Оснащення для формування виробів з полімерних композиційних матеріалів
Номер патенту: 38875
Опубліковано: 26.01.2009
Автори: Шевцова Марина Анатоліївна, Чубченко Світлана Михайлівна
Формула / Реферат
1. Оснащення для формування виробів з полімерних композиційних матеріалів, яке має каркас і прикріплену до нього композиційну формотвірну поверхню, яке відрізняється тим, що в формотвірній поверхні розташоване внутрішнє джерело нагріву, яке складається з резистивного шару, зануреного в ізоляційну структуру на глибину h:
![]() ,
,
де λ - коефіцієнт теплопровідності композиційного матеріалу,
Т - потрібна температура нагріву,
l - довжина нитки розжарення радіусом r,
N - потужність джерела струму,
ρ - погонний опір нитки розжарення,
Іmax - максимальна пробивна сила току.
2. Оснащення за п. 1, яке відрізняється тим, що ізоляційна структура внутрішнього джерела нагріву виконана з того ж композиційного матеріалу, що і формотвірна поверхня.
Текст
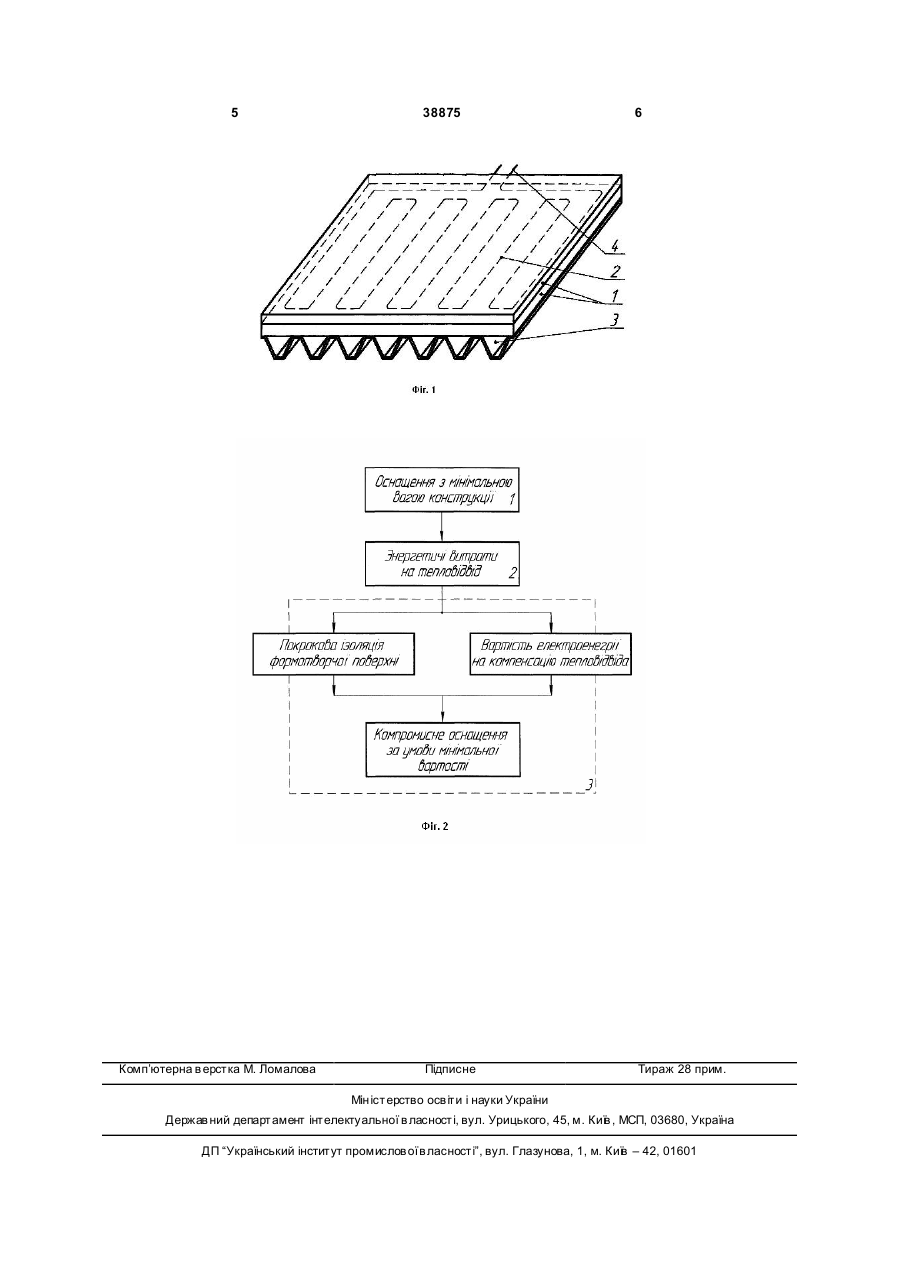
1. Оснащення для формування виробів з полімерних композиційних матеріалів, яке має каркас і прикріплену до нього композиційну формотвірну поверхню, яке відрізняється тим, що в формотвірній поверхні розташоване внутрішнє джерело нагріву, яке складається з резистивного шару, зануреного в ізоляційну структур у на глибину h: l Tp rl lT pr = , 2N 2Imax2r де l - коефіцієнт теплопровідності композиційного матеріалу, Т - потрібна температура нагріву, l - довжина нитки розжарення радіусом r, N - потужність джерела струму, r - погонний опір нитки розжарення, Іmax - максимальна пробивна сила току. 2. Оснащення за п. 1, яке відрізняється тим, що ізоляційна структура вн утрішнього джерела нагріву виконана з того ж композиційного матеріалу, що і формотвірна поверхня. Корисна модель відноситься до галузі виробництва виробів із полімерних композиційних матеріалів, а саме до конструкції оснащення для їх формування. Відомо оснащення [патент, RU №2217309, МКИ В29С51/28/ Способ формования агрегатов из композиционного материала и оснастка для его осуществления // Опубл. 27.11.2003г.], яка включає єдність формотворчих елементів внутрішньої частини оснащення, уявляючи собою жорстку основу. Недоліком даної моделі є громіздкість конструкції та товста формотворча поверхня. Для прогріву виробу, який знаходиться в оснащенні необхідно багато часу, тому що різна товщина верхньої та нижньої формотворчих поверхонь не дозволяє отримати рівномірне температурне поле у виробі доки оснащення повністю не прогріється. Відомо, прийняте за прототип, оснащення [патент, RU №2090364, МКИ В29С43/20/ Оснастка для формования изделий из полимерного композиционного материала // Опубл. 27.04.1996г.], яка включає каркас та закріплену на ньому формотворчу поверхню. Каркас уявляє собою набір рознесених за шириною формотворчої поверхні профілів V-образного перетину, стягн ути х рознесеними за довжиною профілів елементами жорсткості. Крайні профілі розгорнуті відносно інших на 180°. Між полками та/або лапками профілів та оболонкою формотворчої поверхні встановлені компенсатори кривизни, довжина яких дорівнює довжині профілю. Недоліком даного оснащення є необхідність зовнішнього підводу тепла при формуванні, а також необхідність повного прогріву конструкції оснащення для забезпечення рівномірного розподілу температури за товщиною виробу. У зв'язку з цими недоліками технологічна задача корисної моделі - розробка універсального оснащення, що підвищує якість виробів шляхом відтворення рівномірного температурного поля за формотворчою поверхнею оснащення при зменшені енергетичних витрат. Покладена задача реалізується наступним чином - у оснащення для формування виробів з полімерних композиційних матеріалів, яке включає каркас та прикріплену до нього композиційну формотворчу поверхню, згідно з корисною моделлю, встановлено внутрішнє джерело нагріву, яке складається з резистивного шару, зануреного в ізоляційну структур у на глибину h: lT prl l Tpr h= = 2N 2Imax2r (19) UA (11) 38875 (13) U h= 3 38875 де l - коефіцієнт теплопровідності композиційного матеріалу, Т - потрібна температура нагріву, l - довжина нитки розжарення радіусом r, N - потужність джерела струму, r - погонний опір нитки розжарення, Imax - максимальна пробивна сила току. Задачею резистивного шару є не тільки створення потрібних параметрів та режимів нагріву, а також непомітність структури на формотворчій поверхні після його встановлення. Тому, для виготовлення резистивного шару, використовується тонковолокниста структура, безперервно розподілена на поверхні, а також усуваються будь-які закладні елементі, які можуть порушити гладкість формотворчої поверхні оснащення. Окрім того, відповідаючи жорстким потребам до оснащення за умов формування (тиск, жорсткість та ресурс), важливо створити єдину структур у формотворчої поверхні, тому що можливі непроклеї та порожнини приводять до дострокового виходу оснащення зі строю. Тому використання шарів плівки та різноманітних видів додаткової ізоляції і вирівнювання поверхні не є виправдане при створенні резистивного шару для формотворчого оснащення, де для його ізоляції використовується тільки матриця та волокнистий матеріал, з якого виготовлюється формотворча поверхня. Використання внутрішнього джерела нагріву в формотворчій поверхні запобігає нерівномірному розповсюдженню температурного поля за об'ємом виробу, тому що тепло підводиться безпосередньо до поверхні деталі, а додаткові шари пакету, що формується, як і нижня частина формотворчої поверхні оснащення, теплоізолює виріб та знижує тепловіддачу до зовнішнього середовища. На Фіг.1 приведена конструкція оснащення для формування виробів з полімерних композиційних матеріалів. На Фіг.2 приведена схема визначення параметрів конструкції оснащення для формування виробів з полімерних композиційних матеріалів. Оснащення для формування виробів з полімерних композиційних матеріалів включає формотворчу поверхню 1, закріплену на каркасі 3. Нагрів оснащення відбувається завдяки резистивному шару 2, розташованому на глибині h у формотворчій поверхні. Струм на резистивний шар подається за струмопідвідними проводами 4. Вибір параметрів оснащення відбувається за схемою, що приведена на Фіг.2., де головними моментами виступають: вага оснащення, її вартість та енергетичні затрати на тепловідвід. Добір параметрів відбувається за наступним алгоритмом: 1. Задаються геометричні розміри оснащення, ресурс, допустимий прогин формотворчої поверхні і розраховуються варіанти його виготовлення (товщина формотворчої поверхні, кількість елементів 4 жорсткості у каркасі та схема їх встановлення). Вибір оптимального варіанту конструкції оснащення відбувається шляхом порівняння за вагою. 2. Розраховуються параметри резистивного шару (довжина нитки, шаг укладання, електрична схема підключення, глибина занурення його у формотворчу поверхню). Шаг укладання t відповідає подвійному значенню глибини занурення резистивного шару h у формотворчу поверхню оснащення. Рахується тепловідвід з формотворчої поверхні та елементів каркасу на етапі формування виробу. 3. Для визначення найбільш раціональної конструкції оснащення використовується умова мінімуму її вартості та способу виготовлення. Порівнюються вартість на додання додаткових шарів ізоляції до низу формотворчої поверхні з витратами на компенсацію тепловідвіда. Оснащення, яке здобуте на цьому етапі проектування є компромісним, і задовольняє трьом важливим критеріям оснащення для формування виробів з полімерних композиційних матеріалів. Приклад Проектується оснащення для формування виробів з вуглепластику розміром - 25´60см та товщиною 0,6см; яке відповідає наступним вимогам: потрібна температура формування - 140°С, ресурс в 40 з'йомів, напруга від джерела струму 220В, потужність до 1000Вт, низька вартість, мала вага. Найдешевше робити оснастку з склопластику та епоксидної матриці, з резистивним елементом з вугленитки. Найлегшим буде оснащення з тонколистовою формотворчою поверхнею, яка опирається на каркас. Формотворча поверхня оснащення повинна мати припуск за периметром (10см) для забезпечення легкості з'йому виробу, встановлення вакуумного мішку та кріплень за контуром. Тобто розміри формотворчої поверхні становлять 35´70см, товщина - 0,8см. Каркас має 3 елемента жорсткості (прямокутного перетину розміром 2´20см), прикріпленні в поперечному напрямку найбільшої сторони. Параметри системи нагріву: Як нитка розжарення резистивного шару використовується вугленитка радіусом r, який дорівнює 0,0315см, максимальна пробивна сила струму I mах дорівнює 0,30м і погонним опором r - 5Ом/см. Потрібна довжина нитки розжарення l для послідовного з'єднання дорівнює 176см. Шаг укладання t дорівнює 0,6см, глибина занурення резистивного шару h у формотворчу поверхню - 0,3см. Зібрав десять таких ланцюгів у паралельне з'єднання, отримаємо оснащення з розміром робочої поверхні, що гріє, 25´60см та потужністю 550Вт. 5 Комп’ютерна в ерстка М. Ломалова 38875 6 Підписне Тираж 28 прим. Міністерство осв іт и і науки України Держав ний департамент інтелектуальної в ласності, вул. Урицького, 45, м. Київ , МСП, 03680, Україна ДП “Український інститут промислов ої в ласності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюAccessory for molding of articles made of polymeric composite materials
Автори англійськоюShevtsova Maryna Anatoliivna, Chubchenko Svitlana Mykhailivna
Назва патенту російськоюОснастка для формования изделий из полимерных композиционных материалов
Автори російськоюШевцова Марина Анатольевна, Чубченко Светлана Михайловна
МПК / Мітки
МПК: B29C 51/26, B29C 43/20
Мітки: композиційних, матеріалів, оснащення, виробів, полімерних, формування
Код посилання
<a href="https://ua.patents.su/3-38875-osnashhennya-dlya-formuvannya-virobiv-z-polimernikh-kompozicijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Оснащення для формування виробів з полімерних композиційних матеріалів</a>
Спосіб затвердіння виробів з полімерних композиційних матеріалів
Номер патенту: 73709
Опубліковано: 15.08.2005
Автори: Санін Федір Павлович, Демура Антон Львович
МПК: B29C 35/00
Мітки: полімерних, матеріалів, затвердіння, композиційних, спосіб, виробів
Формула / Реферат:
Спосіб затвердіння виробів з полімерних композиційних матеріалів, який включає нагрівання, витримку при температурі затвердіння та охолодження, який відрізняється тим, що нагрівання здійснюють електромагнітним полем надвисокої частоти всього об'єму рідкого зв'язуючого при температурах 120 - 160 °С.
Спосіб твердіння виробів з полімерних композиційних матеріалів
Номер патенту: 84926
Опубліковано: 10.12.2008
Автори: Єрмолаев Іван Михайлович, Задоя Наталя Олександрівна, Рибалко Андрій Віталійович, Манько Тамара Антонівна
МПК: B29C 35/00
Мітки: полімерних, виробів, матеріалів, твердіння, композиційних, спосіб
Формула / Реферат:
Спосіб твердіння виробів з полімерних композиційних матеріалів, який включає нагрівання, витримку при температурі твердіння та охолодження, який відрізняється тим, що проводять попереднє інфрачервоне опромінювання до температури 370-410 К протягом 13-17 хвилин та доотвердіння прискореними електронами при температурі 390-433 К протягом 0,8-3 хвилин.
Спосіб отвердіння виробів із полімерних композиційних матеріалів
Номер патенту: 18908
Опубліковано: 15.11.2006
Автори: Шевцова Марина Анатоліївна, Вамболь Олексій Олександрович
МПК: B29C 35/02, B29C 43/20
Мітки: отвердіння, матеріалів, спосіб, полімерних, композиційних, виробів
Формула / Реферат:
Спосіб отвердіння виробів із полімерних композиційних матеріалів, що включає визначення температурно-часового режиму отвердіння, поетапний нагрів компонентів матеріалу від кімнатної температури до максимальної температури отвердіння, ізотермічну витримку до отримання повністю полімеризованого матеріалу, який відрізняється тим, що після ізотермічної витримки матеріал охолоджують до кімнатної температури, а температурно-часовий режим визначають...
Пристрій для формування стрижневих виробів з композиційних матеріалів
Номер патенту: 81934
Опубліковано: 25.02.2008
Автори: Ігнатьєв Борис Борисович, Ігнатьєва Вікторія Борисівна, Чеснокова Анна Вікторовна
МПК: B29C 55/00
Мітки: стрижневих, композиційних, виробів, пристрій, матеріалів, формування
Формула / Реферат:
Пристрій для формування стрижневих виробів з композиційних матеріалів, що містить корпус із установленою в ньому рознімною формуючою філь’єрою, який відрізняється тим, що опорна поверхня корпусу виконана конічною, філь’єра складається щонайменше з трьох однакових сегментів, що в сукупності утворюють зовнішню конічну поверхню для установлення в опорній поверхні корпусу та внутрішню формуючу поверхню, що відповідає формі та розміру виробу,...
Процес виготовлення циліндричних пруткових виробів з пам`яттю форми із полімерних композиційних матеріалів
Номер патенту: 79188
Опубліковано: 25.05.2007
Автори: Варюхін Віктор Миколайович, Возняк Юрій Васильович, Білошенко Віктор Олександрович, Борзенко Олександр Петрович
МПК: B29C 33/40, B29C 43/00
Мітки: полімерних, процес, пам'яттю, композиційних, виробів, виготовлення, форми, матеріалів, пруткових, циліндричних
Формула / Реферат:
1. Процес виготовлення циліндричних пруткових виробів з пам'яттю форми із полімерних композиційних матеріалів, головним чином на основі термореактивних полімерів, який включає одержання заготовки заливанням полімерної композиції з наповнювачем із терморозширеного графіту у відповідну форму, формування сітчастої структури матеріалу заготовки шляхом її ствердіння, деформування стверділої заготовки у високоеластичному стані з наступним її...
Попередній патент: Саморегенерувальний фільтр двостадійного очищення рідини
Наступний патент: Фільтруючий матеріал
Випадковий патент: Спосіб прогнозування ризику розвитку тромботичних ускладнень при антифосфоліпідному синдромі