Спосіб потайної клепки
Номер патенту: 9465
Опубліковано: 30.09.1996
Автори: Бабушкін Анатолій Іванович, Садков Володимир Васильович, Книгін Валерій Викторович, Лепетюха Володимир Семенович
Формула / Реферат
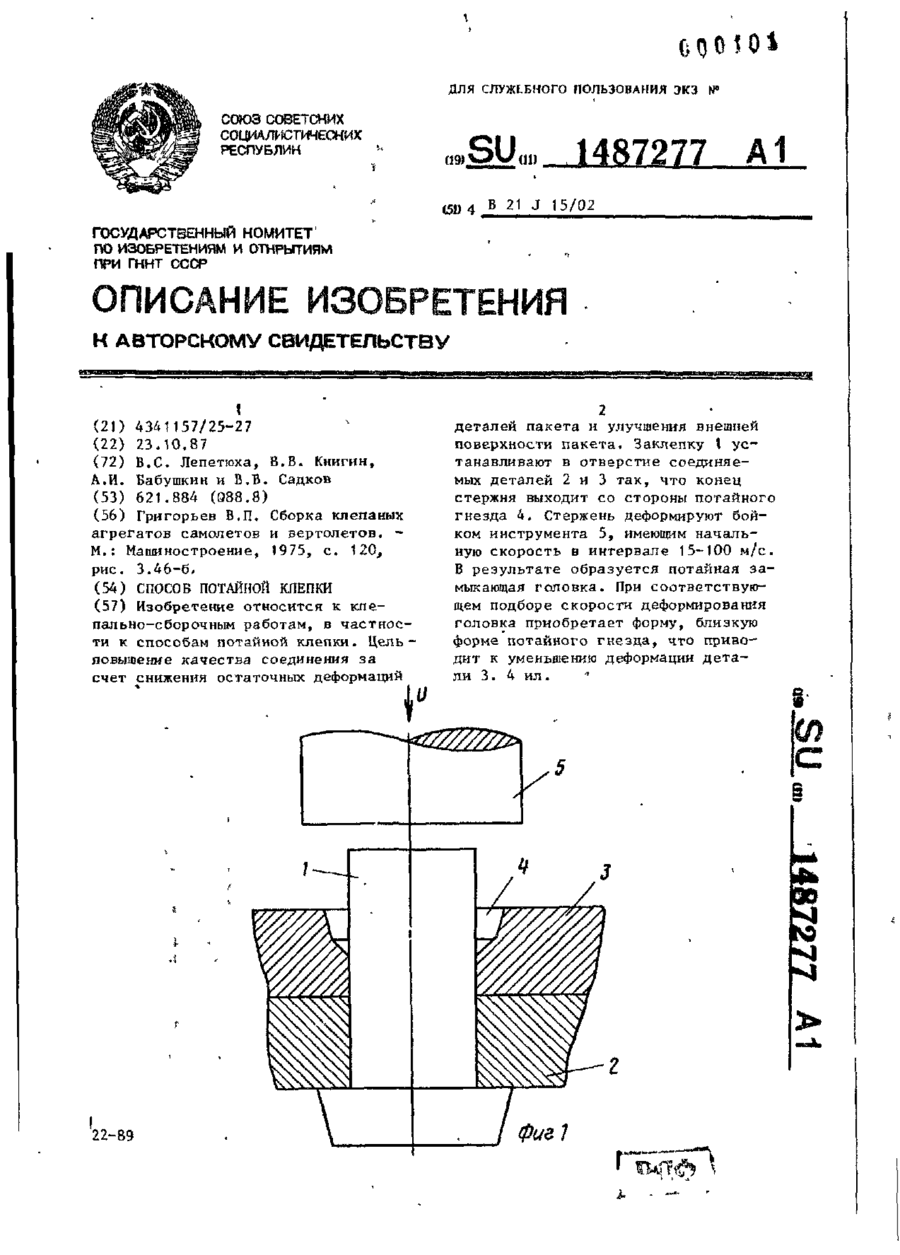
Способ потайной клепки, заключающийся в образовании в пакете деталей отверстия с гнездом под потайную замыкающую головку, установке в отверстие заклепки, выступающий конец стержня которой располагают со стороны гнезда, и образовании потайной замыкающей головки путем деформирования выступающего конца стержня, отличающийся тем, что, с целью повышения качества соединения за счет снижения остаточных деформаций деталей пакета и улучшения внешней поверхности пакета, деформирование конца стержня будет со скоростью 15-100 м/с.
Текст
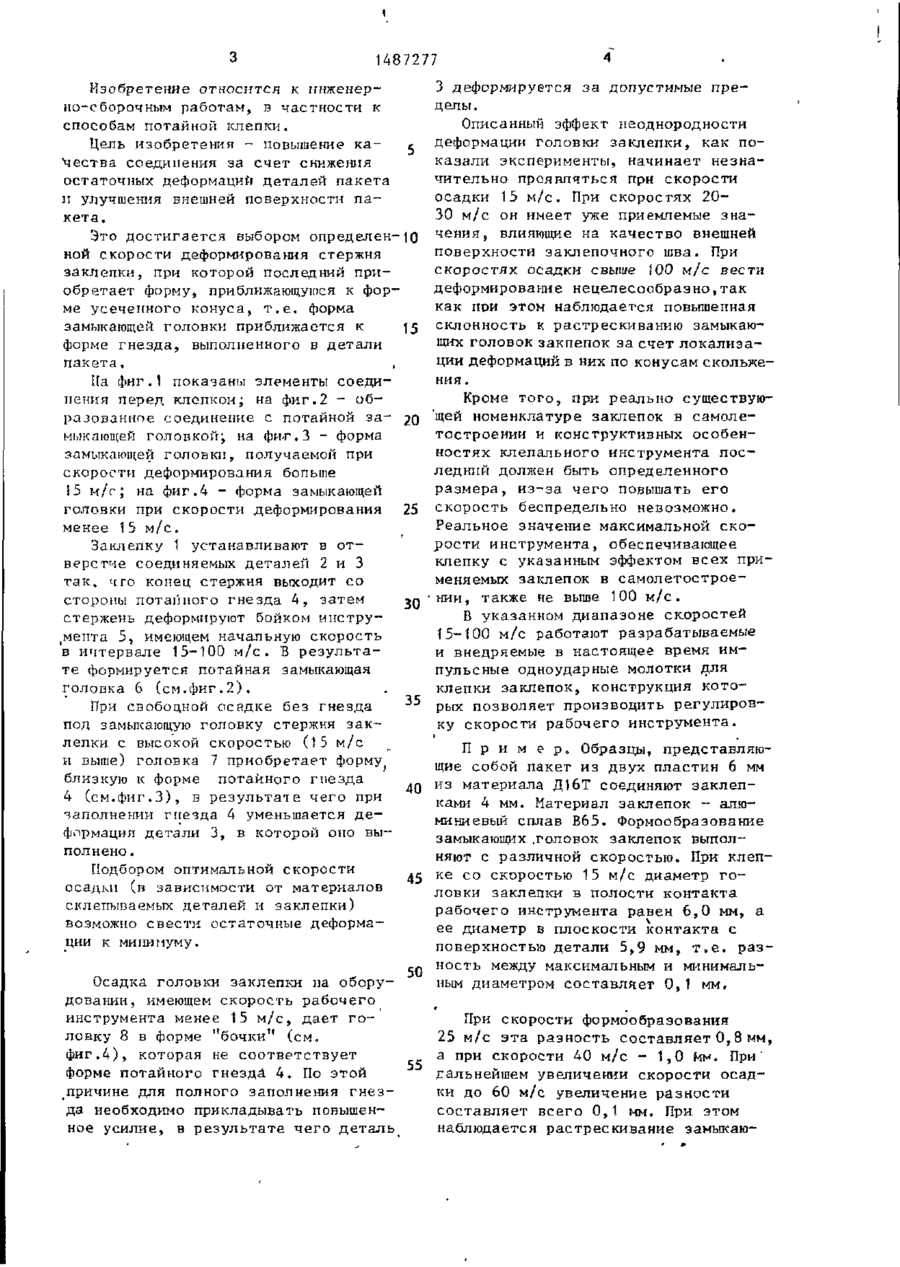
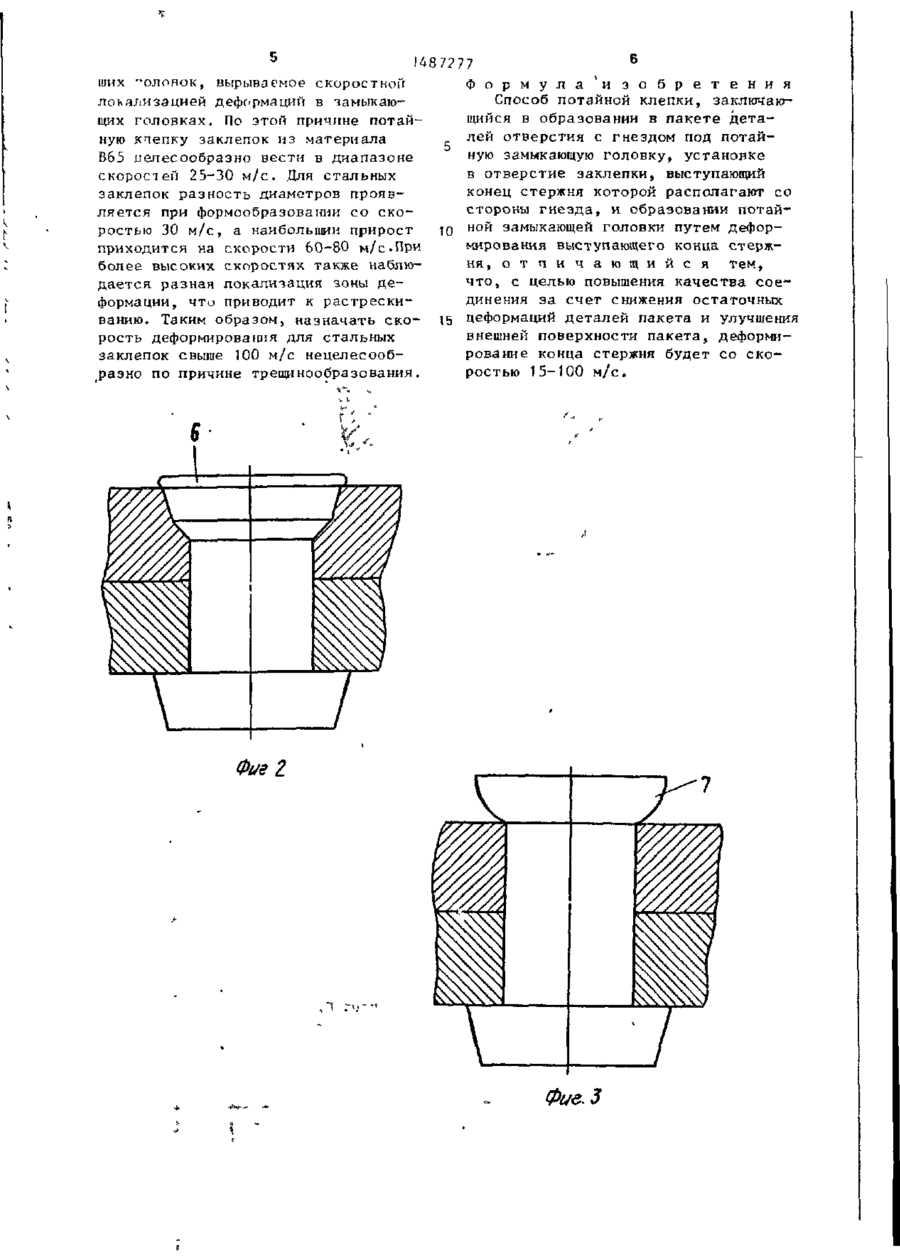
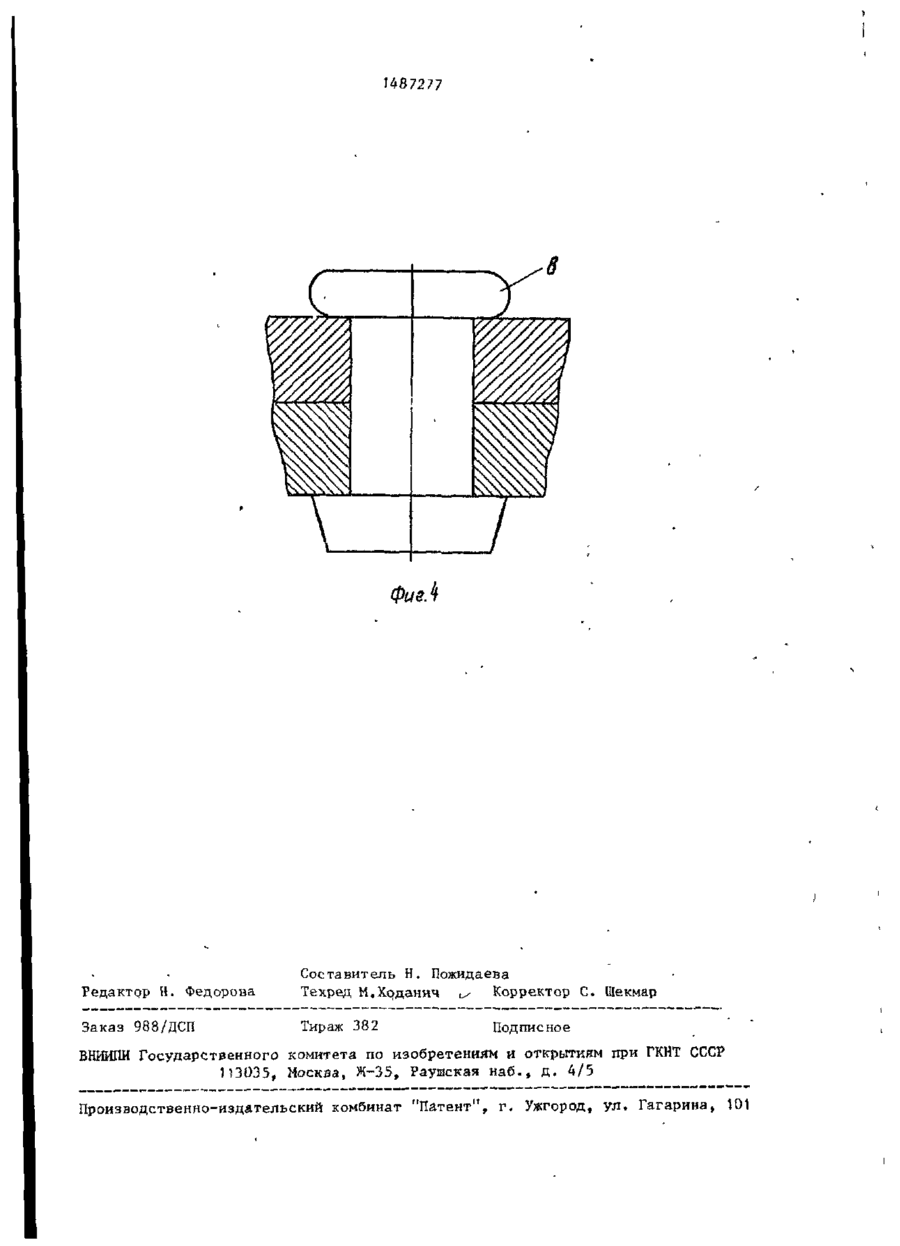
Изобретение относится к к л е пал ьно-с бор очным работам, в ч а с т н о с ти к способам потайной клепки. Ц е л ь повышение качества соединения з а счет снижения остаточных деформаций деталей пакета и улучшения внешней поверхности пакета. Заклепку 1 устанавливают в отверстие соединяемых деталей 2 и 3 так, что конец стержня выходит со стороны потайного гнезда 4. Стержень деформируют бойком инструмента 5, имеющим начальную скорость в интервале 15-100 м/с. В результате образуется потайная замыкающая головка. При соответствующем подборе скорости деформирования головка приобретает форму, близкую форме потайного гнезда, что приводит к уменьшению деформации детали 3 . 4 ил . § 22-89 тл 487277 Изобретение ОТНОСЇЇТСЯ к инженерно-сборочным работам, в частности к способам потайной клепки. Цель изобретения - повышение к а чества соединения за счет снижения остаточных деформаций деталей пакета и улучшения внешней поверхности п а кета. Это достигается выбором определенной скорости деформирования стержня заклепки, при которой последний приобретает форму, приближающуюся к форме усеченного конуса, т . е . форма замыкающей головки приближается к 15 форме гнезда, выполненного в детали пакета. Па фиг.1 показаны элементы соединения перед клепкой; на фиг.2 - образованное соединение с потайной з а - 20 мыкающей головкой; на фи-г. 3 - форма замыкающей головки, получаемой при скорости деформирования бопыле і 5 м/с; на фиг.4 - форма замыкающей головки при скорости деформирования 25 менее 15 м/с. Заклепку 1 устанавливают в отверстие соединяемых деталей 2 и 3 т а к . чго конец стержня выходит со стороны потайного гнезда 4, затем стержень деформируют бойком инструмента 5, имеющем начальную скорость в интервале 15-100 м / с . Б результате формируется потайная замыкающая головка 6 ( с м , ф и г . 2 ) . 35 При свободной осадке без гнезда под замыкающую головку стержня з а к лепки с высокой скоростью (15 м/с и выше) головка 7 приобретает форму близкую к форме потайного гнезда 40 4 ( с м . ф и г . 3 ) , в результате чего при заполнении гнезда 4 уменьшается д е формация детали 3, в которой оно выполнено . Подбором оптимальной скорости 45 осадки (в зависимости от материалов склепываемых деталей и заклепки) возможно свести остаточные деформации к минимуму. 3 деформируется за допустимые п р е делы. Описанный эффект неоднородности деформации головки заклепки, как показали эксперименты, начинает незначительно проявляться при скорости осадки 15 м/с. При скоростях 2030 м/с он имеет уже приемлемые значения , влияющие на качество внешней поверхности заклепочного шва. При скоростях осадки свыше W0 м/с вести деформирование нецелесообразно,так как при этом наблюдается повышенная склонность к растрескиванию замыкающих головок закпепок за счет локализации деформаций в них по конусам скольжения. Кроме того, при реально существую'щей номенклатуре заклепок в самолетостроении и конструктивных особенностях клепального инструмента последний должен быть определенного размера, из-за чего повышать его скорость беспредельно невозможно. Реальное значение максимальной с к о рости инструмента, обеспечивающее клепку с указанным эффектом всех применяемых заклепок в самолетостроении, также не выше 100 м / с . В указанном диапазоне скоростей 15-100 м/с работают разрабатываемые и внедряемые в настоящее время импульсные одноударные молотки для клепки заклепок, конструкция которых позволяет производить регулировку скорости рабочего инструмента. П р и м е р . Образцы, представляющие собой пакет из двух пластин 6 мм из материала Д16Т соединяют заклепками 4 мм. Материал заклепок - алюминиевый сплав В65. Формообразование замыкающих .головок заклепок выполняют с различной скоростью. При клепке со скоростью 15 м/с диаметр г о ловки заклепки в полости контакта рабочего инструмента равен 6,0 мм, а ее диаметр в плоскости контакта с поверхностью детали 5,9 мм, т „ е . р а з ность между максимальным и минималь50 ным диаметром составляет 0,1 мм. Осадка головки заклепки на оборудовании, имеющем скорость рабочего инструмента менее 15 м/с, дает г о При скорости формообразования ловку 8 в форме "бочки" (см. 25 м/с эта разность составляет 0,8 мм, ф и г . 4 ) , которая не соответствует а при скорости 40 м/с - 1,0 км. При' 55 форме потайного гнезда 4 . По этой дальнейшем увеличении скорости осадпричине для полного заполнения г н е з ки до 60 м/с увеличение разности да необходимо прикладывать повышенсоставляет всего 0,1 мм. При этом ное усилие, в результате чего деталь наблюдается растрескивание замыкаю 6 1487277 Ф о р м у л а и э о б р е т е н и я ших "олояок, вырываемое скорое тноҐг Способ потайной клепки, заключаюлокализацией деформаций в замыкающийся в образовании в пакете д е т а щих головках. По этой причине потайлей отверстия с гнездом под потайную ктепку заклепок из материала ную замыкающую головку, установке В65 целесообразно вести в диапазоне в отверстие заклепки, выступающий скоростей 25-30 м/с. Для стальных конец стержня которой располагают со заклепок разность диаметров проявстороны г н е з д а , и образовании потайляется при формообразовании со скоJQ ной замыкающей головки путем дефорростью 30 м/с, а наибольший прирост мирования выступакяцего конца стержприходится на скорости 60-80 м/с.При ня, о т н и м а ю щ и й с я тем, более высоких скоростях также наблючто, с целью повышения качества с о е дается разная локализация зоны дединения за счет снижения остаточных формации, что приводит к растрескиванию. Таким образом, назначать с к о - 15 деформаций деталей пакета и улучшения внешней поверхности пакета, деформирость деформирования для стальных рование конца стержня будет со с к о заклепок свыше 100 м/с нецелесообростью 15-100 м/с. разно по причине трещинообразования. 1487277 фиеА Редактор Н. Федорова Составитель Н. Пожидаева Техред М.Хрданич ^ Корректор С. Шекмар Заказ 988/ДСП Тираж 382 Подписное ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, К-35, Раушская наб., д. 4/5 Производственно-издательский комбинат "Патент", г. Ужгород, ул. Гагарина, 101
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of countersunk riveting
Автори англійськоюLepetiukha Volodymyr Semenovych, Knihin Valerii Viktorovych, Babushkin Anatolii Ivanovych, Sadkov Volodymyr Vasyliovych
Назва патенту російськоюСпособ потайной клепки
Автори російськоюЛепетюха Владимир Семенович, Книгин Валерий Викторович, Бабушкин Анатолий Иванович, Садков Владимир Васильевич
МПК / Мітки
МПК: B21J 15/00
Мітки: клепки, спосіб, потайної
Код посилання
<a href="https://ua.patents.su/4-9465-sposib-potajjno-klepki.html" target="_blank" rel="follow" title="База патентів України">Спосіб потайної клепки</a>
Ручний пристрій для клепки розкаткою

Номер патенту: 9473
Опубліковано: 30.09.1996
Автори: Коваленко Микола Володимирович, Жуков Вячеслав Миколайович, Жура Валерій Михайлович, Корольков Юрій Акимович
МПК: B21J 15/00
Мітки: пристрій, розкаткою, ручний, клепки
Формула / Реферат:
1. Ручное устройство для клепки раскаткой, содержащее соосно смонтированные в корпусе поддержку и связанную с приводом вращения раскатнуто головку с прижимом пакета соединяемых деталей и узлом ориентирования раскаткой головки относительно стержня заклепки, выполненным в виде смонтированных на прижиме поворотного двуплечего рычага и упорного элемента с угловым вырезом под стержень заклепки, установленного с возможностью взаимодействия с...
Спосіб цементування потайної колони
Номер патенту: 6781
Опубліковано: 29.12.1994
Автори: Волошінівський Богдан Онуфрійович, Озарчук Петро Антонович, Глушаков Адольф Якович, Куртов Веніамин Дмитрович
МПК: E21B 33/14
Мітки: потайної, колони, спосіб, цементування
Формула / Реферат:
Способ цементирования потайной колонны, включающий спуск ее на бурильных трубах, закачку цементного раствора и продавочной жидкости, разделенных между собой продавочной пробкой, отличающийся тем, что между цементным раствором и продавочной пробкой закачивают воду в количестве 0,02-0,03 внутреннего объема колонны бурильных труб.
Пристрій для спуску потайної обсадної колони
Номер патенту: 6807
Опубліковано: 29.12.1994
Автори: Сергієнко Григорій Якович, Глушаков Адольф Якович, Волошінівський Богдан Онуфрійович, Озарчук Петро Антонович, Куртов Веніамин Дмитрович
МПК: E21B 43/10
Мітки: спуску, обсадної, колони, потайної, пристрій
Формула / Реферат:
Устройство для спуска потайной обсадной колонны, включающее разъединитель, содержащий корпус с основными радиальными отверстиями в стенке, перекрытыми с внутренней стороны срезной втулкой и установленный в нижней части корпуса под срезной втулкой тарельчатый обратный клапан, отличающееся тем, что в стенке корпуса разъединителя над обратным клапаном выполнены дополнительные радиальные отверстия на расстоянии от седла клапана, меньшем высоты...
Обертальна підвіска для спуску і цементування потайної колони
Номер патенту: 6263
Опубліковано: 29.12.1994
Автори: Куртов Веніамин Дмитрович, Глушаков Адольф Яковлевич, Тимошенко Володимир Ілліч, Гузеватий Валентин Федорович
МПК: E21B 43/10, E21B 33/14
Мітки: потайної, цементування, підвіска, обертальна, колони, спуску
Формула / Реферат:
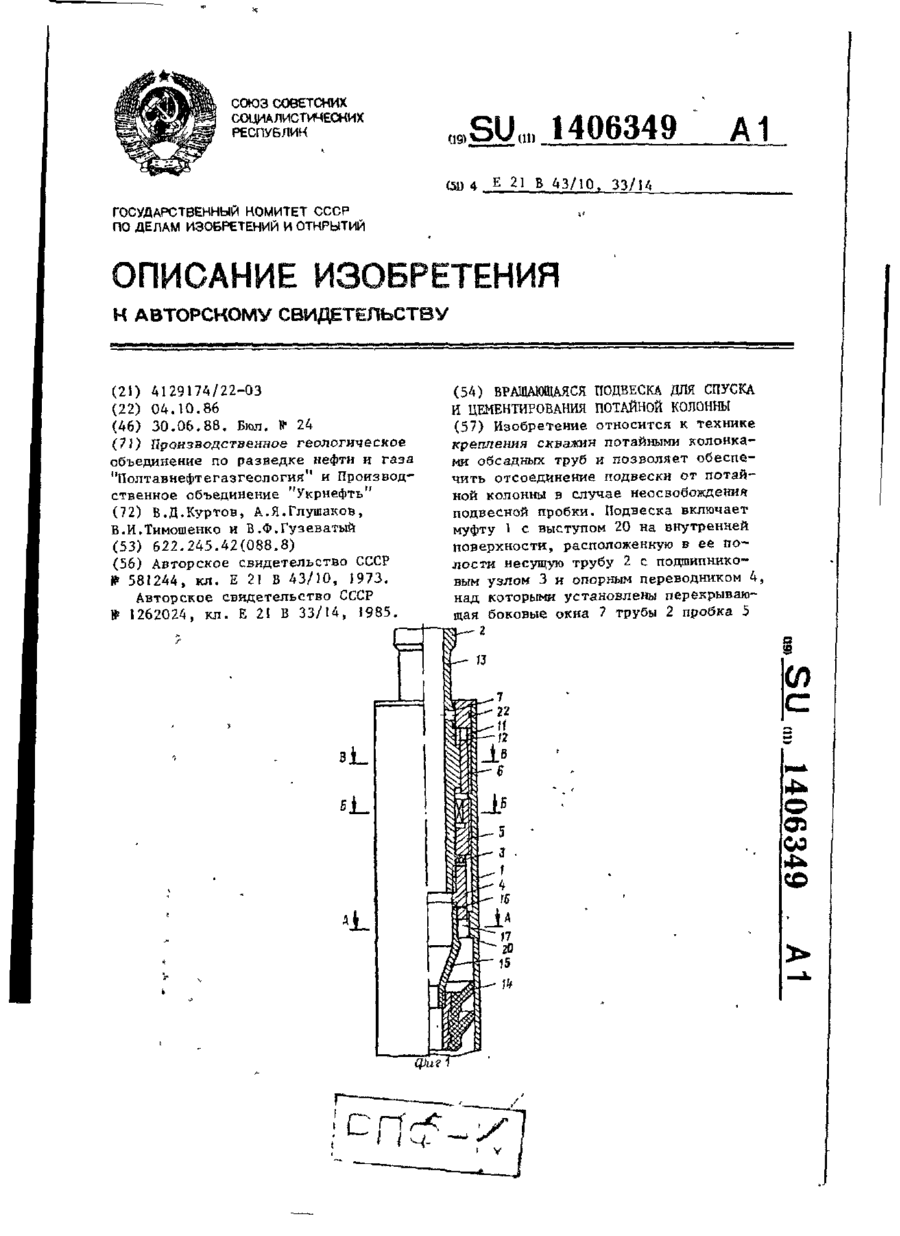
Вращающаяся для спуска и цементирования потайной колонны, включающая муфту с выступом на внутренней поверхности, расположенную в ее полости несущую трубу с подшипниковым узлом и опорным переводником, установленные над ними перекрывающую боковые окна несущей трубы пробку и втулку, имеющие возможность взаимодействия с муфтой левой резьбой, некруглые сечения которых расположены соосно друг другу и некруглому сечению несущей трубы, запорный...
Заклепне з’єднання
Номер патенту: 9471
Опубліковано: 30.09.1996
Автори: Бухарін Генадій Вікторович, Ушаков Андрій Валентинович, Пширков Владлен Филипович, Книгін Валерій Викторович, Бондаренко Валентин Іванович, Бабушкін Анатолій Іванович
МПК: F16B 5/00, F16B 19/04
Формула / Реферат:
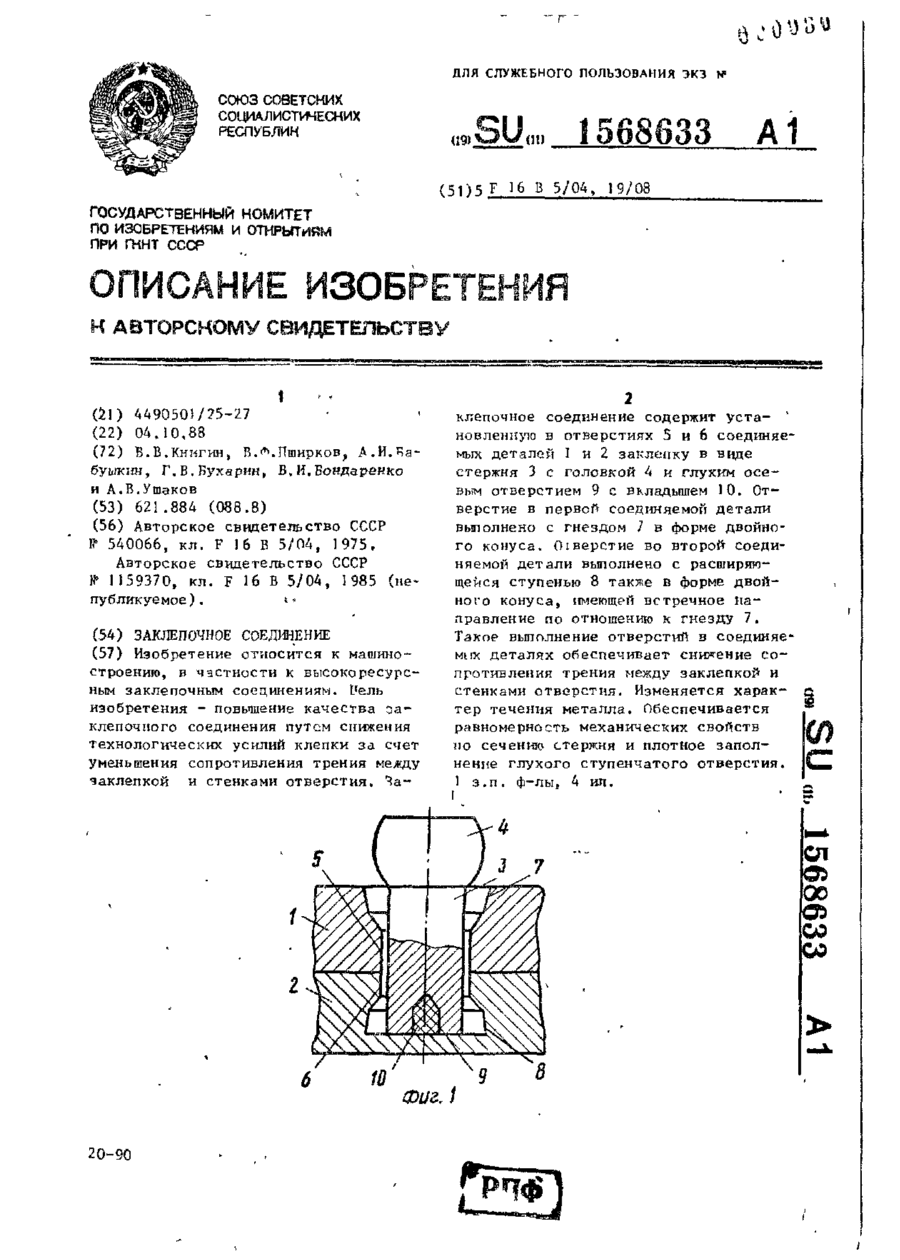
1. Заклепочное соединение, содержащее установленную в отверстиях соединяемых деталей, одно из которых глухое ступенчатое, заклепку в виде стержня с закладной головкой на одном конце и замыкающей головкой с вкладышем в глухом осевом отверстии на другом его конце, расположенной в конической расширяющейся ступени глухого отверстия соединяемой детали, отличающееся тем, что, с целью повышения качества заклепочного соединения путем снижения...
Попередній патент: Засіб з’єднання зварних заготовок із різнорідних матеріалів
Наступний патент: Засіб з’єднання зварюванням тонколистових заготівок із металевих композиційних матеріалів
Випадковий патент: Спосіб оцінки інбредних ліній соняшнику за теплостійкістю зрілого пилку