Стан для високошвидкісного холодного прокатування тонких штаб
Номер патенту: 45010
Опубліковано: 26.10.2009
Автори: Лєпорська Наталя Василівна, Капланова Олена Василівна, Капланов Василь Ілліч, Васекін Андрій Валерійович, Шемякін Олександр Васильович, Присяжний Андрій Григорович
Формула / Реферат
Стан для високошвидкісного холодного прокатування тонких штаб, що складається з п'яти послідовно розташованих робочих клітей кварто, в першій і останній (чистовій) з яких робочі валки виготовлені з насіченою поверхнею, а в другій і третій - з шліфованою поверхнею, який відрізняється тим, що в передостанній (передчистовій) кліті кварто один робочий валок виконаний насіченим, а інший - шліфованим.
Текст
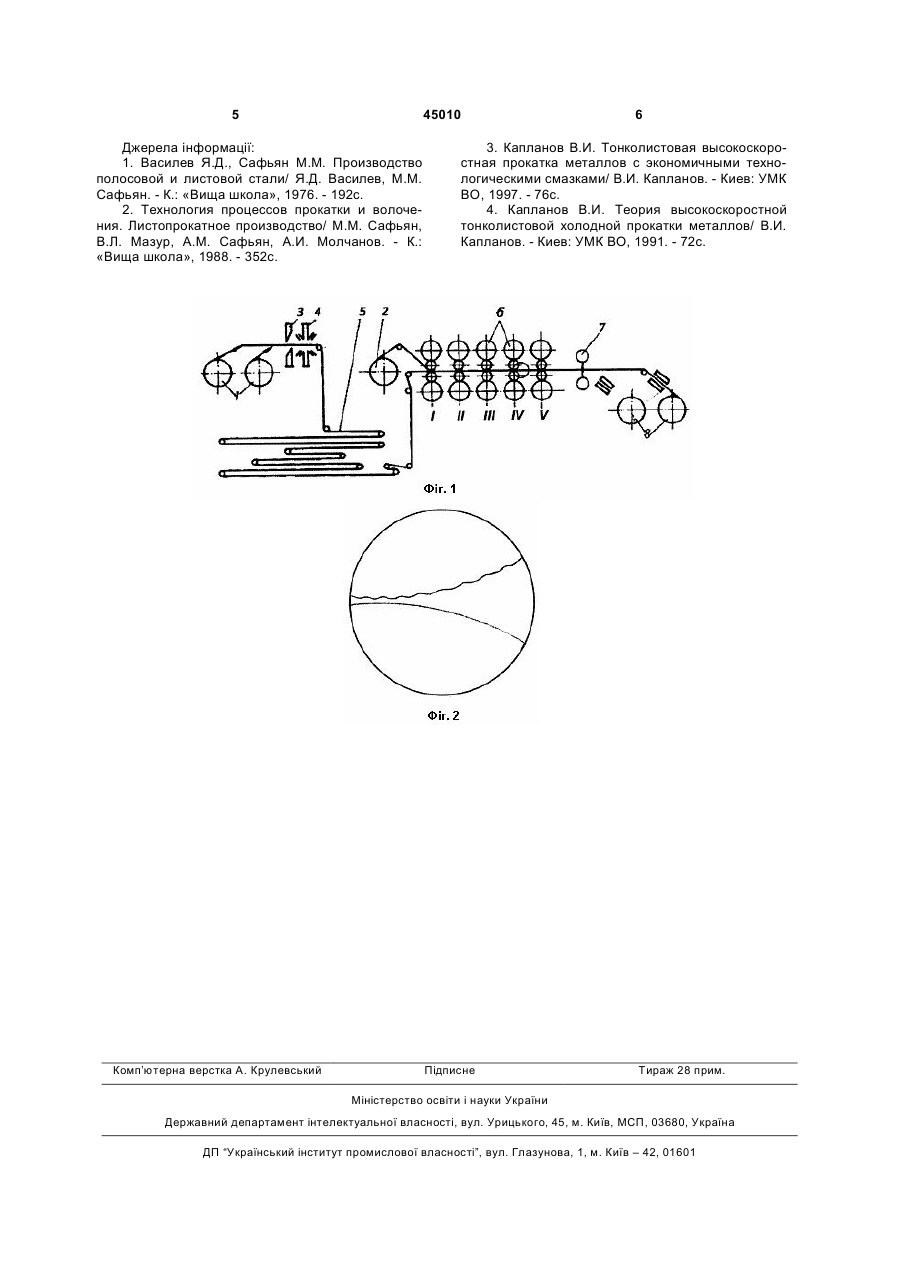
Стан для високошвидкісного холодного прокатування тонких штаб, що складається з п'яти послідовно розташованих робочих клітей кварто, в першій і останній (чистовій) з яких робочі валки виготовлені з насіченою поверхнею, а в другій і третій - з шліфованою поверхнею, який відрізняється тим, що в передостанній (передчистовій) кліті кварто один робочий валок виконаний насіченим, а інший - шліфованим. (19) (21) u200904366 (22) 05.05.2009 (24) 26.10.2009 (46) 26.10.2009, Бюл.№ 20, 2009 р. (72) КАПЛАНОВ ВАСИЛЬ ІЛЛІЧ, ПРИСЯЖНИЙ АНДРІЙ ГРИГОРОВИЧ, ЛЄПОРСЬКА НАТАЛЯ ВАСИЛІВНА, КАПЛАНОВА ОЛЕНА ВАСИЛІВНА, ШЕМЯКІН ОЛЕКСАНДР ВАСИЛЬОВИЧ, ВАСЕКІН АНДРІЙ ВАЛЕРІЙОВИЧ (73) ПРИАЗОВСЬКИЙ ДЕРЖАВНИЙ ТЕХНІЧНИЙ 3 чення стабільності процесу деформації металу при вищій швидкості прокатування (до 60-75м/с). Це досягається тим, що при прокатуванні в робочих валках передостанньої (передчистової) кліті, що мають різну шорсткість, створюється різниця в коефіцієнтах тертя на контактних поверхнях в осередку деформації четвертої (передчистової) і п'ятої (чистової) клітей: Df = fн - fш , де fн, fш - відповідно коефіцієнт тертя в осередку деформації при прокатуванні в насічених і шліфованих валках. На відміну від існуючої конструкції багатоклітьових прокатних станів, коли в передчистовій кліті застосовуються робочі валки з шліфованою поверхнею, запропонований стан забезпечує дещо підвищений рівень сил контактного тертя в осередку деформації з боку одного з валків і, таким чином, створює умови стійкішого і надійнішого режиму деформації при високошвидкісному прокатуванні (знижує вірогідність мікропробуксовок валків по поверхні штаби і вірогідність виникнення резонансних коливань типу чаттер). Штаба, що прокатана в передчистовій кліті і має вже з одного боку шорсткішу поверхню, також підвищує загальний рівень сил тертя в осередку деформації останньої (чистової) кліті, створює стабільні умови деформації в чистовій кліті, відсовуючи виникнення граничної швидкості прокатування і можливої дестабілізації процесу безперервного прокатування. Таким чином, високошвидкісне холодне прокатування тонких штаб в передчистовій і чистовій клітях здійснюється при певній різниці коефіцієнтів тертя Df на контактній поверхні між штабою і робочими валками (верхнім і нижнім). При такій різниці виникає процес асиметричного прокатування в двох останніх клітях, що приводить до зменшення нормальних контактних напружень (тиску металу на валки) в деформаційній зоні і тим самим компенсує якоюсь мірою вплив насіченої поверхні валків, практично не змінює напруженодеформованого стану в порівнянні з прокатуванням на існуючих станах. Експериментально встановлений зв'язок між коефіцієнтами тертя при високошвидкісному холодному прокатування сталі в насічених і шліфованих робочих валках у вигляді емпіричної залежності [3]: fн = fш × V × (0,017 × ec + 0,0106) + 1, де V - швидкість прокатування, м/с; eс - сумарний відносний ступінь обтискання штаби. Коефіцієнт тертя при прокатуванні штаб із швидкістю 4,5м/с в насічених валках на 8-10% більше, ніж в шліфованих. Із збільшенням швидкості прокатування ця різниця і Df зростає і, наприклад, при швидкості 30м/с складає 40-65%. Чим більша різниця Df, тим в такому ж ступені збільшується гранична швидкість прокатування [4], що визначається по формулі: 45010 4 Vпр = s - sn æ 2f ö ç - 1÷ ln l - з 2k èa ø , r æ 1ö ç1 - ÷ 4k è l2 ø де a - кут контакту штаби з робочими валками в осередку деформації; f - коефіцієнт контактного тертя (при прокатуванні в насічених fн і шліфованих fш валках); H - коефіцієнт обтискання штаби; l= h Н і h - товщина штаби до і після пропуску; sз і sп - напруження заднього і переднього натягнення прокатуваної штаби; k - опір чистому зсуву; r - щільність штаби. Як показали експериментальні дослідження і розрахунки, граничні швидкості прокатування в насічених валках складають 60-75м/с. Таким чином, небезпека досягнення граничної швидкості прокатування практично виключається, забезпечується гарантоване поліпшення умов високошвидкісної деформації і надійна стабілізація безперервного процесу тонколистового прокатування в «безконечному» режимі з швидкістю до 40-50м/с і більш. Суть корисної моделі пояснюється ілюстраціями: Фіг.1 - Стан для високошвидкісного холодного прокатування тонких штаб; Фіг.2 - Поверхня робочих валків передостанньої кліті стану. Прокатний стан містить послідовно встановлені розмотувані 1 і 2, ножиці 3, стикозварювальну машину 4, накопичувач (акумулятор) штаби 5, п'ять робочих клітей кварто 6, летючі ножиці 7 і моталки 8. При цьому робочі валки першої і останньої (чистової) кліті виконані з насіченою поверхнею, другої і третьої кліті - з шліфованою поверхнею, а передостанньої (передчистової) кліті - з різною якістю обробки поверхні: один насічений, а інший шліфований. Стан для високошвидкісного холодного прокатування тонких штаб працює таким чином. Протравлені рулони гарячекатаних сталевих штаб з послідовно встановлених розмотувачів 1 обрізаються на ножицях 3 і зварюються встик стикозварювальною машиною 4, сформована таким чином штаба «безконечної» довжини поступає в накопичувач (акумулятор) штаби 5 і прокатується відповідно до розробленого режиму обтискань в робочих клітях кварто 6 безперервного 5клітьового стану, а потім обрізається на ножицях 7 і змотується в рулони заданої маси моталками 8. Також можлива робота стану в «порулоннім» режимі, при якому протравлена гарячекатана сталева штаба з розмотувача 2 прокатується в робочих клітях 6 безперервного стану і змотується в рулон однієї з моталок 8. Застосування представленого прокатного стану дозволить збільшити швидкість прокатування до 60-75м/с за стабільних без пробуксовок умов деформації металу. 5 45010 Джерела інформації: 1. Василев Я.Д., Сафьян М.М. Производство полосовой и листовой стали/ Я.Д. Василев, М.М. Сафьян. - К.: «Вища школа», 1976. - 192с. 2. Технология процессов прокатки и волочения. Листопрокатное производство/ М.М. Сафьян, В.Л. Мазур, A.M. Сафьян, А.И. Молчанов. - К.: «Вища школа», 1988. - 352с. Комп’ютерна верстка А. Крулевський 6 3. Капланов В.И. Тонколистовая высокоскоростная прокатка металлов с экономичными технологическими смазками/ В.И. Капланов. - Киев: УМК ВО, 1997. - 76с. 4. Капланов В.И. Теория высокоскоростной тонколистовой холодной прокатки металлов/ В.И. Капланов. - Киев: УМК ВО, 1991. - 72с. Підписне Тираж 28 прим. Міністерство освіти і науки України Державний департамент інтелектуальної власності, вул. Урицького, 45, м. Київ, МСП, 03680, Україна ДП “Український інститут промислової власності”, вул. Глазунова, 1, м. Київ – 42, 01601
ДивитисяДодаткова інформація
Назва патенту англійськоюMill for high-speed cold rolling thin strips
Автори англійськоюKaplanov Vasyl Illich, Prysiazhnyi Andrii Hryhorovych, Lieporska Natalia Vasylivna, Kaplanova Olena Vasylivna, Shemiakin Oleksandr Vasyliovych, Vasekin Andrii Valeriiovych
Назва патенту російськоюСтан для высокоскоростной холодной прокатки тонких полос
Автори російськоюКапланов Василий Ильич, Присяжный Андрей Григорьевич, Лепорская Наталья Васильевна, Капланова Елена Васильевна, Шемякин Александр Васильевич, Васекин Андрей Валерьевич
МПК / Мітки
МПК: B21B 1/00
Мітки: стан, холодного, високошвидкісного, штаб, тонких, прокатування
Код посилання
<a href="https://ua.patents.su/3-45010-stan-dlya-visokoshvidkisnogo-kholodnogo-prokatuvannya-tonkikh-shtab.html" target="_blank" rel="follow" title="База патентів України">Стан для високошвидкісного холодного прокатування тонких штаб</a>
Спосіб холодної прокатки тонких і особливо тонких штаб на безперервних станах

Номер патенту: 21158
Опубліковано: 15.03.2007
Автори: Бочаров Віталій Федорович, Норка Сергій Петрович, Бочаров Володимир Віталійович, Бойко Володимир Семенович
МПК: B21B 1/04
Мітки: прокатки, тонких, штаб, спосіб, станах, особливої, безперервних, холодної
Формула / Реферат:
Спосіб холодної прокатки тонких й особливо тонких штаб на безперервних станах, який полягає в тому, що використовують робочі валки із шорсткою поверхнею бочок, який відрізняється тим, що на поверхні холоднокатаних штаб формують мікрорельєф з мікрозападинами шляхом прокатки в передостанній робочій кліті між бочками робочих валків, що мають шорстку поверхню у вигляді мікровиступів.
Спосіб безперервного прокатування штаб

Номер патенту: 36976
Опубліковано: 16.04.2001
Автори: Штехно Олег Миколайович, Мовшович Вілорд Соломонович, Васильєв Олександр Геннадійович, Ніколаєв Віктор Олександрович, Тилик Василь Трохимович, Телюк Віктор Григорович, Кудрин Володимир Іванович
МПК: B21B 1/22
Мітки: спосіб, штаб, безперервного, прокатування
Текст:
...що переміщення натискних гвинтів по продуктиметрах у кожній кліті для додаткового обтиснення потовщених ділянок установлюють відповідно до формули: h V Si = K i Δh i ( n0 + n1 + n2 ш + H0 V B dh + 0,8 n 4 + n5 ), (1) L h де Si - додаткове переміщення натискних гвинтів у кліті; Кі – коефіцієнт, який ураховує розташування потовщеної ділянки штаби (передній кінець - Кп; шов - К ш; задній кінець - Кз); Dhi - абсолютне обтиснення; Н0 та h -...
Спосіб прокатки штаб

Номер патенту: 39689
Опубліковано: 10.03.2009
Автори: Ніколаєв Віктор Олександрович, Васильєв Олександр Геннадійович, Васильєв Андрій Олександрович
МПК: B21B 1/22
Формула / Реферат:
Спосіб прокатки штаб в робочих валках клітей стана з індивідуальним приводом, що включає зменшення швидкості прокатування стовщених ділянок штаби, який відрізняється тим, що при прокатуванні стовщених ділянок штаби вимикають електродвигун одного із робочих валків, а штабу прокатують у клітях з одним привідним валком.
Стан холодного прокатування труб валкового типу з боковим завантаженням заготівки
Номер патенту: 32164
Опубліковано: 15.12.2000
Автори: Смолянов Георгій Миколайович, Журба Олександр Савельович, Михайленко Михайло Андрійович, Король Родомір Миколайович, Буряк Юрій Григорович, Півник Юрій Вікторович, Калашніков Юрій Леонідович, Король Микола Миколайович, Шестопалов Ігор Вікторович, Григорченко Віктор Іванович, Орещенко Віктор Федорович
МПК: B21B 21/00, B21B 13/18
Мітки: валкового, прокатування, боковим, заготівки, типу, труб, стан, завантаженням, холодного
Текст:
...патрон поворота труби, з'єднаний через иишіїй трансмісійний вал з розподільчим цодавально-поворотнитл механізмом, згідно винаходу паралельно лінії стана уста новлений но ТГІДІШШШЇКОВИХ опорах додатково трансмісійний вал, а патрон заготівки опоряджений рухливим патроном поворота заготівки , який маеt Haприклад,пневматичний затиок заготівки І кінематично з'єднаний з нижнім трансмісійним валом поворота І з додатковим трансміоійним...
Спосіб гарячого прокатування штаб
Номер патенту: 36975
Опубліковано: 16.04.2001
Автори: Ніколаєв Віктор Олександрович, Штехно Олег Миколайович, Васильєв Олександр Геннадійович, Клочков Володимир Васильович, Мовшович Вілорд Соломонович, Качан Олександр Михайлович, Тилик Василь Трохимович, Піховкін Микола Миколайович, Пінчук Віталій Іосифович, Путнокі Олександр Юліусович, Лівшиц Леонід Аркадійович, Трофімов Віталій Олександрович, Фішкін Ісаак Борисович
МПК: B21B 1/22
Мітки: штаб, прокатування, гарячого, спосіб
Текст:
...датчика відповідно до формули: після виходу переднього кінця з останньої кліті чистової гр упи натискні гвинти піднімають у кожній кліті на величини DSі, продовжують процес прокатки у стабілізованому процесі при номінальному розчині валків, а після виходу заднього кінця штаби з останньої кліті чистової групи, натискні гвинти виставляють на величини Sі; для прийому переднього кінця наступної штаби, де h - товщина готової штаби , мм, n -...
Попередній патент: Канатна установка для трелювання деревини
Наступний патент: Бічна опора кузова на візок
Випадковий патент: Склад для наплавки чавуну