Пристрій для виготовлення конічної різьбової частини горловини балона
Номер патенту: 97630
Опубліковано: 12.03.2012
Автори: Іванов Ігор Євгенович, Анділахай Олександр Олександрович

Формула / Реферат
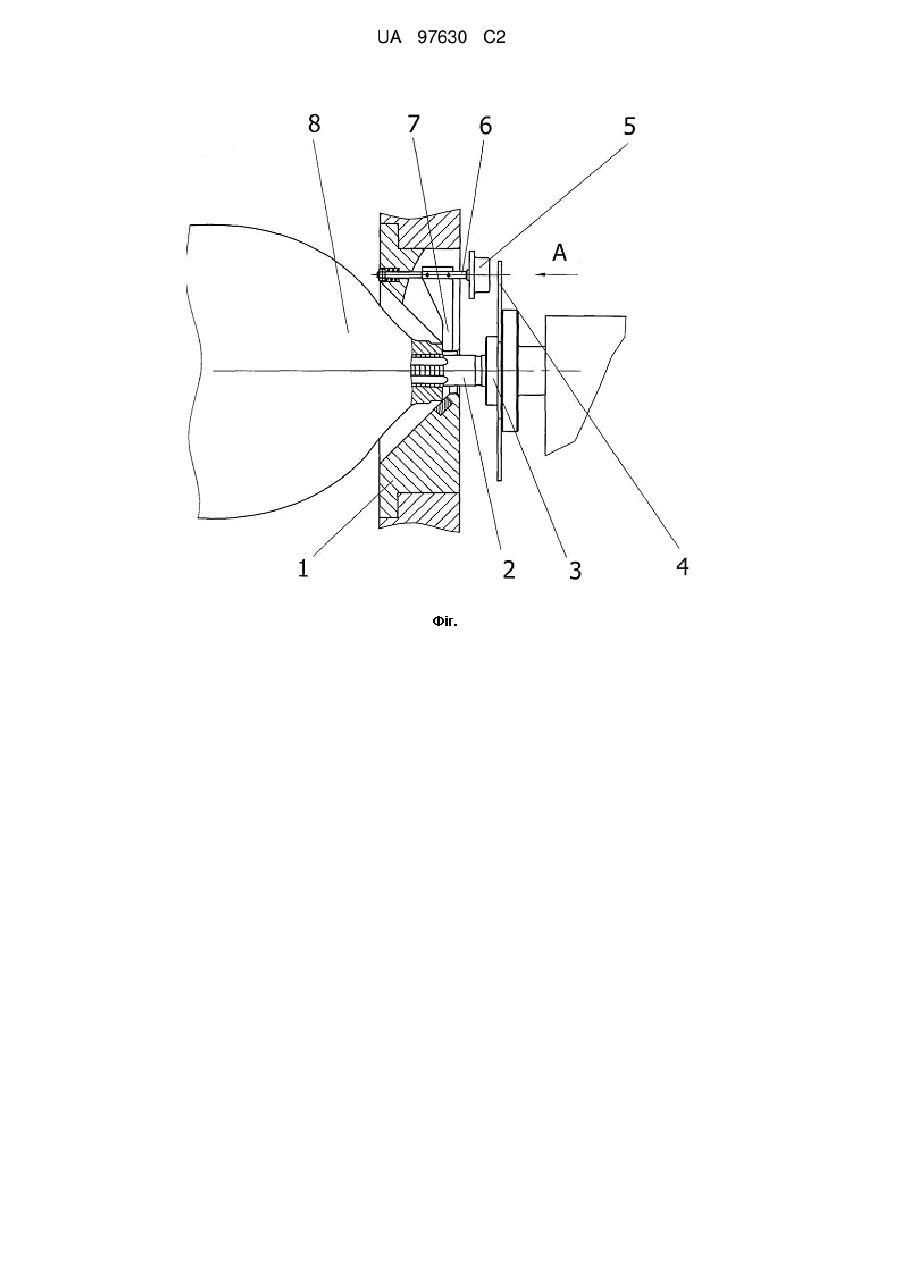
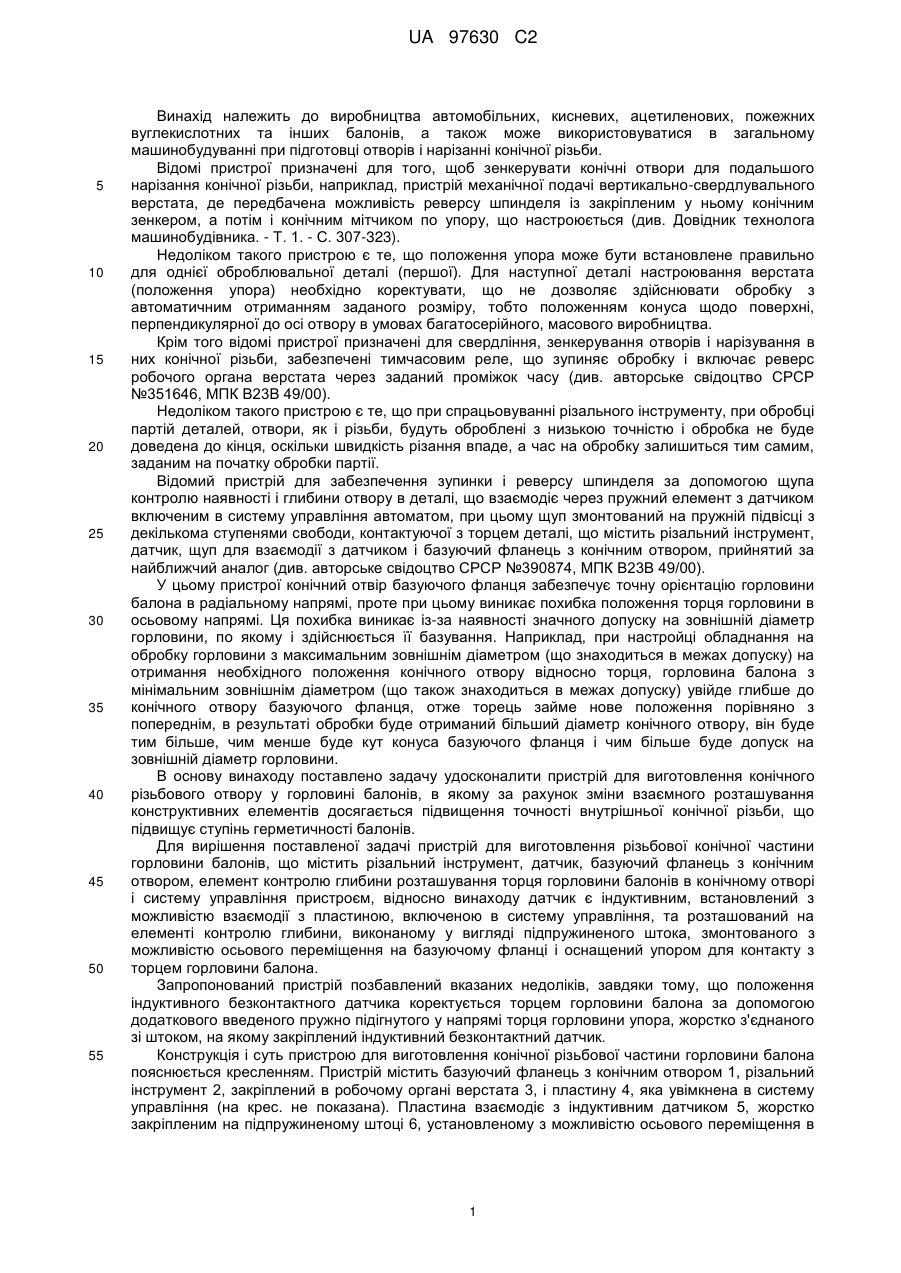
Пристрій для виготовлення різьбової конічної частини горловини балона, що містить різальний інструмент, датчик, базуючий фланець з конічним отвором, елемент контролю глибини розташування торця горловини балона в конічному отворі та систему управління пристроєм, який відрізняється тим, що датчик індуктивний, встановлений з можливістю взаємодії з пластиною, включеною в систему управління, та розташований на елементі контролю глибини, виконаному у вигляді підпружиненого штока, змонтованого з можливістю осьового переміщення на базуючому фланці і оснащеного упором, для контакту з торцем горловини балона.
Текст
Реферат: Пристрій для виготовлення конічної різьбової частини горловини балона містить різальний інструмент, індуктивний датчик, базуючий фланець з конічним отвором, елемент контролю глибини розташування торця горловини балона в конічному отворі та систему управління пристроєм. Датчик встановлений з можливістю взаємодії з пластиною системи управління та розташований на елементі контролю глибини. Елемент контролю глибини виконаний у вигляді підпружиненого штока, змонтованого з можливістю осьового переміщення на базуючому фланці і оснащеного упором для контакту з торцем горловини балона. Забезпечується підвищення точності внутрішньої конічної різьби, що підвищує ступінь герметичності балона. UA 97630 C2 (12) UA 97630 C2 UA 97630 C2 5 10 15 20 25 30 35 40 45 50 55 Винахід належить до виробництва автомобільних, кисневих, ацетиленових, пожежних вуглекислотних та інших балонів, а також може використовуватися в загальному машинобудуванні при підготовці отворів і нарізанні конічної різьби. Відомі пристрої призначені для того, щоб зенкерувати конічні отвори для подальшого нарізання конічної різьби, наприклад, пристрій механічної подачі вертикально-свердлувального верстата, де передбачена можливість реверсу шпинделя із закріпленим у ньому конічним зенкером, а потім і конічним мітчиком по упору, що настроюється (див. Довідник технолога машинобудівника. - Т. 1. - С. 307-323). Недоліком такого пристрою є те, що положення упора може бути встановлене правильно для однієї оброблювальної деталі (першої). Для наступної деталі настроювання верстата (положення упора) необхідно коректувати, що не дозволяє здійснювати обробку з автоматичним отриманням заданого розміру, тобто положенням конуса щодо поверхні, перпендикулярної до осі отвору в умовах багатосерійного, масового виробництва. Крім того відомі пристрої призначені для свердління, зенкерування отворів і нарізування в них конічної різьби, забезпечені тимчасовим реле, що зупиняє обробку і включає реверс робочого органа верстата через заданий проміжок часу (див. авторське свідоцтво СРСР №351646, МПК В23В 49/00). Недоліком такого пристрою є те, що при спрацьовуванні різального інструменту, при обробці партій деталей, отвори, як і різьби, будуть оброблені з низькою точністю і обробка не буде доведена до кінця, оскільки швидкість різання впаде, а час на обробку залишиться тим самим, заданим на початку обробки партії. Відомий пристрій для забезпечення зупинки і реверсу шпинделя за допомогою щупа контролю наявності і глибини отвору в деталі, що взаємодіє через пружний елемент з датчиком включеним в систему управління автоматом, при цьому щуп змонтований на пружній підвісці з декількома ступенями свободи, контактуючої з торцем деталі, що містить різальний інструмент, датчик, щуп для взаємодії з датчиком і базуючий фланець з конічним отвором, прийнятий за найближчий аналог (див. авторське свідоцтво СРСР №390874, МПК В23В 49/00). У цьому пристрої конічний отвір базуючого фланця забезпечує точну орієнтацію горловини балона в радіальному напрямі, проте при цьому виникає похибка положення торця горловини в осьовому напрямі. Ця похибка виникає із-за наявності значного допуску на зовнішній діаметр горловини, по якому і здійснюється її базування. Наприклад, при настройці обладнання на обробку горловини з максимальним зовнішнім діаметром (що знаходиться в межах допуску) на отримання необхідного положення конічного отвору відносно торця, горловина балона з мінімальним зовнішнім діаметром (що також знаходиться в межах допуску) увійде глибше до конічного отвору базуючого фланця, отже торець займе нове положення порівняно з попереднім, в результаті обробки буде отриманий більший діаметр конічного отвору, він буде тим більше, чим менше буде кут конуса базуючого фланця і чим більше буде допуск на зовнішній діаметр горловини. В основу винаходу поставлено задачу удосконалити пристрій для виготовлення конічного різьбового отвору у горловині балонів, в якому за рахунок зміни взаємного розташування конструктивних елементів досягається підвищення точності внутрішньої конічної різьби, що підвищує ступінь герметичності балонів. Для вирішення поставленої задачі пристрій для виготовлення різьбової конічної частини горловини балонів, що містить різальний інструмент, датчик, базуючий фланець з конічним отвором, елемент контролю глибини розташування торця горловини балонів в конічному отворі і систему управління пристроєм, відносно винаходу датчик є індуктивним, встановлений з можливістю взаємодії з пластиною, включеною в систему управління, та розташований на елементі контролю глибини, виконаному у вигляді підпружиненого штока, змонтованого з можливістю осьового переміщення на базуючому фланці і оснащений упором для контакту з торцем горловини балона. Запропонований пристрій позбавлений вказаних недоліків, завдяки тому, що положення індуктивного безконтактного датчика коректується торцем горловини балона за допомогою додаткового введеного пружно підігнутого у напрямі торця горловини упора, жорстко з'єднаного зі штоком, на якому закріплений індуктивний безконтактний датчик. Конструкція і суть пристрою для виготовлення конічної різьбової частини горловини балона пояснюється кресленням. Пристрій містить базуючий фланець з конічним отвором 1, різальний інструмент 2, закріплений в робочому органі верстата 3, і пластину 4, яка увімкнена в систему управління (на крес. не показана). Пластина взаємодіє з індуктивним датчиком 5, жорстко закріпленим на підпружиненому штоці 6, установленому з можливістю осьового переміщення в 1 UA 97630 C2 5 10 15 базуючому фланці 1. Шток 6 оснащений упором 7, який виявляє осьове положення торцевої частини горловини балона 8, та розташований з можливістю переміщення разом зі штоком. Пристрій працює таким чином. При різному діаметрі горловини балона 8, в межах допуску, вона займає різне положення в конічному отворі фланця 1 і його контроль здійснює упор 7, розташований на штоці 6 з можливістю осьового переміщення. Шток 6 визначає положення датчика, що знаходиться на ньому, 5 і рухається разом з торцем горловини балона 8 в осьовому напрямі. Таким чином індуктивний датчик 5 займає таке положення, при якому необхідно здійснювати зупинку і реверс робочого органа верстата 3, що забезпечує високу точність нарізуваної різьби. Зупинка і реверс робочого органа 3 відбувається у момент контакту індуктивного датчика 5 з пластиною 4, включеною в систему управління верстатом. Ця конструкція пристрою для виготовлення конічної різьбової частини горловини балона дозволяє досягти високої точності різьби за рахунок відсутності похибки положення торця горловини балона в осьовому і радіальному напрямах, а так само підвищити надійність роботи своєчасної зупинки і реверсу робочого органа завдяки індукційній взаємодії датчика і пластини, включеної в систему управління верстатом, що виключає дію чинників, які виникають в процесі механічної обробки. ФОРМУЛА ВИНАХОДУ 20 25 Пристрій для виготовлення різьбової конічної частини горловини балона, що містить різальний інструмент, датчик, базуючий фланець з конічним отвором, елемент контролю глибини розташування торця горловини балона в конічному отворі та систему управління пристроєм, який відрізняється тим, що датчик індуктивний, встановлений з можливістю взаємодії з пластиною, включеною в систему управління, та розташований на елементі контролю глибини, виконаному у вигляді підпружиненого штока, змонтованого з можливістю осьового переміщення на базуючому фланці і оснащеного упором, для контакту з торцем горловини балона. Комп’ютерна верстка А. Крулевський Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюDevice for manufacturing conical threaded section of cylinder neck
Автори англійськоюIvanov Ihor Yevhenovych, Andilakhai Oleksandr Oleksandrovych
Назва патенту російськоюУстройство для изготовления конической резьбовой части горловины баллона
Автори російськоюИванов Игорь Евгеньевич, Андилахай Александр Александрович
МПК / Мітки
МПК: B23B 49/00, B23G 3/00
Мітки: частини, пристрій, різьбової, конічної, балона, горловини, виготовлення
Код посилання
<a href="https://ua.patents.su/4-97630-pristrijj-dlya-vigotovlennya-konichno-rizbovo-chastini-gorlovini-balona.html" target="_blank" rel="follow" title="База патентів України">Пристрій для виготовлення конічної різьбової частини горловини балона</a>
Напрямний пристрій кільця горловини та вузол кільця горловини машини для виготовлення скляних виробів
Номер патенту: 86864
Опубліковано: 25.05.2009
Автор: Флінн Робін Л.
МПК: C03B 9/00
Мітки: машини, горловини, виробів, скляних, пристрій, напрямний, кільця, виготовлення, вузол
Формула / Реферат:
1. Напрямний пристрій кільця горловини для вирівнювання секцій кільця горловини в машині для виготовлення скляних виробів, який містить центральну частину (44 або 60, або 94, або 132), який відрізняється тим, що містить пару віддалених один від одного паралельних бігунків (46, 48 або 58, 59, або 96, 98, або 136, 136), які прикріплені до зазначеної центральної частини та вставлені у напрямні щілини секцій кільця горловини.2. Напрямний...
Інструмент для виготовлення внутрішньої конічної різьби методом пластичної деформації

Номер патенту: 58310
Опубліковано: 11.04.2011
Автори: Рибчинська Анна В'ячеславівна, Ткаченко Микола Васильович
МПК: B21H 3/00
Мітки: конічної, пластичної, методом, інструмент, виготовлення, різьби, деформації, внутрішньої
Формула / Реферат:
Інструмент для виготовлення внутрішньої конічної різьби методом пластичної деформації, який в незакріпленій заготовці має фланець, закріплений до столу ковальсько-пресового верстата, у виточці якого розташована розтискна пружина, у внутрішній конічній поверхні якої розміщується в кінці робочого ходу конічний пуансон, при зворотному ході пуансона пружину фіксує вилка, який відрізняється тим, що розтискна в радіальному напрямку незакріплена...
Пристрій для ношення балона
Номер патенту: 31427
Опубліковано: 15.12.2000
Автор: Демченко Гаррій Пимонович
МПК: A62B 9/00
Мітки: пристрій, балона, ношення
Текст:
...на спині або при боці людини до каркаса повинні бути приєднані відповідно плечові ремені або боковий ремінь, який складається з двох частин. Використування плечового ременя як бокового неможливо із-за суттєвої різниці їх за довжиною,розміщенню накладок та кріпильних деталей. Крім того, прорізі для приєднання бокового ременю розміщені так, що не можуть бути використвані для приєднання плечових ре з і менів, які в наслідок цього...
Спосіб спорожнювання балона катетера фолея при обструкції каналу балона
Номер патенту: 23494
Опубліковано: 25.05.2007
Автор: Андреєв Андрій Олександрович
МПК: A61F 5/451
Мітки: балона, обструкції, спосіб, спорожнювання, фолея, катетера, каналу
Формула / Реферат:
Спосіб спорожнювання балона катетера Фолея при обструкції каналу балона, що включає пункцію балона з наступним видаленням катетера із сечового міхура, який відрізняється тим, що попередньо голку для внутрішньом'язових ін'єкцій відокремлюють від канюлі й закріплюють у зрізі сечовідного катетера, відрізають проксимальну частину катетера Фолея із клапаном балона й прошивають катетер міцною ниткою таким чином, щоб за неї можна було здійснювати...
Пристрій, який не допускає повторного заповнення, для горловини контейнера (“стік”)
Номер патенту: 5686
Опубліковано: 15.03.2005
Автор: Беліченко Костянтин Михайлович
МПК: B65D 49/00
Мітки: контейнера, допускає, заповнення, горловини, повторного, пристрій, стик
Формула / Реферат:
1. Пристрій, який не допускає повторного заповнення, для горловини контейнера, що містить рухомий клапан, який складається із штока й головки конічної форми, сідла клапана, спроможного забезпечити ущільнення разом із головкою клапана, який відрізняється тим, що над головкою клапана розміщені два диски з отворами.2. Пристрій по 1, який відрізняється тим, що диски й сідло клапана з'єднані, принаймні, двома стійками будь-яким способом або...
Попередній патент: Фармацевтична композиція, яка має протипухлинну активність, та способи
Наступний патент: Терапевтична вакцина
Випадковий патент: Спосіб і пристрій для вимірювання електричних струмів за допомогою перетворювача струму