Засіб з’єднання зварюванням тонколистових заготівок із металевих композиційних матеріалів
Номер патенту: 9457
Опубліковано: 30.09.1996
Автори: Сергацький Георгій Іванович, Чаюн Андрій Григорович, Кривов Георгій Олексійович, Титов Вячеслав Андрійович
Формула / Реферат
Способ соединения сваркой тонколистовых заготовок из металлических композиционных материалов, при котором перед сваркой на свариваемые поверхности каждой кромки наносят по меньшей мере один плакирующий слой, а стыковку под сварку заготовок производят по плакирующему слою, отличающийся тем, что, с цельюснижения материалоем-кости и повышения прочности соединения, после нанесения плакирующего слоя изгибают по меньшей мере одну из кромок в направлении композиционного материала, затем удаляют отогнутую часть, выступающую за поверхность заготовки, заподлицо с ней и стыкуют заготовки с расположением плакирующего слоя, обращенным к источнику нагрева.
Текст
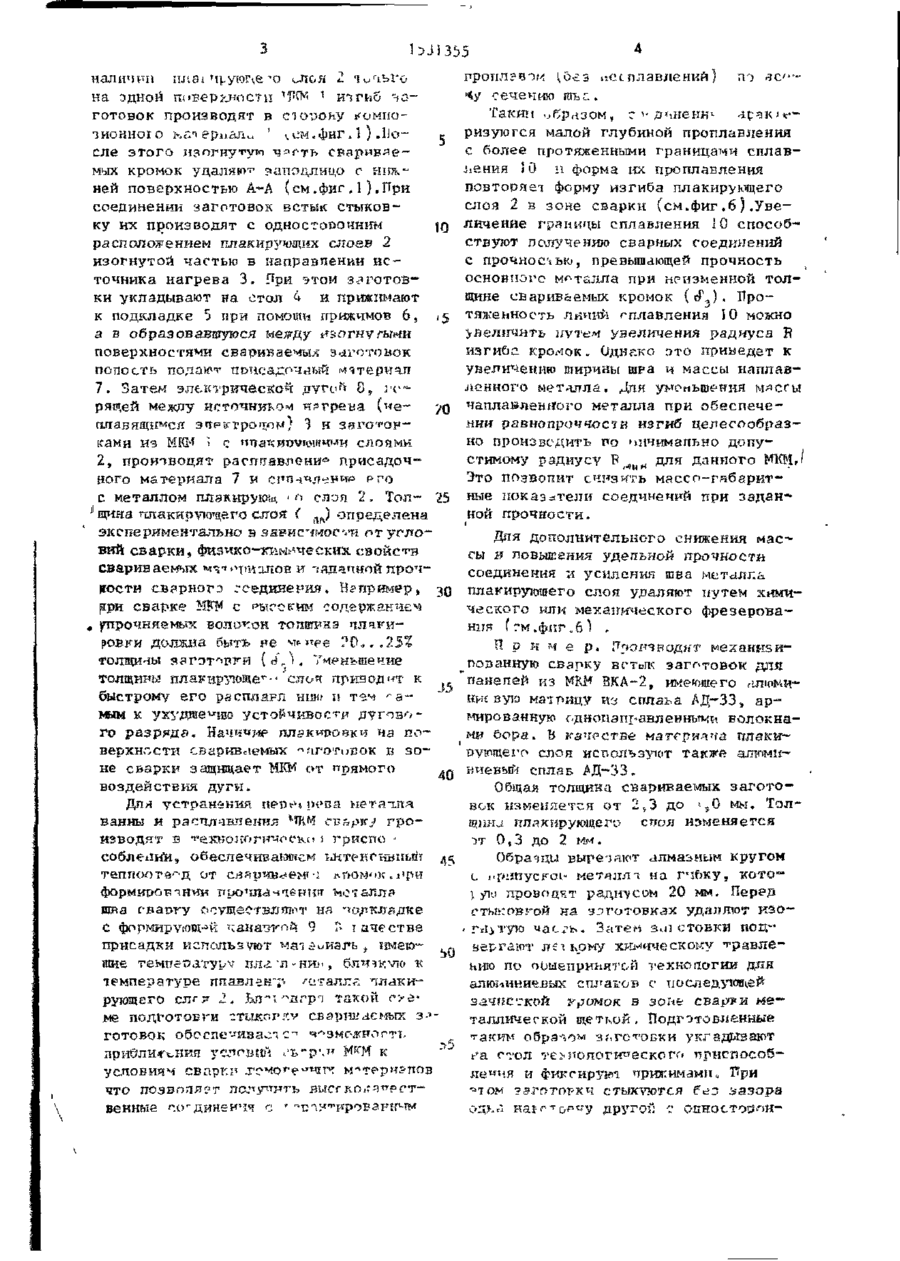
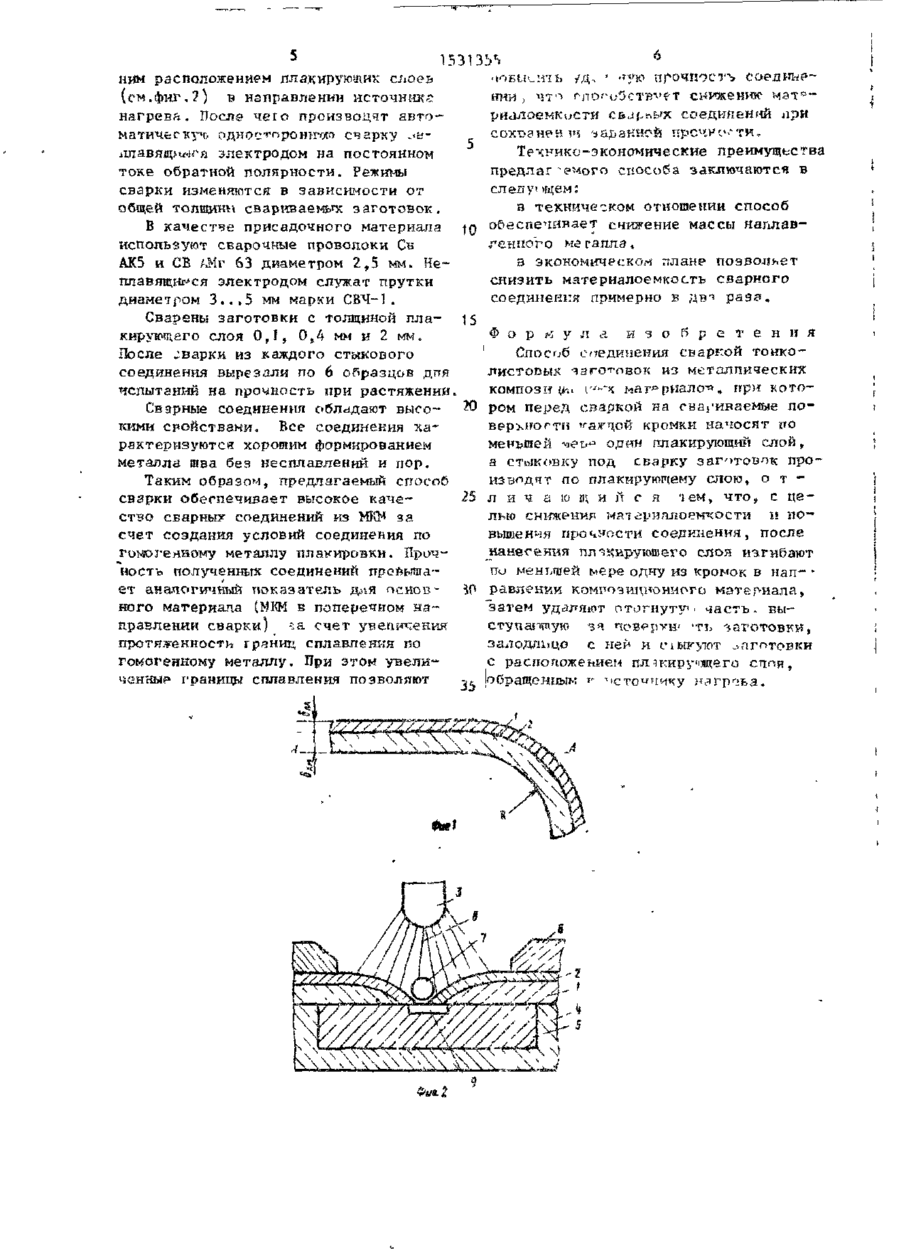
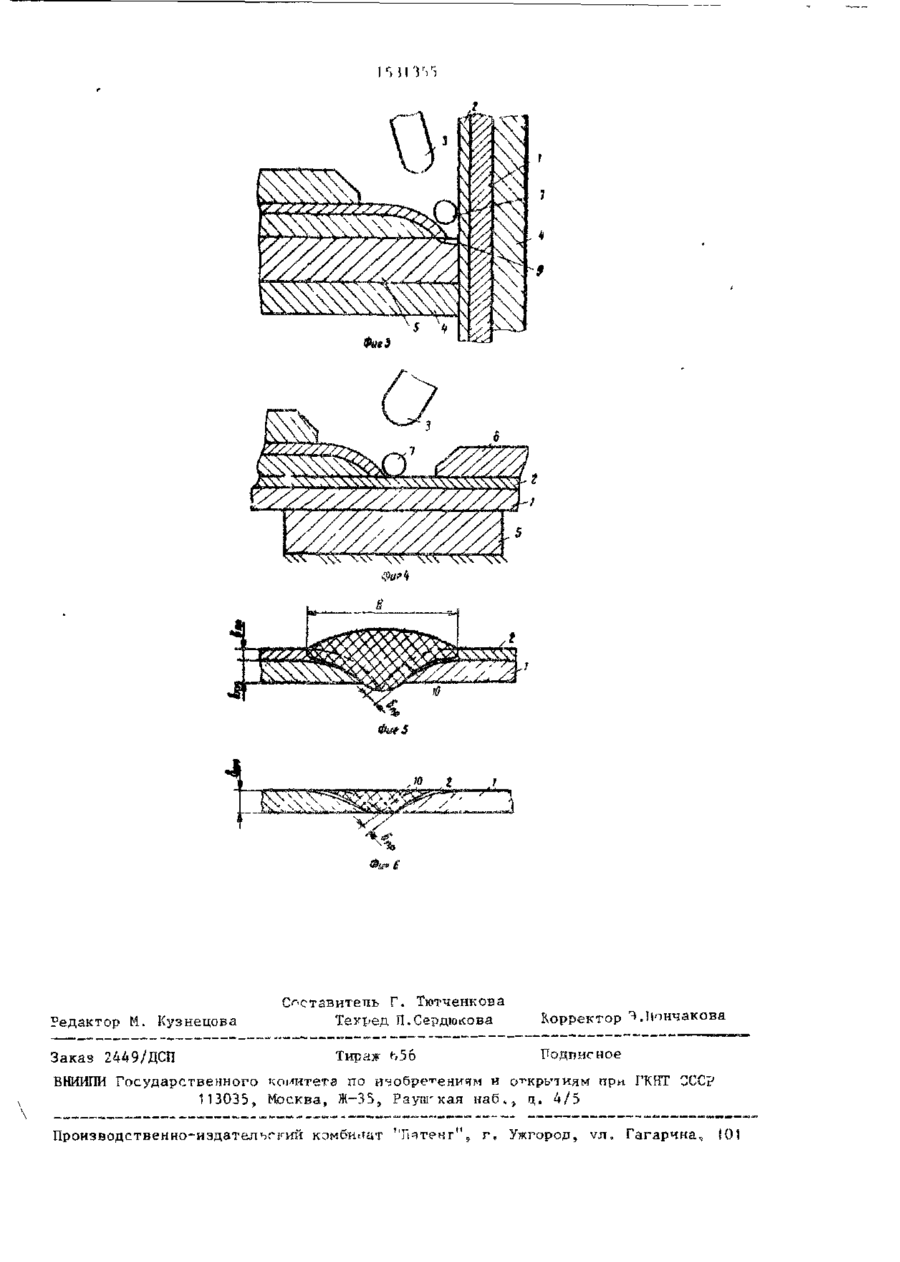
Изобретение относится к технологии с в а о к и м е т а л л и ч е с к и х к о м п о з и ц и онных м а т е р и а л о в (МКМ) и может быть и с п о л ь з о в а н о в машиностроении д л я и з готовления деталей летательных аппар а т о в . Цель и з о б р е т е н и я - снижение м а т е р и а л о е м к о с т и и повышение п р о ч н о с т и с о е д и н е н и я . Перед с в а р к о й н а кромк и з а г о т о в о к нз МІСК І н а н о с я т п л а к и р у ющий с л о й 2 . З а т е м кромки и з г и б а ю т . Изогнутую ч а с т ь удаляют з а п о д л и ц о с п о в е р х н о с т ь ю МКМ. Стыковку п р о и з в о д я т по г о м о г е н н о м у м е т а л л у плакирующих с л о е в , обращенных к и с т о ч н и к у н а г р е в а 3 . Сварку осуществляют с обес1™ п е ч е н и е м р а с п л а в л е н и я плакирующих с л о е в на г л у б и н у , не превышающую т о л щину п л а к и р о в к и и с п л а в л е н и я с р а с плавом п р и с а д о ч н о г о м а т е р и а л а , п о д а в а е м о г о в з о н у с в а р к и . Способ о б е с печивает увеличение границ сплавления по гомогенному м е т а л л у , что позвтхпяет п о в ы с и т ь удельную п р о ч н о с т ь с о е д и н е ния . 6 и л . Изобретение относится к технологии с в а р к и м е т а л л и ч е с к и х композиционных м а т е р и а л о в (МКМ) и может быть и с п о л ь з о в а н о как в п р о и з в о д с т в е широкополосных ( б о л е е 800 мм) композиционных м а т е р и а л о в путем с в а р к и полос из р а з д е л ь н о Формируемых л е н т , т а к и в м а шиностроении ( о с о б е н н о в авиационной и ракетної* промышленности) при и з готовлении деталей летательных аппар а т о в , н а п р и м е р , панелей обшивок п р е имущественно из волокнистых о д н о н а праг-XfpKHbix бор-тгмичиевых к о м п о з и т о в с высскик ( б о л е е 307 по объему) «эдержанием упрочняющих в о л о к о н . Целью и з о б р е т е н и я я в л я е т с я снижение м а т е р и а л о е м к о с т и с в а р н о г о с о е д и нения из М М и повышение п р о ч н о с т и К соединения. На ф и г . ! п р е д с т а в л е н а схема и з г и ба кромки и удаления и з о г н у т о й ч а с т и , i.7-89 на ф и г . 2 - схемы с т ы к о в к и з а г о т о в о к ' с расположением плакирующего с л о я ^ t обращенным к и с т о ч н и к у н а г р е в а ' на |* ф и г . 3 - схема с т ы к о в к и з а г о т о в о к при IV с в а р к е т а в р о в ы х и угловых с о е д и н е н и й . на ф и г , 4 - пхема с т ы к о в к и з а г о т о в о к при с в а р к е н а х л е с т о ч н ы х с о е д и н е н и й £ на ф и г . 5 - с т ы к о в о е с о е д и н е н и е , пол у ч е н н о е по п р е д л а г а е м о м у с п о с о б у * на ф и г . 6 - с в а р н о е с о е д и н е н и е п о с л е у д а л е н и я плакирующих с л о е в и у с и л е н и я шва, Способ о с у щ е с т в л я е т с я следующим образом. П р е д в а р и т е л ь н о на одной нз поверхн о с т е й полуфабриката М М 1 н а н о с я т К плакирующий спой 2 . Ия п о д г о т о в л е н ных таким о б р а з о м п о л у ф а б р и к а т о в вырезают з а г о т о в к и с припуском под г и б к у . Затем з а г о л о в к и в м е с т е с т ы к о в к и изгибают по р а д и у с у R При без ticcплавлений) m - з с ' на эдной поверхности ЇКМ і ичгьб з а ч>г сече чию шъг., готовок производят в сторону І дтінеин* -ірчк'^•зионної о кги ерпйЛи, ' ^ см «Фиг. 1 ) .По- . ризуюгея малой глубиной проплавлення сле э т о г о изогнутуш ч ^ т ъ с в а р и в я е с бохіее протяженными границами сплавмых кромок удаляю^ заподлицо с НЇЇЖ^івния І D и форма их проплавлення ней поверхностью А~А (см.фиг,1}„При повторяет форму изгиба плакирующего соединении заготовок встык стыковслоя 2 в зоне сварки ( с м . ф и г . 6 ) „ У в е ку их производят с односторонним g личение границы сплавления 10 способрасположением плакирующих слоев 2 ствуют получению сварных соединений изогнутой частью в направлении и с с прочносчък>, превышающей прочность точника нагрева 3 . При этом з а г о т о в основного металла при НРИЗМЄННОЙ толки укладывают на стол 4 и прижимают щине свариваемых кромок (сГ а ), Прок подкладке Ъ при помоши прижимов 6, 5 тяженно с ть ЛІІЧЇШ ^плавления 10 можно а в образовавшуюся между ^вогнугьми увеличить пу7'ем увеличения радлуса В поверхностями свариваемых заготовок изги&а кромок. Однако это приведет к полость подают тюис&дочаый материал увеличению ширины шра ч массы наплав7. Затем электрической дуги" 8, милонного мет-итла. ІІДИ y^'OrlЬюeт•тия мясгы рящей между ИСТОЧНИКОВ нагрева ( н е штав ящігмся з п-р ?• гро ітп f } "і и з я го тор-" Q наплавленного металла при обеспече\*кчч*Р'*н слоями К но производить по минимально допу2, производят распїтавлени* присадочстимому радиусу B/-SMH ДЛЯ данного МЩ,/ ного материала 7 я СНЯЧ^Л^НИР РГО с металлом плакирую^ • ?•> слоя 2, Тол-™ Это позвонит снизить массо-гябариті щчна плакирующего слоя С tlft) определена ;5 ные показатели соединений при з а д а н ной прочности. экспериментально в зависчмос-и от услоДля дополнительного снижения м а с вий сварки, физико-химических свойств сы я повышения удепъиой прочности свариваємьпс м^чориалов и пяд^пной прочсоединения -л усиления шва металла, ности сварногэ соединения. Например, ррн сварке M M с высоким содержанием \Q плакирующего слоя удаляют путем химиF ческого или механического фрезеровав ^щрочняемых волокон тояигинз плакиния f ГМ.фіїГ.6) , ровки должна быть не w « е е ? 0 . . . 2 5 % толщины ВЗГОТ^Р^Й ( s \ ) , Уменьшение И р к м е р . Прок-эводят мехакизитолщины плакирующе1"-* слоя приводит к ^пованїгуго сварку встык заготовок для быстрому его распларп НІЙ» ЇЇ Т^М х а панепей кз М М ЗКА—2, ИІ'ЇР'ОЙІЄГО ГІЛЮМРГ К J3 мьем к ухудшению устойчивости д у п в о НИЇ вук> матрицу из сплаьа АД-33-, а р го р а з р я д а . НЗЧИ«ЯР плакировки на по™ мированкую одно11зпг*авлеиным^ волокнаверхнести свариваемых "аготивок її з о ми бора. В качестве матеря^а гтлаки~ їїуютцеї'о слоя исвользуіот также алхгчлине с&арки защищает М М от прямого К ьчевыи СПЛЗБ ^Д-33. воздействия дуги. Общая толщина сваривает^іх з а г о т о Для устранения ПЄР^І п'.'ва метат.па вок изменяется от 2 5 3 до ^ 0 мы. Толт,пии плакирующего еггоя изменяется ванны и растіл-івленил М И СВАРКJ г р о К изводят в -Ї'ЄКЇ-ЮЛСОГ?^*ОСК.О s грисіто • • Т 0 , 3 ДО 2 ММ . 5 соблеіЗн'И;, обеспечиваїзигсм ^НТРКГШ*] Образцы вырезают алмазным кругом теппоотв'~*д от сбйучвс*ег-і(-; шпонок е . L ..рішускоі- меткіші на гч&ку, кото™ формировтник гфо*їла-ііеннїт металла 1 уїм проводят ра,п,н-усом 20 мм. Перед шва оваттку осуществляет нз -то гтыковгой на заготовках удаляют и з о с формирующей чанапэ1'ч'!& 9 Г і а ч е с т в е гл>туго « а е г ь . Затем зиі СТОБКЙ ПОД** присадки используют мат^иР>а.гь^ івдеювергают легкому хз^-^^іческоку т р а в л е тане TeM*neT5a'ryuv гшг -ІІ -НКЛ , блччк^ло к ьию по оимеиринйтей технологии для температуре ПЛЗ„ВЛЄЕ'І' '"сталга плаки; сплавов с тіоспедуіШі,ей рующего сл.-д 1. Ьл"!' л дгрч такой г>ггромок в зоїч& с в а ^ и м е ме подготовки стыког:^ ев apis-'ас мъгк з-1 таллической щеткой . Подготовленные готовок обеспечивав" -^ ч^змг-жногть т~аки>! обрэ^о м з*1 готовки укгадыгзают E іг-а сі'ол те>їїопогн^ 7 ескогґ. пркслособПрИ0ЛИ*-ї,НКП уСЛПВЇіГі *.'Ь"р'Л* M sH К леН14.я и фиксирую! прижимами„ Т^ри условия*"? сварки J ^іом РЭГОТОРКЧ СТЫКУЮТСЯ Рез эаэора что одь а наї і" т &р^'у другой с веніше НаЛЯЧИП IIJiGl UV-УЮІЧЄ "-О иіОЯ Т І '1и г іЬЇ*0 ним расположением плакирующих слоев (см.фиг.2) в направлении источник? риалоемкисти CBJ^.-.ЫХ соединений при нагревл, После чего производит автоСОЗСС'ЗНРИ ЇЧ 'і й.,Ь ЗККОЙ ПрСЧНС^ТИ, матическую однос^ронтяп сварку -и'іГй электродом на постоянном предлаг "-ечого способа заключаются в токе обратной полярности. Режимы слепу * щем: сварки изменяются в зависимости от в техническом отношении способ общей толвцшн свариваема заготовок. обеспечивает снижение массы наплавБ качестве присадочного материала 10 гешюго мг галла, используют сварочные проволоки Св з экономическом плане позвольет АК5 и СВ гМг 63 диаметром 2,5 мм. Неснизить материалоемкость сварного плавящиеся электродом служат прутки соединения примерно в двч разе. диаметром 3 . . . 5 мм марки СВЧ-1. Сварены заготовки с толщиной пла- 15 Ф о р м у л а и з о б р е т е н и я кирующего слоя 0,ї, 0„4 мм и 2 мм. Способ соединения сваркой тонкоПосле ,:варки из каждого стыкового листовык чаготовок из металлических соединения вырезали по 6 образцов дня композн у-.. i'J-*x маг»риало-«», при котоиспытаний на прочность при растяжении, Сварные соединения обладают высо- 20 ром перед сваркой на сваливаемые поверхногти ""ажцой кромки начосят по кими сройствами. Все соединения хаменьшей мер« один плакирующий слой» рактеризуются хорошим формированием з стыковку под сварку заготовок прометалла шва без несплавленнй и пор. изводят по плакирующему слою, о т Таким образом, предлагаемый способ л н ч a so щ и й с я і ем, что, с цесварки обегпечивает высокое качелью снижения ма-і гриаііоемхости Ї! по— ство сварных соединений из М М за К вышенчя прочности соединения, после счет создания условий соединения по нанесения планирующего слоя изгибают гомогенному металлу плакировки. Прочно меньшей мере одну из кромок в нап- • ность полученных соединений превышаравленкк КОМРОЗИДЇЮиного материала, ет аналогичный показатель для основзатем удаляют отогнутую частъ. выного материала ( К в поперечном наММ ступаптую зл- поверти 'тъ заготовки, правлении сварки) -іа счет уїзеп имения залодлі»цо с ней и сіьггуїот заготовки протяженность границ сплавления по с расположением плакирующего гомогенному металлу. При этом увелиобращенным ^ четоинику нагр«ьа. ченные1 границы сплавления позволяют і* / 5 / 1 %У// /У/У/У///А Л (\\\N \\\\W\\ K \ V \ ПУЛ Редактор Кузнецова Заказ 2449/ДСП С^ставитепь Г. Тютченкова Теуред Л.Сердкжова Тираж (-
ДивитисяДодаткова інформація
Назва патенту англійськоюMethod of joining by welding sheet billets of metallic composite materials
Автори англійськоюKryvov Heorhii Oleksiiovych, Chaiun Andrii Hryhorovych, Serhatskyi Heorhii Ivanovych, Tytov Viacheslav Andriiovych
Назва патенту російськоюСпособ соединения сваркой тонколистовых заготовок из металлических композиционных материалов
Автори російськоюКривов Георгий Алексеевич, Чаюн Андрей Григорьевич, Сергацкий Георгий Иванович, Титов Вячеслав Андреевич
МПК / Мітки
МПК: B23K 31/02
Мітки: зварюванням, з'єднання, засіб, тонколистових, металевих, заготівок, композиційних, матеріалів
Код посилання
<a href="https://ua.patents.su/4-9457-zasib-zehdnannya-zvaryuvannyam-tonkolistovikh-zagotivok-iz-metalevikh-kompozicijjnikh-materialiv.html" target="_blank" rel="follow" title="База патентів України">Засіб з’єднання зварюванням тонколистових заготівок із металевих композиційних матеріалів</a>
Засіб з’єднання зварних заготовок із різнорідних матеріалів
Номер патенту: 9456
Опубліковано: 30.09.1996
Автори: Цапренко Діана Миколаївна, Сергацький Георгій Іванович, Чаюн Андрій Григорович, Михальов Юрій Дмитрович
МПК: B23K 33/00
Мітки: зварних, з'єднання, засіб, матеріалів, заготовок, різнорідних
Формула / Реферат:
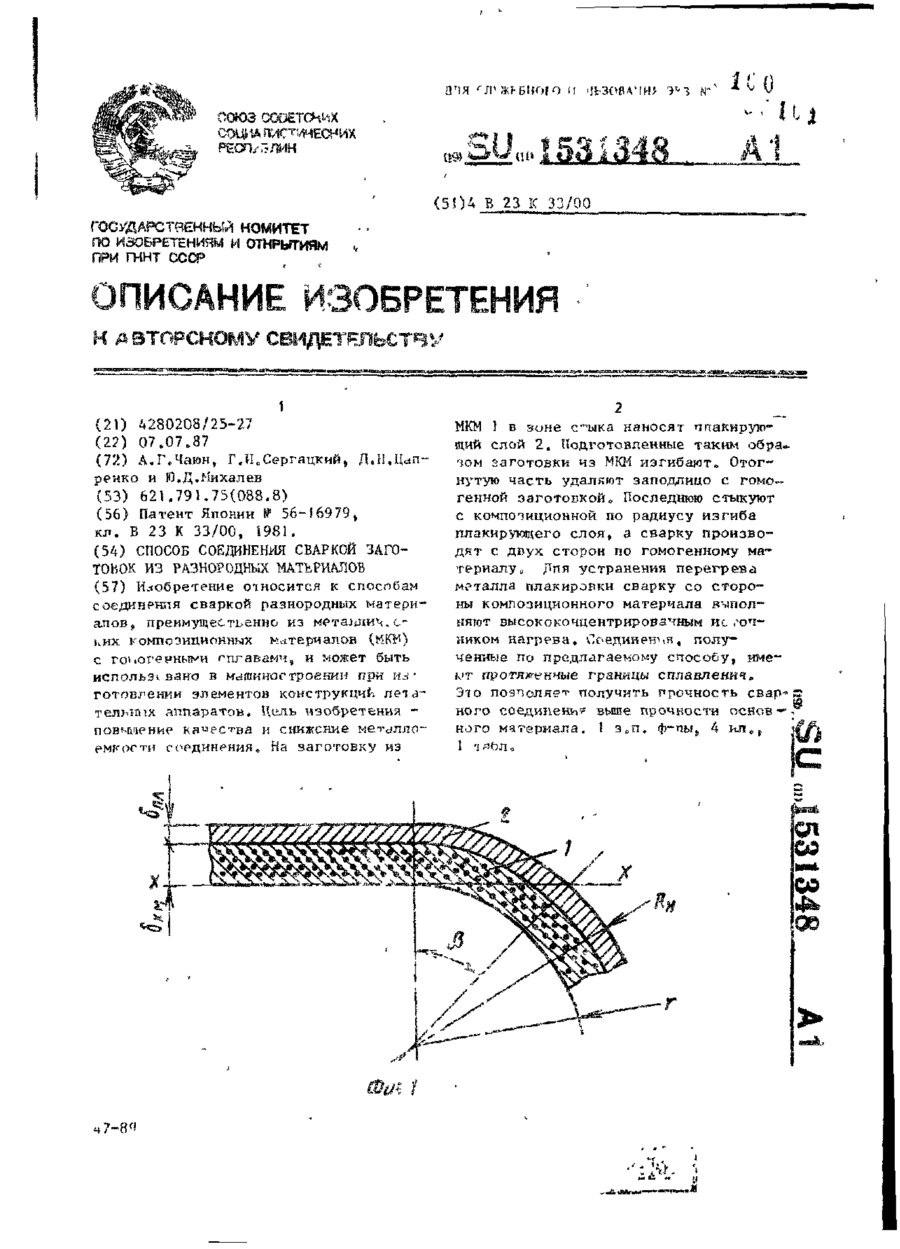
1. Способ соединения сваркой заготовок из разнородных материалов, при котором по меньшей мере на одну поверхность заготовки из металлического композиционного материала в зоне стыка наносят плакирующий слой из гомогенного материала, по которому производят стыковку и сварку с заготовкой из гомогенного материала, отличающийся тем, что, с целью снижения материадоемкости соединения и повышения качества, заготовку из металлического композиционного...
Спосіб з’єднання плакованих матеріалів
Номер патенту: 9225
Опубліковано: 30.09.1996
Автори: Воробйов Олексій Валентинович, Борченко Дмитро Миколайович, Никітін Герман Вікторович, Мечов Валерій Сергійович, Дудко Данил Андрійович, Малашко Анатолій Онисимович, Малкін Василь Беркович
МПК: B23K 31/00
Мітки: спосіб, матеріалів, з'єднання, плакованих
Формула / Реферат:
1. Способ соединения плакированных материалов, при котором перед сваркой часть плакирующего покрытия, примыкающего к сварному шву, удаляют, отличающийся тем, что, с целью повышения качества сварки и производительности при использовании плакирующего слоя из материала с более низкой температурой плавления, чем у основного материала, кромки основного материала, свободные от покрытия, отгибают, собирают до соприкосновения боковых...
Пакет для одержування біметалевих листів
Номер патенту: 830
Опубліковано: 15.12.1993
Автори: Бондаренко Микола Андрійович, Антипенко Валентин Григорович, Глоба Микола Ілліч, Диордиця Сергій Васильович, Локтіонов Петро Якович, Хорошілов Микола Макарович, Луценко Віктор Олександрович, Міллєр Віктор Вікторович, Тарасов Віктор Іванович
МПК: B23K 20/04
Мітки: листів, пакет, біметалевих, одержування
Формула / Реферат:
Пакет для получения биметаллических листов, содержащий размещенные между заготовками основного слоя секции заготовок плакирующего слоя, разделенные огнеупорной обмазкой, и герметизирующую рамку, размещенную по периметру заготовок основного слоя, отличающийся тем, что заготовки секций плакирующего слоя установлены встык и выполнены длиной, определяемой из выражения In/Io = 0,18...0,54, где In - длина заготовок плакирующего слоя, Io - длина...
Спосіб виробництва тришарових листів
Номер патенту: 8260
Опубліковано: 29.03.1996
Автори: Міллєр Віктор Вікторович, Цодік Сергій Васильович, Глоба Микола Ілліч, Локтіонов Петро Якович, Бондаренко Микола Андрійович, Хорошілов Микола Макарович, Диордиця Сергій Васильович, Антипенко Валентин Григорович, Тарасов Віктор Іванович
МПК: B32B 37/00
Мітки: листів, тришарових, спосіб, виробництва
Формула / Реферат:
Способ производства трехслойных листов, включающий укладку плакирующих и промежуточной заготовок в пакет, нагрев и пластическое деформирование собранного пакета, отличающийся тем, что в качестве промежуточной заготовки используют протравленную заготовку из углеродистой стали толщиной, равной 2...4 толщинам плакирующих заготовок, а на наружную поверхность плакирующих заготовок наносят разделительную обмазку.
Спосіб виробництва заготівок
Номер патенту: 7889
Опубліковано: 26.12.1995
Автори: Корінь Андрій Олександрович, Губайдулін Вячеслав Фуатович, Лістопад Володимір Іванович, Шульгін Григорій Митрофанович, Кукуй Давид Пенхусович, Следнев Володимір Петрович, Крикунов Борис Петрович
МПК: B21B 1/02
Мітки: виробництва, заготівок, спосіб
Формула / Реферат:
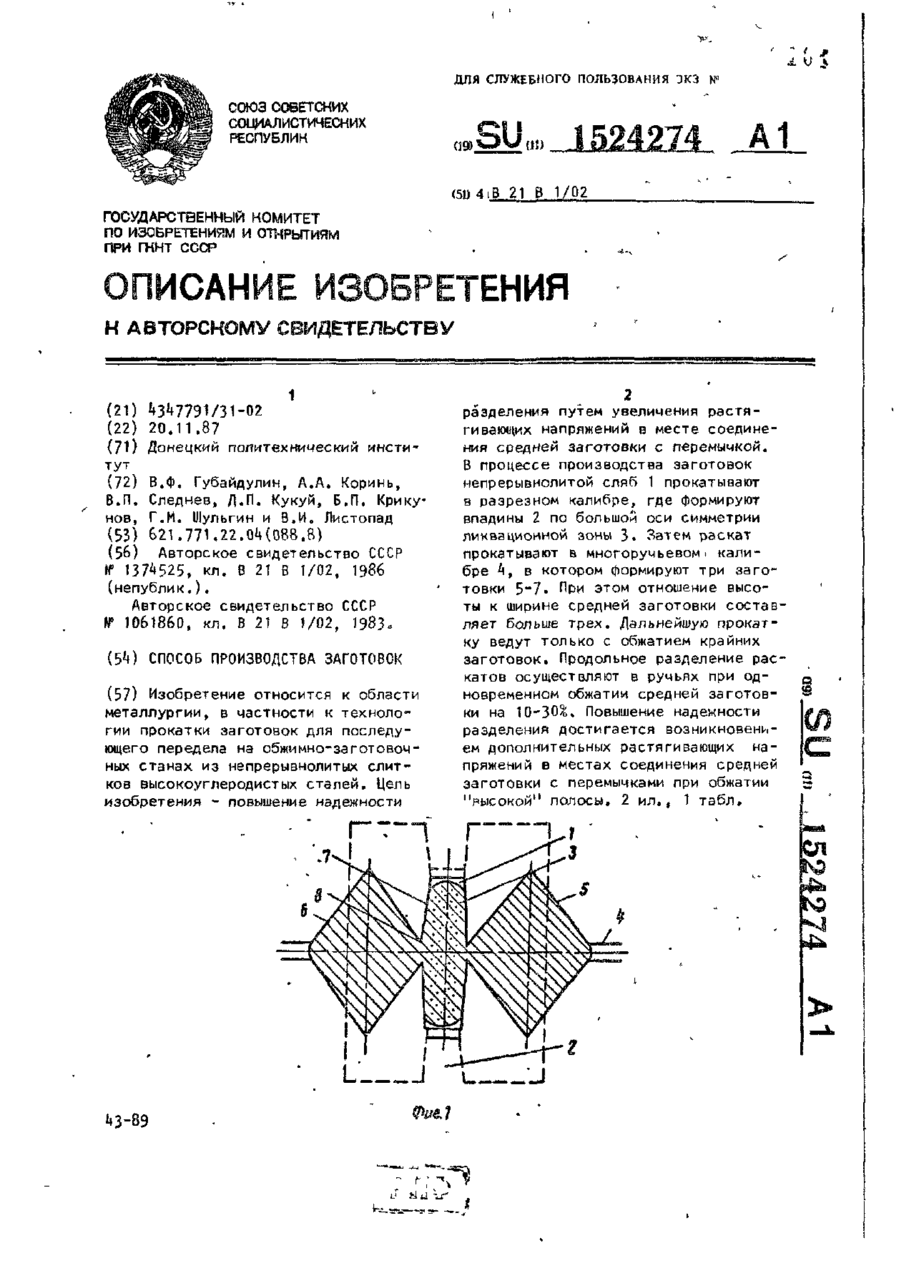
Способ производства заготовок, включающий непрерывную отливку слябов с соотношением сторон 1,5-2,2, деформацию слябов в разрезном калибре с формированием впадин по большей оси симметрии ликвационной зоны, формирование в многоручьевых калибрах трех соединенных перемычками по ширине заготовок с одновременным сосредоточением ликвационной зоны в средней заготовке при обжатии только в крайних ручьях в последующее продольное разделение заготовок...
Попередній патент: Спосіб потайної клепки
Наступний патент: Головка для наплавки
Випадковий патент: Трансферкар