Екструзійна головка для формування порожнистого виробу
Номер патенту: 94625
Опубліковано: 25.11.2014
Автори: Письменний Олексій Станіславович, Мікульонок Ігор Олегович

Формула / Реферат
1. Екструзійна головка для формування порожнистого виробу, що містить порожнистий корпус, розташований на його зовнішній поверхні щонайменше один нагрівник, а також розміщений у порожнині корпуса дорн, з'єднаний з корпусом за допомогою дорнотримача, яка відрізняється тим, що в дорнотримачі з боку зовнішньої поверхні корпуса виконано щонайменше один глухий отвір з розміщеною в ньому вставкою, коефіцієнт теплопровідності матеріалу якої більше за коефіцієнт теплопровідності матеріалу дорнотримача.
2. Головка за п. 1, яка відрізняється тим, що вставку виконано з міді.
Текст
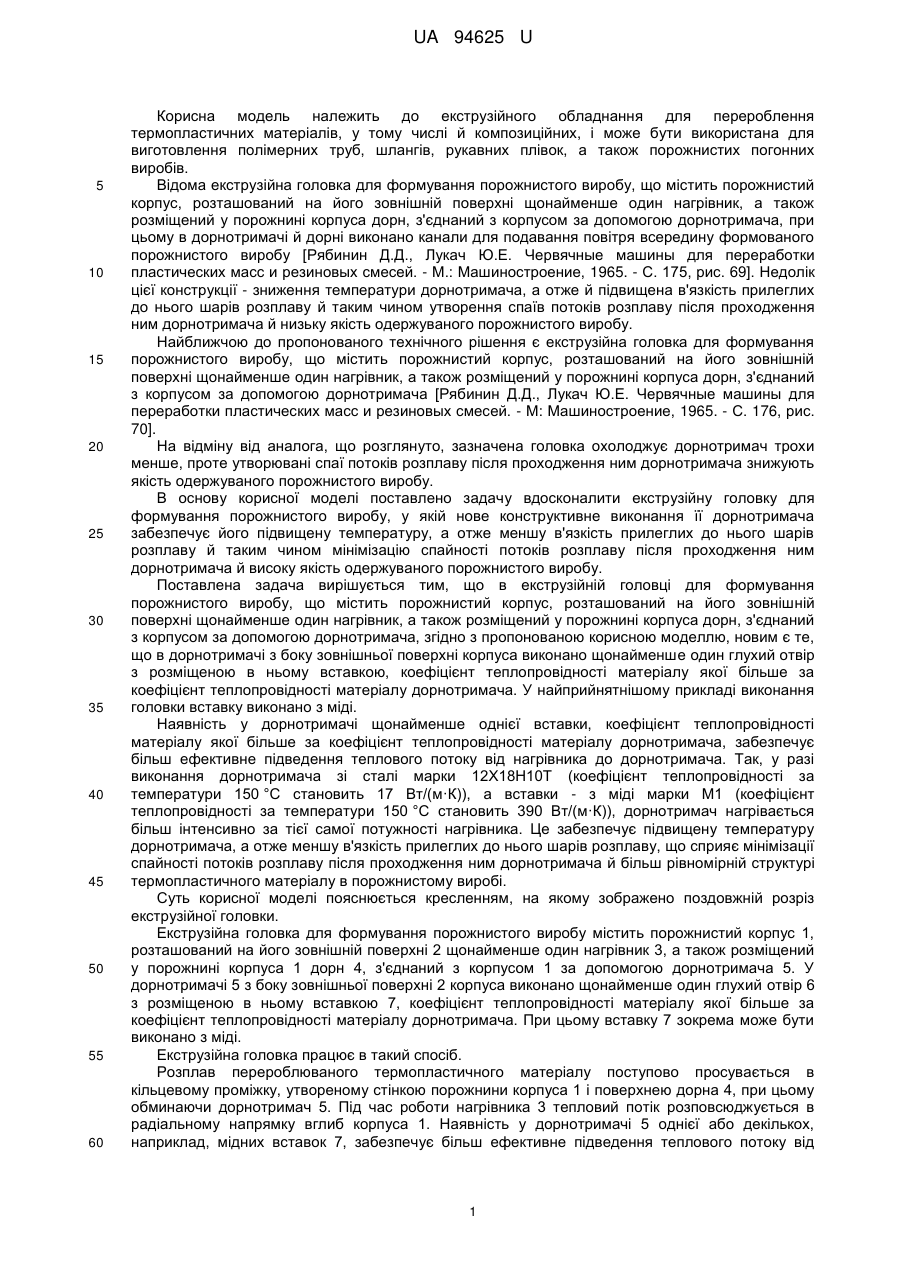
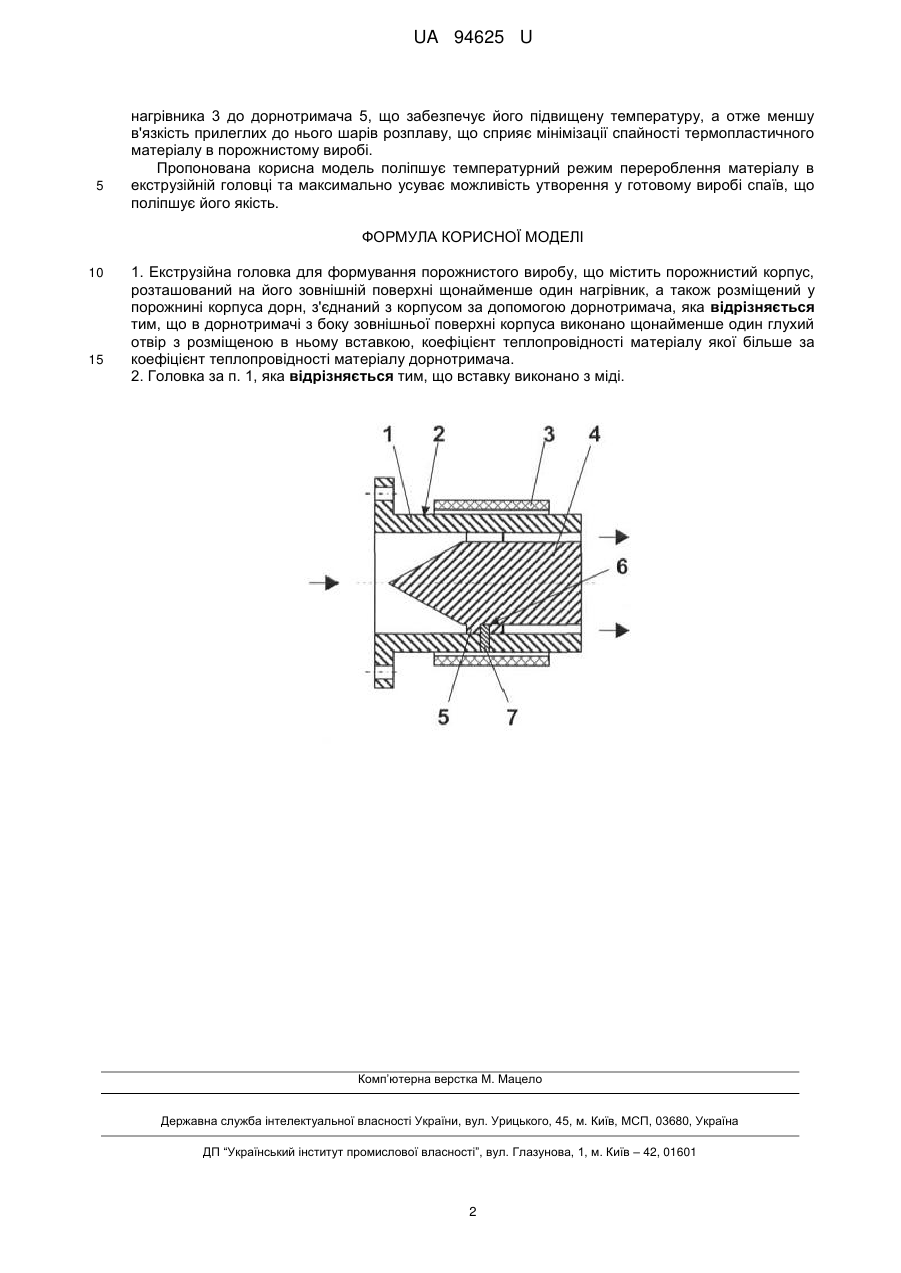
Реферат: Екструзійна головка для формування порожнистого виробу містить порожнистий корпус, розташований на його зовнішній поверхні щонайменше один нагрівник, а також розміщений у порожнині корпуса дорн, з'єднаний з корпусом за допомогою дорнотримача. В дорнотримачі з боку зовнішньої поверхні корпуса виконано щонайменше один глухий отвір з розміщеною в ньому вставкою, коефіцієнт теплопровідності матеріалу якої більше за коефіцієнт теплопровідності матеріалу дорнотримача. UA 94625 U (54) ЕКСТРУЗІЙНА ГОЛОВКА ДЛЯ ФОРМУВАННЯ ПОРОЖНИСТОГО ВИРОБУ UA 94625 U UA 94625 U 5 10 15 20 25 30 35 40 45 50 55 60 Корисна модель належить до екструзійного обладнання для перероблення термопластичних матеріалів, у тому числі й композиційних, і може бути використана для виготовлення полімерних труб, шлангів, рукавних плівок, а також порожнистих погонних виробів. Відома екструзійна головка для формування порожнистого виробу, що містить порожнистий корпус, розташований на його зовнішній поверхні щонайменше один нагрівник, а також розміщений у порожнині корпуса дорн, з'єднаний з корпусом за допомогою дорнотримача, при цьому в дорнотримачі й дорні виконано канали для подавання повітря всередину формованого порожнистого виробу [Рябинин Д.Д., Лукач Ю.Е. Червячные машины для переработки пластических масс и резиновых смесей. - М.: Машиностроение, 1965. - С. 175, рис. 69]. Недолік цієї конструкції - зниження температури дорнотримача, а отже й підвищена в'язкість прилеглих до нього шарів розплаву й таким чином утворення спаїв потоків розплаву після проходження ним дорнотримача й низьку якість одержуваного порожнистого виробу. Найближчою до пропонованого технічного рішення є екструзійна головка для формування порожнистого виробу, що містить порожнистий корпус, розташований на його зовнішній поверхні щонайменше один нагрівник, а також розміщений у порожнині корпуса дорн, з'єднаний з корпусом за допомогою дорнотримача [Рябинин Д.Д., Лукач Ю.Е. Червячные машины для переработки пластических масс и резиновых смесей. - М: Машиностроение, 1965. - С. 176, рис. 70]. На відміну від аналога, що розглянуто, зазначена головка охолоджує дорнотримач трохи менше, проте утворювані спаї потоків розплаву після проходження ним дорнотримача знижують якість одержуваного порожнистого виробу. В основу корисної моделі поставлено задачу вдосконалити екструзійну головку для формування порожнистого виробу, у якій нове конструктивне виконання її дорнотримача забезпечує його підвищену температуру, а отже меншу в'язкість прилеглих до нього шарів розплаву й таким чином мінімізацію спайності потоків розплаву після проходження ним дорнотримача й високу якість одержуваного порожнистого виробу. Поставлена задача вирішується тим, що в екструзійній головці для формування порожнистого виробу, що містить порожнистий корпус, розташований на його зовнішній поверхні щонайменше один нагрівник, а також розміщений у порожнині корпуса дорн, з'єднаний з корпусом за допомогою дорнотримача, згідно з пропонованою корисною моделлю, новим є те, що в дорнотримачі з боку зовнішньої поверхні корпуса виконано щонайменше один глухий отвір з розміщеною в ньому вставкою, коефіцієнт теплопровідності матеріалу якої більше за коефіцієнт теплопровідності матеріалу дорнотримача. У найприйнятнішому прикладі виконання головки вставку виконано з міді. Наявність у дорнотримачі щонайменше однієї вставки, коефіцієнт теплопровідності матеріалу якої більше за коефіцієнт теплопровідності матеріалу дорнотримача, забезпечує більш ефективне підведення теплового потоку від нагрівника до дорнотримача. Так, у разі виконання дорнотримача зі сталі марки 12Х18Н10Т (коефіцієнт теплопровідності за температури 150 °C становить 17 Вт/(м·К)), а вставки - з міді марки М1 (коефіцієнт теплопровідності за температури 150 °C становить 390 Вт/(м·К)), дорнотримач нагрівається більш інтенсивно за тієї самої потужності нагрівника. Це забезпечує підвищену температуру дорнотримача, а отже меншу в'язкість прилеглих до нього шарів розплаву, що сприяє мінімізації спайності потоків розплаву після проходження ним дорнотримача й більш рівномірній структурі термопластичного матеріалу в порожнистому виробі. Суть корисної моделі пояснюється кресленням, на якому зображено поздовжній розріз екструзійної головки. Екструзійна головка для формування порожнистого виробу містить порожнистий корпус 1, розташований на його зовнішній поверхні 2 щонайменше один нагрівник 3, а також розміщений у порожнині корпуса 1 дорн 4, з'єднаний з корпусом 1 за допомогою дорнотримача 5. У дорнотримачі 5 з боку зовнішньої поверхні 2 корпуса виконано щонайменше один глухий отвір 6 з розміщеною в ньому вставкою 7, коефіцієнт теплопровідності матеріалу якої більше за коефіцієнт теплопровідності матеріалу дорнотримача. При цьому вставку 7 зокрема може бути виконано з міді. Екструзійна головка працює в такий спосіб. Розплав перероблюваного термопластичного матеріалу поступово просувається в кільцевому проміжку, утвореному стінкою порожнини корпуса 1 і поверхнею дорна 4, при цьому обминаючи дорнотримач 5. Під час роботи нагрівника 3 тепловий потік розповсюджується в радіальному напрямку вглиб корпуса 1. Наявність у дорнотримачі 5 однієї або декількох, наприклад, мідних вставок 7, забезпечує більш ефективне підведення теплового потоку від 1 UA 94625 U 5 нагрівника 3 до дорнотримача 5, що забезпечує його підвищену температуру, а отже меншу в'язкість прилеглих до нього шарів розплаву, що сприяє мінімізації спайності термопластичного матеріалу в порожнистому виробі. Пропонована корисна модель поліпшує температурний режим перероблення матеріалу в екструзійній головці та максимально усуває можливість утворення у готовому виробі спаїв, що поліпшує його якість. ФОРМУЛА КОРИСНОЇ МОДЕЛІ 10 15 1. Екструзійна головка для формування порожнистого виробу, що містить порожнистий корпус, розташований на його зовнішній поверхні щонайменше один нагрівник, а також розміщений у порожнині корпуса дорн, з'єднаний з корпусом за допомогою дорнотримача, яка відрізняється тим, що в дорнотримачі з боку зовнішньої поверхні корпуса виконано щонайменше один глухий отвір з розміщеною в ньому вставкою, коефіцієнт теплопровідності матеріалу якої більше за коефіцієнт теплопровідності матеріалу дорнотримача. 2. Головка за п. 1, яка відрізняється тим, що вставку виконано з міді. Комп’ютерна верстка М. Мацело Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Автори англійськоюMikulionok Ihor Olehovych
Автори російськоюМикуленок Игорь Олегович
МПК / Мітки
МПК: B29C 47/20
Мітки: порожнистого, виробу, головка, екструзійна, формування
Код посилання
<a href="https://ua.patents.su/4-94625-ekstruzijjna-golovka-dlya-formuvannya-porozhnistogo-virobu.html" target="_blank" rel="follow" title="База патентів України">Екструзійна головка для формування порожнистого виробу</a>
Екструзійна головка для формування порожнистого виробу
Номер патенту: 68120
Опубліковано: 12.03.2012
Автори: Гончаренко Василь Власович, Мартиненко Наталія Михайлівна, Мікульонок Ігор Олегович
МПК: B29C 47/20
Мітки: порожнистого, формування, головка, екструзійна, виробу
Формула / Реферат:
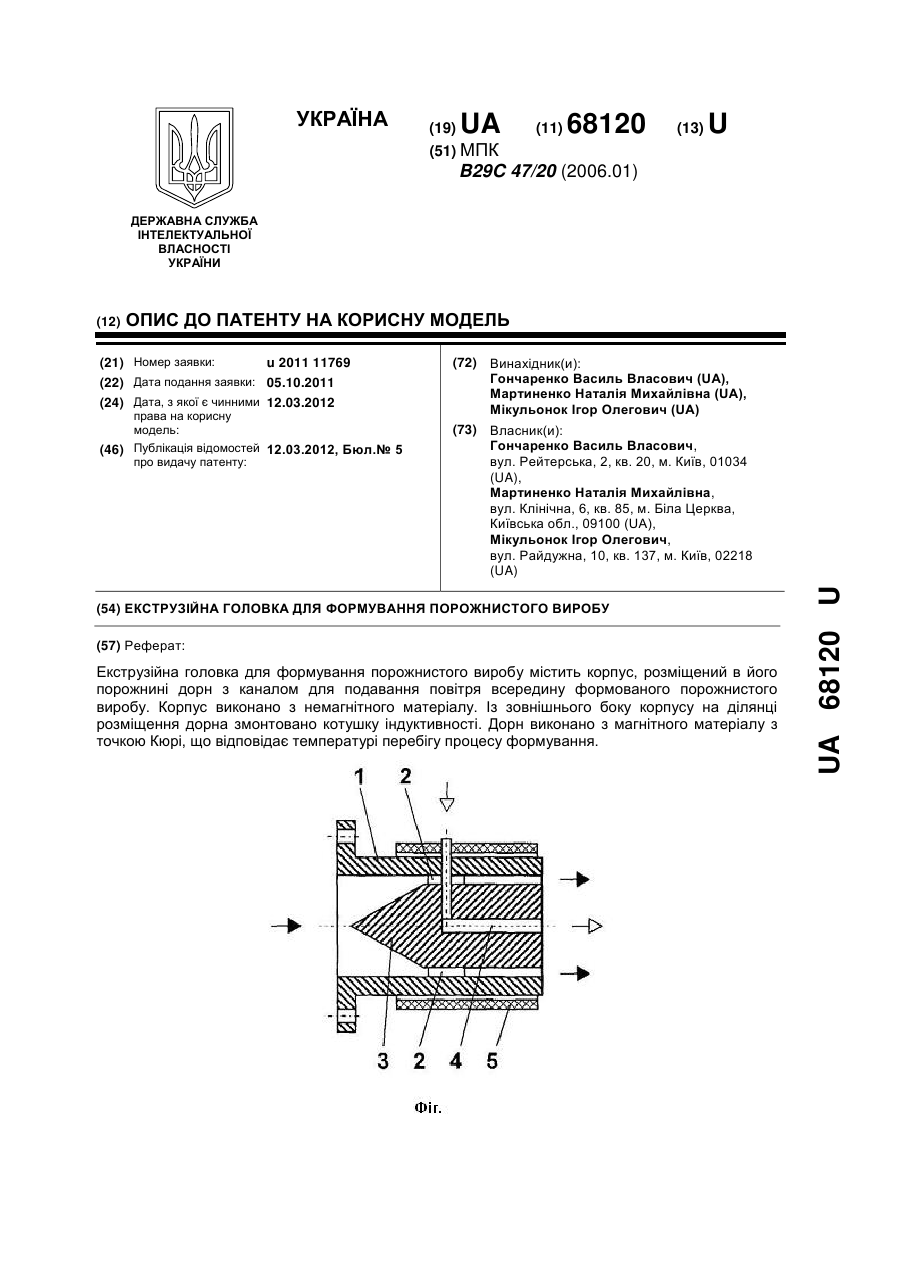
Екструзійна головка для формування порожнистого виробу, що містить корпус, розміщений в його порожнині дорн з каналом для подавання повітря всередину формованого порожнистого виробу, яка відрізняється тим, що корпус виконано з немагнітного матеріалу, із зовнішнього боку корпусу на ділянці розміщення дорна змонтовано котушку індуктивності, а дорн виконано з магнітного матеріалу з точкою Кюрі, що відповідає температурі перебігу процесу...
Головка екструзійна
Номер патенту: 82205
Опубліковано: 25.07.2013
Автори: Сівецький Володимир Іванович, Рослов Олександр Валерійович, Сокольський Олександр Леонідович, Івіцький Ігор Ігорович, Коваленко Ксенія Геннадіївна
МПК: B29C 47/14
Мітки: екструзійна, головка
Формула / Реферат:
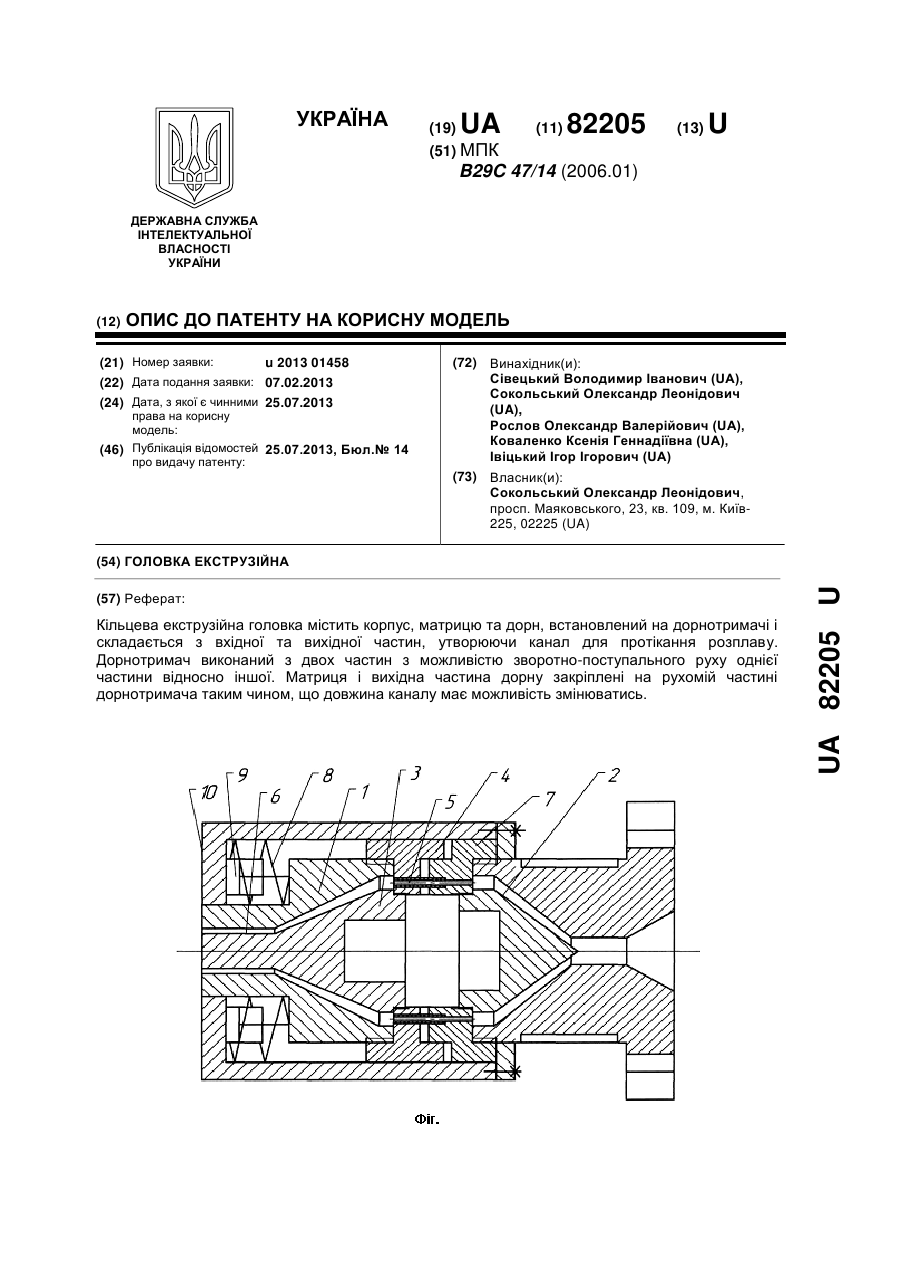
Кільцева екструзійна головка, що містить корпус, матрицю та дорн, встановлений на дорнотримачі і складається з вхідної та вихідної частин, утворюючи канал для протікання розплаву, яка відрізняється тим, що дорнотримач виконаний з двох частин з можливістю зворотно-поступального руху однієї частини відносно іншої, матриця і вихідна частина дорну закріплені на рухомій частині дорнотримача таким чином, що довжина каналу має можливість...
Кільцева екструзійна головка

Номер патенту: 16817
Опубліковано: 15.08.2006
Автори: Сівецький Володимир Іванович, Погодаєв Костянтин Сергійович, Сокольський Олександр Леонідович
МПК: B29C 47/14
Мітки: головка, кільцева, екструзійна
Формула / Реферат:
1. Кільцева екструзійна головка, що містить корпус та дорн, встановлений на дорнотримачі, утворюючи канал для протікання розплаву з вихідною ділянкою, яка відрізняється тим, що між дорнотримачем та вихідною ділянкою каналу встановлені з можливістю колового руху тіла обертання.2. Кільцева екструзійна головка за п. 1, яка відрізняється тим, що тіла обертання об'єднані сепаратором, який зв'язаний з лопатями.3. Кільцева...
Екструзійна головка для виготовлення профільних гумових виробів складної конфігурації
Номер патенту: 68965
Опубліковано: 10.05.2007
Автори: Хорольський Михайло Степанович, Богуцька Євгенія Олександрівна, Політікова Лариса Григорівна, Михайленко Микола Васильович, Лещенко Валентина Іванівна, Ткаченко Анатолій Петрович, Шевцов Віктор Іванович
МПК: B29C 47/14, B29C 47/22
Мітки: складної, гумових, виготовлення, профільних, виробів, конфігурації, головка, екструзійна
Формула / Реферат:
1. Екструзійна головка для виготовлення профільних гумових виробів складної конфігурації, що містить корпус, дорноутримувач з дорнами, профілювальну фільєру з передформуючою зоною і зоною формування, яка відрізняється тим, що профілювальна фільєра виконана у вигляді розбірної матриці, яка містить нерухомий вкладиш і рухомі елементи, що утворюють зону формування, в яких виконані пази із взаємно перпендикулярними поздовжніми осями і зони...
Екструзійна головка
Номер патенту: 25417
Опубліковано: 10.08.2007
Автори: Сокольський Олександр Леонідович, Сівецький Володимир Іванович, Півненко Сергій Васильович
МПК: B29C 47/14
Мітки: головка, екструзійна
Формула / Реферат:
Екструзійна головка, що містить корпус з внутрішніми поверхнями, які утворюють канал для протікання розплаву, яка відрізняється тим, що в корпусі додатково виконано принаймні один канал, що з'єднує його зовнішню поверхню з каналом для протікання розплаву.
Попередній патент: Спосіб виробництва сталей з ультранизьким вмістом вуглецю
Наступний патент: Спосіб отримання сиру плавленого скибкового
Випадковий патент: Спосіб обробки металевого розплаву ультрадисперсними порошками