Кокіль для відцентрового лиття профільованих валів
Формула / Реферат
1. Кокіль для відцентрового литтяпрофільованих валів, що містить чавунне циліндричне роз'ємне кільце з профільованою внутрішньою поверхнею, роз'ємом уздовж його поздовжньої площини, поперечними сталевими стягуваннями кріплення половин кілець і поздовжніми пазами, розташованими симетрично щодо площини вертикального роз'єму півкілець, який відрізняється тим, що роз'ємне кільце доповнено з торців нероз'ємними кільцями з конічними розточуваннями, що охоплюють відповідні конічні виступи на роз'ємному кільці, у роз'ємному кільці перпендикулярно площині його роз'єму виконані отвори, в яких, в межах циліндрової поверхні кокілю, розташовані поперечні різьбові стягування, у роз'ємних і нероз'ємних кільцях, паралельно поздовжній осі вала, виконані співвісні отвори, в яких розташовані поздовжні різьбові стягування, що сполучають між собою роз'ємне і нероз'ємні кільця, в нероз'ємних кільцях на ділянках за межами повної довжини литої бочки вала на їх внутрішній поверхні виконані закладення, а на зовнішній поверхні виконані кільцеві уступи.
2. Кокіль за п. 1, який відрізняється тим, що отвори в роз'ємному і нероз'ємних кільцях виконані вставними трубками.
Текст
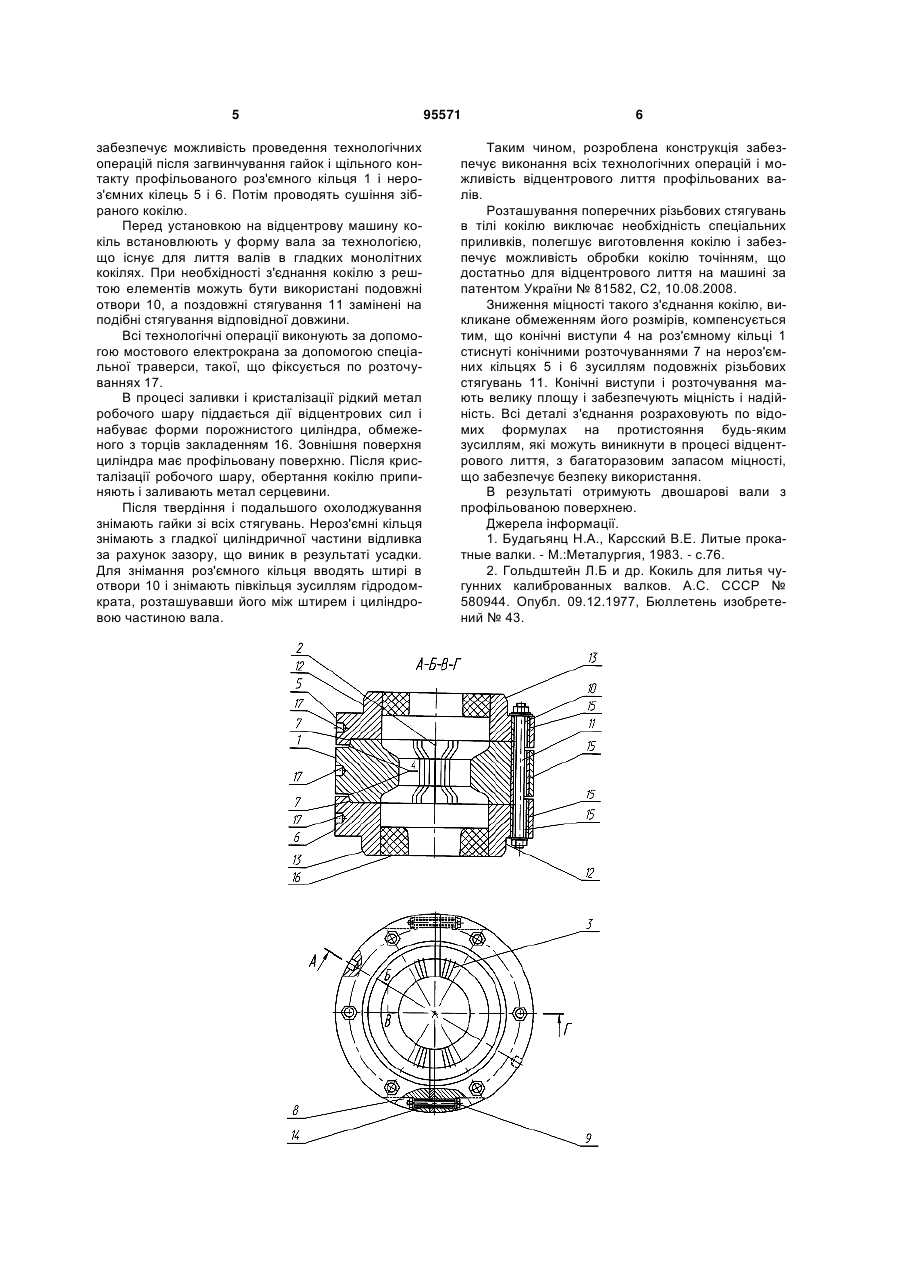
1. Кокіль для відцентрового лиття профільованих валів, що містить чавунне циліндричне роз'ємне кільце з профільованою внутрішньою поверхнею, роз'ємом уздовж його поздовжньої площини, поперечними сталевими стягуваннями кріплення половин кілець і поздовжніми пазами, розташова C2 2 (19) 1 3 поверхні, точінням на токарних або карусельних верстатах практично неможлива, що збільшує їх дебаланс і призводить до неприпустимого рівня вібрацій. Крім того, у відомих конструкціях не вирішено питання зняття профільованих валів з кокілів у тому випадку, коли усадка профілю вала затискає профіль калібру, що призводить до небезпечних умов праці. Відомі профільовані кокілі непридатні для відцентрового лиття. Задача винаходу полягає у розробці технічного рішення, направленого на створення кокілю, що забезпечує в процесі відцентрового лиття при відцентровому прискоренні, достатню міцність з'єднання роз'ємних частин кокілю, мінімальні габарит і дебаланс, надійність і безпеку в експлуатації, економічність, що дозволить розширити виробництво профільованих валів з високими технікоекономічними показниками. Суть винаходу полягає в наступному. Кокіль для відцентрового лиття профільованих валів включає роз'ємне кільце з профільованою внутрішньою поверхнею, роз'ємом уздовж його поздовжньої площини, поперечними сталевими стягуваннями кріплення половин кілець і подовжніми пазами, розташованими симетрично щодо площини вертикального роз'єму півкілець. Роз'ємне кільце доповнене з торців нероз'ємними кільцями з конічними розточуваннями, що охоплюють відповідні конічні виступи на роз'ємному кільці. У роз'ємному кільці перпендикулярно площини роз'єму виконані отвори, в яких в межах циліндричної поверхні кокілю розташовані поперечні різьбові стягування кріплення половин кілець. У роз'ємних і нероз'ємних кільцях, паралельно поздовжній осі вала виконані співвісні отвори, в отворах розташовані поздовжні різьбові стягування, які сполучають між собою роз'ємні і нероз'ємні кільця. У нероз'ємних кільцях на ділянках за межами повної довжини литої бочки вала на внутрішній поверхні виконані закладення, а на зовнішній поверхні виконані кільцеві уступи. Як варіант, отвори в кільцях виконані вставними трубками. Розроблений кокіль схематично зображений на схемі (див. креслення). Роз'ємне кільце 1 має профільовану внутрішню поверхню, роз'єм 2 уздовж поздовжньої площини і подовжні пази 3, розташовані симетрично щодо площини вертикального роз'єму півкілець (показані без подробиць). Профіль виконаний відповідно до профілю бочки вала по відомих розрахунках з урахуванням поздовжньої і поперечної усадки, а також коефіцієнта усадки, що допускається. Роз'ємне кільце 1 має на торцях конічні виступи 4 і доповнено з торців нероз'ємними кільцями: верхнім 5 і ніжнім 6, з конічними розточуваннями 7. Нероз'ємні кільця слугують для формування гладких ділянок бочки вала - буртів. Конічні розточування 7 охоплюють конічні виступи 4. У роз'ємному кільці 1 перпендикулярно площині роз'єму виконані отвори 8, в яких розташовані поперечні різьбові стягування 9 із стандартними гайками і шайбами. Всі елементи поперечних стягувань розташовані в межах зовнішньої циліндричної поверхні кокілю 95571 4 У роз'ємних і нероз'ємних кільцях, паралельно подовжній осі вала, виконані співісні отвори 10, в яких розташовані поздовжні різьбові стягування 11 із стандартними гайками і шайбами. Поздовжні стягування 11 сполучають між собою нероз'ємні кільця 5 і 6 з роз'ємним кільцем 1. У нероз'ємних кільцях 5 і 6 за межами повної довжини литої бочки вала виконані кільцеві уступи 12, глибина яких достатня для розміщення кріпильних частин стягувань 11. На поверхні уступів виконані центруючі елементи для з'єднання з іншими частинами ливарної форми - конічні виступи 13. Отвори 8 і 10 в роз'ємному кільці 1 і отвори 10 в нероз'ємних кільцях 4 і 5 виконані вставними трубками - поперечними 14 і подовжніми 15, встановлюваними по кондукторах в процесі лиття кокілів. У нероз'ємних кільцях 5 і 6 виконані закладення 16, які необхідні для обмеження положення рідкого металу в процесі відцентрового лиття. На зовнішній поверхні кожного кільця в проміжках між отворами 10 виконані циліндричні розточування 17 для їх захоплення спеціальною траверсою при виконанні технологічних операцій. Застосування кокілю. Розроблений кокіль призначений для відцентрового лиття профільованих валів переважно на відцентрових машинах за патентом України 81582, С2, 10.08.2008, які мають підшипникові опори, що спираються на пружні елементи під опорами, що забезпечує застосування ливарних форм з повною механічною обробкою без попереднього балансування. Роз'ємні кільця виготовляють за існуючою технологією лиття з розривними планками. Вставки 13 і 14 встановлюють по кондуктору при литті в кокіль, що істотно зменшує механічну обробку. Перед збіркою кокілю в нероз'ємних кільцях 5 і 6 заздалегідь формують закладення 16. Для збірки роз'ємного кільця 1 сполучають два півкільця, в поперечні отвори 8 закладають поперечні різьбові стягування 9 і загвинчують гайки. На складальну плиту встановлюють нижнє нероз'ємне кільце 6 так, щоб конічні розточування 7 були направлені вгору. У отвори 10 вставляють поздовжні стягування 11. Потім зверху опускають заздалегідь зібране кільце 1, при цьому стягування 11 є такими, що направляють і забезпечують збіг крізних поздовжніх отворів 10. Опускають верхнє нероз'ємне кільце 5 конічними розточуваннями 7 вниз. Конічні розточування 7 на нероз'ємних кільцях 4 і 5 охоплюють конічні виступи 4 на роз'ємному кільці 1. Потім загвинчують гайки на стягуваннях 11. Усі гайки загвинчують за допомогою гайковерта, що полегшує працю. У такому зібраному вигляді кокіль транспортують і здійснюють технологічні операції нанесення покриття на його робочу частину. Нанесення покриття на зібраний кокіль проводять переважно відцентровим розпилювачем, що забезпечує заповнення матеріалом покриття різної дрібної нещільності по стиках, які могли виникнути в процесі збирання. Кінцеві ділянки стягувань 11 з гайками і шайбами розташовуються в порожнині уступів 12, що 5 забезпечує можливість проведення технологічних операцій після загвинчування гайок і щільного контакту профільованого роз'ємного кільця 1 і нероз'ємних кілець 5 і 6. Потім проводять сушіння зібраного кокілю. Перед установкою на відцентрову машину кокіль встановлюють у форму вала за технологією, що існує для лиття валів в гладких монолітних кокілях. При необхідності з'єднання кокілю з рештою елементів можуть бути використані подовжні отвори 10, а поздовжні стягування 11 замінені на подібні стягування відповідної довжини. Всі технологічні операції виконують за допомогою мостового електрокрана за допомогою спеціальної траверси, такої, що фіксується по розточуваннях 17. В процесі заливки і кристалізації рідкий метал робочого шару піддається дії відцентрових сил і набуває форми порожнистого циліндра, обмеженого з торців закладенням 16. Зовнішня поверхня циліндра має профільовану поверхню. Після кристалізації робочого шару, обертання кокілю припиняють і заливають метал серцевини. Після твердіння і подальшого охолоджування знімають гайки зі всіх стягувань. Нероз'ємні кільця знімають з гладкої циліндричної частини відливка за рахунок зазору, що виник в результаті усадки. Для знімання роз'ємного кільця вводять штирі в отвори 10 і знімають півкільця зусиллям гідродомкрата, розташувавши його між штирем і циліндровою частиною вала. 95571 6 Таким чином, розроблена конструкція забезпечує виконання всіх технологічних операцій і можливість відцентрового лиття профільованих валів. Розташування поперечних різьбових стягувань в тілі кокілю виключає необхідність спеціальних приливків, полегшує виготовлення кокілю і забезпечує можливість обробки кокілю точінням, що достатньо для відцентрового лиття на машині за патентом України № 81582, С2, 10.08.2008. Зниження міцності такого з'єднання кокілю, викликане обмеженням його розмірів, компенсується тим, що конічні виступи 4 на роз'ємному кільці 1 стиснуті конічними розточуваннями 7 на нероз'ємних кільцях 5 і 6 зусиллям подовжніх різьбових стягувань 11. Конічні виступи і розточування мають велику площу і забезпечують міцність і надійність. Всі деталі з'єднання розраховують по відомих формулах на протистояння будь-яким зусиллям, які можуть виникнути в процесі відцентрового лиття, з багаторазовим запасом міцності, що забезпечує безпеку використання. В результаті отримують двошарові вали з профільованою поверхнею. Джерела інформації. 1. Будагьянц Н.А., Карсский В.Е. Литые прокатные валки. - М.:Металургия, 1983. - с.76. 2. Гольдштейн Л.Б и др. Кокиль для литья чугунних калиброванных валков. А.С. СССР № 580944. Опубл. 09.12.1977, Бюллетень изобретений № 43. 7 Комп’ютерна верстка Г. Паяльніков 95571 8 Підписне Тираж 23 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMetal mold for centrifugal casting profiled shafts
Автори англійськоюHoldshtein Leonid Borysovych
Назва патенту російськоюКокиль для центробежного литья профилированных валов
Автори російськоюГольдштейн Леонид Борисович
МПК / Мітки
МПК: B22D 15/00, B22D 13/10, B22D 15/02
Мітки: відцентрового, кокіль, валів, лиття, профільованих
Код посилання
<a href="https://ua.patents.su/4-95571-kokil-dlya-vidcentrovogo-littya-profilovanikh-valiv.html" target="_blank" rel="follow" title="База патентів України">Кокіль для відцентрового лиття профільованих валів</a>
Кокіль для лиття молотків кормодробарок

Номер патенту: 24400
Опубліковано: 25.06.2007
Автори: КОТРЕЧКО ОЛЕКСІЙ ОЛЕКСІЙОВИЧ, Опальчук Андрій Савович, Ревенко Юлій Іванович, Ревенко Іван Іванович
МПК: B22D 15/00
Мітки: лиття, молотків, кормодробарок, кокіль
Формула / Реферат:
Кокіль для лиття молотків кормодробарок, що містить нижню плиту з встановленими на ній двома вертикальними півформами та верхню горизонтальну плиту, який відрізняється тим, що вертикальні півформи мають отвори для установки стержнів, а ливникова система виконана у верхній горизонтальній плиті, розміщеній на верхніх торцях вертикальних півформ, із забезпеченням обертання верхньої горизонтальної плити для видалення залишків розплаву з...
Виливниця для відцентрового лиття
Номер патенту: 25102
Опубліковано: 25.07.2007
Автори: Клименко Леонід Павлович, Андрєєв Вячеслав Іванович, Прищепов Олег Федорович
МПК: B22D 13/00
Мітки: лиття, відцентрового, виливниця
Формула / Реферат:
Виливниця для відцентрового лиття, що має корпус та двошарову футерівку, виконану з губчатого титану з пористістю 2-50 % і карбіду титану товщиною 0,2-2 мм, яка відрізняється тим, що з метою підвищення якості зовнішньої поверхні відливка та стійкості виливниці, у шарі з губчатого титану та в корпусі виконані радіальні отвори, розташовані в шаховому порядку, а зовнішні торці мають спеціальний профіль, що забезпечує при обертанні...
Машина для відцентрового лиття

Номер патенту: 46449
Опубліковано: 15.05.2002
Автори: Хорліков Едуард Васильович, Адегов Олексій Валерійович
МПК: B22D 13/00
Мітки: відцентрового, машина, лиття
Формула / Реферат:
Машина для відцентрового лиття, що містить станину, механізм переміщення кокілів з приводом повороту, заливальний пристрій, механізм видалення виливків та пристрій для фарбування кокілів, яка відрізняється тим, що механізм переміщення кокілів виконаний у вигляді горизонтального поворотного багатококільного стола-каруселі, а кокілі встановлені у корпусі каруселі з можливістю обертання навколо вертикальної осі.
Кокіль
Номер патенту: 284
Опубліковано: 25.12.1998
Автори: Васильєв Андрій Петрович, Цукерман Віктор Якович
Мітки: кокіль
Формула / Реферат:
1. Кокіль переважно для виготовлення відливків типу тіл обертання з виступами на торцях, що включає корпус І відокремлювані частини з виконаною в них формотворною порожниною, при цьому одна з відокремлюваних частин установлена в корпус, а друга примикає до корпуса в площині рознімання кокілю з ливниковою системою, який відрізняється тим, що відокремлювана частина кокілю, яка формує торець відливка з виступами, виконана у вигляді оправки, що...
Спосіб відцентрового лиття двошарових прокатних валків
Номер патенту: 40216
Опубліковано: 16.07.2001
Автори: Дяченко Юрій Васильович, Балаклієць Ігор Альбінович, Будаг'янц Микола Абрамович, Кондратенко Віктор Іванович, Гольдштейн Леонід Борисович
МПК: B22D 13/02
Мітки: лиття, двошарових, відцентрового, прокатних, валків, спосіб
Формула / Реферат:
Спосіб відцентрового лиття двошарових прокатних валків, що включає обертання ливарної форми навколо вертикальної осі, заливання металу робочого шару через виливну систему, витримку для затвердіння робочого шару, заливання першої порції металу серцевини і подальше заливання, який відрізняється тим, що при заливанні металу робочого шару і першої порції серцевини рідкий метал при витіканні з виливної системи розділяють на частини і безупинно...
Попередній патент: Спосіб одержання засобу з мембраностабілізуючою та протизапальною дією
Наступний патент: Спосіб вимірювання об’ємного вмісту вологи
Випадковий патент: Протиковзний пристрій для взуття