Термозварювальний полімерний пакувальний матеріал

Формула / Реферат
1. Термозварювальний полімерний пакувальний матеріал, що містить зовнішній, середній та внутрішній шари з поліолефіну з наповнювачем у вигляді тонкогранульованого матеріалу та пігменту, який відрізняється тим, що зовнішній, середній та внутрішній шари виконані за товщиною у співвідношенні 15-25 % : 35-45 % : 35-45 %, відповідно, від загальної товщини пакувального матеріалу, причому зовнішній шар містить 40-80 вагових частин поліетилену високої щільності та 20-60 вагових частин наповнювача карбонату кальцію від загальної ваги шару, середній шар містить 10-20 вагових частин лінійного поліетилену низької щільності, 60-80 вагових частин поліетилену високої щільності та 5-20 вагових частин пігменту від загальної ваги шару, а внутрішній шар містить 100 вагових частин лінійного поліетилену низької щільності.
2. Термозварювальний полімерний пакувальний матеріал за п. 1, який відрізняється тим, що зовнішній, середній та внутрішній шари виконані за товщиною у співвідношенні 20 % : 40 % : 40 %, відповідно.
3. Термозварювальний полімерний пакувальний матеріал за п. 1, який відрізняється тим, що пігмент білого кольору містить лінійний поліетилен низької щільності та діоксид титану.
Текст
Реферат: Термозварювальний полімерний пакувальний матеріал містить зовнішній, середній та внутрішній шари з поліолефіну з наповнювачем у вигляді тонкогранульованого матеріалу та пігменту. Зовнішній, середній та внутрішній шари виконані за товщиною у співвідношенні 1525 % : 35-45 % : 35-45 %, відповідно, від загальної товщини пакувального матеріалу. Зовнішній шар містить 40-80 вагових частин поліетилену високої щільності та 20-60 вагових частин наповнювача карбонату кальцію від загальної ваги шару. Середній шар містить 10-20 вагових частин лінійного поліетилену низької щільності, 60-80 вагових частин поліетилену високої щільності та 5-20 вагових частин пігменту від загальної ваги шару. Внутрішній шар містить 100 вагових частин лінійного поліетилену низької щільності. UA 93690 U (54) ТЕРМОЗВАРЮВАЛЬНИЙ ПОЛІМЕРНИЙ ПАКУВАЛЬНИЙ МАТЕРІАЛ UA 93690 U UA 93690 U 5 10 15 20 25 30 35 40 45 50 55 Корисна модель належить до пакувальних матеріалів із поліолефінової плівки на основі поліетилену та мінерального наповнювача, що надає властивості, схожі до паперу. Відомий тришаровий пакувальний матеріал у вигляді листа, що містить зовнішній, середній та внутрішній шари на основі поліетилену, причому зовнішній шар складає 15-35 вагових частин, середній шар складає 30-70 вагових частин, а внутрішній шар складає 15-35 вагових частин по відношенню до всієї товщини вказаного листа, крім того зовнішній шар містить 40-90 вагових частин лінійного поліетилену низької щільності, 5-50 вагових частин тонкогранульованого матеріалу, що здатний на дотик надавати відчуття паперу, та 5-10 вагових частин пігменту, середній шар містить 60-95 вагових частин поліетилену високої щільності, 0-20 вагових частин тонкогранульованого матеріалу та 5-20 вагових частин пігменту, а внутрішній шар містить 70-98 вагових частин лінійного поліетилену низької щільності, 0-10 вагових частин наповнювача та 0-20 вагових частин пігменту (див. патент США № 6054218, МПК В32В27/20, В32В005/16, 2000 p.). Однак, існуючий пакувальний матеріал є недостатньо еластичним, а за рахунок пористості матеріалу його бар'єрні властивості є недостатньо високими. Відповідно, відомий пакувальний матеріал не можливо використовувати як пакувальний матеріал для хімічно-активних сипучих речовин, наприклад пральних порошків. Крім того, недоліком відомого пакувального матеріалу є неможливість використання плівки як пакувальний матеріал на високошвидкісних лініях, де необхідне незначне зусилля притиснення плівки з необхідною якістю отриманого шва. Задачею створення даної корисної моделі є створення пакувального матеріалу, що забезпечує підвищену його еластичність та достатні бар'єрні властивості полімерної плівки й одночасно можливість застосовувати її як пакувальний матеріал па високошвидкісних лініях. Поставлена задача вирішується тим, що в плівковому полімерному матеріалі для пакування продуктів харчування, який містить зовнішній, середній та внутрішній шари з поліолефіну; наповнювача у вигляді тонкогранульованого матеріалу; та пігменту, згідно з корисною моделлю зовнішній, середній та внутрішній шари виконані за товщиною у співвідношенні 20-30 % : 4555 % : 20-30 %, відповідно, від загальної товщини пакувального матеріалу, причому зовнішній шар містить 40-80 вагових частин поліетилену високої щільності та 20-60 вагових частин наповнювача карбонату кальцію від загальної ваги шару, середній шар містить 10-20 вагових частин лінійного поліетилену низької щільності, 60-80 вагових частин поліетилену високої щільності та 5-20 вагових частин пігменту від загальної ваги шару, а внутрішній шар містить 100 вагових частин лінійного поліетилену низької щільності. Крім того, зовнішній, середній та внутрішній шари можуть бути виконані за товщиною зі співвідношенням 20 %: 40 %: 40 %, відповідно. Пігмент білого кольору містить лінійний поліетилен низької щільності та діоксид титану. Використання запропонованого термозварювального пакувального матеріалу дозволяє забезпечити наступний технічний результат: - досягається підвищена еластичність пакувального матеріалу; - досягаються підвищені бар'єрні властивості пакувального матеріалу; - досягаються можливості використання даного плівкового матеріалу як пакувальний матеріал на високошвидкісних лініях. Крім того: - з'являється можливість розширення діапазону зварювання плівкового матеріалу з необхідною якістю зварного шва; - забезпечується шорохувата зовнішня поверхня, яка на дотик нагадує папір; - забезпечується достатня міцність зварного шва при виготовленні упаковки з цього матеріалу; - з'являється можливість для пакування агресивних хімічних речовин, таких як пральні порошки тощо. Термозварювальний пакувальний матеріал, що пропонується, містить послідовно розміщені зовнішній, середній та внутрішній шари. Пакувальний матеріал отримують методом видувної співекструзії з подачею рукава догори на тришнековому екструдері. Технологічний процес виготовлення включає наступні операції: 1) підготовка сировини; 2) плавлення гранул і гомогенізація розплаву; 3) формування рукава; 4) орієнтація й охолодження; 5) намотування та пакування матеріалу; 6) контроль якості матеріалу. 1 UA 93690 U 5 10 15 20 25 30 Змішування компонентів полімерної композиції здійснюється у змішувачі згідно рецептури, далі суміш подається до завантажувального бункера екструдера за допомогою пневмотранспорту. Суміш поліетиленових гранул і компонентів просипається у завантажувальну зону екструдера, де захоплюється шнеком і переміщується вздовж циліндра екструдера до екструзійної головки. Одночасно відбувається поступове ущільнення та плавлення матеріалу, його гомогенізація. Матеріал у вигляді розплаву продавлюється через фільтр і потрапляє до кільцевої головки. Розплав проходить через спіральні канальці та продавлюється в кільцеву щілину між мундштуком і дорном у вигляді тонкого плівкового рукава. Рукав роздувається за допомогою стиснутого повітря, яке потрапляє через отвір у дорні. При цьому відбувається зменшення товщини стінок рукава за рахунок розтягування у поперечному напрямку. Ширина рукава регулюється шляхом зміни об'єму повітря всередині рукава. Для забезпечення швидкого та рівномірного охолодження рукава на виході його з головки є охолоджуюче кільце, через яке рівномірно подається повітря. Далі рукав проходить через стабілізаційний кошик, систему направляючих валків і пристрій для обробки коронним розрядом. Перед приймальним намотувальним пристроєм встановлюються ножі для розрізання рукава на полотно. Отримана кромка намотується на окремий приймальний пристрій та передається на ділянку вторинної переробки у вигляді технологічних відходів. Пакувальний матеріал намотується у бобіни на картонні втулки. Досягнувши необхідного метражу, пакувальний матеріал автоматично відрізається. Готову бобіну запаковують та зважують. У процесі екструзії оператор перевіряє товщину та ширину кожної бобіни, а також рівень активації пакувального матеріалу після обробки коронним розрядом. У процесі співекструзії відбувається суміщення трьох різних шарів поліетиленової плівки. В кожний бункер тришнекового екструдера подаються різні полімерні суміші компонентів, що відповідають за кожний шар полімерної плівки. Кожна полімерна маса проходить процес розплавлення, гомогенізації, а їх суміщення відбувається на стадії потрапляння до головки екструдера, в результаті отримують тришарову рукавну заготовку. Поверхню плівки, тобто її зовнішній шар обробляють коронним розрядом для збільшення поверхневого натягу плівки і для забезпечення необхідної адгезії фарби при подальшому друці на ній. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 35 40 45 1. Термозварювальний полімерний пакувальний матеріал, що містить зовнішній, середній та внутрішній шари з поліолефіну з наповнювачем у вигляді тонкогранульованого матеріалу та пігменту, який відрізняється тим, що зовнішній, середній та внутрішній шари виконані за товщиною у співвідношенні 15-25 % : 35-45 % : 35-45 %, відповідно, від загальної товщини пакувального матеріалу, причому зовнішній шар містить 40-80 вагових частин поліетилену високої щільності та 20-60 вагових частин наповнювача карбонату кальцію від загальної ваги шару, середній шар містить 10-20 вагових частин лінійного поліетилену низької щільності, 60-80 вагових частин поліетилену високої щільності та 5-20 вагових частин пігменту від загальної ваги шару, а внутрішній шар містить 100 вагових частин лінійного поліетилену низької щільності. 2. Термозварювальний полімерний пакувальний матеріал за п. 1, який відрізняється тим, що зовнішній, середній та внутрішній шари виконані за товщиною у співвідношенні 20 % : 40 % : 40 %, відповідно. 3. Термозварювальний полімерний пакувальний матеріал за п. 1, який відрізняється тим, що пігмент білого кольору містить лінійний поліетилен низької щільності та діоксид титану. Комп’ютерна верстка В. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
МПК / Мітки
МПК: B32B 27/20
Мітки: пакувальний, матеріал, термозварювальний, полімерний
Код посилання
<a href="https://ua.patents.su/4-93690-termozvaryuvalnijj-polimernijj-pakuvalnijj-material.html" target="_blank" rel="follow" title="База патентів України">Термозварювальний полімерний пакувальний матеріал</a>
Плівковий полімерний матеріал для пакування продуктів харчування
Номер патенту: 93689
Опубліковано: 10.10.2014
Автор: Ящук Ольга Вікторівна
МПК: B32B 27/20
Мітки: матеріал, полімерний, харчування, продуктів, пакування, плівковий
Формула / Реферат:
1. Плівковий полімерний матеріал для пакування продуктів харчування, що містить зовнішній, середній та внутрішній шари з поліолефіну з наповнювачем у вигляді тонкогранульованого матеріалу та пігменту, який відрізняється тим, що зовнішній, середній та внутрішній шари виконані за товщиною у співвідношенні 20-30 % : 45-55 % : 20-30 %, відповідно, від загальної товщини пакувального матеріалу, причому кожний зі зовнішнього та...
Багатошаровий термозварювальний пакувальний матеріал, упаковка для харчових продуктів, виготовлена з нього, та спосіб пакування
Номер патенту: 72967
Опубліковано: 16.05.2005
Автори: Лаіхо Ерккі, Вахала Мартті, Невалаінен Кіммо, Пенттінен Тапані, Джарвінен Яллііна, Сайніо Маркку
МПК: B65D 81/30, B32B 27/20, B65D 65/40
Мітки: багатошаровий, нього, пакування, спосіб, термозварювальний, матеріал, харчових, виготовлена, пакувальний, продуктів, упаковка
Формула / Реферат:
1. Багатошаровий термозварюваний пакувальний матеріал (1), зокрема для упаковки харчових продуктів, що включає несучий шар (3) волокнистого матеріалу, щонайменше один газонепроникний полімерний бар'єрний шар (4, 5) для захисту упакованого продукту та щонайменше один полімерний термозварюваний шар (2, 7) як поверхневий шар матеріалу, який відрізняється тим, що матеріал включає термозварюваний шар (7), який містить чорний та білий пігменти,...
Багатошаровий пакувальний матеріал
Номер патенту: 8623
Опубліковано: 15.08.2005
Автор: Оленич Ігор Федорович
МПК: D21H 27/30, B32B 29/00
Мітки: багатошаровий, пакувальний, матеріал
Формула / Реферат:
1. Багатошаровий пакувальний матеріал, який містить шари з картону та проміжний шар з армованої сітки, що з’єднані клейовими шарами, який відрізняється тим, що він додатково містить проміжний шар з армованої сітки та шар картону з хвилеподібною поверхнею, який розміщений між шарами з армованої сітки.2. Багатошаровий пакувальний матеріал за п. 1, який відрізняється тим, що армована сітка сплетена з натуральної або штучної сировини.
Багатошаровий пакувальний матеріал
Номер патенту: 7092
Опубліковано: 15.06.2005
Автор: Оленич Ігор Федорович
МПК: D21H 27/30, B23B 29/00
Мітки: багатошаровий, матеріал, пакувальний
Формула / Реферат:
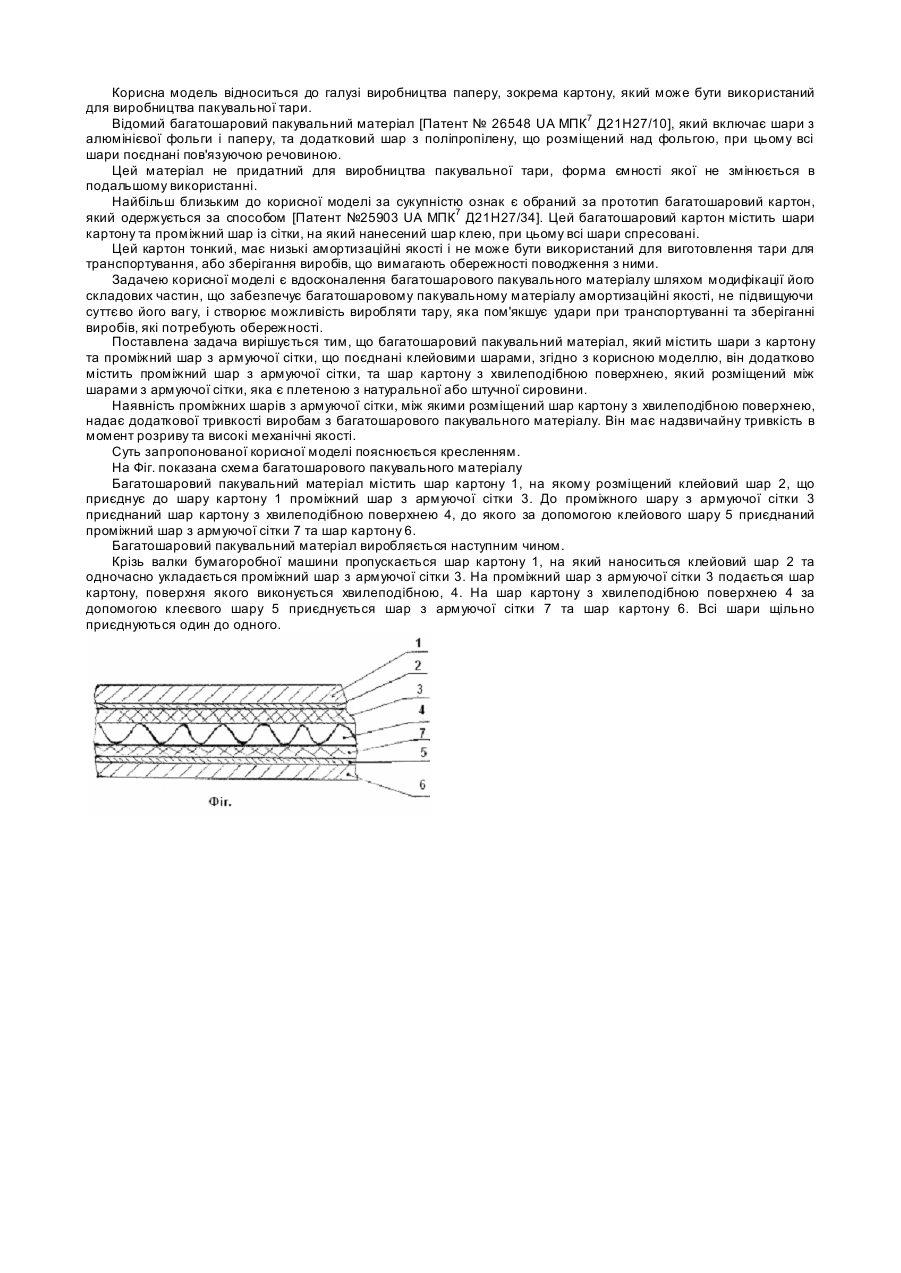
Багатошаровий пакувальний матеріал, що містить шари з картону та проміжний шар з армуючої сітки, що з’єднані клейовими шарами, який відрізняється тим, що він додатково містить шар картону з хвилеподібною поверхнею, який розміщений між шаром картону та проміжним шаром з армуючої сітки.
Багатошаровий пакувальний матеріал
Номер патенту: 26548
Опубліковано: 11.10.1999
Автори: Балагула Ельвіра Ізраїлівна, Гольдштейн Алла Алєксандровна, Охрименко Геннадій Миколайович, Фельштинер Ніна Семенівна, Лейберман Софія Семенівна
МПК: B32B 29/00, D21H 27/30, D21H 19/00, D21H 27/10, B65D 65/40
Мітки: матеріал, багатошаровий, пакувальний
Формула / Реферат:
1. Багатошаровий пакувальний матеріал, який включає шари з алюмінієвої фольги і паперу, який відрізняється тим, що додатково містить розташований над фольгою шар плівки з поліпропілену, при цьому всі шари у вказаній послідовності поєднані між собою пов'язуючою речовиною.2. Пакувальний матеріал за п.1, який відрізняється тим, що містить шари при таких параметрах їхніх густин, г/м2: Поліпропіленова плівка 5 -...
Попередній патент: Плівковий полімерний матеріал для пакування продуктів харчування
Наступний патент: Спосіб діагностики синдрому грудного виходу
Випадковий патент: Тензометричний датчик тиску