Спосіб правки електрозварних прямошовних труб
Номер патенту: 41110
Опубліковано: 15.08.2001
Автори: Коваленко Анатолій Панасович, Лебідь Генадій Олександрович, Стома Генріх Францевич, Іванов Євген Іванович, Хоменко Анатолій Федорович, Заплаткін Юрій Ананійович, Антіпов Юрій Миколайович
Формула / Реферат
Спосіб правки електрозварних прямошовних труб шляхом деформації їх у валках правильної машини, відповідно до якого роблять навантаження труби із деформацією прилеглих до центрального і бокових валків зон, наступне викочування і розвантаження обертової труби, який відрізняється тим, що навантаження роблять при обертанні труби за 2-3 оберти зі ступінчастим збільшенням деформацій за кожен оберт, викочування здійснюють у навантаженому стані за 4 оберти при деформації зон профілю під центральним валком на величину 0,47-0,85 радіуса готової труби і розгинання цих зон над боковими валками до деформації в 2,2-3,0 рази меншої, ніж під центральним валком, причому перші два оберти роблять у той же бік, що і при навантаженні труби, а інші два оберти і наступне розвантаження при обертанні труби в протилежний бік, при цьому розвантаження ведуть за 2-3 оберти зі ступінчастим зменшенням деформацій за кожен оберт від її величини при викочуванні.
Текст
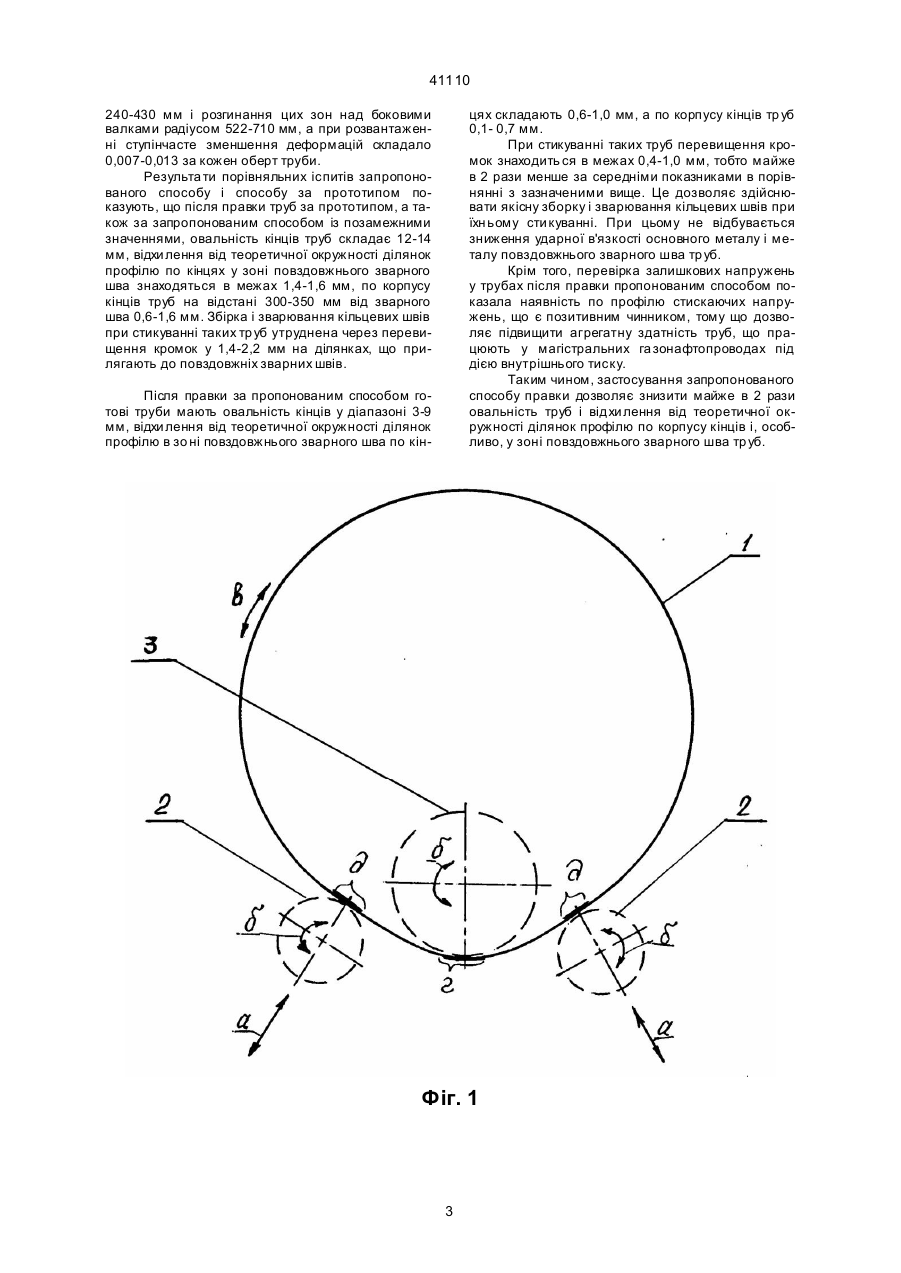
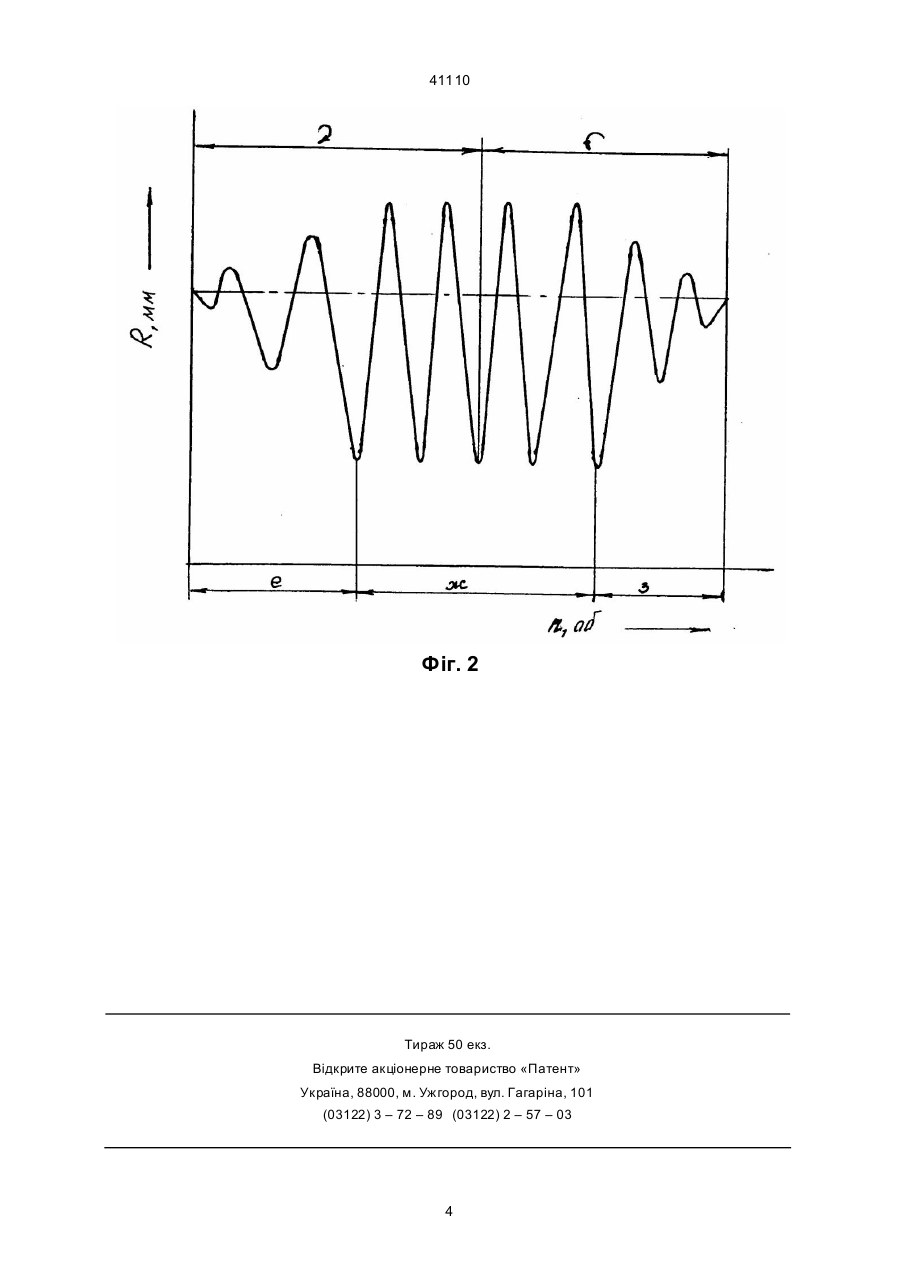
Спосіб правки електрозварних прямошовних труб шляхом деформації їх у валках правильної машини, відповідно до якого роблять навантажен ня труби із деформацією прилеглих до центрального і бокових валків зон, наступне викочування і розвантаження обертової труби, який відрізняється тим, що навантаження роблять при обертанні труби за 2-3 оберти зі ступінчастим збільшенням деформацій за кожен оберт, викочування здійснюють у навантаженому стані за 4 оберти при деформації зон профілю під центральним валком на величину 0,47-0,85 радіуса готової труби і розгинання цих зон над боковими валками до деформації в 2,2-3,0 рази меншої, ніж під центральним валком, причому перші два оберти роблять у той же бік, що і при навантаженні труби, а інші два оберти і наступне розвантаження при обертанні труби в протилежний бік, при цьому розвантаження ведуть за 2-3 оберти зі ступінчастим зменшенням деформацій за кожен оберт від її величини при викочуванні. В.Ш. 41110 (11) UA обертів (Технология химического и нефтяного машиностроения и новые материалы. М., 1972. С. 10, 20-22). Даний спосіб дозволяє зберегти ви сокий рівень пластичності і в'язкості металу, забезпечує рівномірний периметр і діаметр по корпусу і кінцям труб. Однак застосування цього способу приводить до значної овальності і відхи ленню від теоретичної окружності ділянок профілю (відповідно до ТУ У 14-8-2-97) по корпусу кінців труб і, особливо, у зоні повздовжнього зварного шва. Це відбувається тому, що при навантаженні нерухо мої труби пластична деформація вигину зони профілю під центральним валком супроводжується пластичною дефор мацією розгинання двох зон профілю над боковими валками. У результаті чого в процесі викочування поперечні перерізи перетерплюють спочатку деформацію пластичного розги нання, потім деформацію вигину і знову розгинаючі пластичні деформації, що надають вирішального впливу на остаточну кривизну ділянок профілю го тової тр уби. При виконанні викочування і розвантаження з обертанням труби в одному напрямку відбувається несиметричне навантаження бокових валків і нерівномірна дефор (19) Винахід відноситься до обробки металів тиском і може бути ви користа ний при правці електрозварних прямошовних тр уб. Відомий спосіб правки електрозварних прямошовних труб шляхом їхн ьої роздачі по діаметру до 1,2% залишкової деформації на пресах-розширниках (Н.В.РОЗОВ Производство труб большого диаметра. М., Металлур гия. 1975. С.115). Застосуван ня даного способу не забезпечує рівність периметра і, отже, діаметра по корпусу і кінцям труб, приводить до зниження пластичності і в'язкості основного металу, а також зварного з'єднання труб через наклеп, що виникає при пластичній роздачі. Відомий також спосіб правки електрозварних прямошовних труб шляхом деформації їх у валках правильної машини, за яким роблять навантаження труби з деформацією зон, що прилягають до центрального і бо кових валків, з наступним викочуванням і розвантаженням обертової труби. Причому навантаженню піддають нерухо му трубу до до сягнення деформації зони під центральним валком, що відповідає 0,75-1,0 радіуса підгинання кромок. При досягненні зазначеного навантаження включають обертання валків, роблять викочування і наступне розвантаження за кілька (13) А ____________________ 41110 мація розгинання двох зон, що приводить до підвищеної овальності і відхи ленню від теоретичної окружності ділянок профілю по корпусу кінців і, особливо, у зоні повздовжнього зварного шва готових тр уб. Наявність підвищеної овальності і відхи лень від теоретичної окружності ділянок профілю по корпусу кінців труб і, особливо, у зоні повздовжнього зварного шва ускладнює технологію зборки і зварювання кільцевих швів через перевищення кромок при стикуванні труб. В основі даного винаходу ле жить рішення задачі по удосконаленню способу правки електрозварних прямошовних труб шля хом змін умов навантаження труби, а також параметрів операції викочування і розвантаження, за рахунок чого забезпечується зниження овальності і відхи лень від теоретичної окружності ділянок профілю по корпусу кінців і, особливо, у зо ні повздовжнього зварного шва тр уб після правки. Поставлена задача вирішена тим, що в способі правки електрозварних прямошовних тр уб шляхом деформації їх у валках правильної машини, за яким роблять навантаження труби з деформацією зон, що прилягають до центрального і бокових валків, і наступ ними викочуванням і розвантаженням обертової труби, відповідно до винаходу, навантаження роблять при обертанні труби за 2-3 оберти зі ступінчастим збільшенням деформацій за кожен оберт, ви кочування здійснюють у на ванта женому стані за 4 оберти при дефор мації зон профілю під центральним валком на величину 0,47-0,85 радіуса готової труби і розгинання цих зон над боковими валками до дефор мації в 2,2-3,0 рази меншої, ніж під центральним валком, причому перші два оберти роблять у той же бік, що і при навантаженні труби, а інші два оберти і наступне розвантаження при обертанні труби в протилежний бік, при цьому розвантаження ведуть за 2-3 оберти зі ступінчастим зменшенням деформацій за кожен оберт від її ве личини при викочуванні. Відмінність пропонованого способу від прототипу полягає в зміні умов навантаження труби, її обертанні з зазначеними параметрами деформацій, зміні самої схе ми і режимів викочування і розвантаження труби при правці. Технічним результатом засто сування пропонованого способу є зниження овальності і відхи лень від теоретичної окружності ділянок профілю по корпусу кінців і, особливо, у зоні повздовжнього зварного шва тр уб після правки. Це зв'язано з тим, що при такому способі правки регламенто ваний знакозмінний вигин поперечних перерізів профілю дозволяє стабілізувати радіус готової труби без наявності плоских, недоформованих і розігнутих ділянок профілю, а також приводить до перерозподілу залишкових напружень, що ви никають після вигинання листа в трубну заготовку і сумарні напруження при правці. Крім того, завдяки ступінчастому навантаженню обертової тр уби і розванта ження зі ступінчастим зменшенням дефор мацій за кожен оберт, нерівномірність результуючих залишкових напружень зменшується і, у результаті, зменшується овальність і відхи лення від теоретичної окружності ділянок профілю по корпусу кінців і, особливо, у зоні повздовжнього зварного шва тр уб. Це дозволяє зменши ти перевищен ня кромок у процесі зборки і зварювання кільцевих швів при стикуванні труб. Зазначені параметри отримані досвідченим шляхом. Сутність винаходу пояснюється фіг. 1,2. На фіг. 1 представлена схема правки труб, де: 1 - труба; 2 - бокові валки машини; 3 - центральний валок машини; а - переміщення бокових валків при навантаженні і розвантаженні; б - напрямок обертання валків; в - напрямок обертання труби; г - зона вигину профілю тр уби під центральним валком; д - зони розгинання профілю тр уби над боковими валками. На фіг. 2 представлена діаграма зміни технологічних параметрів - радіусів вигину і розгинання при правці, де: R - радіус вигину і розгинання зон профілю у валках машини, мм; n - кількість обертів при правці; е - наванта ження труби; ж - викочування труби; з - розвантаження труби. Пропонований спосіб правки здійснюється таким чином. Трубу 1 установлюють на бокові валки 2 і шляхом їх підтиснення за напрямком "а" доводять до зіткнення з центральним валком 3 фіг. 1). Потім включають обертання валків, приводячи в обертання трубу, і одночасно здійснюють подальше підтиснення бокових валків 2, збільшуючи за 2-3 оберти ступінчасто деформації зон після кожного оберту тр уби (відповідає ділянці "е" на фіг. 2). При досягненні деформації ви гину зони "г" фіг. 1) під центральним валком 3, що відповідає 0,47-0,85 радіуса готової труби і деформації розгинання двох зон "д" (фіг. 1) над боковими валками у 2,2-3,0 рази меншої, ніж під центральним валком 3, наванта ження труби припиняють і здійснюють викочування (відповідає ділянці "ж" на фіг. 2). У такому положенні валків 2 і 3 машини викочування ведуть за 4 оберти, причому перші два з них роблять у той же бік, що і при навантаженні, а наступ ні два в протилежний бік (показано напівкруглими стрілками на фіг. 2). Потім, не змінюючи напрямку обертання труби 1, виконують розвантаження, при цьому бокові валки 2 розво дять за напрямком "а" (фіг.1) від центрального валка 3, знижуючи деформацію ступінчасто після кожного оберту тр уби (відповідає ділянці "з" на фіг.2). Процес розвантаження ведуть за 2-3 оберти труби 1 до повної відсутності контакту зони "г" (фіг.1) з центральним валком 3 машини. На цьому процес правки закінчується і готову трубу видають із правильної машини. Запропонований спосіб правки був випробува ний при промисловому ви готовленні електрозварних прямошовних труб діа метром 1020 мм із товщиною стінки 10-12 мм зі сталей марок 17Г1СУ і 13Г1С-У. При цьому ступінчасте збільшення деформацій складало 0,007 - 0,013 за кожен оберт труби, викочування здійснювали при дефор мації зон профілю під центральним валком радіусом 2 41110 240-430 мм і розгинання цих зон над боковими валками радіусом 522-710 мм, а при розвантаженні ступінчасте зменшення деформацій складало 0,007-0,013 за кожен оберт труби. Результа ти порівняльних іспитів запропонованого способу і способу за прототипом показують, що після правки труб за прототипом, а також за запропонованим способом із позамежними значеннями, овальність кінців труб складає 12-14 мм, відхи лення від теоретичної окружності ділянок профілю по кінцях у зоні повздовжнього зварного шва знаходяться в межах 1,4-1,6 мм, по корпусу кінців труб на відстані 300-350 мм від зварного шва 0,6-1,6 мм. Збірка і зварювання кільцевих швів при стикуванні таких тр уб утруднена через перевищення кромок у 1,4-2,2 мм на ділянках, що прилягають до повздовжніх зварних швів. цях складають 0,6-1,0 мм, а по корпусу кінців тр уб 0,1- 0,7 мм. При стикуванні таких труб перевищення кромок знаходить ся в межах 0,4-1,0 мм, тобто майже в 2 рази менше за середніми показниками в порівнянні з зазначеними вище. Це дозволяє здійснювати якісну зборку і зварювання кільцевих швів при їхн ьому сти куванні. При цьому не відбувається зниження ударної в'язкості основного металу і металу повздовжнього зварного шва тр уб. Крім того, перевірка залишкових напружень у трубах після правки пропонованим способом показала наявність по профілю стискаючих напружень, що є позитивним чинником, тому що дозволяє підвищити агрегатну здатність труб, що працюють у магістральних га зонафтопроводах під дією внутрішнього тиску. Таким чином, застосування запропонованого способу правки дозволяє знизити майже в 2 рази овальність труб і відхи лення від теоретичної окружності ділянок профілю по корпусу кінців і, особливо, у зоні повздовжнього зварного шва тр уб. Після правки за пропонованим способом готові труби мають овальність кінців у діапазоні 3-9 мм, відхи лення від теоретичної окружності ділянок профілю в зо ні повздовжнього зварного шва по кін Фіг. 1 3 41110 Фіг. 2 Тираж 50 екз. Відкрите акціонерне товариство «Патент» Україна, 88000, м. Ужгород, вул. Гагаріна, 101 (03122) 3 – 72 – 89 (03122) 2 – 57 – 03 4
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of correction of electric welding of longitudinal tubes
Автори англійськоюZaplatkin Yurii Ananiiovych, Stoma Henrikh Frantsevych, Ivanov Yevhen Ivanovych, Antipov Yurii Mykolaiovych, Kovalenko Anatolii Panasovych, Lebid' Henadii Oleksandrovych, Khomenko Anatolii Fedorovych
Назва патенту російськоюСпособ правки электросварных прямошовных труб
Автори російськоюЗаплаткин Юрий Ананьевич, Стома Генрих Францевич, Иванов Евгений Иванович, Антипов Юрий Николаевич, Коваленко Анатолий Афанасьевич, Лебедь Геннадий Александрович, Хоменко Анатолий Федорович
МПК / Мітки
МПК: B21D 3/00, B21C 37/08
Мітки: прямошовних, спосіб, електрозварних, труб, правки
Код посилання
<a href="https://ua.patents.su/4-41110-sposib-pravki-elektrozvarnikh-pryamoshovnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Спосіб правки електрозварних прямошовних труб</a>
Спосіб виробництва прямошовних електрозварних труб
Номер патенту: 36180
Опубліковано: 16.04.2001
Автори: Коваленко Анатолій Панасович, Куцін Володимир Семенович, Саф'ян Олександр Матвійович, Полуектов Вадим Володимирович, Білий Олександр Іванович, Фурманов Валерій Борисович, Антіпов Юрій Миколайович
МПК: B21C 37/15, B21C 37/08
Мітки: прямошовних, спосіб, виробництва, труб, електрозварних
Текст:
...(тангенціальній) деформації різних знаків, тобто одні дільниці поперечного перетину підгинаються, зменшуючи радіус поперечної кривизни, а інші одночасно з цим розгинаються, збільшуючи радіус поперечної кривизни. Така знакоперемінна поперчна деформація заготовки і готової труби зменшує нерівномірність не тільки поперечних, але і поздовжніх деформацій в заготовці та готовій трубі і цим стабілізує процес зварки кромок, підвищує точність труб за...
Косовалкова машина для правки труб і прутків
Номер патенту: 16145
Опубліковано: 29.08.1997
Автори: Саприко Павлина Михайловна, Слоним Олександр Зосімович, Коровицький Євген Леонович, Лєбєдєв Вячеслав Іванович, Вінніков Володимир Іванович, Резниченко Анатолій Михайлович, Сонін Анатолій Леонідович
МПК: B21D 3/00
Мітки: прутків, машина, косовалкова, труб, правки
Формула / Реферат:
Косовалковая машина для правки труб и прутков по авт.св. № 848118, отличающаяся тем, что, с целью расширения технологических возможностей и повышения качества правки изделий, она снабжена дополнительной обоймой с гиперболоидными валками, установленной за последней из основной обойм, и механизмами перемещения этих валков в направлении, перпендикулярном к направлению перемещения труб.
Спосіб правки труб
Номер патенту: 11402
Опубліковано: 25.12.1996
Автори: Епішев Олександр Михайлович, Умеренков Володимир Миколайович, Полякова Бела Зиновіївна, Кармазін Володимир Яковлевич, Хотимський Юрій Леонтійович, Сивак Віктор Володимирович
МПК: B21D 3/00
Формула / Реферат:
Способ правки труб на многовалковой машине путем знакопеременного изгиба со сплющиванием и осевым растяжением посредством рассогласования окружных скоростей соседних пар валков, отличающийся тем, что, с целью повышения качества, трубу растягивают на 5-10%.
Спосіб виготовлення зварних прямошовних труб з серпоподібної заготовки
Номер патенту: 10021
Опубліковано: 30.09.1996
Автори: Павленко Владислав Максимович, Куцін Володимир Семенович, Босий Андрій Володимирович, Гончар Володимир Павлович, Сапригін Хразален Михайлович, Клепанда Володимир Вікторович, Соболенко Олександр Вікторович, Ксаверчук Леонід Петрович
МПК: B21C 37/08, B21C 37/06
Мітки: серпоподібної, прямошовних, виготовлення, заготовки, зварних, труб, спосіб
Формула / Реферат:
Способ изготовления сварных прямошовных труб из серповидной заготовки, включающий поперечный гиб заготовки в валках и ее скручивание, при этом величина деформации скручивания равна величине упругой деформации материала труб, отличающийся тем, что по меньшей мере на первом межпереходном участке заготовку скручивают вокруг вогнутой кромки и одновременно прикладывают поперечное сжимающее усилие со стороны выпуклой кромки.
Спосіб деформації прямошовних зварних труб
Номер патенту: 25087
Опубліковано: 30.10.1998
Автори: Райчук Юрій Ісакович, Сергєєв Віктор Володимирович, Фурманов Валерій Борисович, Сизоненко Григорій Олександрович, Хаустов Георгій Йосипович, Гладченко Олександр Федорович, Новіков Леонід Миколайович, Лобанов Олександр Іванович, Правдін Юрій Михайлович, Ковіка Микола Данилович
МПК: B21C 37/08, B21C 37/06
Мітки: деформації, зварних, труб, прямошовних, спосіб
Формула / Реферат:
Способ деформации прямошовных сварных труб, включающий обжатие сварного шва прямошовной сварной трубы, раздачу трубы по диаметру и последующее обжатие ее стенки в круглом калибре, при этом все указанные операции осуществляют на оправке при продольном перемещении трубы, отличающийся тем, что обжатие сварного шва и обжатие стенки трубы выполняют в неразрывной последовательности на удерживаемой оправке, и обжатие сварного шва производят при...
Попередній патент: П’єзоелектронний витратомір рідких і газоподібних середовищ
Наступний патент: Спосіб визначення нешкідливості вакцинних препаратів проти інфекційних хвороб тварин
Випадковий патент: Пристрій для видалення фіксатора