Стан асиметричного кругового прокатування
Номер патенту: 98158
Опубліковано: 25.04.2012
Автори: Капланов Василь Ілліч, Шемякін Олександр Васильович, Капланова Олена Василівна, Васекін Андрій Валерійович, Лєпорська Наталя Василівна, Присяжний Андрій Григорович

Формула / Реферат
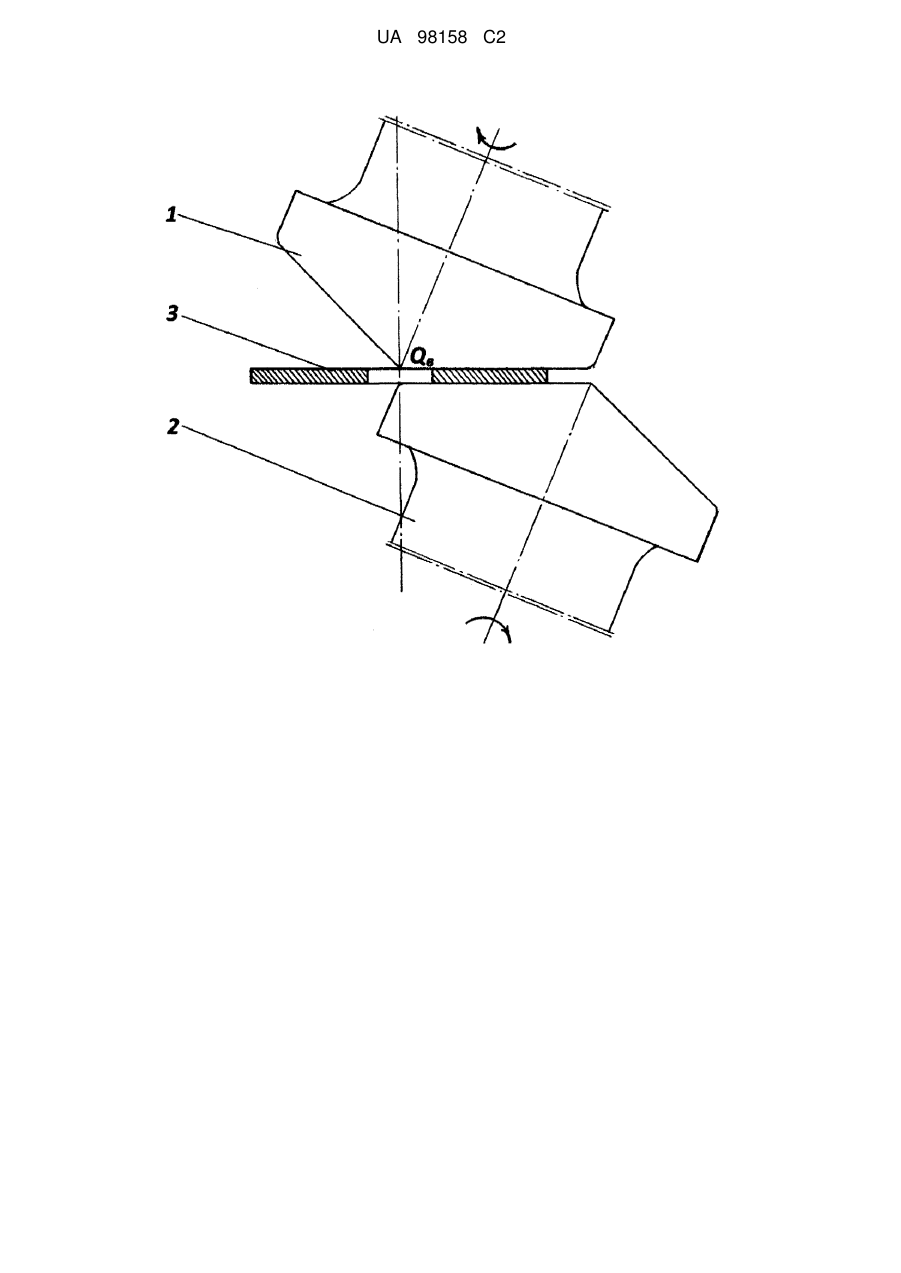
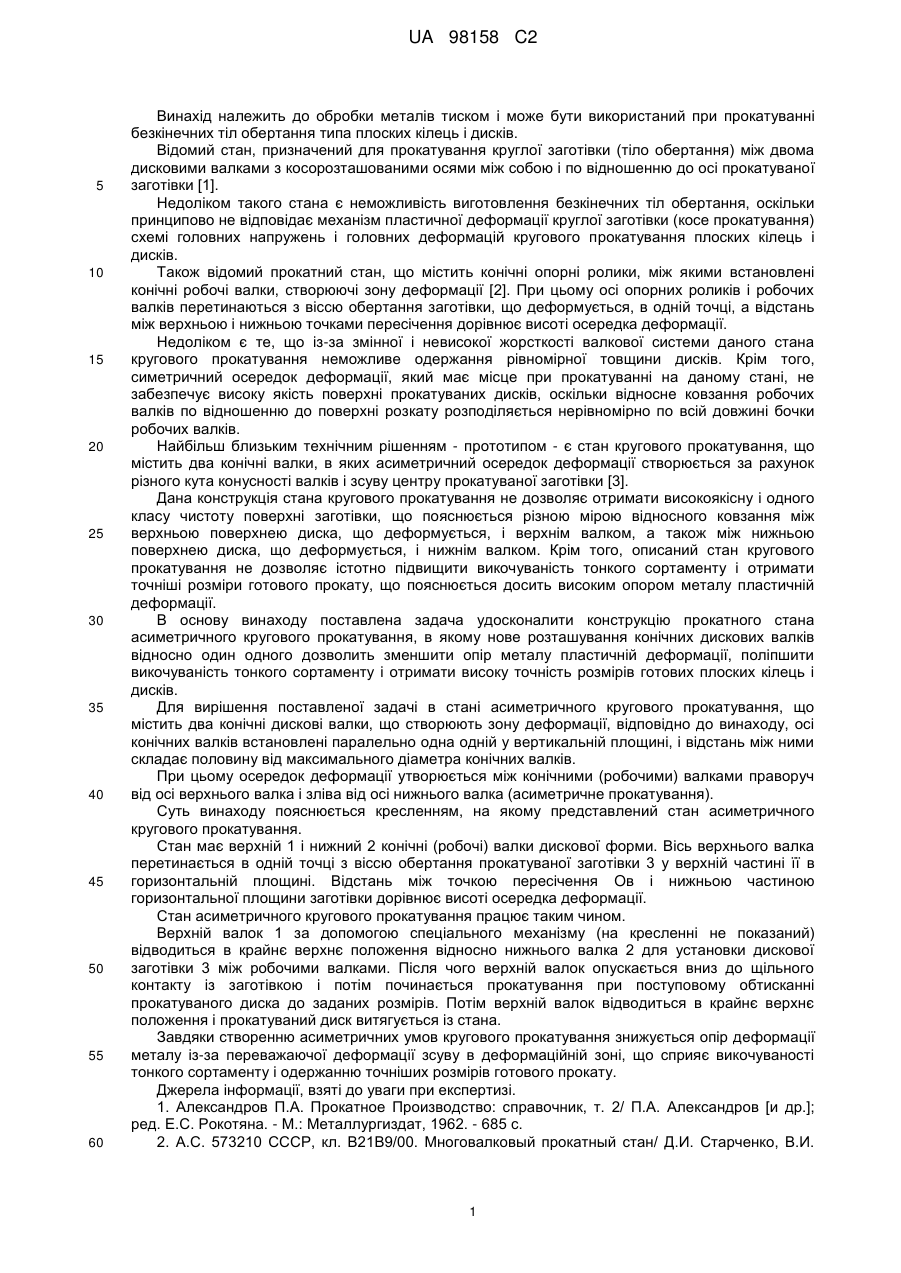
Стан асиметричного кругового прокатування, який містить два конічні дискові валки, що створюють зону деформації, який відрізняється тим, що осі конічних валків встановлені паралельно одна одній у вертикальній площині, а відстань між ними складає половину від максимального діаметра конічних валків.
Текст
Реферат: Винахід належить до обробки металів тиском і може бути використаний при прокатуванні безкінечних тіл обертання типа плоских кілець і дисків. Стан асиметричного кругового прокатування містить два конічні дискові валки, що створюють зону деформації. Осі конічних валків встановлені паралельно одна одній у вертикальній площині, а відстань між ними складає половину від максимального діаметра конічних валків. Винахід дозволяє знизити опір металу пластичній деформації, а також з'являється можливість покращення викочуваності тонкого сортаменту й отримання точніших розмірів готового прокату. UA 98158 C2 (12) UA 98158 C2 UA 98158 C2 5 10 15 20 25 30 35 40 45 50 55 60 Винахід належить до обробки металів тиском і може бути використаний при прокатуванні безкінечних тіл обертання типа плоских кілець і дисків. Відомий стан, призначений для прокатування круглої заготівки (тіло обертання) між двома дисковими валками з косорозташованими осями між собою і по відношенню до осі прокатуваної заготівки [1]. Недоліком такого стана є неможливість виготовлення безкінечних тіл обертання, оскільки принципово не відповідає механізм пластичної деформації круглої заготівки (косе прокатування) схемі головних напружень і головних деформацій кругового прокатування плоских кілець і дисків. Також відомий прокатний стан, що містить конічні опорні ролики, між якими встановлені конічні робочі валки, створюючі зону деформації [2]. При цьому осі опорних роликів і робочих валків перетинаються з віссю обертання заготівки, що деформується, в одній точці, а відстань між верхньою і нижньою точками пересічення дорівнює висоті осередка деформації. Недоліком є те, що із-за змінної і невисокої жорсткості валкової системи даного стана кругового прокатування неможливе одержання рівномірної товщини дисків. Крім того, симетричний осередок деформації, який має місце при прокатуванні на даному стані, не забезпечує високу якість поверхні прокатуваних дисків, оскільки відносне ковзання робочих валків по відношенню до поверхні розкату розподіляється нерівномірно по всій довжині бочки робочих валків. Найбільш близьким технічним рішенням - прототипом - є стан кругового прокатування, що містить два конічні валки, в яких асиметричний осередок деформації створюється за рахунок різного кута конусності валків і зсуву центру прокатуваної заготівки [3]. Дана конструкція стана кругового прокатування не дозволяє отримати високоякісну і одного класу чистоту поверхні заготівки, що пояснюється різною мірою відносного ковзання між верхньою поверхнею диска, що деформується, і верхнім валком, а також між нижньою поверхнею диска, що деформується, і нижнім валком. Крім того, описаний стан кругового прокатування не дозволяє істотно підвищити викочуваність тонкого сортаменту і отримати точніші розміри готового прокату, що пояснюється досить високим опором металу пластичній деформації. В основу винаходу поставлена задача удосконалити конструкцію прокатного стана асиметричного кругового прокатування, в якому нове розташування конічних дискових валків відносно один одного дозволить зменшити опір металу пластичній деформації, поліпшити викочуваність тонкого сортаменту і отримати високу точність розмірів готових плоских кілець і дисків. Для вирішення поставленої задачі в стані асиметричного кругового прокатування, що містить два конічні дискові валки, що створюють зону деформації, відповідно до винаходу, осі конічних валків встановлені паралельно одна одній у вертикальній площині, і відстань між ними складає половину від максимального діаметра конічних валків. При цьому осередок деформації утворюється між конічними (робочими) валками праворуч від осі верхнього валка і зліва від осі нижнього валка (асиметричне прокатування). Суть винаходу пояснюється кресленням, на якому представлений стан асиметричного кругового прокатування. Стан має верхній 1 і нижний 2 конічні (робочі) валки дискової форми. Вісь верхнього валка перетинається в одній точці з віссю обертання прокатуваної заготівки 3 у верхній частині її в горизонтальній площині. Відстань між точкою пересічення Oв і нижньою частиною горизонтальної площини заготівки дорівнює висоті осередка деформації. Стан асиметричного кругового прокатування працює таким чином. Верхній валок 1 за допомогою спеціального механізму (на кресленні не показаний) відводиться в крайнє верхнє положення відносно нижнього валка 2 для установки дискової заготівки 3 між робочими валками. Після чого верхній валок опускається вниз до щільного контакту із заготівкою і потім починається прокатування при поступовому обтисканні прокатуваного диска до заданих розмірів. Потім верхній валок відводиться в крайнє верхнє положення і прокатуваний диск витягується із стана. Завдяки створенню асиметричних умов кругового прокатування знижується опір деформації металу із-за переважаючої деформації зсуву в деформаційній зоні, що сприяє викочуваності тонкого сортаменту і одержанню точніших розмірів готового прокату. Джерела інформації, взяті до уваги при експертизі. 1. Александров П.А. Прокатное Производство: справочник, т. 2/ П.А. Александров [и др.]; ред. Е.С. Рокотяна. - М.: Металлургиздат, 1962. - 685 с. 2. А.С. 573210 СССР, кл. В21В9/00. Многовалковый прокатный стан/ Д.И. Старченко, В.И. 1 UA 98158 C2 Капланов, С.И. Чернышев и др. - № 2340133/27; Заявлено 23.03.76; Опубл. 23.09.77, Бюл. № 35. 5 3. Пат. UA 19463 А Україна, МКВ В21Н 1/02. Спосіб виготовлення дисків / B.I. Капланов, О.В. Капланова. - № 94128212; Заявлено 27.12.94; Опубл. 25.12.97, Бюл. № 6. 5 ФОРМУЛА ВИНАХОДУ 10 Стан асиметричного кругового прокатування, який містить два конічні дискові валки, що створюють зону деформації, який відрізняється тим, що осі конічних валків встановлені паралельно одна одній у вертикальній площині, а відстань між ними складає половину від максимального діаметра конічних валків. Комп’ютерна верстка Л. Купенко Державна служба інтелектуальної власності України, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601 2
ДивитисяДодаткова інформація
Назва патенту англійськоюAsymmetric circular rolling mill
Автори англійськоюKaplanov Vasyl Illich, Prysiazhnyi Andrii Hryhorovych, Lieporska Natalia Vasylivna, Kaplanova Olena Vasylivna, Shemiakin Oleksandr Vasyliovych, Vasekin Andrii Valeriiovych
Назва патенту російськоюСтан асимметричной круговой прокатки
Автори російськоюКапланов Василий Ильич, Присяжный Андрей Григорьевич, Лепорская Наталья Васильевна, Капланова Елена Васильевна, Шемякин Александр Васильевич, Васекин Андрей Валерьевич
МПК / Мітки
МПК: B21B 13/10, B21H 1/02
Мітки: прокатування, стан, асиметричного, кругового
Код посилання
<a href="https://ua.patents.su/4-98158-stan-asimetrichnogo-krugovogo-prokatuvannya.html" target="_blank" rel="follow" title="База патентів України">Стан асиметричного кругового прокатування</a>
Спосіб кругового прокатування
Номер патенту: 53932
Опубліковано: 25.10.2010
Автори: Капланова Олена Василівна, Капланов Василь Ілліч, Васекін Андрій Валерійович, Присяжний Андрій Григорович, Шемякін Олександр Васильович, Лєпорська Наталя Василівна
МПК: B21H 1/00
Мітки: прокатування, спосіб, кругового
Формула / Реферат:
Спосіб кругового прокатування, що включає прокатування тонких дисків між конічними валками, який відрізняється тим, що прокатування здійснюють одночасно двох дисків, зібраних в пакет (прокатування парочкою).
Стан для високошвидкісного холодного прокатування тонких штаб
Номер патенту: 45010
Опубліковано: 26.10.2009
Автори: Присяжний Андрій Григорович, Шемякін Олександр Васильович, Капланова Олена Василівна, Лєпорська Наталя Василівна, Капланов Василь Ілліч, Васекін Андрій Валерійович
МПК: B21B 1/00
Мітки: стан, тонких, прокатування, холодного, високошвидкісного, штаб
Формула / Реферат:
Стан для високошвидкісного холодного прокатування тонких штаб, що складається з п'яти послідовно розташованих робочих клітей кварто, в першій і останній (чистовій) з яких робочі валки виготовлені з насіченою поверхнею, а в другій і третій - з шліфованою поверхнею, який відрізняється тим, що в передостанній (передчистовій) кліті кварто один робочий валок виконаний насіченим, а інший - шліфованим.
Багатоклітьовий безперервний стан холодного прокатування тонких штаб та жерсті
Номер патенту: 56585
Опубліковано: 25.01.2011
Автори: Присяжний Андрій Григорович, Васекін Андрій Валерійович, Капланова Олена Василівна, Шемякін Олександр Васильович, Лепорська Наталя Василівна, Капланов Василь Ілліч
Мітки: жерсті, холодного, прокатування, багатоклітьовий, безперервний, тонких, штаб, стан
Формула / Реферат:
Багатоклітьовий безперервний стан холодного прокатування тонких штаб та жерсті, що вміщує сім клітей, утворених робочими та опорними валками, розташованими послідовно по ходу прокатування, який відрізняється тим, що третя та четверта кліті, а також п'ята, шоста та сьома утворюють два монолітних блоки (станини), відповідно встановлених на окремих фундаментах.
Стан холодного прокатування труб валкового типу з боковим завантаженням заготівки
Номер патенту: 32164
Опубліковано: 15.12.2000
Автори: Буряк Юрій Григорович, Шестопалов Ігор Вікторович, Калашніков Юрій Леонідович, Михайленко Михайло Андрійович, Григорченко Віктор Іванович, Король Микола Миколайович, Смолянов Георгій Миколайович, Півник Юрій Вікторович, Король Родомір Миколайович, Орещенко Віктор Федорович, Журба Олександр Савельович
МПК: B21B 21/00, B21B 13/18
Мітки: типу, холодного, прокатування, стан, труб, боковим, валкового, завантаженням, заготівки
Текст:
...патрон поворота труби, з'єднаний через иишіїй трансмісійний вал з розподільчим цодавально-поворотнитл механізмом, згідно винаходу паралельно лінії стана уста новлений но ТГІДІШШШЇКОВИХ опорах додатково трансмісійний вал, а патрон заготівки опоряджений рухливим патроном поворота заготівки , який маеt Haприклад,пневматичний затиок заготівки І кінематично з'єднаний з нижнім трансмісійним валом поворота І з додатковим трансміоійним...
Універсальний стан плющильно-волочильно-прокатний
Номер патенту: 73277
Опубліковано: 15.07.2005
Автори: Брєзін Олександр Олександрович, Гуртовой Микола Іванович, Гребе Олександр Константинович, Карєєв Сергій Михайлович, Іоффе Ірина Анатолівна, Іванченко Василь Яковлевич, Чистяков Олександр Вікторович, Рудь Віктор Володимирович, Близнюк Олексій Анатолієвич, Шрамко Микола Карпович, Ткаченко Олександр Павлович, Саєнко Віктор Олександрович, Рудь Володимир Павлович, Работніков Микола Олександрович, Донченко Анатолій Григорович, Мірошніченко Сергій Павлович
МПК: B21B 1/00
Мітки: універсальний, плющильно-волочильно-прокатний, стан
Формула / Реферат:
1. Універсальний стан плющильно-волочильно-прокатний, який містить установлені в технологічній послідовності розмотувач вхідної заготівки, ролики опорні міряльні, горизонтальну правильну машину, волочильну роликову головку, робочу кліть, правий та лівий намотувально-розмотувальні пристрої, в залежності від напрямку подання вхідної заготівки дроту, з пристроями механічної настройки рядного укладання металопрокату, що намотується на шпулю або...
Попередній патент: Спосіб вирощування суданської трави на насіння в умовах зрошення південного степу україни
Наступний патент: Відвал бульдозера
Випадковий патент: Фітопрепарат на основі бруньок тополі чорної для лікування захворювань, що супроводжуються запальним процесом