Прокатна кліть лінії для виготовлення зварних прямошовних труб
Номер патенту: 50403
Опубліковано: 15.10.2002
Автори: Послушняк Олексій Володимирович, Новоселов Сергій Вікторович, Севост'янов Сергій Вікторович, Колесников Юрій Миколайович, Сусь Юрій Васильович, Капорович Світлана Едуардівна, Сатонін Олександр Володимирович, Потапкін Віктор Федорович
Формула / Реферат
1. Прокатна кліть лінії для виготовлення зварних прямошовних труб, що включає станину з розміщеними в ній подушками з двома привідними каліброваними робочими валками, радіус твірної калібру яких дорівнює радіусу зовнішньої поверхні труби, що прокатується, і пристрій для зміцнення внутрішньої поверхні звареного шва, що містить пару обтискних роликів, радіус твірної поверхні яких дорівнює радіусу внутрішньої поверхні труби, що прокатується, яка відрізняється тим, що пристрій для зміцнення внутрішньої поверхні звареного шва виконано у вигляді касети, що переміщається, із встановленими в ній двома обтискними сполученими один з одним роликами, максимальний сумарний діаметр яких перевищує діаметр внутрішньої поверхні труби, що прокатується, при цьому один з роликів встановлений у касеті з можливістю переміщення щодо іншого ролика в площині, яка проходить через осі їх обертання, а сама касета обладнана приводом установлення і хитання.
2. Прокатна кліть по п.1, яка відрізняється тим, що привід установлення і хитання касети пристрою для зміцнення внутрішньої поверхні звареного шва виконаний у вигляді двох гідроциліндрів, осі яких розташовані в одній вертикальній площині, при цьому штоки гідроциліндрів шарнірно з'єднані з касетою, а задні торці корпусів гідроциліндрів шарнірно закріплені на нерухомому вертикальному стояку.
Текст
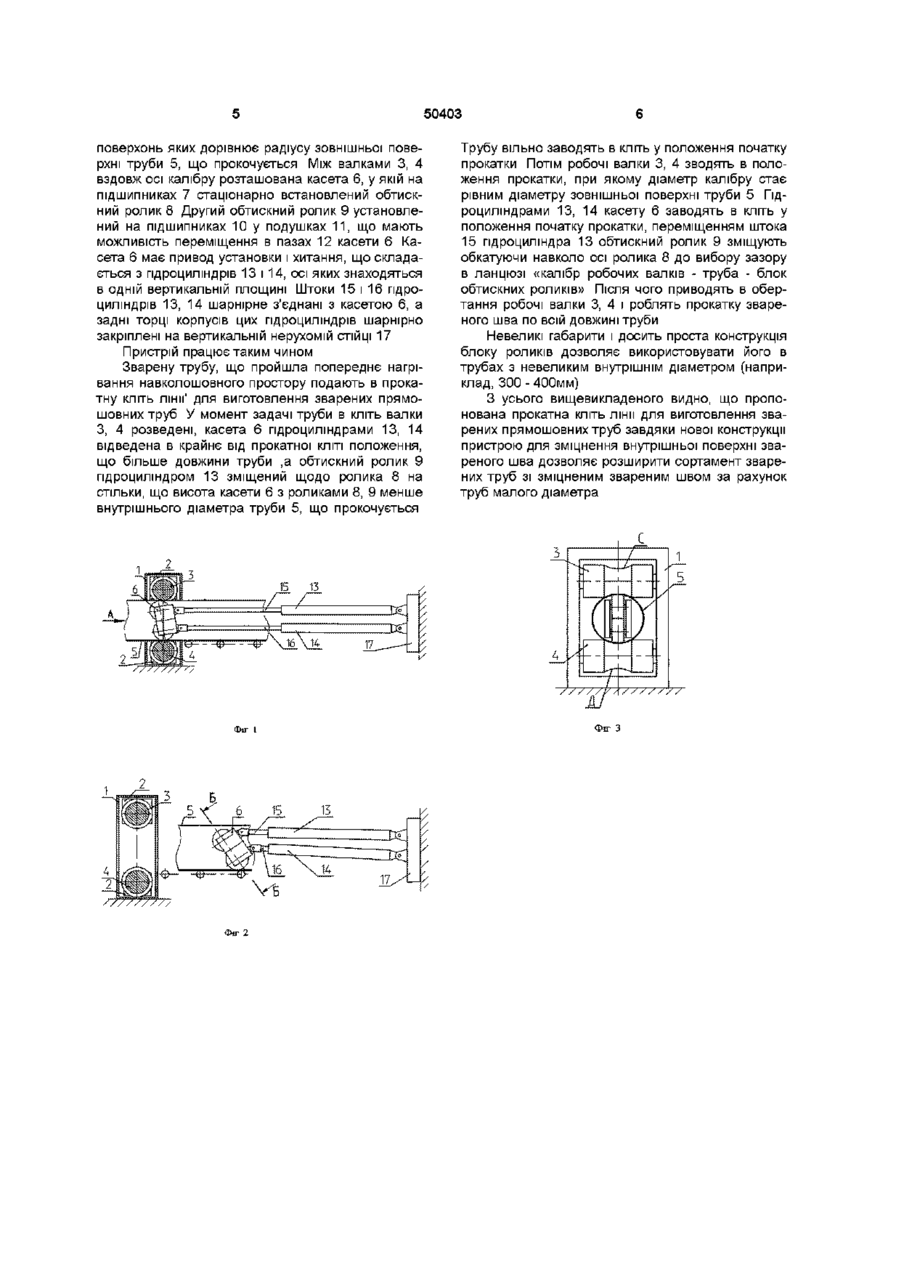
1 Прокатна кліть лінії для виготовлення зварних прямошовних труб, що включає станину з розміщеними в ній подушками з двома привідними каліброваними робочими валками, радіус твірної калібру яких дорівнює радіусу зовнішньої поверхні труби, що прокатується, і пристрій для зміцнення внутрішньої поверхні звареного шва, що містить пару обтискних роликів, радіус твірної поверхні яких дорівнює радіусу внутрішньої поверхні труби, що прокатується, яка відрізняється тим, що пристрій для зміцнення внутрішньої поверхні звареного шва виконано у вигляді касети, що переміщається, із встановленими в ній двома обтискними сполученими один з одним роликами, максимальний сумарний діаметр яких перевищує діаметр внутрішньої поверхні труби, що прокатується, при цьому один з роликів встановлений у касеті з можливістю переміщення щодо іншого ролика в площині, яка проходить через осі їх обертання, а сама касета обладнана приводом установлення і хитання 2 Прокатна кліть по п 1 , яка відрізняється тим, що привід установлення і хитання касети пристрою для зміцнення внутрішньої поверхні звареного шва виконаний у вигляді двох гідроциліндрів, осі яких розташовані в одній вертикальній площині, при цьому штоки гідроциліндрів шарнірно з'єднані з касетою, а задні торці корпусів гідроциліндрів шарнірно закріплені на нерухомому вертикальному стояку Винахід відноситься до області обробки металів тиском і може бути використаний в трубозварювальних цехах, що спеціалізуються на виробництві електрозварених прямошовних труб Відома ЛІНІЯ для виготовлення зварених прямошовних труб великого діаметра по патенту України № 41698А, В21В17/00, В21С37/08, у якій труба після зовнішнього і внутрішнього зварювання, нагрівається в районі звареного шва індуктором і подається в прокатну кліть , постачену пристроєм зміцнення звареного шва Ця кліть має станини, у яких установлені два робочих приводних валка з подушками Робочі валки виконані з калібрами, радіус утворюючих які дорівнює радіусу зовнішньої поверхні труби, що прокочується Між каліброваними валками на штанзі встановлений пристрій для зміцнення внутрішньої поверхні звареного шва, що являє собою блок роликів два обтискних і два регулюючих ролики Обтискні ролики встановлені в штанзі з можливістю вертикального переміщення відносно один одного і вико нані з утворюючою поверхнею, радіус якої дорівнює радіусу внутрішньої поверхні труби, що прокочується Регулюючі ролики встановлені в штанзі з можливістю горизонтального переміщення і виконані з двох частин, одна з яких має циліндричну форму, а друга (у МІСЦІ взаємодії з обтискним роликом) має форму відповідну утворюючої поверхні обтискного ролика Регулюючі ролики для переміщення в горизонтальній площині мають привод (наприклад, гвинт-гайка або гідроциліндр) За допомогою цього привода переміщенням регулюючих роликів, а потім - обтискних роликів, здійснюється вибір необхідного зазору між обтискними роликами і калібрами робочих валків, що забезпечує при проході труби через кліть прокатку звареного шва Недоліками цього пристрою є 1 Неможливість зміцнення звареного шва в трубах невеликого діаметра через великі габарити блоку роликів 2 Складність пристрою для зміцнення зваре СО о ^о Ю 50403 ного шва, обумовлена наявністю чотирьох роликів з нетехнолопчною зовнішньою поверхнею, що вимагає великої точності при виготовленні і припасуванні В основу винаходу поставлена задача розширення сортаменту зварених труб зі зміцненим звареним швом при одночасному спрощенні конструкції прокатної КЛІТІ лінії для виготовлення цих труб Задача розширення сортаменту зварених труб зі зміцненим звареним швом вирішена за рахунок зменшення габаритів пристрою для зміцнення внутрішньої поверхні звареного шва Для досягнення вищевказаного результату в прокатній КЛІТІ лінії для виготовлення зварених прямошовних труб, яка включає станину з розміщеними в ній подушками з двома приводними каліброваними робочими валками, радіус утворюючої калібру яких дорівнює радіусу зовнішньої поверхні труби, що прокочується, і пристрій для зміцнення внутрішньої поверхні звареного шва, що містить пари обтискних роликів, радіус утворюючої поверхні яких дорівнює радіусу внутрішньої поверхні труби, що прокочується, згідно винаходу, пристрій для зміцнення внутрішньої поверхні звареного шва виконано у виді касети, що переміщається, з встановленими в ній двома обтискними сполученими один з одним роликами, максимальний сумарний діаметр яких перевищує діаметр внутрішньої поверхні труби, що прокочується, при цьому один з роликів встановлений у касеті з можливістю переміщення щодо іншого ролика в площині, яка проходить через осі їх обертання, а сама касета постачена приводом установки і хитання Крім того, привод установки і хитання касети пристрою для зміцнення внутрішньої поверхні звареного шва виконаний у виді двох гідроциліндрів, осі яких розташовані в одній вертикальній площині, при цьому штоки гідроциліндрів шарнірне з'єднані з касетою, а задні торці корпусів гідроциліндрів шарнірно закріплені на нерухомій вертикальній СТІЙЦІ У результаті порівняльного аналізу пропонованої прокатний КЛІТІ лінії для виготовлення зварених прямошовних труб із прототипом установлено, що вони мають наступні загальні ознаки Станину, подушки з двома приводними каліброваними робочими валками, радіус утворюючої калібру робочих валків дорівнює радіусу зовнішньої поверхні труби, що прокочується, пристрій для зміцнення внутрішньої поверхні звареного шва, що містить пари обтискних роликів, радіус утворюючої поверхні обтискних роликів дорівнює радіусу внутрішньої поверхні труби, що прокочується, і ВІДМІТНІ ознаки пристрій для зміцнення внутрішньої поверхні звареного шва виконано у виді касети, що переміщається, із встановленими в ній двома обтискними сполученими один з одним роликами, максимальний сумарний діаметр обтискних роликів перевищує діаметр внутрішньої поверхні труби, що прокочується, один з роликів встановлений у касеті з можливістю переміщення щодо іншого ролика в площині, яка проходить через осі їх обертання, касета постачена приводом установки і хитання, привод установки і хитання касети виконаний у виді двох гідроциліндрів, осі яких розташовані в одній вертикальній площині, штоки гідроциліндрів шарнірно з'єднані з касетою, задні торці корпусів гідроциліндрів шарнірно закріплені на нерухомій вертикальній СТІЙЦІ Таким чином пропонована прокатна кліть лінії для виготовлення зварених прямошовних труб має нові конструктивні елементи, нові зв'язки вузлів і деталей, нові форми виконання елементів і вузлів Між ВІДМІТНИМИ ознаками і технічним результатом, що досягається, існує причинно-наслідковий зв'язок Завдяки виконанню пристрою для зміцнення внутрішньої поверхні звареного шва у виді касети 3 встановленими в ній двома обтискними сполученими один з одним роликами і постачанню її приводом хитання стало можливим цим пристроєм за рахунок провороту одного ролика навколо іншого змінювати зазор між обтискними роликами і калібром робочих валків до потрібного, що забезпечує прокатку внутрішньої поверхні звареного шва Така касета має невеликі габарити і може бути розміщена в трубах невеликого внутрішнього діаметра, що дозволить розширити діапазон зварених труб зі зміцненим звареним швом Крім того, пропоноване пристрій для зміцнення внутрішньої поверхні звареного шва має просту конструкцію, тому що містить тільки два ролики, виготовлення яких не представляє великої праці і не вимагає високої точності Виключення з вище зазначеної сукупності ВІДМІТНИХ ознак хоча б одного з них не забезпечує виконання поставленої задачі - розширення сортаменту зварених труб зі зміцненим звареним швом Пропонуєма прокатна кліть для виготовлення зварених труб промислове застосовна, тому що її технічне і технологічне виконання не представляє труднощів на машинобудівному заводі По цьому рішенню розроблений робочий проект досвідної КЛІТІ для прокатки зварених прямошовних труб діаметром 300 - 400мм Винахід пояснюється кресленнями, на яких зображене на фіг 1 - загальний вид прокатної КЛІТІ ЛІНІЇ для виготовлення зварених прямошовних труб (положення прокатки труби), на фіг 2 - теж саме (положення закладу труби), на фіг 3 - вид А на фіг 1, на фіг 4 - розріз Б-Б по фіг 2, на фіг 5 - розріз В-В по фіг 4 Прокатна кліть лінії для виготовлення зварених прямошовних труб складається зі станини 1, у якій встановлені в подушках 2 робочі верхній валок 3 і нижній валок 4 Валки 3, 4 мають привод обертання, що на кресленні не показаний Валки З, 4 виконані з калібрами С, Д, радіус утворюючих 50403 поверхонь яких дорівнює радіусу зовнішньої поверхні труби 5, що прокочується Між валками 3, 4 вздовж осі калібру розташована касета 6, у якій на підшипниках 7 стаціонарно встановлений обтискний ролик 8 Другий обтискний ролик 9 установлений на підшипниках 10 у подушках 11, що мають можливість переміщення в пазах 12 касети 6 Касета 6 має привод установки і хитання, що складається з гідроциліндрів 13 і 14, осі яких знаходяться в одній вертикальній площині Штоки 15 і 16 гідроциліндрів 13, 14 шарнірне з'єднані з касетою 6, а задні торці корпусів цих гідроциліндрів шарнірно закріплені на вертикальній нерухомій СТІЙЦІ 17 Пристрій працює таким чином Зварену трубу, що пройшла попереднє нагрівання навколошовного простору подають в прокатну кліть лінії' ДЛЯ виготовлення зварених прямошовних труб У момент задачі труби в кліть валки З, 4 розведені, касета 6 гідроциліндрами 13, 14 відведена в крайнє від прокатної КЛІТІ положення, що більше довжини труби ,а обтискний ролик 9 гідроциліндром 13 зміщений щодо ролика 8 на стільки, що висота касети 6 з роликами 8, 9 менше внутрішнього діаметра труби 5, що прокочується Трубу вільно заводять в кліть у положення початку прокатки Потім робочі валки 3, 4 зводять в положення прокатки, при якому діаметр калібру стає рівним діаметру зовнішньої поверхні труби 5 Гідроциліндрами 13, 14 касету 6 заводять в кліть у положення початку прокатки, переміщенням штока 15 гідроциліндра 13 обтискний ролик 9 зміщують обкатуючи навколо осі ролика 8 до вибору зазору в ланцюзі «калібр робочих валків - труба - блок обтискних роликів» Після ЧОГО приводять в обертання робочі валки 3, 4 і роблять прокатку звареного шва по всій довжині труби Невеликі габарити і досить проста конструкція блоку роликів дозволяє використовувати його в трубах з невеликим внутрішнім діаметром (наприклад, 300 - 400мм) З усього вищевикладеного видно, що пропонована прокатна кліть лінії для виготовлення зварених прямошовнихтруб завдяки нової конструкції пристрою для зміцнення внутрішньої поверхні звареного шва дозволяє розширити сортамент зварених труб зі зміцненим звареним швом за рахунок труб малого діаметра Фіг З 50403 ДП «Український інститут промислової власності» (Укрпатент) вул Сім'ї Хохлових, 15, м Київ, 04119, Україна ( 0 4 4 ) 4 5 6 - 2 0 - 90 ТОВ "Міжнародний науковий комітет" вул Артема, 77, м Київ, 04050, Україна (044)216-32-71
ДивитисяДодаткова інформація
Назва патенту англійськоюRolling mill for manufacture of longitudinal welded tubes
Автори англійськоюPotapkin Viktor Fedorovych, Novoselov Serhii Viktorovych, Sus Yurii Vasyliovych, Satonin Oleksandr Volodymyrovych, Kaporovych Svitlana Eduardivna, Poslushniak Oleksii Volodymyrovych
Назва патенту російськоюПрокатная клеть линии для изготовления сварных прямошовных труб
Автори російськоюПотапкин Виктор Федорович, Новоселов Сергей Викторович, Сусь Юрий Васильевич, Сатонин Александр Владимирович, Капорович Светлана Эдуардовна, Послушняк Алексей Владимирович
МПК / Мітки
МПК: B21B 31/00
Мітки: прямошовних, прокатна, лінії, кліть, труб, зварних, виготовлення
Код посилання
<a href="https://ua.patents.su/4-50403-prokatna-klit-lini-dlya-vigotovlennya-zvarnikh-pryamoshovnikh-trub.html" target="_blank" rel="follow" title="База патентів України">Прокатна кліть лінії для виготовлення зварних прямошовних труб</a>
Спосіб виготовлення зварних прямошовних труб великого діаметра та лінія для його здійснення
Номер патенту: 41698
Опубліковано: 17.09.2001
Автори: Сатонін Олександр Володимирович, Сусь Юрій Васильович, Послушняк Олексій Володимирович, Колесников Юрій Миколайович, Капорович Світлана Едуардівна, Потапкін Віктор Федорович
МПК: B21B 17/00, B21C 37/08
Мітки: труб, зварних, великого, прямошовних, лінія, виготовлення, здійснення, діаметра, спосіб
Формула / Реферат:
1. Спосіб виготовлення зварних прямошовних труб великого діаметра, який включає підготовку листа під зварювання, формування заготовки та її зварювання, правлення труби, її випробування та оброблення, який відрізняється тим, що після зварювання заготовки виконують нагрів зварного шва до діапазону кувальних температур, а правлення труби здійснюють прокаткою у каліброваних валках, при цьому одночасно з калібруванням здійснюють зміцнення...
Спосіб виготовлення зварних прямошовних труб з серпоподібної заготовки
Номер патенту: 10021
Опубліковано: 30.09.1996
Автори: Куцін Володимир Семенович, Клепанда Володимир Вікторович, Соболенко Олександр Вікторович, Босий Андрій Володимирович, Ксаверчук Леонід Петрович, Сапригін Хразален Михайлович, Гончар Володимир Павлович, Павленко Владислав Максимович
МПК: B21C 37/08, B21C 37/06
Мітки: спосіб, зварних, заготовки, прямошовних, серпоподібної, труб, виготовлення
Формула / Реферат:
Способ изготовления сварных прямошовных труб из серповидной заготовки, включающий поперечный гиб заготовки в валках и ее скручивание, при этом величина деформации скручивания равна величине упругой деформации материала труб, отличающийся тем, что по меньшей мере на первом межпереходном участке заготовку скручивают вокруг вогнутой кромки и одновременно прикладывают поперечное сжимающее усилие со стороны выпуклой кромки.
Спосіб деформації прямошовних зварних труб
Номер патенту: 25087
Опубліковано: 30.10.1998
Автори: Сергєєв Віктор Володимирович, Сизоненко Григорій Олександрович, Лобанов Олександр Іванович, Фурманов Валерій Борисович, Гладченко Олександр Федорович, Ковіка Микола Данилович, Райчук Юрій Ісакович, Хаустов Георгій Йосипович, Правдін Юрій Михайлович, Новіков Леонід Миколайович
МПК: B21C 37/08, B21C 37/06
Мітки: деформації, труб, спосіб, зварних, прямошовних
Формула / Реферат:
Способ деформации прямошовных сварных труб, включающий обжатие сварного шва прямошовной сварной трубы, раздачу трубы по диаметру и последующее обжатие ее стенки в круглом калибре, при этом все указанные операции осуществляют на оправке при продольном перемещении трубы, отличающийся тем, что обжатие сварного шва и обжатие стенки трубы выполняют в неразрывной последовательности на удерживаемой оправке, и обжатие сварного шва производят при...
Спосіб виробництва зварних прямошовних труб великого діаметра
Номер патенту: 20326
Опубліковано: 15.07.1997
Автори: Коломенський Володимир Костянтинович, Новіков Леонід Миколайович, Спірідонов Віталій Дмитрович, Ковіка Микола Данилович, Лебідь Генадій Олександрович, Стома Генріх Францович, Соболевський Едуард Йосипович, Гончар Володимир Олександрович, Горяний Сергій Андрійович, Хоменко Анатолій Федорович, Заплаткин Юрій Ананьйович, Іванов Євген Іванович, Омелін Олександр Дмитрович
МПК: B21C 37/08
Мітки: великого, прямошовних, виробництва, труб, діаметра, спосіб, зварних
Формула / Реферат:
Способ производства сварных прямошовных труб большого диаметра, включающий строжку продольных кромок листа, подгибку прикромочных участков, формовку трубной заготовки на вальцах, сварку сборочного шва, сварку внутреннего рабочего шва, сварку наружного рабочего шва и калибрование трубы на гидравлическом прессе-расширителе, отличающийся тем, что после сварки внутреннего рабочего шва зону сварного соединения принудительно охлаждают по всей ее...
Технологічний інструмент для деформації зварних прямошовних труб
Номер патенту: 21998
Опубліковано: 30.04.1998
Автори: Гладченко Олександр Федорович, Новіков Леонід Миколайович, Сергєєв Віктор Володимирович, Лобанов Олександр Іванович, Фурманов Валерій Борисович, Правдін Юрій Михайлович, Ковіка Микола Данилович, Сизоненко Григорій Олександрович, Райчук Юрій Ісакович, Хаустов Георгій Йосипович
МПК: B21C 3/00, B21C 37/06
Мітки: інструмент, труб, прямошовних, деформації, технологічний, зварних
Формула / Реферат:
Технологический инструмент ія деформации сварных прямошовных труб, включающий наружный деформирующий элемент и удерживаемую оправку, имеющую два разных по диаметру цилиндрических участка, соединенных между собой переходным коническим участком, и обращенную в сторону удерживающего ее стержня цилиндрическим участком меньшего диаметра, отличающийся тем, что наружный деформирующий элемент представляет собой круглый калибр, у которого...
Попередній патент: Спосіб укріплення слабкої обводненої основи відвалу
Наступний патент: Льонобральний апарат
Випадковий патент: Спосіб профілактики нетримання сечі у жінок