачу листів по одному до рогат 24 виконують приварку до переднього та задльгангу, по якому він передається в листоправильнього кінців труби в місці шва технологічних плану машину 17, де відбувається правлення листа. В нок, які призначені для запалювання на них дуги процесі правлення досягають зниження хвилястоста фіксації закінчення процесу зварки. В прохідноті, коробоватості листів, а також зламують огар, му агрегаті 24 труба обертається швом донизу, піякий утворився на його поверхні. сля чого візок зі зварною штангою, яка оснащена Від листоправильної машини 16 рольгангом 30 зварочною головкою, насувається на трубу, лід лист подається до верстату 18, на якому виконучас чого виконується внутрішній шов. ють стругання обох країв листа та знімають фаски Зварені труби рольгангом 30 передають на попід зварку. Лист переміщується між приводними хилі грати, де вони обчищуються від зпеченого валками послідовно розташованих клітей і під час флюсу, оглядаються та видаляють технологічні цього відбувається стругання бокових країв листа планки. нерухомо закріпленими в них різцевими головкаГідні труби далі передають на пристрій для нами. гріву навколошовного простору та зварного шву до Після стругання лист рольгангом 30 транспортемператури кування, після чого їх задають у кліть тується до гільйотинних ножиць 19, де виконують дуо 26, де проводять правлення труби в каліброобрізку переднього та заднього кінців листа. ваних валках 33 та прокату зварного шва між валДалі лист подають на ділянку формування труками 33 та роликами 34, що обжимають. Попередбної заготівки. Там спочатку виконують загинання нє встановлення зазору між калібром валків 33 та його країв у чотирьохвалковому неперервному обтискуючими роликами 34 рівне товщині стінки стані 20. Краї загинають по радіусу, який відповітруби виконують переміщенням регулюючих ролидає радіусу готової труби. Стан складається з чоків 35 за допомогою механізму 37 у горизонтальній тирьох послідовно розташованих клітей, перша з площині. Таким чином, під час проходу труби у кліяких має циліндричні валки та служе для завдання ті дуо 26 відбувається правлення труби та зміцлиста, а інші – мають профільні валки, які служать нення зварного шва прокаткою. для гнуття. Далі труба транспортується рольгангом 30 до Далі на гідравлічному пресі 21, який має верхтрубовідрізного верстата 27, де виконують підрізку ній штамп та ролики для гнуття, формують U-обраїї кінців, та до прилада 28 для гідровипробування, зну заготівку. Для чого заготівку вводять в прес по в якому торці труби ущілюють конусами, через які роликам до підпори. Потім балка з верхнім штамподають рідину та витримують 30сек. Труба ввапом переміщується вниз, під час чого відбувається жається випробуваною, як що не буде течії, потінформування. ня або залишкових деформувань, які виводять роПісля цієї операції заготівку передають для осзміри труби за границі допусків. таточного формування на прес 22, який має два Труби, які не витримали випробування, піддаштампи: верхній рухомий та нижній нерухомий, ють ремонтуванню та повторному випробуванню, внутрішні діаметри яких дорівнюють зовнішньому а гідні труби транспортують на склад 29 готової діаметру труби. продукції. Заготівку циліндричної форми транспортують З усього вищевикладеного видно, що в пропорольгангом 30 на ділянку зварки, де спочатку виконуємому способі виготовлення труб великого діанують зовнішню зварку труби неперервним агрегаметру у процесі прокатки зварного шва удається том 23, який складений з 6-ти клітей. У вертикальліквідувати дефекти, які виникли під час зварки них клітях виконують стиснення країв трубної загометалу (повздовжні та поперечні тріщини, недоватівки та транспортують її у процесі зварки, а останри та інше), а також досягнути рівноміцності листоня кліть оснащена зварочним автоматом, який вивої заготівки та зварного шва. Все це приводить до конує зовнішній шов. підвищення міцності труби, яка виготовляється Від агрегату 23 зовнішньої зварки труба за доцим способом. помогою рольгангу 30 переміщується до прохідно Фіг. 1 5 11 41698 12 Фіг. 2 Фіг. 3 Фіг. 4 ДП «Український інститут промислової власності» (Укрпатент) вул. Сім’і Хохлових, 15, м. Київ, 04119, Україна Тел.: (+38044) 456-2090 6
ДивитисяДодаткова інформація
Автори англійськоюPotapkin Viktor Fedorovych, Sus Yurii Vasyliovych, Kaporovych Svitlana Eduardivna, Satonin Oleksandr Volodymyrovych, Poslushniak Oleksii Volodymyrovych
Автори російськоюПотапкин Виктор Федорович, Сусь Юрий Васильевич, Капорович Светлана Эдуардовна, Сатонин Александр Владимирович, Послушняк Алексей Владимирович
МПК / Мітки
МПК: B21C 37/08, B21B 17/00
Мітки: здійснення, спосіб, труб, виготовлення, прямошовних, великого, лінія, діаметра, зварних
Код посилання
<a href="https://ua.patents.su/6-41698-sposib-vigotovlennya-zvarnikh-pryamoshovnikh-trub-velikogo-diametra-ta-liniya-dlya-jjogo-zdijjsnennya.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення зварних прямошовних труб великого діаметра та лінія для його здійснення</a>
Спосіб виробництва зварних прямошовних труб великого діаметра
Номер патенту: 20326
Опубліковано: 15.07.1997
Автори: Хоменко Анатолій Федорович, Заплаткин Юрій Ананьйович, Лебідь Генадій Олександрович, Омелін Олександр Дмитрович, Коломенський Володимир Костянтинович, Ковіка Микола Данилович, Іванов Євген Іванович, Горяний Сергій Андрійович, Гончар Володимир Олександрович, Спірідонов Віталій Дмитрович, Стома Генріх Францович, Соболевський Едуард Йосипович, Новіков Леонід Миколайович
МПК: B21C 37/08
Мітки: великого, діаметра, виробництва, зварних, спосіб, прямошовних, труб
Формула / Реферат:
Способ производства сварных прямошовных труб большого диаметра, включающий строжку продольных кромок листа, подгибку прикромочных участков, формовку трубной заготовки на вальцах, сварку сборочного шва, сварку внутреннего рабочего шва, сварку наружного рабочего шва и калибрование трубы на гидравлическом прессе-расширителе, отличающийся тем, что после сварки внутреннего рабочего шва зону сварного соединения принудительно охлаждают по всей ее...
Спосіб виготовлення зварних прямошовних труб з серпоподібної заготовки
Номер патенту: 10021
Опубліковано: 30.09.1996
Автори: Клепанда Володимир Вікторович, Сапригін Хразален Михайлович, Куцін Володимир Семенович, Гончар Володимир Павлович, Павленко Владислав Максимович, Ксаверчук Леонід Петрович, Босий Андрій Володимирович, Соболенко Олександр Вікторович
МПК: B21C 37/08, B21C 37/06
Мітки: виготовлення, труб, серпоподібної, прямошовних, спосіб, зварних, заготовки
Формула / Реферат:
Способ изготовления сварных прямошовных труб из серповидной заготовки, включающий поперечный гиб заготовки в валках и ее скручивание, при этом величина деформации скручивания равна величине упругой деформации материала труб, отличающийся тем, что по меньшей мере на первом межпереходном участке заготовку скручивают вокруг вогнутой кромки и одновременно прикладывают поперечное сжимающее усилие со стороны выпуклой кромки.
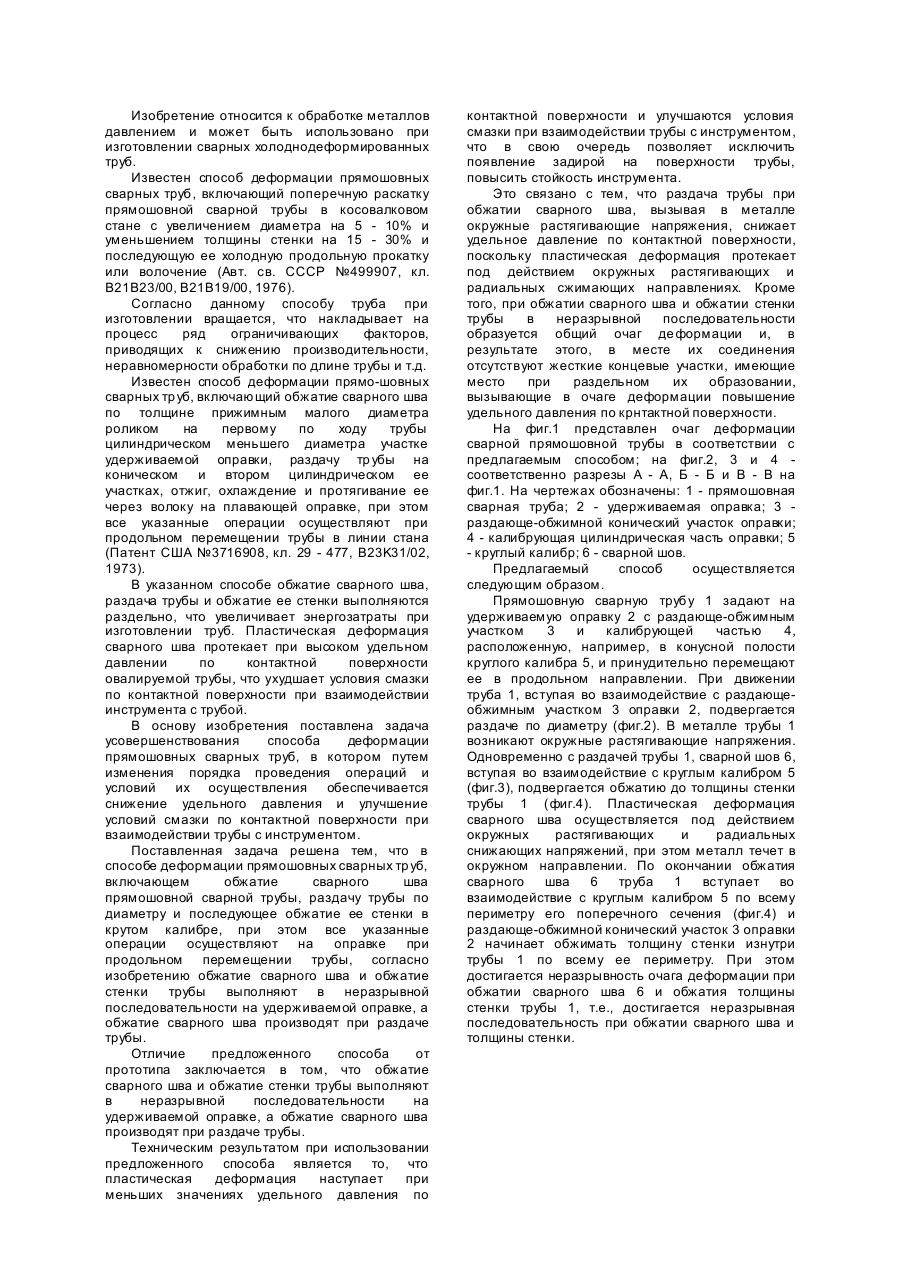
Спосіб деформації прямошовних зварних труб
Номер патенту: 25087
Опубліковано: 30.10.1998
Автори: Сизоненко Григорій Олександрович, Сергєєв Віктор Володимирович, Ковіка Микола Данилович, Правдін Юрій Михайлович, Лобанов Олександр Іванович, Райчук Юрій Ісакович, Фурманов Валерій Борисович, Гладченко Олександр Федорович, Новіков Леонід Миколайович, Хаустов Георгій Йосипович
МПК: B21C 37/08, B21C 37/06
Мітки: труб, зварних, деформації, прямошовних, спосіб
Формула / Реферат:
Способ деформации прямошовных сварных труб, включающий обжатие сварного шва прямошовной сварной трубы, раздачу трубы по диаметру и последующее обжатие ее стенки в круглом калибре, при этом все указанные операции осуществляют на оправке при продольном перемещении трубы, отличающийся тем, что обжатие сварного шва и обжатие стенки трубы выполняют в неразрывной последовательности на удерживаемой оправке, и обжатие сварного шва производят при...
Спосіб виготування труб великого діаметра
Номер патенту: 9331
Опубліковано: 30.09.1996
Автори: Коваль Анатолій Тимофійович, Остренко Віктор Яковлевич, Коваль Сергій Анатольєвич
МПК: B21B 19/00, B21C 37/08
Мітки: спосіб, виготування, великого, труб, діаметра
Формула / Реферат:
Способ изготовления труб большого диаметра; включающий получение полой заготовки и ее последующую горячую деформацию, отличающийся тем, что, с целью расширения технологических возможностей, полую заготовку получают из непрерывно-литого сляба путем формовки его в цилиндр и последующей сварки, формовку производят при температуре не ниже 0,3 Тпл, а горячую деформацию заготовки осуществляют при соотношении B/L не более 0,5, где Тпл -...
Спосіб калібрування зварних двошовних труб великого діаметру
Номер патенту: 4947
Опубліковано: 28.12.1994
Автори: Осоченко Іван Мойсейович, Дейнека Анатолій Якович, Фурса Віталій Григорович, Танічев Олексій Григорійович, Іванов Євген Іванович, Коломенський Володимир Констянтинович, Соболевський Едуард Йосипович, Андреєв Юрій Петрович, Стома Генріх Францевич, Котов Ігор Іванович
МПК: B21C 37/06
Мітки: двошовних, великого, спосіб, діаметру, калібрування, труб, зварних
Формула / Реферат:
Способ калибрования сварных двушовных труб большого диаметра, включающий калибрование трубы повторяющимися цикутами раздачи по диаметру на величину заданной остаточной деформации и перемещение трубы между циклами вдоль ее продольной оси с обеспечением перекрытия раздаваемых участков по длине трубы, отличающийся тем, что, с целью повышения качества труб за счет снижения их продольной кривизны, предварительно калибровку осуществляют со...
Попередній патент: Спосіб перетворення теплоти рідкого теплоносія в механічну роботу
Наступний патент: Спосіб прогнозування розвитку гнійно-септичних ускладнень гострого панкреатиту
Випадковий патент: Спосіб прогнозування ефективності лікування ревматоїдного артриту за концентрацією мозкового нейротрофічного фактора