Оснащення для формування виробів із полімерних композиційних матеріалів
Номер патенту: 93601
Опубліковано: 25.02.2011
Автори: Пургіна Світлана Михайлівна, Шевцова Марина Анатоліївна
Формула / Реферат
1. Оснащення для формування виробів із композиційних матеріалів, яке містить каркас, прикріплену до нього формотвірну поверхню та має резистивний шар, яке відрізняється тим, що резистивний шар встановленний у каркасі або над ним та з'єднаний з частинами каркаса та формотвірної поверхні із забезпеченням можливості його вилучення.
2. Оснащення за п. 1, яке відрізняється тим, що резистивний шар виконаний суцільним або складений з окремих резистивних блоків.
3. Оснащення за п. 1, яке відрізняється тим, що його формотвірна поверхня та каркас виготовлені з металу.
4. Оснащення за п. 1, яке відрізняється тим, що резистивний шар має струмозахисне та теплоізолююче покриття.
Текст
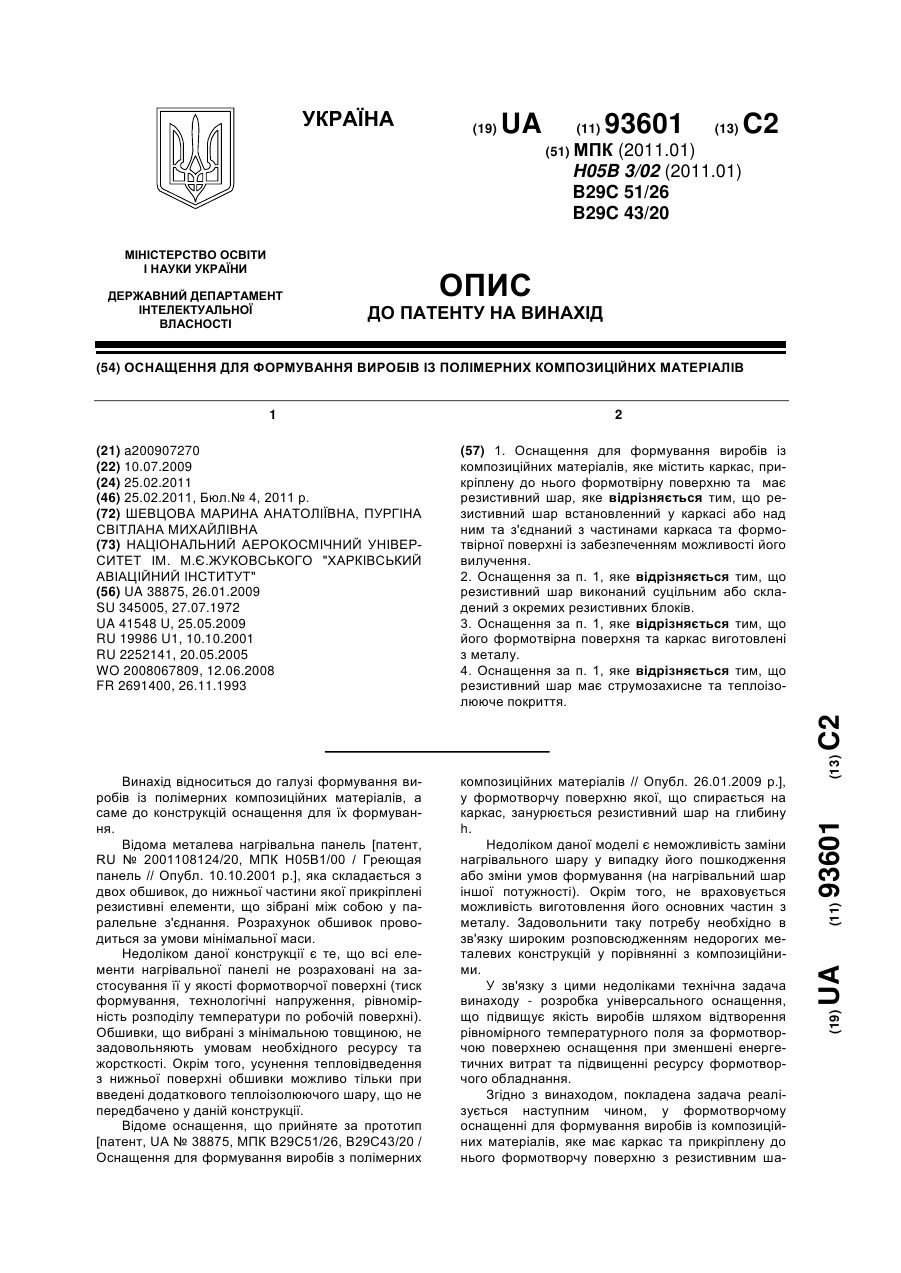
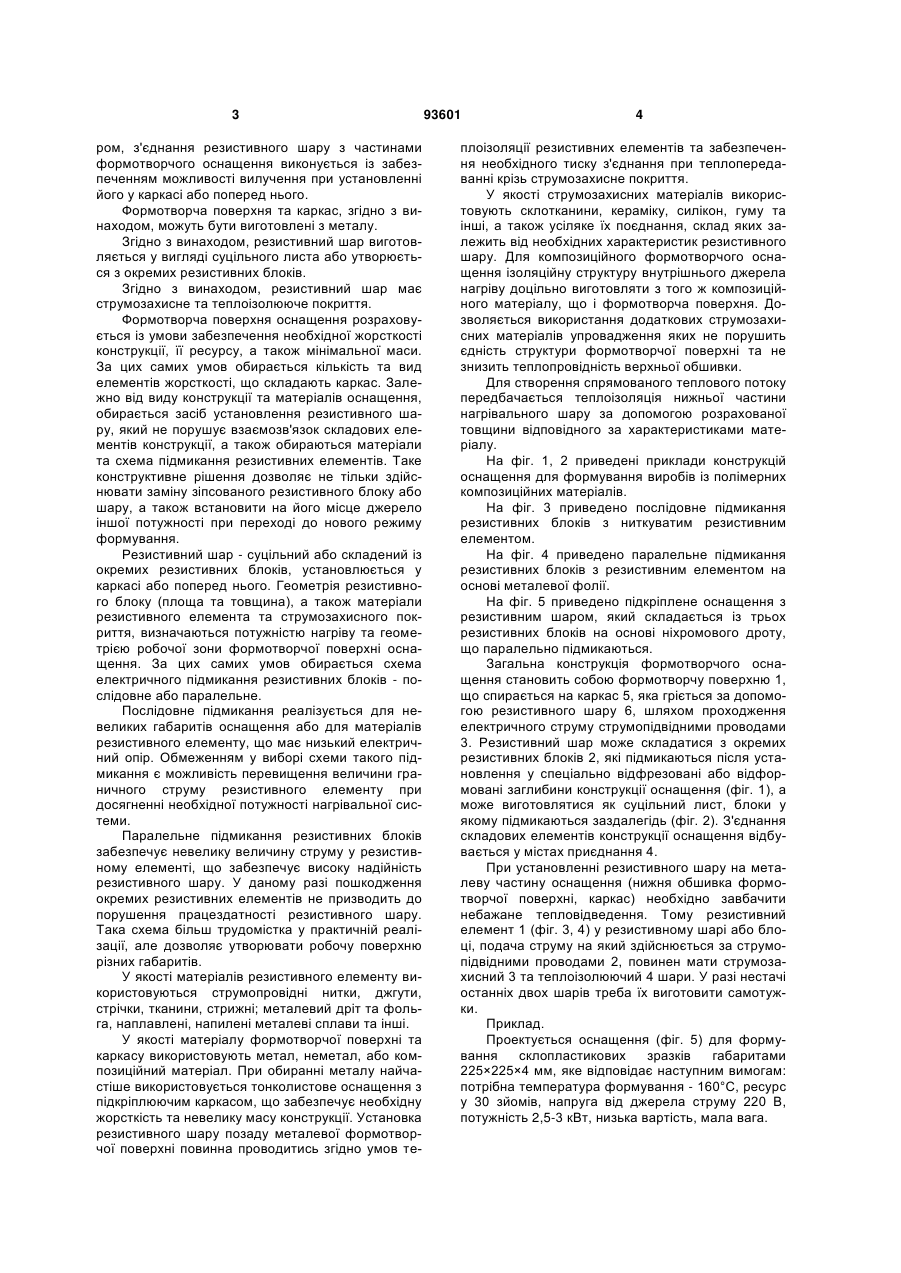
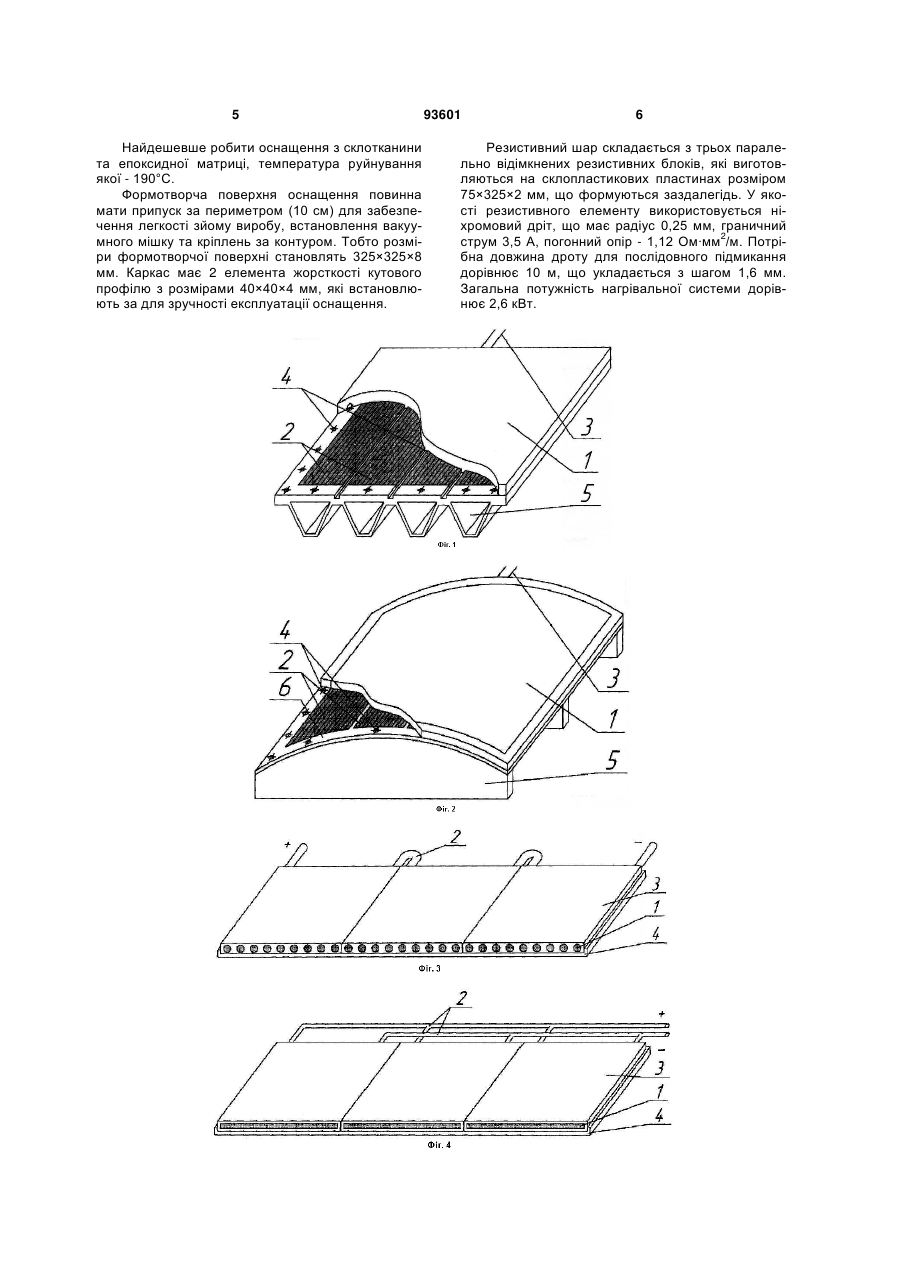
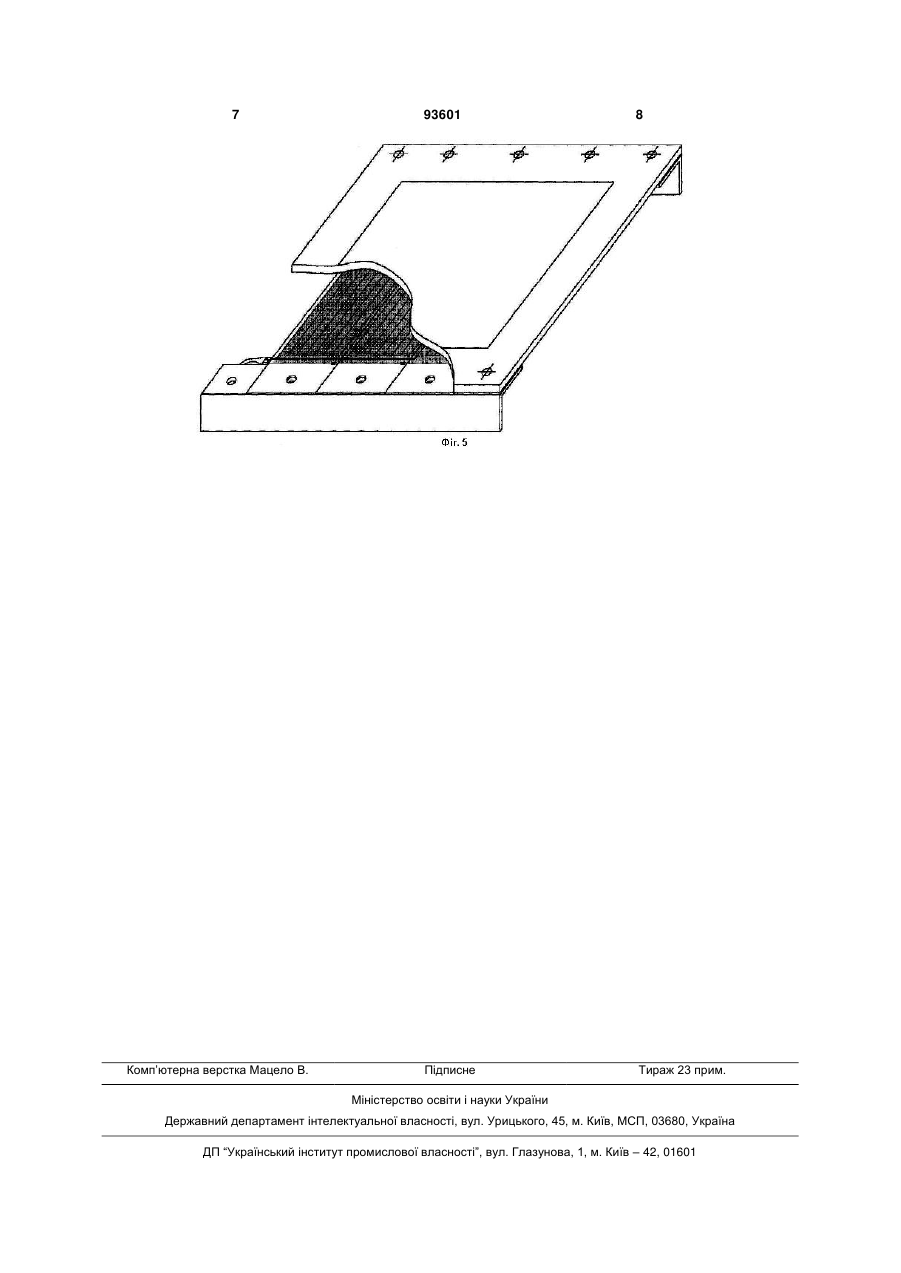
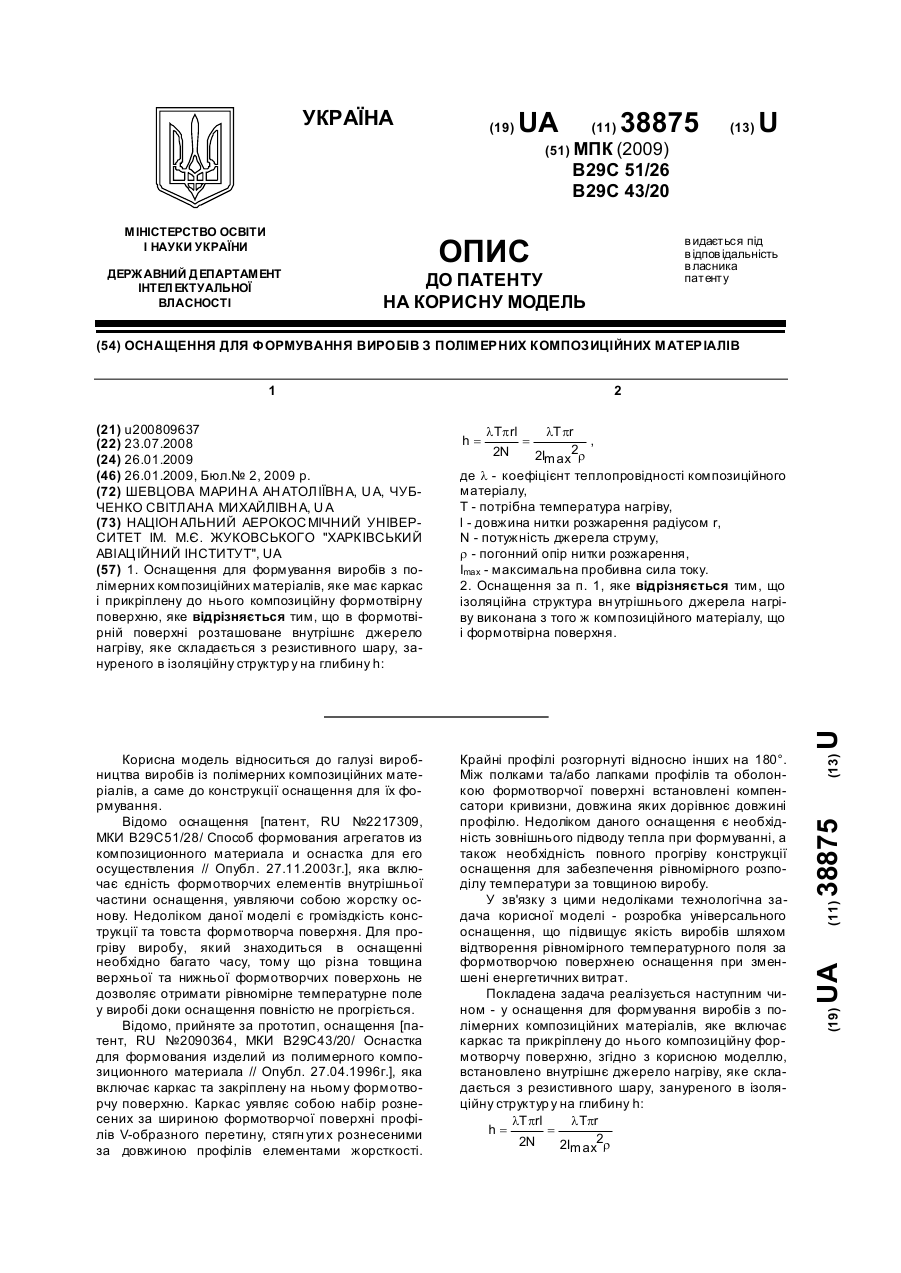
1. Оснащення для формування виробів із композиційних матеріалів, яке містить каркас, прикріплену до нього формотвірну поверхню та має резистивний шар, яке відрізняється тим, що резистивний шар встановленний у каркасі або над ним та з'єднаний з частинами каркаса та формотвірної поверхні із забезпеченням можливості його вилучення. 2. Оснащення за п. 1, яке відрізняється тим, що резистивний шар виконаний суцільним або складений з окремих резистивних блоків. 3. Оснащення за п. 1, яке відрізняється тим, що його формотвірна поверхня та каркас виготовлені з металу. 4. Оснащення за п. 1, яке відрізняється тим, що резистивний шар має струмозахисне та теплоізолююче покриття. Винахід відноситься до галузі формування виробів із полімерних композиційних матеріалів, а саме до конструкцій оснащення для їх формування. Відома металева нагрівальна панель [патент, RU № 2001108124/20, МПК Н05В1/00 / Греющая панель // Опубл. 10.10.2001 р.], яка складається з двох обшивок, до нижньої частини якої прикріплені резистивні елементи, що зібрані між собою у паралельне з'єднання. Розрахунок обшивок проводиться за умови мінімальної маси. Недоліком даної конструкції є те, що всі елементи нагрівальної панелі не розраховані на застосування її у якості формотворчої поверхні (тиск формування, технологічні напруження, рівномірність розподілу температури по робочій поверхні). Обшивки, що вибрані з мінімальною товщиною, не задовольняють умовам необхідного ресурсу та жорсткості. Окрім того, усунення тепловідведення з нижньої поверхні обшивки можливо тільки при введені додаткового теплоізолюючого шару, що не передбачено у даній конструкції. Відоме оснащення, що прийняте за прототип [патент, UA № 38875, МПК В29С51/26, В29С43/20 / Оснащення для формування виробів з полімерних композиційних матеріалів // Опубл. 26.01.2009 р.], у формотворчу поверхню якої, що спирається на каркас, занурюється резистивний шар на глибину h. Недоліком даної моделі є неможливість заміни нагрівального шару у випадку його пошкодження або зміни умов формування (на нагрівальний шар іншої потужності). Окрім того, не враховується можливість виготовлення його основних частин з металу. Задовольнити таку потребу необхідно в зв'язку широким розповсюдженням недорогих металевих конструкцій у порівнянні з композиційними. У зв'язку з цими недоліками технічна задача винаходу - розробка універсального оснащення, що підвищує якість виробів шляхом відтворення рівномірного температурного поля за формотворчою поверхнею оснащення при зменшені енергетичних витрат та підвищенні ресурсу формотворчого обладнання. Згідно з винаходом, покладена задача реалізується наступним чином, у формотворчому оснащенні для формування виробів із композиційних матеріалів, яке має каркас та прикріплену до нього формотворчу поверхню з резистивним ша (19) UA (11) 93601 (13) C2 (21) a200907270 (22) 10.07.2009 (24) 25.02.2011 (46) 25.02.2011, Бюл.№ 4, 2011 р. (72) ШЕВЦОВА МАРИНА АНАТОЛІЇВНА, ПУРГІНА СВІТЛАНА МИХАЙЛІВНА (73) НАЦІОНАЛЬНИЙ АЕРОКОСМІЧНИЙ УНІВЕРСИТЕТ ІМ. М.Є.ЖУКОВСЬКОГО "ХАРКІВСЬКИЙ АВІАЦІЙНИЙ ІНСТИТУТ" (56) UA 38875, 26.01.2009 SU 345005, 27.07.1972 UA 41548 U, 25.05.2009 RU 19986 U1, 10.10.2001 RU 2252141, 20.05.2005 WO 2008067809, 12.06.2008 FR 2691400, 26.11.1993 3 ром, з'єднання резистивного шару з частинами формотворчого оснащення виконується із забезпеченням можливості вилучення при установленні його у каркасі або поперед нього. Формотворча поверхня та каркас, згідно з винаходом, можуть бути виготовлені з металу. Згідно з винаходом, резистивний шар виготовляється у вигляді суцільного листа або утворюється з окремих резистивних блоків. Згідно з винаходом, резистивний шар має струмозахисне та теплоізолююче покриття. Формотворча поверхня оснащення розраховується із умови забезпечення необхідної жорсткості конструкції, її ресурсу, а також мінімальної маси. За цих самих умов обирається кількість та вид елементів жорсткості, що складають каркас. Залежно від виду конструкції та матеріалів оснащення, обирається засіб установлення резистивного шару, який не порушує взаємозв'язок складових елементів конструкції, а також обираються матеріали та схема підмикання резистивних елементів. Таке конструктивне рішення дозволяє не тільки здійснювати заміну зіпсованого резистивного блоку або шару, а також встановити на його місце джерело іншої потужності при переході до нового режиму формування. Резистивний шар - суцільний або складений із окремих резистивних блоків, установлюється у каркасі або поперед нього. Геометрія резистивного блоку (площа та товщина), а також матеріали резистивного елемента та струмозахисного покриття, визначаються потужністю нагріву та геометрією робочої зони формотворчої поверхні оснащення. За цих самих умов обирається схема електричного підмикання резистивних блоків - послідовне або паралельне. Послідовне підмикання реалізується для невеликих габаритів оснащення або для матеріалів резистивного елементу, що має низький електричний опір. Обмеженням у виборі схеми такого підмикання є можливість перевищення величини граничного струму резистивного елементу при досягненні необхідної потужності нагрівальної системи. Паралельне підмикання резистивних блоків забезпечує невелику величину струму у резистивному елементі, що забезпечує високу надійність резистивного шару. У даному разі пошкодження окремих резистивних елементів не призводить до порушення працездатності резистивного шару. Така схема більш трудомістка у практичній реалізації, але дозволяє утворювати робочу поверхню різних габаритів. У якості матеріалів резистивного елементу використовуються струмопровідні нитки, джгути, стрічки, тканини, стрижні; металевий дріт та фольга, наплавлені, напилені металеві сплави та інші. У якості матеріалу формотворчої поверхні та каркасу використовують метал, неметал, або композиційний матеріал. При обиранні металу найчастіше використовується тонколистове оснащення з підкріплюючим каркасом, що забезпечує необхідну жорсткість та невелику масу конструкції. Установка резистивного шару позаду металевої формотворчої поверхні повинна проводитись згідно умов те 93601 4 плоізоляції резистивних елементів та забезпечення необхідного тиску з'єднання при теплопередаванні крізь струмозахисне покриття. У якості струмозахисних матеріалів використовують склотканини, кераміку, силікон, гуму та інші, а також усіляке їх поєднання, склад яких залежить від необхідних характеристик резистивного шару. Для композиційного формотворчого оснащення ізоляційну структуру внутрішнього джерела нагріву доцільно виготовляти з того ж композиційного матеріалу, що і формотворча поверхня. Дозволяється використання додаткових струмозахисних матеріалів упровадження яких не порушить єдність структури формотворчої поверхні та не знизить теплопровідність верхньої обшивки. Для створення спрямованого теплового потоку передбачається теплоізоляція нижньої частини нагрівального шару за допомогою розрахованої товщини відповідного за характеристиками матеріалу. На фіг. 1, 2 приведені приклади конструкцій оснащення для формування виробів із полімерних композиційних матеріалів. На фіг. 3 приведено послідовне підмикання резистивних блоків з ниткуватим резистивним елементом. На фіг. 4 приведено паралельне підмикання резистивних блоків з резистивним елементом на основі металевої фолії. На фіг. 5 приведено підкріплене оснащення з резистивним шаром, який складається із трьох резистивних блоків на основі ніхромового дроту, що паралельно підмикаються. Загальна конструкція формотворчого оснащення становить собою формотворчу поверхню 1, що спирається на каркас 5, яка гріється за допомогою резистивного шару 6, шляхом проходження електричного струму струмопідвідними проводами 3. Резистивний шар може складатися з окремих резистивних блоків 2, які підмикаються після установлення у спеціально відфрезовані або відформовані заглибини конструкції оснащення (фіг. 1), а може виготовлятися як суцільний лист, блоки у якому підмикаються заздалегідь (фіг. 2). З'єднання складових елементів конструкції оснащення відбувається у містах приєднання 4. При установленні резистивного шару на металеву частину оснащення (нижня обшивка формотворчої поверхні, каркас) необхідно завбачити небажане тепловідведення. Тому резистивний елемент 1 (фіг. 3, 4) у резистивному шарі або блоці, подача струму на який здійснюється за струмопідвідними проводами 2, повинен мати струмозахисний 3 та теплоізолюючий 4 шари. У разі нестачі останніх двох шарів треба їх виготовити самотужки. Приклад. Проектується оснащення (фіг. 5) для формування склопластикових зразків габаритами 225×225×4 мм, яке відповідає наступним вимогам: потрібна температура формування - 160°С, ресурс у 30 зйомів, напруга від джерела струму 220 В, потужність 2,5-3 кВт, низька вартість, мала вага. 5 Найдешевше робити оснащення з склотканини та епоксидної матриці, температура руйнування якої - 190°С. Формотворча поверхня оснащення повинна мати припуск за периметром (10 см) для забезпечення легкості зйому виробу, встановлення вакуумного мішку та кріплень за контуром. Тобто розміри формотворчої поверхні становлять 325×325×8 мм. Каркас має 2 елемента жорсткості кутового профілю з розмірами 40×40×4 мм, які встановлюють за для зручності експлуатації оснащення. 93601 6 Резистивний шар складається з трьох паралельно відімкнених резистивних блоків, які виготовляються на склопластикових пластинах розміром 75×325×2 мм, що формуються заздалегідь. У якості резистивного елементу використовується ніхромовий дріт, що має радіус 0,25 мм, граничний струм 3,5 А, погонний опір - 1,12 Ом·мм2/м. Потрібна довжина дроту для послідовного підмикання дорівнює 10 м, що укладається з шагом 1,6 мм. Загальна потужність нагрівальної системи дорівнює 2,6 кВт. 7 Комп’ютерна верстка Мацело В. 93601 8 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюEquipment for formation of polymeric composite materials
Автори англійськоюShevtsova Maryna Anatoliivna, Purhina Svitlana Mykhailivna
Назва патенту російськоюОборудование для формирования изделий из полимерных композиционных материалов
Автори російськоюШевцова Марина Анатольевна, Пургина Светлана Михайловна
МПК / Мітки
МПК: H05B 3/02, B29C 51/26, B29C 43/20
Мітки: оснащення, композиційних, матеріалів, виробів, полімерних, формування
Код посилання
<a href="https://ua.patents.su/4-93601-osnashhennya-dlya-formuvannya-virobiv-iz-polimernikh-kompozicijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Оснащення для формування виробів із полімерних композиційних матеріалів</a>
Оснащення для формування виробів з полімерних композиційних матеріалів
Номер патенту: 38875
Опубліковано: 26.01.2009
Автори: Шевцова Марина Анатоліївна, Чубченко Світлана Михайлівна
МПК: B29C 43/20, B29C 51/26
Мітки: виробів, матеріалів, полімерних, оснащення, формування, композиційних
Формула / Реферат:
1. Оснащення для формування виробів з полімерних композиційних матеріалів, яке має каркас і прикріплену до нього композиційну формотвірну поверхню, яке відрізняється тим, що в формотвірній поверхні розташоване внутрішнє джерело нагріву, яке складається з резистивного шару, зануреного в ізоляційну структуру на глибину h:, де λ - коефіцієнт...
Пристрій для формування стрижневих виробів з композиційних матеріалів
Номер патенту: 45497
Опубліковано: 10.11.2009
Автори: Ігнатьєва Вікторія Борисівна, Ігнатьєв Борис Борисович
МПК: B29C 55/00
Мітки: стрижневих, формування, пристрій, композиційних, матеріалів, виробів
Формула / Реферат:
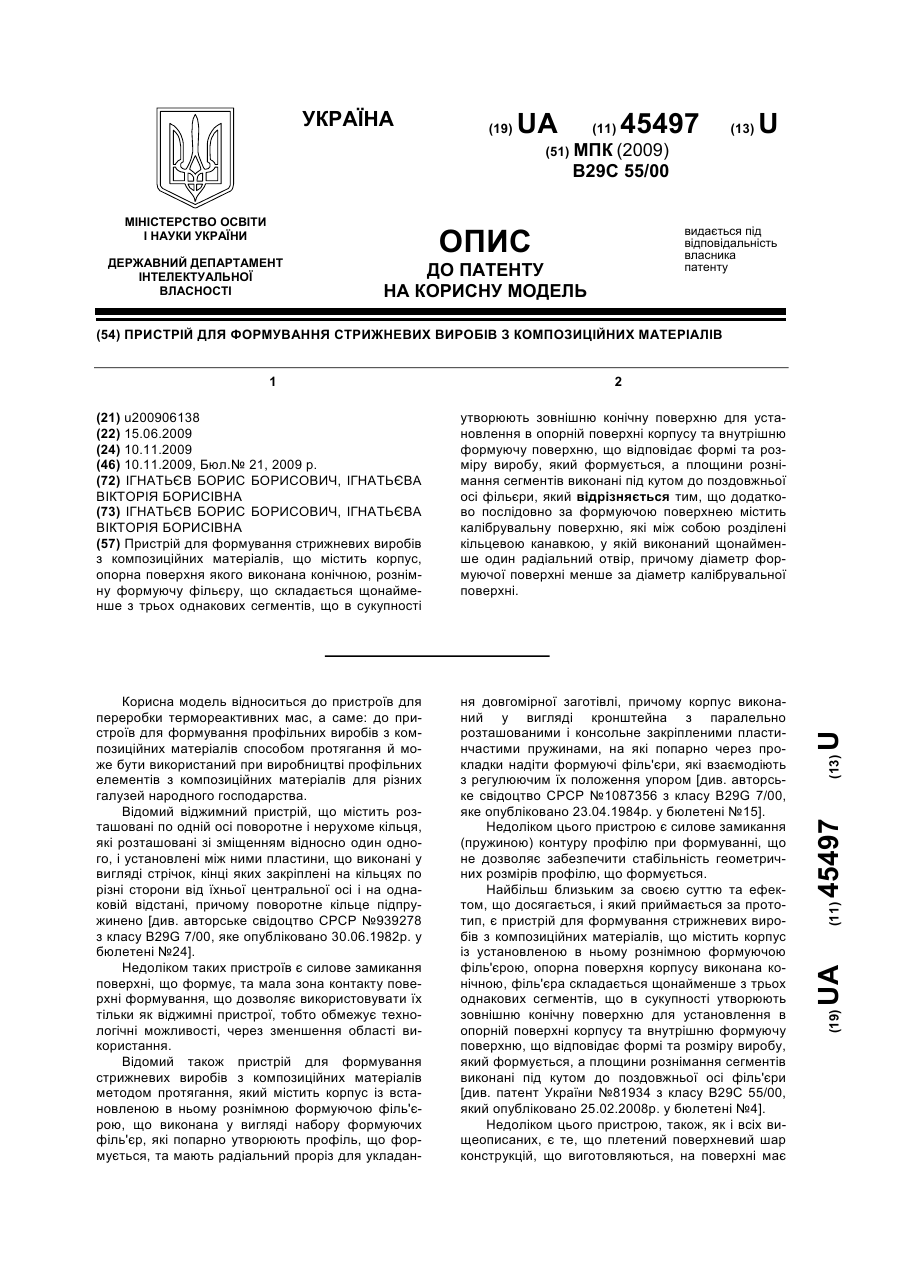
Пристрій для формування стрижневих виробів з композиційних матеріалів, що містить корпус, опорна поверхня якого виконана конічною, рознімну формуючу фільєру, що складається щонайменше з трьох однакових сегментів, що в сукупності утворюють зовнішню конічну поверхню для установлення в опорній поверхні корпусу та внутрішню формуючу поверхню, що відповідає формі та розміру виробу, який формується, а площини рознімання сегментів виконані під кутом...
Спосіб твердіння виробів з полімерних композиційних матеріалів
Номер патенту: 84926
Опубліковано: 10.12.2008
Автори: Рибалко Андрій Віталійович, Манько Тамара Антонівна, Єрмолаев Іван Михайлович, Задоя Наталя Олександрівна
МПК: B29C 35/00
Мітки: матеріалів, полімерних, виробів, спосіб, композиційних, твердіння
Формула / Реферат:
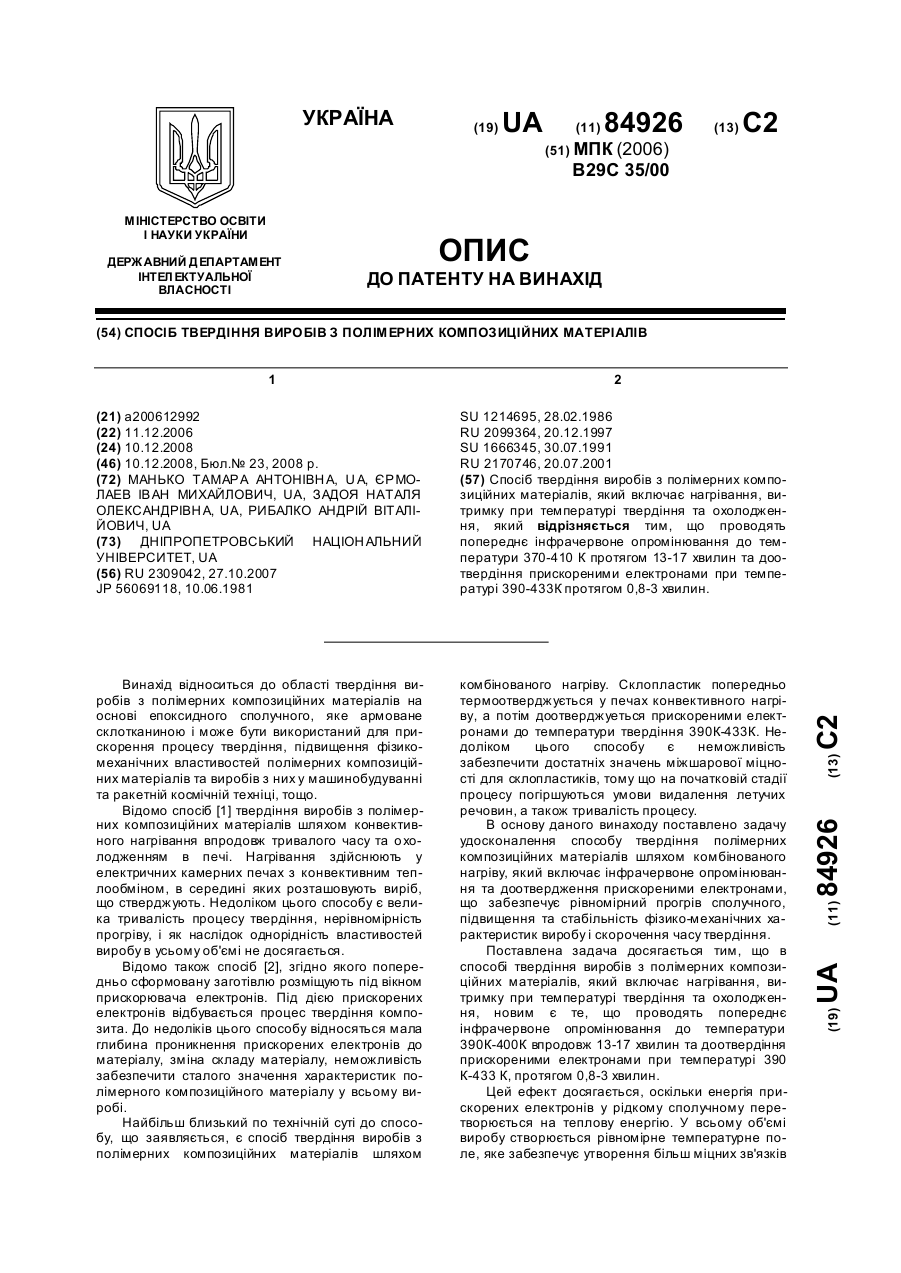
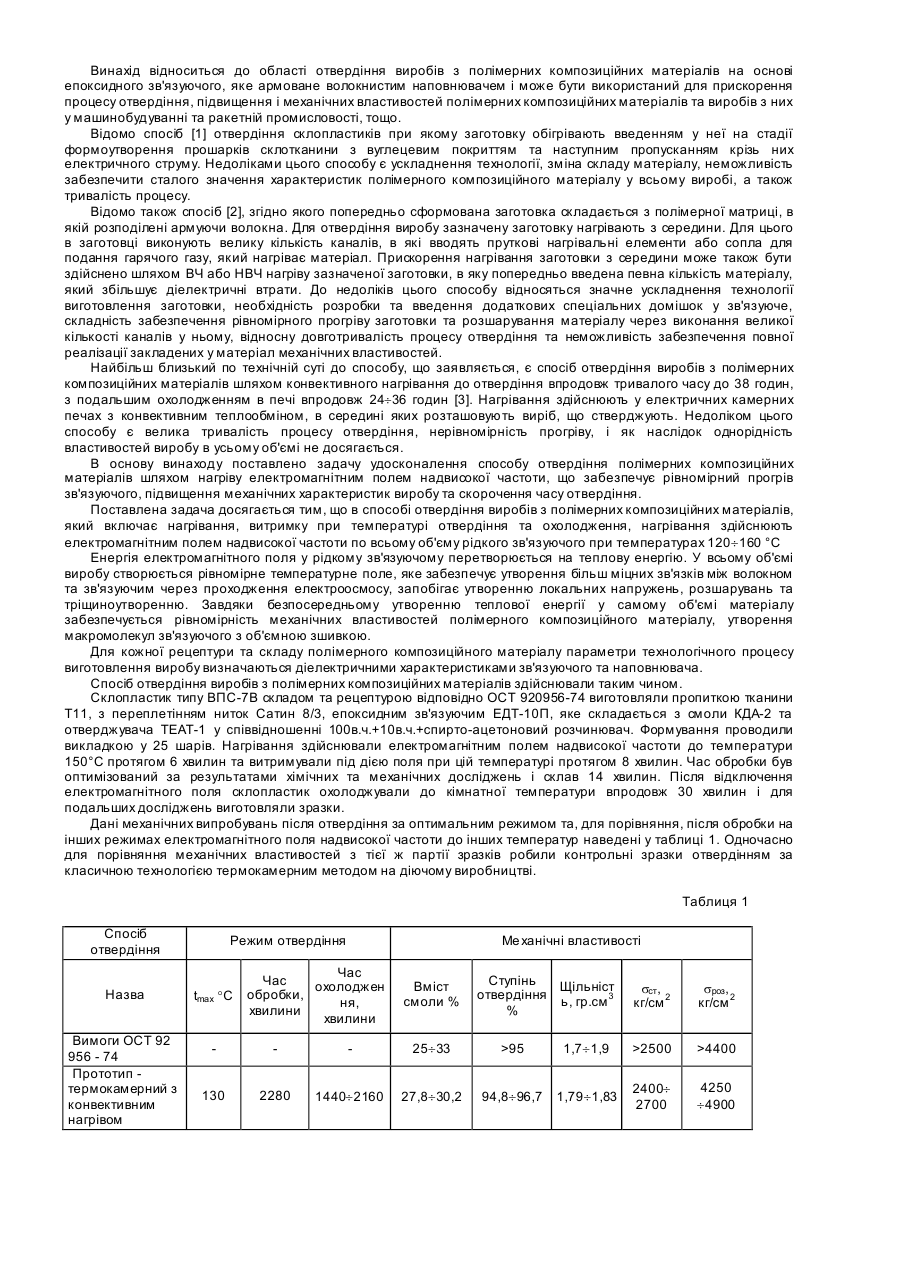
Спосіб твердіння виробів з полімерних композиційних матеріалів, який включає нагрівання, витримку при температурі твердіння та охолодження, який відрізняється тим, що проводять попереднє інфрачервоне опромінювання до температури 370-410 К протягом 13-17 хвилин та доотвердіння прискореними електронами при температурі 390-433 К протягом 0,8-3 хвилин.
Спосіб затвердіння виробів з полімерних композиційних матеріалів
Номер патенту: 73709
Опубліковано: 15.08.2005
Автори: Демура Антон Львович, Санін Федір Павлович
МПК: B29C 35/00
Мітки: виробів, затвердіння, композиційних, спосіб, полімерних, матеріалів
Формула / Реферат:
Спосіб затвердіння виробів з полімерних композиційних матеріалів, який включає нагрівання, витримку при температурі затвердіння та охолодження, який відрізняється тим, що нагрівання здійснюють електромагнітним полем надвисокої частоти всього об'єму рідкого зв'язуючого при температурах 120 - 160 °С.
Спосіб отвердіння виробів із полімерних композиційних матеріалів
Номер патенту: 18908
Опубліковано: 15.11.2006
Автори: Вамболь Олексій Олександрович, Шевцова Марина Анатоліївна
МПК: B29C 35/02, B29C 43/20
Мітки: композиційних, матеріалів, виробів, спосіб, отвердіння, полімерних
Формула / Реферат:
Спосіб отвердіння виробів із полімерних композиційних матеріалів, що включає визначення температурно-часового режиму отвердіння, поетапний нагрів компонентів матеріалу від кімнатної температури до максимальної температури отвердіння, ізотермічну витримку до отримання повністю полімеризованого матеріалу, який відрізняється тим, що після ізотермічної витримки матеріал охолоджують до кімнатної температури, а температурно-часовий режим визначають...
Попередній патент: Ротор вітродвигуна
Наступний патент: Теплогенератор для спалювання тюків та рулонів соломи
Випадковий патент: Рульова колонка транспортного засобу