Спосіб виготовлення заповнювача будівельних матеріалів у вигляді мікрокульок
Номер патенту: 97065
Опубліковано: 26.12.2011
Автори: Хвастухін Юрій Іванович, Роман Сергій Миколайович, Костогриз Кирило Петрович

Формула / Реферат
Спосіб виготовлення заповнювача будівельних матеріалів у вигляді мікрокульок, що включає класифікацію та одночасний підігрів матеріалу, його подачу у транспортуючий потік, транспортування у піч термообробки через газорозподільну насадку у псевдозріджений шар інертного носія, термообробку матеріалу у псевдозрідженому шарі носія з формуванням мікрокульок, охолодження та осадження готових мікрокульок, який відрізняється тим, що класифікацію з одночасним підігрівом матеріалу здійснюють на кілька вузьких фракцій підігрітим повітрям у псевдозрідженому шарі матеріалу, подачу, транспортування та термообробку кожної з яких здійснюють окремо, транспортування у піч термообробки здійснюють підігрітим окислювачем, підігріте паливо подають у піч окремо від окислювача, а охолодження готових мікрокульок разом з димовими газами здійснюють у рекуператорі, у який подають для підігріву повітря, окислювач та паливо.
Текст
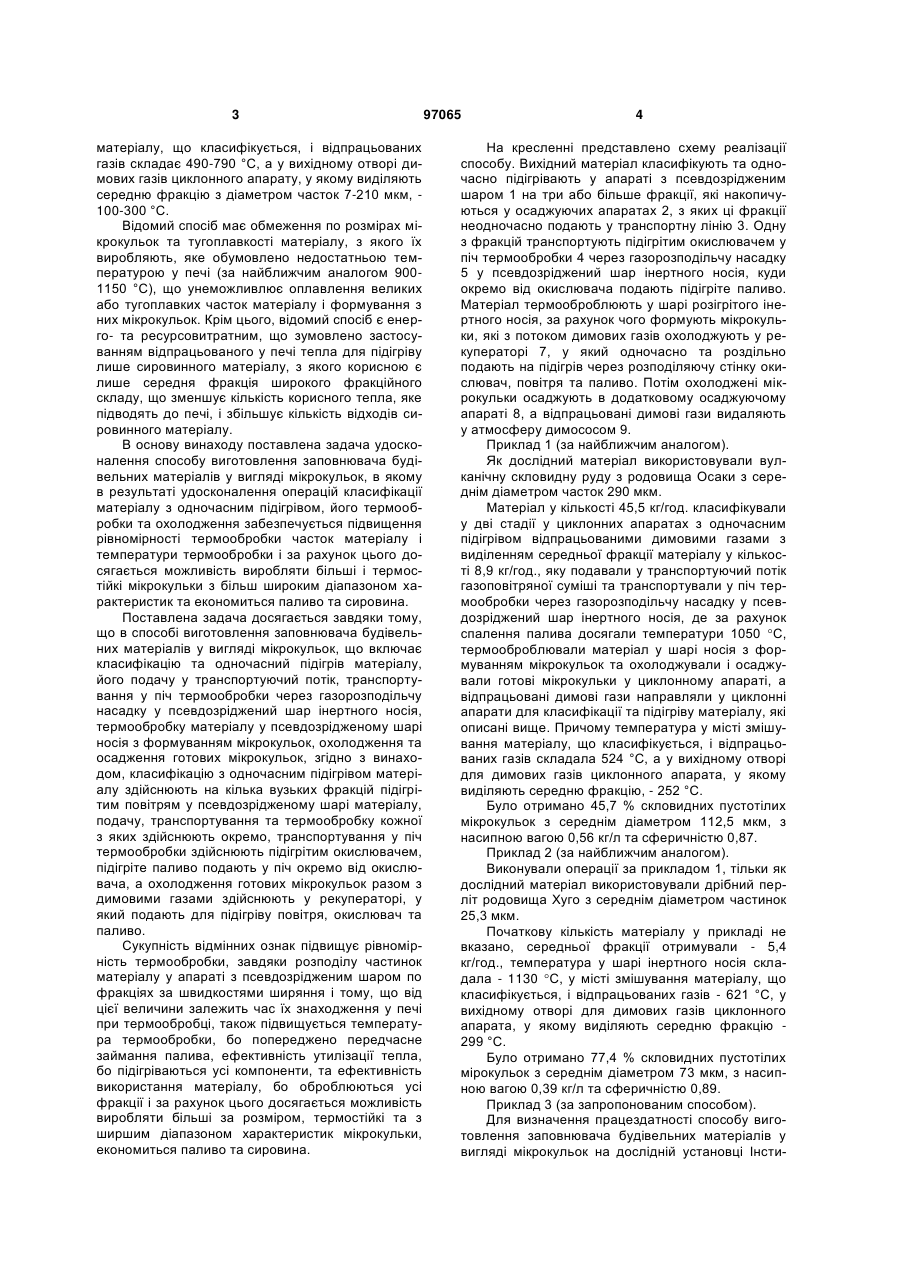
Спосіб виготовлення заповнювача будівельних матеріалів у вигляді мікрокульок, що включає C2 2 (19) 1 3 матеріалу, що класифікується, і відпрацьованих газів складає 490-790 °С, а у вихідному отворі димових газів циклонного апарату, у якому виділяють середню фракцію з діаметром часток 7-210 мкм, 100-300 °С. Відомий спосіб має обмеження по розмірах мікрокульок та тугоплавкості матеріалу, з якого їх виробляють, яке обумовлено недостатньою температурою у печі (за найближчим аналогом 9001150 °С), що унеможливлює оплавлення великих або тугоплавких часток матеріалу і формування з них мікрокульок. Крім цього, відомий спосіб є енерго- та ресурсовитратним, що зумовлено застосуванням відпрацьованого у печі тепла для підігріву лише сировинного матеріалу, з якого корисною є лише середня фракція широкого фракційного складу, що зменшує кількість корисного тепла, яке підводять до печі, і збільшує кількість відходів сировинного матеріалу. В основу винаходу поставлена задача удосконалення способу виготовлення заповнювача будівельних матеріалів у вигляді мікрокульок, в якому в результаті удосконалення операцій класифікації матеріалу з одночасним підігрівом, його термообробки та охолодження забезпечується підвищення рівномірності термообробки часток матеріалу і температури термообробки і за рахунок цього досягається можливість виробляти більші і термостійкі мікрокульки з більш широким діапазоном характеристик та економиться паливо та сировина. Поставлена задача досягається завдяки тому, що в способі виготовлення заповнювача будівельних матеріалів у вигляді мікрокульок, що включає класифікацію та одночасний підігрів матеріалу, його подачу у транспортуючий потік, транспортування у піч термообробки через газорозподільчу насадку у псевдозріджений шар інертного носія, термообробку матеріалу у псевдозрідженому шарі носія з формуванням мікрокульок, охолодження та осадження готових мікрокульок, згідно з винаходом, класифікацію з одночасним підігрівом матеріалу здійснюють на кілька вузьких фракцій підігрітим повітрям у псевдозрідженому шарі матеріалу, подачу, транспортування та термообробку кожної з яких здійснюють окремо, транспортування у піч термообробки здійснюють підігрітим окислювачем, підігріте паливо подають у піч окремо від окислювача, а охолодження готових мікрокульок разом з димовими газами здійснюють у рекуператорі, у який подають для підігріву повітря, окислювач та паливо. Сукупність відмінних ознак підвищує рівномірність термообробки, завдяки розподілу частинок матеріалу у апараті з псевдозрідженим шаром по фракціях за швидкостями ширяння і тому, що від цієї величини залежить час їх знаходження у печі при термообробці, також підвищується температура термообробки, бо попереджено передчасне займання палива, ефективність утилізації тепла, бо підігріваються усі компоненти, та ефективність використання матеріалу, бо оброблюються усі фракції і за рахунок цього досягається можливість виробляти більші за розміром, термостійкі та з ширшим діапазоном характеристик мікрокульки, економиться паливо та сировина. 97065 4 На кресленні представлено схему реалізації способу. Вихідний матеріал класифікують та одночасно підігрівають у апараті з псевдозрідженим шаром 1 на три або більше фракції, які накопичуються у осаджуючих апаратах 2, з яких ці фракції неодночасно подають у транспортну лінію 3. Одну з фракцій транспортують підігрітим окислювачем у піч термообробки 4 через газорозподільчу насадку 5 у псевдозріджений шар інертного носія, куди окремо від окислювача подають підігріте паливо. Матеріал термооброблюють у шарі розігрітого інертного носія, за рахунок чого формують мікрокульки, які з потоком димових газів охолоджують у рекуператорі 7, у який одночасно та роздільно подають на підігрів через розподіляючу стінку окислювач, повітря та паливо. Потім охолоджені мікрокульки осаджують в додатковому осаджуючому апараті 8, а відпрацьовані димові гази видаляють у атмосферу димососом 9. Приклад 1 (за найближчим аналогом). Як дослідний матеріал використовували вулканічну скловидну руду з родовища Осаки з середнім діаметром часток 290 мкм. Матеріал у кількості 45,5 кг/год. класифікували у дві стадії у циклонних апаратах з одночасним підігрівом відпрацьованими димовими газами з виділенням середньої фракції матеріалу у кількості 8,9 кг/год., яку подавали у транспортуючий потік газоповітряної суміші та транспортували у піч термообробки через газорозподільчу насадку у псевдозріджений шар інертного носія, де за рахунок спалення палива досягали температури 1050 С, термооброблювали матеріал у шарі носія з формуванням мікрокульок та охолоджували і осаджували готові мікрокульки у циклонному апараті, а відпрацьовані димові гази направляли у циклонні апарати для класифікації та підігріву матеріалу, які описані вище. Причому температура у місті змішування матеріалу, що класифікується, і відпрацьованих газів складала 524 °С, а у вихідному отворі для димових газів циклонного апарата, у якому виділяють середню фракцію, - 252 °С. Було отримано 45,7 % скловидних пустотілих мікрокульок з середнім діаметром 112,5 мкм, з насипною вагою 0,56 кг/л та сферичністю 0,87. Приклад 2 (за найближчим аналогом). Виконували операції за прикладом 1, тільки як дослідний матеріал використовували дрібний перліт родовища Хуго з середнім діаметром частинок 25,3 мкм. Початкову кількість матеріалу у прикладі не вказано, середньої фракції отримували - 5,4 кг/год., температура у шарі інертного носія складала - 1130 С, у місті змішування матеріалу, що класифікується, і відпрацьованих газів - 621 °С, у вихідному отворі для димових газів циклонного апарата, у якому виділяють середню фракцію 299 °С. Було отримано 77,4 % скловидних пустотілих мірокульок з середнім діаметром 73 мкм, з насипною вагою 0,39 кг/л та сферичністю 0,89. Приклад 3 (за запропонованим способом). Для визначення працездатності способу виготовлення заповнювача будівельних матеріалів у вигляді мікрокульок на дослідній установці Інсти 5 97065 туту газу НАН України були проведені експерименти, в яких як дослідний матеріал використовували сировину Магаданського родовища Росії та Берегівського родовища України. З діаметром частинок 1 мкм - 400 мкм. Матеріал підігрівали та класифікували на вузькі фракції за швидкостями виносу у апараті з псевдозрідженим шаром. Після чого кожну фракцію матеріалу окремо подавали у повітряну лінію і транспортували у піч через газорозподільчу насадку у шар інертного носія, куди окремо від окислювача подавали підігріте паливо. Матеріал термооброблювали у шарі інертного носія розігрітого спаленням палива, за рахунок чого формувалися мікрокульки, які разом з димовими газами охолоджували та уловлювали в осаджуючому апараті. Відпрацьовані гази після всіх осаджуючих апаратів видаляли у атмосферу. Підвід палива на рівні газорозподільної решітки попереджував займання палива під решіткою, 6 температура псевдозрідженого шару досягала 1500 С, завдяки чому було отримано сферичні пустотілі мікрокульки як з легкоплавкого матеріалу Магаданського родовища Росії, так і тугоплавкого матеріалу Берегівського родовища України. Були отримані мікрокульки різноманітних діаметрів 0-50 мкм, 50-63 мкм, 63-100 мкм, 100-160 мкм, 160-200 мкм, 200-316 мкм, 316-400 мкм. Завдяки тому, що термообробку у псевдозрідженому шарі проходили частки вузької фракції і час їх термообробки був однаковий усі частки фракції мали майже однакові розміри та високу сферичність 0,9. Вихід готових мікрокульок складав не менше 0,8 кг/кг вхідного матеріалу. Через те, що у прикладах відсутні дані про витрати палива, оцінити його економію можливо тільки розрахунковим шляхом: Розрахункова економія палива склала 20 %. Порівняння показників наведено в таблиці. Таблиця Порівняння показників за найближчим аналогом та запропонованим способом Максимальна темпера- Максимальний розмір Питомі витрати Вихід готового продуктура обробки мікрокульок палива ту кг/кг сировини Найближчий аналог Запропонований спосіб 3 1150 300 мкм 100 м /т 1500 400 мкм 70 м /т Таким чином, використання запропонованого способу для виготовлення заповнювача будівельних матеріалів у вигляді мікрокульок на відміну від найближчого аналога дає можливість використо 3 0,2 0,8 вувати різноманітні сировинні матеріали і виробляти пустотілі або суцільні мікрокульки широкого діапазону розмірів та різної тугоплавкості. Крім цього економиться сировина та паливо. 7 Комп’ютерна верстка М. Мацело 97065 8 Підписне Тираж 23 прим. Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюProcess for production of filler for building materials in form of microballoons
Автори англійськоюKhvastukhin Yurii Ivanovych, Kostohryz Kyrylo Petrovych, Roman Serhii Mykolaiovych
Назва патенту російськоюСпособ изготовления заполнителя строительных материалов в виде микрошариков
Автори російськоюХвастухин Юрий Иванович, Костогрыз Кирилл Петрович, Роман Сергей Николаевич
МПК / Мітки
МПК: C04B 14/22, B01J 2/00, B01J 8/18, C03B 19/00, C04B 14/14
Мітки: вигляді, заповнювача, будівельних, виготовлення, матеріалів, мікрокульок, спосіб
Код посилання
<a href="https://ua.patents.su/4-97065-sposib-vigotovlennya-zapovnyuvacha-budivelnikh-materialiv-u-viglyadi-mikrokulok.html" target="_blank" rel="follow" title="База патентів України">Спосіб виготовлення заповнювача будівельних матеріалів у вигляді мікрокульок</a>
Спосіб виготовлення будівельних матеріалів і конструкцій із полімерних відходів
Номер патенту: 42566
Опубліковано: 10.07.2009
Автори: Швець Людмила Миколаївна, Корінько Іван Васильович, Горох Микола Прохорович, Корінько Василь Іванович
МПК: B29B 7/00
Мітки: відходів, конструкцій, будівельних, спосіб, виготовлення, полімерних, матеріалів
Формула / Реферат:
1. Спосіб виготовлення будівельних матеріалів і конструкцій із полімерних відходів, що включає змішування відходів з добавками, нагрівання до температури плавлення, переробку розплаву на прес-формі, який відрізняється тим, що як полімерні відходи використовують вторинний поліетилен і вторинний полістирол, нагрівання до температури плавлення проводять в екструдері при температурі 180-200 °С, при цьому співвідношення вторинного поліетилену і...
Пристрій для виготовлення виробів із будівельних матеріалів
Номер патенту: 7876
Опубліковано: 15.07.2005
Автори: Власенко Анатолій Миколайович, Назаренко Іван Іванович, Слободян Наталія Михайлівна, Пентюк Борис Миколайович
МПК: B28B 21/02, B22C 15/00
Мітки: виробів, будівельних, виготовлення, матеріалів, пристрій
Формула / Реферат:
Пристрій для виготовлення виробів із будівельних матеріалів, що містить матрицю, верхній і нижній пуансони, еластичний елемент, встановлену на вібростолі монтажну плиту з напрямними стійками, який відрізняється тим, що еластичний елемент, в якому розміщені рухомі інерційні маси, встановлено на верхньому пуансоні.
Склад полімерно-піщаної суміші для виготовлення будівельних матеріалів
Номер патенту: 35680
Опубліковано: 25.09.2008
Автор: Зелінський Микола Здіславович
МПК: C04B 26/00
Мітки: матеріалів, полімерно-піщаної, будівельних, суміші, виготовлення, склад
Формула / Реферат:
Склад полімерно-піщаної суміші для виготовлення будівельних матеріалів, що складається з піску, суміші полімерних відходів та допоміжних речовин, який відрізняється тим, що додатково містить подрібнене скло, палений пісок та шлак ливарного виробництва при наступному складі компонентів, мас. %: пісок 10-24,9 палений пісок 18-50 шлак ливарного виробництва ...
Полімерна композиція для виготовлення будівельних матеріалів і конструкцій
Номер патенту: 87178
Опубліковано: 25.06.2009
Автори: Піліграм Сергій Сергійович, Корінько Василь Іванович, Горох Микола Прохорович, Тимошенко Вікторія Валеріївна, Швець Людмила Миколаївна, Корінько Іван Васильович
МПК: C01B 39/00, C01B 33/36, C08L 25/00, C08L 23/06
Мітки: композиція, будівельних, полімерна, матеріалів, конструкцій, виготовлення
Формула / Реферат:
Полімерна композиція для виготовлення будівельних матеріалів і конструкцій, яка містить термопластичний полімер та модифікатор, яка відрізняється тим, що як термопластичний полімер містить вторинний поліетилен і вторинний полістирол, а як модифікатор містить співполімер етилену з вінілацетатом або термоеластопласт марки ДСТ-30-01, або цеоліт синтетичний при такому співвідношенні компонентів, мас. % : вторинний поліетилен ...
Сировинна суміш для виготовлення будівельних матеріалів
Номер патенту: 11885
Опубліковано: 25.12.1996
Автори: Дмітрієнко Валерій Васильович, Пащенко Олександр Володимирович
МПК: C04B 28/34
Мітки: будівельних, виготовлення, матеріалів, сировинна, суміш
Формула / Реферат:
Сырьевая смесь для изготовления строительных материалов, включающая молотую горелую породу и связующее, отличающаяся тем, что, с целью повышения прочности материалов, она в качестве связующего содержит железофосфатное связующее при соотношении P2O5:(FeO + Fе2О3) = 1:1,2-2,7 и дополнительно отход кремнийорганического лака при следующем соотношении компонентов:железофосфатное связующее 10-20отход...
Попередній патент: Спосіб діагностики інтрамурального розташування вінцевої артерії на догоспітальному етапі
Наступний патент: Спосіб локалізації дисипативної структури в матеріалі при динамічних незрівноважених процесах
Випадковий патент: Спосіб одержання окисленої олії та установка для його здійснення