Спосіб з’єднання двох деталей
Формула / Реферат
Формула изобретения
Способ соединения двух деталей, заключающийся в образовании сквозного отверстия в одной из деталей и глухого ступенчатого отверстия в другой, больший диаметр которого расположен в донной части глухого отверстия, сборке пакета путем совмещения отверстий, размещении в последнем заклепки и образовании заклепочного соединения путем заполнения полости отверстия посредством приложения к заклепке осевого сдавливающего усилия, отличающийся тем, что, с целью расширения технологических возможностей способа путем обеспечения сборки деталей из полимерных композиционных материалов с одновременным повышением несущей способности соединения, перед установкой заклепки донную часть глухого отверстия частично заполняют клеем горячего отверждения, заклепку выполняют в виде стержня из недополимеризованного полимерного связующего, армированного по всей длине пучком проволоки из сплава с эффектом памяти формы, которому предварительно задавалась форма заклепки с закладной и замыкающей головками, а осевое сдавливающее усилие осуществляют с одновременным нагревом заклепки, при этом проволоку выбирают удовлетворяющую следующим соотношениям.
Твф(Тпс)
Твф(Тпк),
sсэпф>Рс,
где Твф - температура проволоки нагрева, при которой происходит восстановление формы пучка проволоки;
Тпс - температура полимеризации связующего стержня заклепки;
Тпк - температура полимеризации клея;
sсэпф - напряжение сжатия, при котором происходит потеря устойчивости проволоки;
Рс - давление, требуемое для придания связующему стержня заклепки формы головки.
Текст
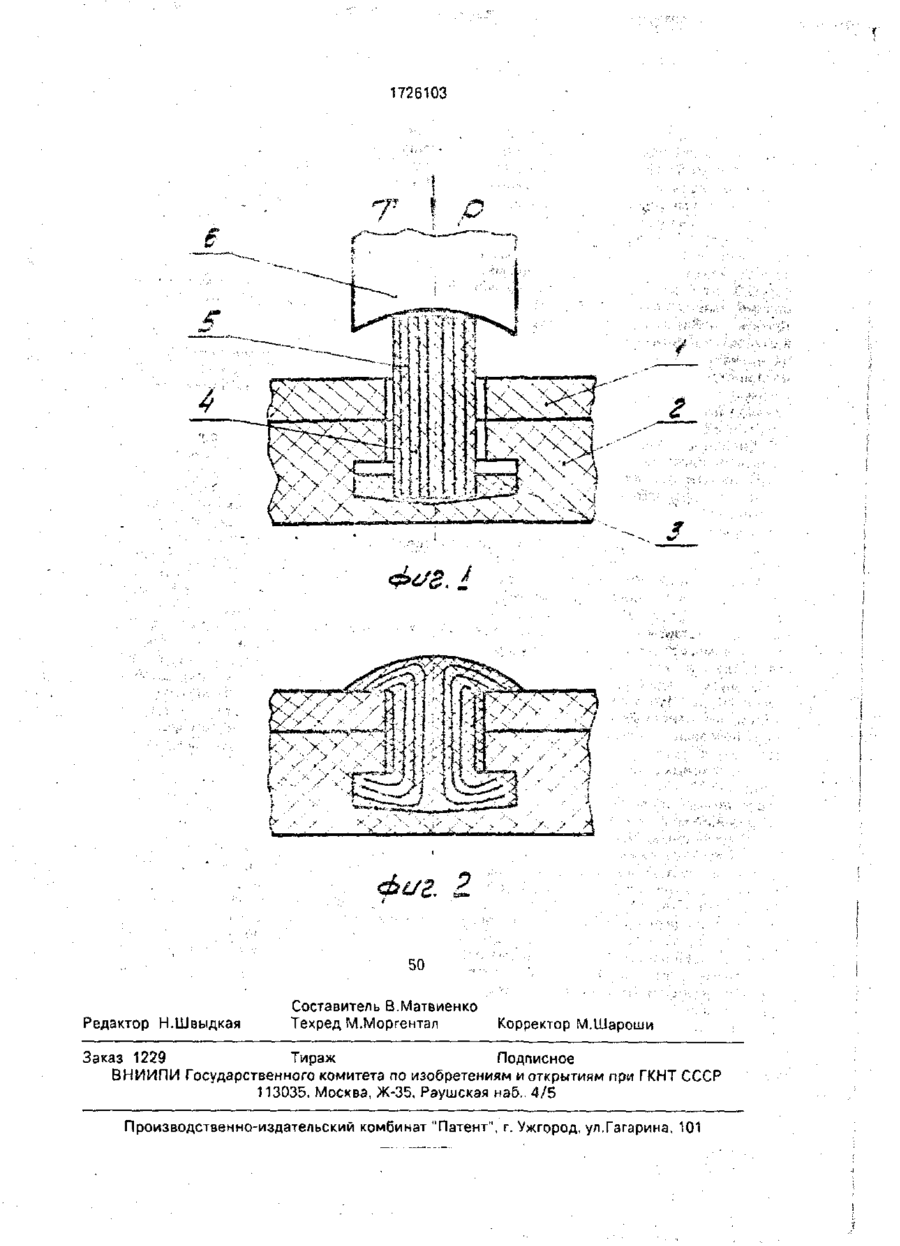
Использование машиностроение, технология сборки крупногабаритных конструкций из полимерных композиционных материалов. Сущность изобретения* глухое отверстие одной из деталей частично заполняют пастообразным клеем Совмешают отверстия собираемых деталей. Заготовку заклепки, представляющую собой мерный стержень из недополимеризованного связующего, армированного пучком проволоки из сплава с эффектом памяти формы, размещают в отверстиях деталей Нагревают заготовку заклепки до температуры приобретения пучка проволоки предварительно заданной ему формы и прикладывают одновременно к заготовке осевое сдавливающее усилие до образования закладной и замыкающей головок 2 ил. Изобретение относится к технологии сборки крупногабаритных конструкций из полимерных крупнопозиционных материалов и может быть использовано при изготовлении агрегатов в авиационной, судостроительной и других отраслях машиностроения. Ыелью изобретения является расширение технологических возможностей способа путем обеспечения сборки деталей из полимерных композиционных материалов с одновременным повышением несущей способности соединения Поставленная цечь достигается тем, что согласно способу соединения двух деталей заключающемуся в образовании сквозного отверстия в одной из деталей и глухого ступенчатого отверстия в другой больший диаметр которого расположен в донной части глу\ого отверстия в сборке пакета путем совмещения отверстий, размещении в по следнем заклепки и образовании заклепочного соединения путем заполнения полости отверстия посредством приложения к заклепке осевого сдавливающего усилия, перед установкой заклепки донную часть глухого отверстия частично заполняют клеем горячего отверждения, заклепку выполняют в виде стержня из недополимеризованного полимерного связующего, армированного по всей длине пучком проволоки из сплава с эффектом памяти формы которому предварительно задавалась форма заклепки с закладной и замыкающей головками, а осевое сдавливающее усилие осуществляют с одновременным нагревом заклепки, при этом проволоку выбирают удовлетворяющую следующим соотношениям / ТВФ(ТЛС), ТВФ(ТПК), 1726103 где ТВФ - температура нагрева проволоки, при которой происходит восстановление формы пучка проволоки; Тпс - температура полимеризации связующего стержня заклепки; Тпк~ температура полимеризации клея; ОСЭПФ - напряжение сжатия, при котором происходит потеря устойчивости проволоки; Рс - давление, требуемое для придания связующему стержня заклепки формы головки. Положительный эффект предлагаемого технического решения обусловлен тем, что такое выполнение заклепки обеспечивает образование замыкающих головок при небольших силовых воздействиях на пакет деталей из ПКМ, не подвергая их нагрузкам, приводящим к разрушению последнего. Клей горячего отверждения, предварительно введенный в увеличенную часть глухого отверстия, при образовании замыкающих головок вытесняется из глухого отверстия, перемещаясь вдоль стержня и полимеризуясь совместно со связующим заклепки, заполняет зазоры между стержнем и поверхностью отверстия в пакете, образуя лрочноллотное соединение, обеспечивая его надежную работу при напружений конструкции. Этому же способствует армирование связующего заклепки проволокой из СЭПФ, обладающего высокими прочностными характеристиками и обеспечивающего как при осевом нагружении, так и при нагружении на срез. Клей, вытесняемый из глухого отверстия при образовании замыкающей головки заклепки, полностью заполняет зазоры между заклепкой и поверхностью отверстия в деталях, и полимеризующийся совместно со связующим заклепки, обеспечивает в эксплуатации работу заклепки на "чистый" срез без изгиба и растяжения. Такой характер напряженно-деформированного состояния заклепки обеспечивает наиболее высокую прочность соединения. 5 10 15 20 25 30 35 40 45 На фиг.1 схематически изображен порядок образования заклепочного соединения по предлагаемому способу, в начальный момент образования соединения; на фиг.2 - т о 50 же, в момент окончания образования соединения. Способ соединения деталей осуществляют в следующей последовательности. Совмещают собираемые детали 1 и 2 в 55 пакет, с помощью известного устройства выполняют совместно сквозное цилиндрическое отверстие в детали 1 и глухое ступенчатое отверстие - в детали 2. В отверстие в детали 2 вводят пастообразный клей 3. В отверстия в совмещенных деталях 1 и 2 устанавливают заготовку заклепки, представляющую собой мерный стержень из недополимеризованного полимерного связующего 4, армированного по всей высоте пучком проволоки 5 из СЭПФ, которой предварительно придают форму, которую она должна иметь в собранном соединении, а затем охлаждают до температуры прямого мартенситного превращения СЭПФ и в охлажденном состоянии деформируют, придавая первоначальную форму. При этом СЭПФ выбирается из условия Т В Ф ^ (Тпс); Т В Ф Й С^ПК); (7СЭПФ > Рс. Далее к заготовке заклепки, установленной в отверстия в деталях со стороны детали 1, подводят тепло и прикладывают давление с помощью инструмента 6, имеющего опорную поверхность, соответствующую форме закладной головки заклепки. При этом под действием тепла проволока 5 из СЭПФ приобретает предварительно заданную форму, а под действием давления приобретает форму связующее 4 заклепки, образуя закладную и замыкающую головки заклепки. При образовании замыкающей головки в детали 2 клей 3 вытесняется из полости ступенчатого отверстия и заполняет зазоры между заклепкой и поверхностью отверстия в деталях 1 и 2. Под действием приложенного тепла для восстановления формы СЭПФ начинается процесс полимеризации связующего 4 и клея 3, который заканчивается в собранном соединении. П р и м е р . Выполнение соединения деталей из ПКМ. В качестве собираемых деталей были использованы пластины толщиной 5 мм из композиционного материала КМУ-ЗЛ. Поеле совмещения деталей в пакет в них с помощью сверлильно-расточной головки были выполнены отверстия: сквозное диаметром 5,1 мм в верхней детали и глухое ступенчатое - в нижней. Диаметр увеличенной части отверстия равен 6,5 мм, цилиндрической 5,1 мм, глубина отверстия 3,5 мм. Ступенчатая часть отверстия была заполнена жидким эпоксидным клеем ВК-9, температура полимеризации которого равна 6О°С. В качестве связующего для изготовления заготовки заклепки была использована эпоксидная смола ЭД-20, отверждаемая дицианамидом, температура полимеризации которой равна 100°С. В качестве армирующего элемента использована проволока диаметром 0,3 мм из СЭПФ марки ТН-1 на основе никелида титана с температурой восстановления формы 40°С. Предварительно пучку проволоки длиной 12,5 мм была придана форма, соответствующая форме 1726103 и размерам закладной >л замыкающей головок заклепки в собранном соединении: диаметр головок 6,5 мм, высота 1,5 мм Далее пучок проволоки был охлажден до температуры прямого мартенситного превращения 5 сплава ТН-1, и в таком состоянии пучку была придана форма заготовки заклепки. Из пучка проволоки и полимерного связующего изготавливают мерный стержень диаметром 5,0 мм и проводят предварительную 10 полимеризацию связующего при 10—15°С в течение 1 ч. Затем стержень устанавливали в отверстие в деталях и к выступающей из пакета части стержня с помощью специального инструмента, имеющего форму и раз- 15 меры закладной головки заклепки, прикладывают давление 5-7 МПа и температуру 40-45°С. Давление, приложенное к заклепке, меньше напряжения, приводящего к потере 20 устойчивости при сжатии проволоки из сплава ТН-1, равного 680 Мпа. Под действием давления и температуры происходит восстановление формы пучка проволоки и образование закладной и за 25 мыкающей головок заклепки. При этом клей ВК-9 вытесняется из увеличенной части глухого отверстия, заполняет зазоры между заклепкой и отверстием Б деталях. Под действием температуры продолжа- 30 ется полимеризация клея ВК-9 и связующего заклепки, которая заканчивается в собранном соединении при нормальной температуре. Испытания образцов соединений, выполняемых согласно изобрете- 35 нию, показали, что статическая прочность соединений не меньше прочности материала соединяемых деталей и находится в пределах 4500-7200 Н, что соответствует требованиям, предъявляемым к прочности 40 соединений конструкций из ПКМ. По сравнению с прототипом предлагаемый способ соединения деталей из ПКМ обеспечивает повышение несущей способности соединений на 30-35%. Это обуслов- 45 лено снижением уровня силового воздействия на соединяемые детали в процессе образования соединения, а следовательно, исключением повреждаемости собираемых деталей Это оасширяет об- 50 ласть применения ПКМ в конструкциях изделий авиационной, судостроительной и других отраслей промышленности. Повышение несущей способности соединений приводит к увеличению ресурса корпусных 55 конструкций в среднем на 20-25%, а увеличение объема применения в них ПКМ приводит к снижению их массы на 15-35%. Это обеспечивает снижение амортизационных расходов в процессе эксплуатации изделий, экономии топливно-энергетических ресурсов Формула изобретения Способ соединения двух деталей, заключающийся в образовании сквозного отверстия в одной из деталей и глухого ступенчатого отверстия в другой, больший диаметр которого расположен в донной части глухого отверстия, сборке пакета путем совмещения отверстий, размещении в последнем заклепки и образовании заклепочного соединения путем заполнения полости отверстия посредством приложения к заклепке осевого сдавливающего усилия, о т л и ч а ю щ и й с я тем, что, с целью расширения технологических возможностей способа путем обеспечения сборки деталей из полимерных композиционных материалов с одновременным повышением несущей способности соединения, перед установкой заклепки донную часть глухого отверстия частично заполняют клеем горячего отверждения, заклепку выполняют в виде стержня из недополимеризованного полимерного связующего, армированного по всей длине пучком проволоки из сплава с эффектом памяти формы, которому предварительно задавалась форма заклепки с закладной и замыкающей головками, а осевое сдавливающее усипие осуществляют с одновременным нагревом заклепки, при этом проволоку выбирают удовлетворяющую следующим соотношениям ТВФ(ТПС) ТВФ(ТПК), ОСЭПФ>РС. где ТВФ - температура проволоки нагрева, при которой происходит восстановление формы пучка проволоки; Тпс - температура полимеризации связующего стержня заклепки, Тпк- температура полимеризации клея; ОСЭПФ - напряжение сжатия, при котором происходит потеря устойчивости проволоки, Рс - давление, требуемое для придания связующему стержня заклепки формы головки 1726103 •у s к .A -, \ "v * V > \ A Vl'
ДивитисяДодаткова інформація
Автори англійськоюMatviienko Valerii Andriiovych
Автори російськоюМатвиенко Валерий Андреевич
МПК / Мітки
МПК: B21J 15/00
Мітки: деталей, з'єднання, двох, спосіб
Код посилання
<a href="https://ua.patents.su/4-9455-sposib-zehdnannya-dvokh-detalejj.html" target="_blank" rel="follow" title="База патентів України">Спосіб з’єднання двох деталей</a>
Кріпильний пристрій м.м.рахманова
Номер патенту: 5657
Опубліковано: 28.12.1994
Автор: Рахманов Микола Миколайович
Мітки: м.м.рахманова, кріпильний, пристрій
Формула / Реферат:
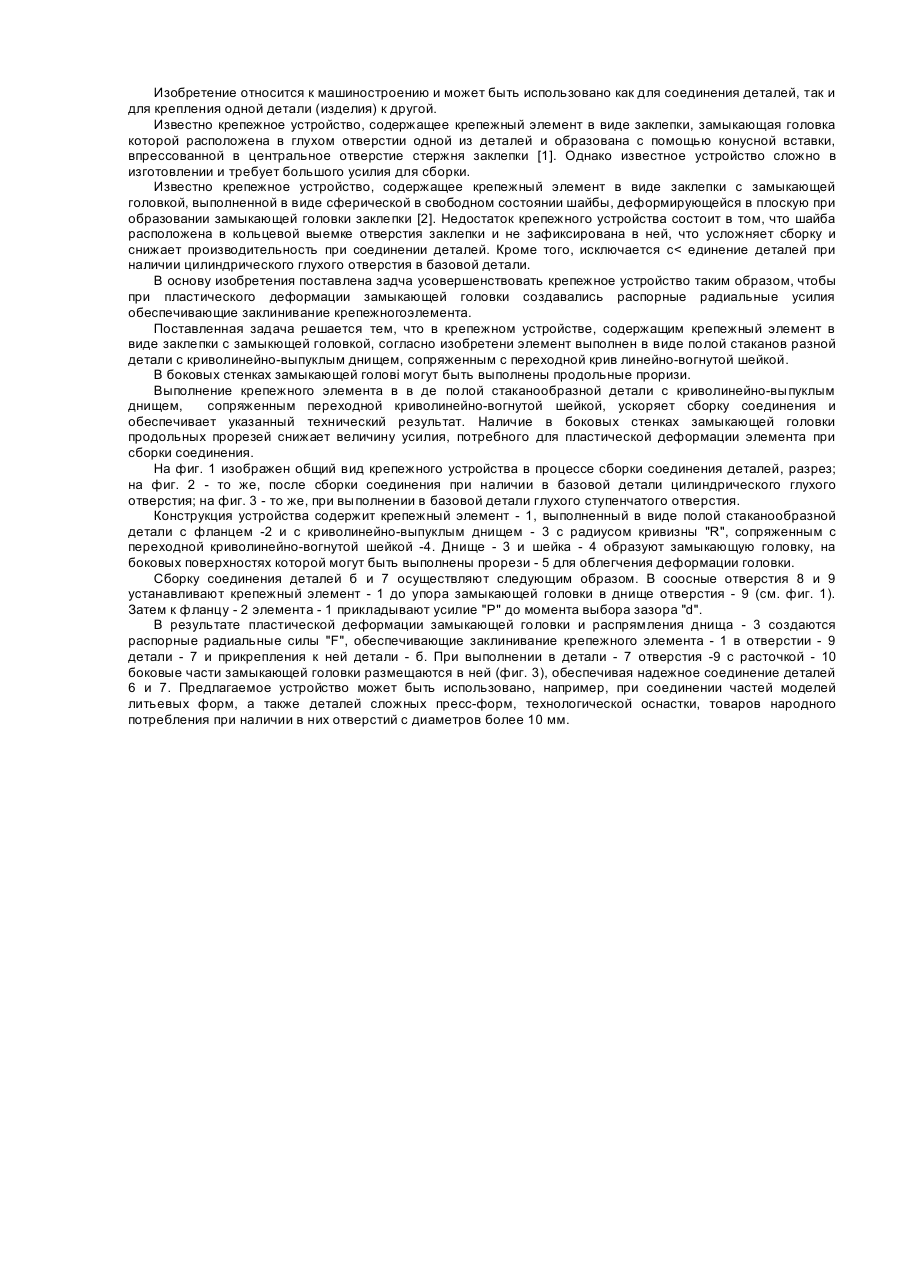
1. Крепежное устройство, содержащее крепежный элемент в виде заклепки с замыкающей головкой, отличающееся тем, что элемент выполнен в виде полой стаканообразной детали с фланцем и криволинейно-выпуклым днищем, сопряженным с переходной криволинейно-вогнутой шейкой, образующими замыкающую головку. 2. Крепежное устройство по п.1, отличающееся тем, что на боковых стенках замыкающей головки выполнены продольные прорези.
Спосіб виготовлення пружинних деталей
Номер патенту: 7452
Опубліковано: 29.09.1995
Автор: Корак Анатолій Вікторович
МПК: B21F 35/00
Мітки: деталей, виготовлення, пружинних, спосіб
Формула / Реферат:
Способ изготовления пружинных деталей путем навивки на оправку и последующей формовки с помощью фасонных многорадиусных матриц и пуансонов, отличающийся тем, что, с целью расширения технологических возможностей путем получения пружинного блока, состоящего по меньшей мере из двух однотипных пружинных элементов, формовку осуществляют в три этапа, на первом из которых формуют наружные боковые поверхности заготовки, затем производят разделение...
Заклепне з’єднання
Номер патенту: 9471
Опубліковано: 30.09.1996
Автори: Бухарін Генадій Вікторович, Бондаренко Валентин Іванович, Пширков Владлен Филипович, Бабушкін Анатолій Іванович, Ушаков Андрій Валентинович, Книгін Валерій Викторович
МПК: F16B 5/00, F16B 19/04
Формула / Реферат:
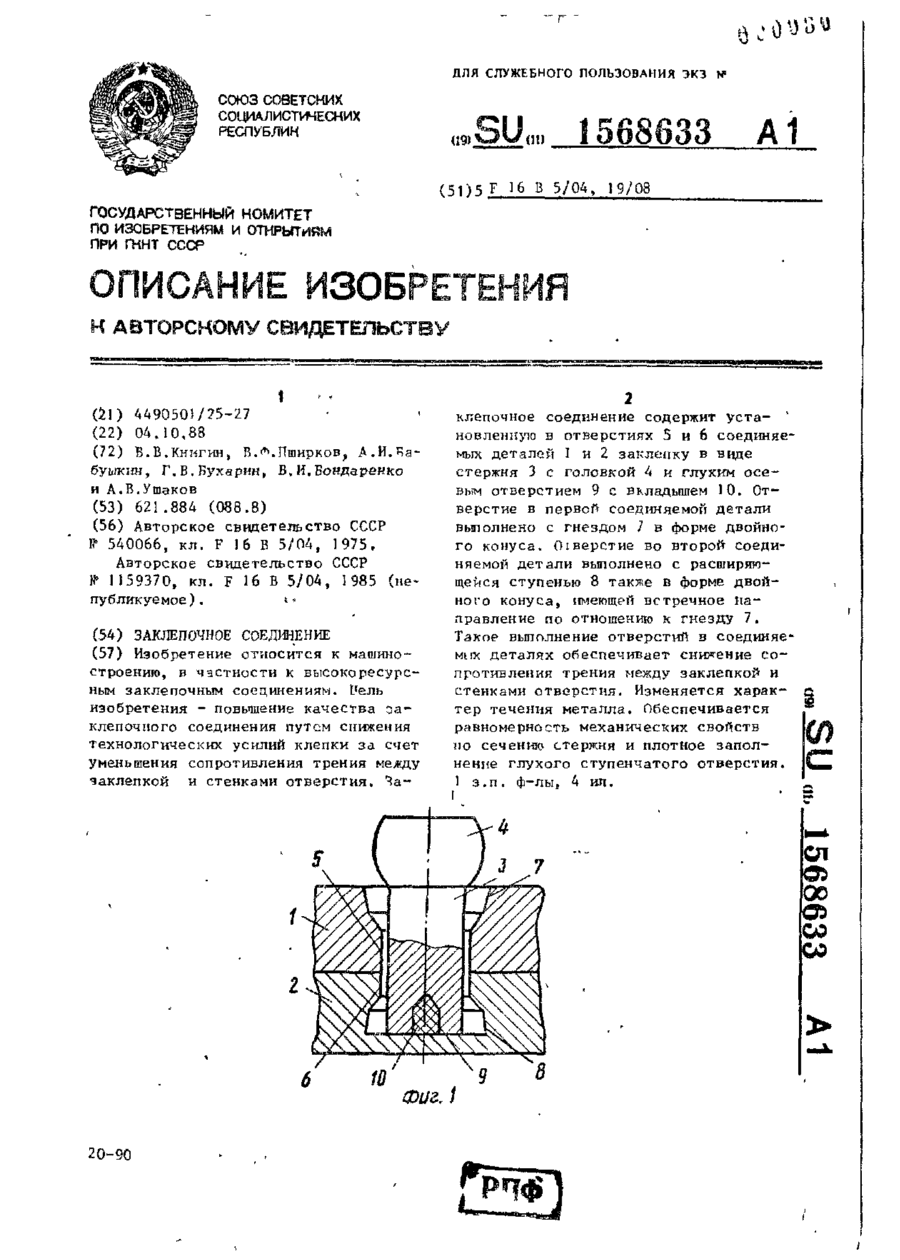
1. Заклепочное соединение, содержащее установленную в отверстиях соединяемых деталей, одно из которых глухое ступенчатое, заклепку в виде стержня с закладной головкой на одном конце и замыкающей головкой с вкладышем в глухом осевом отверстии на другом его конце, расположенной в конической расширяющейся ступени глухого отверстия соединяемой детали, отличающееся тем, что, с целью повышения качества заклепочного соединения путем снижения...
Спосіб виготовлення порожнистих деталей

Номер патенту: 5856
Опубліковано: 29.12.1994
Автори: Зайденко Анатолій Михайлович, Шишов Валерій Володимирович, Шмидт Рудольф Якович
МПК: B21K 21/00
Мітки: спосіб, деталей, порожнистих, виготовлення
Формула / Реферат:
Способ изготовления полых деталей путем получения заготовки из прутка, осадки ее, деформирования обратным выдавливанием, пробивки дна и оформления фасок на торцах, отличающийся тем, что, с целью повышения качества получаемых изделий, заготовку получают шаровой формы путем прокатки прутка, калибруют ее, после пробивки дна полученный полуфабрикат дорнуют, осаживают его торцы с образованием облоя и обрезают облой, а оформление фасок на...
Спосіб виготовлення деталей
Номер патенту: 1234
Опубліковано: 30.12.1993
Автори: Шумейко Павло Дмитрович, Шумейко Дмитро Іванович
МПК: B21D 7/00
Мітки: спосіб, деталей, виготовлення
Формула / Реферат:
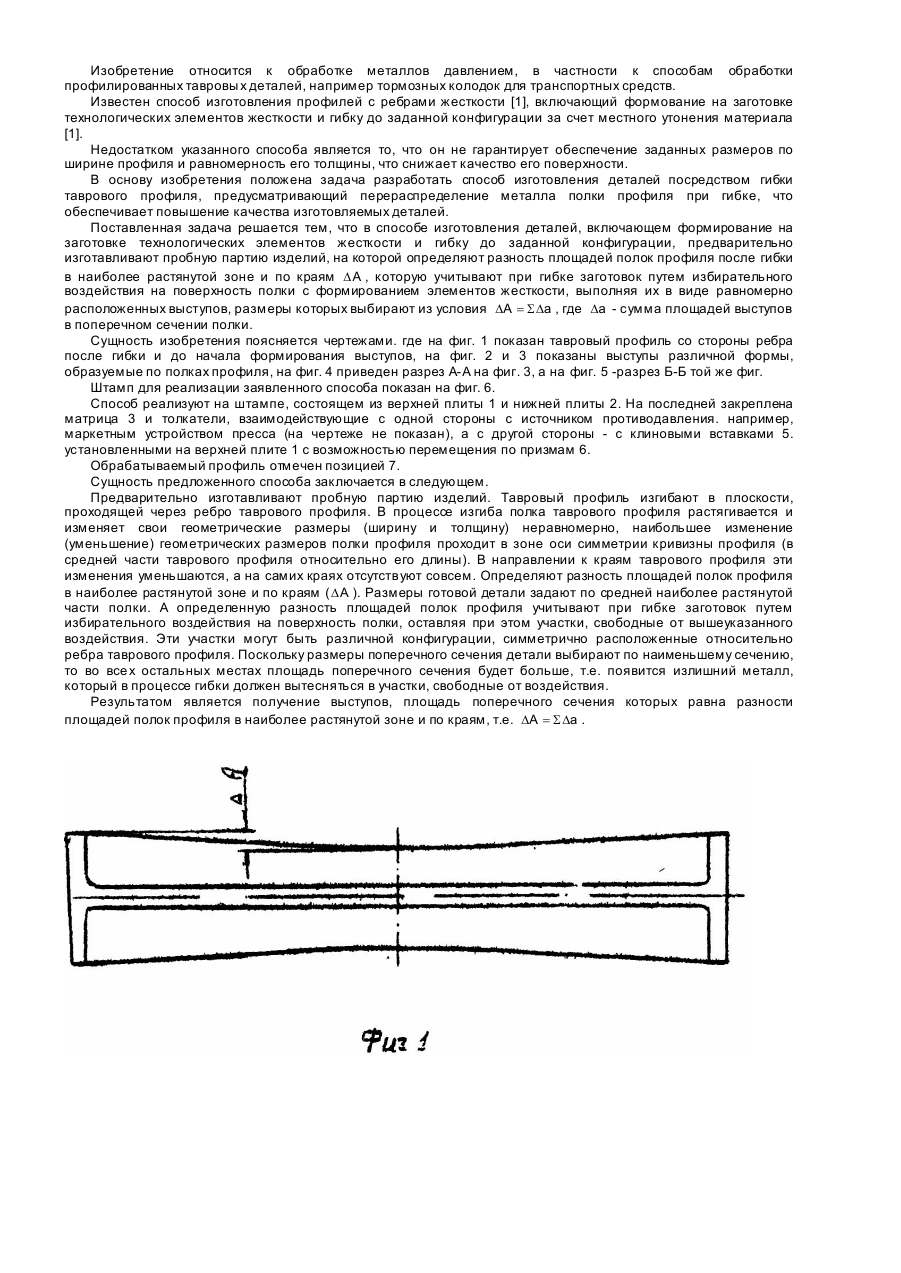
Способ изготовления деталей, включающий формирование на заготовке технологических элементов жесткости и гибку до заданной конфигурации, отличающийся тем, что вначале определяют разность площадей полок профиля после гибки в наиболее растянутой зоне и по краям , а элементы жесткости формуют в процессе гибки, выполняя их в виде равномерно расположенных выступов, размеры которых...
Попередній патент: Спосіб утворення отворів в пакетах з елементами силового набору і елементами із композиційного матеріалу
Наступний патент: Засіб з’єднання зварних заготовок із різнорідних матеріалів
Випадковий патент: Упаковка для яєць