Стан холодного прокатування труб валкового типу з боковим завантаженням заготівки
Номер патенту: 32164
Опубліковано: 15.12.2000
Автори: Журба Олександр Савельович, Півник Юрій Вікторович, Буряк Юрій Григорович, Шестопалов Ігор Вікторович, Калашніков Юрій Леонідович, Смолянов Георгій Миколайович, Орещенко Віктор Федорович, Григорченко Віктор Іванович, Михайленко Михайло Андрійович, Король Микола Миколайович, Король Родомір Миколайович
Текст
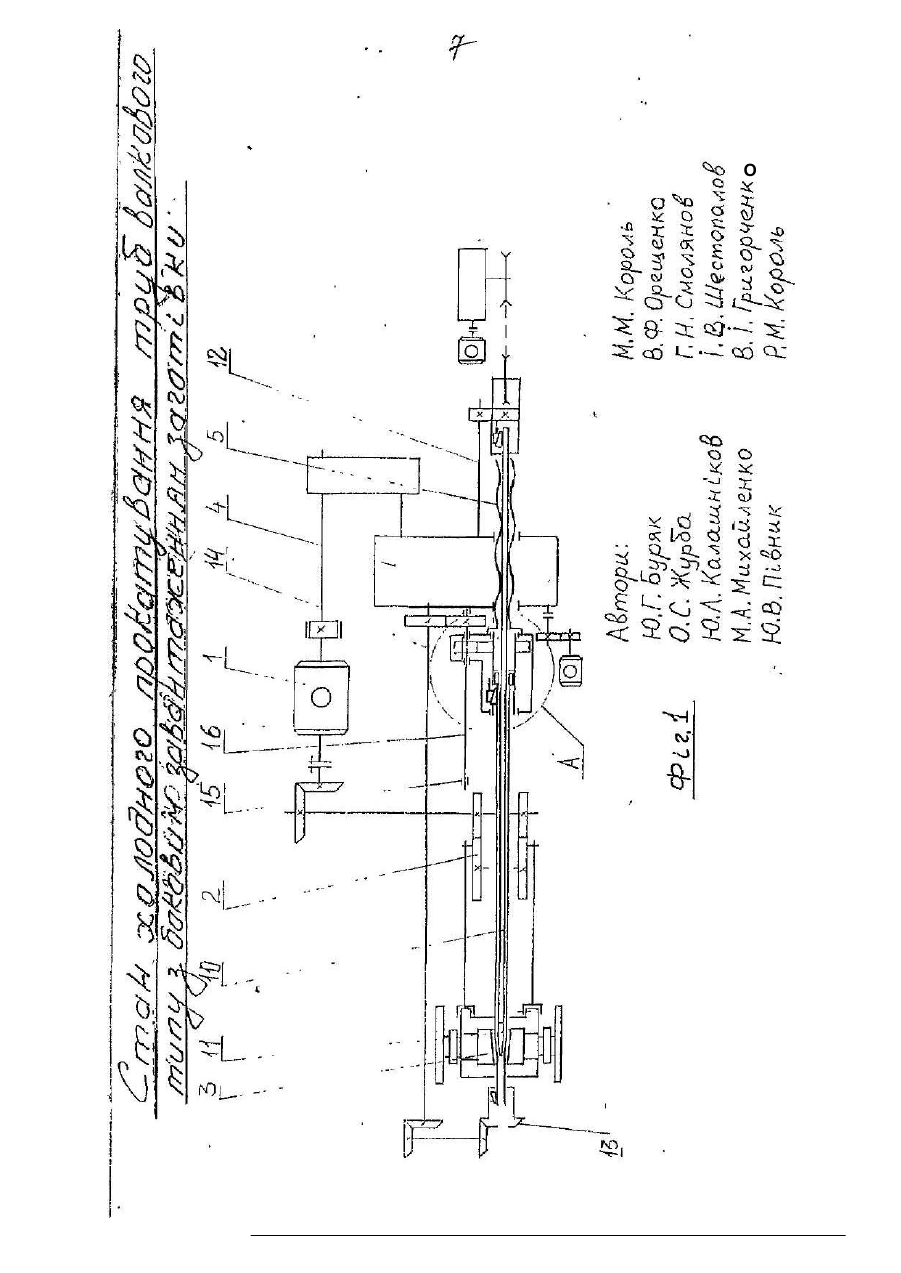
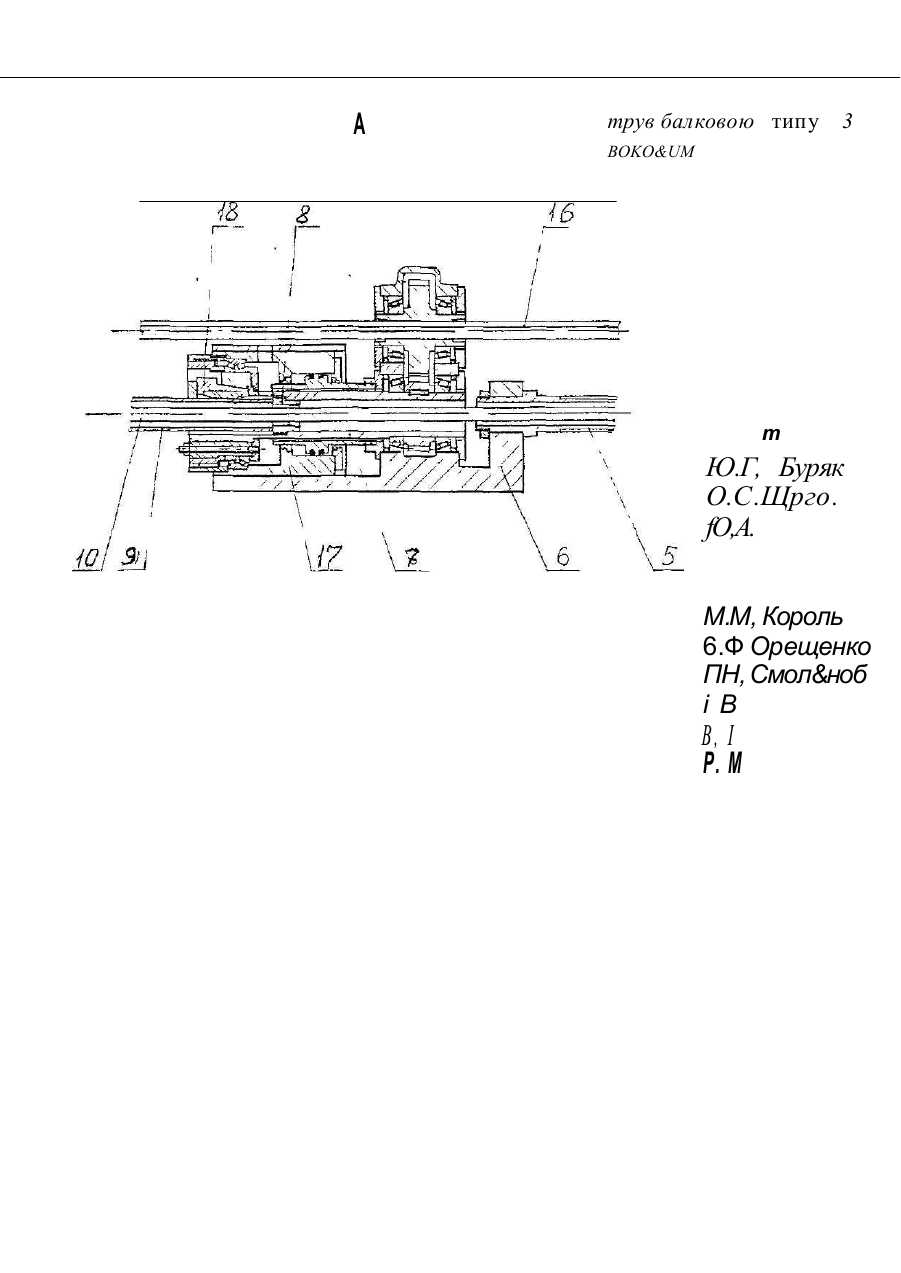
& г/ ЫЗ//6 Стан холодного прокатування груб / валкового типу з боковигл завантаженням заготіши ч Винахід відноситься до області оброблювання металів тисненням і може бути використаним прп реконструкції станів колодного прокатування труб валкового типу, переважно з боковим завантаженням заготівки. Відомий стан холодного прокатування труб валкового типу з торцеві:г завантаженням, заготівки, який містить електродвигун, кінематично зв'язаний з кривошипио-шатунним механізмом привода робочої кліті, робочу кліть, розподільчий подавально-поворотниіі механізм з пітовхачом заднього стола стана, з'єднаній з штовхачог,: заднього стола стана патрон заготівки, виконаний в вигляді зв'язаного через вал поворота з ро^ подільний подавально-поворотним механізмом пш із деля, у середині якого розташована пііщрукинеиа відносно ііого рухллвс втулка о затиснутш.ш кулачками, які не мають примушеного привода, ст-ержень конічної оправка зв'язаний з валом поворота розподільчого подавально-поворотного механізм, передній патрон поворота тр уби, з'єднанні) через зал поворота з розподільчим подавально-позоротщш механізмом. /З.А,Кофд/,/П.іл.Соловеіі-чин, В.А.АтАшін, ЇЇ.І.Грптінуп "Холодне прокатування труб"/, Свердлове: 1962, с.108-109. Б вищеописаному стані холодного прокатування труб патрон заготівки не забезпечує потрібну працездатність при £ого використанні на стані холодного прокатування труб валкового тісту і з боковим завантаженням заготівки. Це пояснюється тим, що задана на стержень оправки з задньої сторони стана заготівка, попадає в простір між заі шші к улачки. Поті;: в момент виконання подачі патрон переміщується вперед, переміщуя пшіндель, а вт улка з к улачка™ зали шається на кісці внаслідок стиснення пр*рини. Своїми похилими поверхнями пшіндель переміщується на похилі поверхні кулачків. Останні затискують заготівку і в результаті чого відбувається подача заготівки. Після цього відбувається прокатування заготівки і при затиснених кулачка х заготівки, виконується її поворот від вала поворота. Указані операції: подача патрона - стиснення заготівки кулачкамк- прокатування - її поворот чергуються до того часу, поки патрон заготівки дїїіде кінцевих вимикачів, закінчуючих подачу патрона. Потім патрон заготівки повертається в початкове положення. Па стані холодного прокатування труб валкового типу з боковш: завантаженням заготівки в подану на лінію стана заготівку уводиться стеркень з оправкою ї заготівка подається заднім її торцем за рахунок поступального перемащення винта подачі,а поворот заготівки виконається про'чиниг патроном. Через відсутність на цих станах холодного прокатування труб про мішюго патрона поворота заготівки приходиться зменшувати швидкість прокатування І ручним засібом повертати заготівку доти.поїси вона або буде зчеплена з оправкою , або попаде в кулачки переднього патрона по ворота труби. Здебільшого відсутність поворота заготівки приводе до появлення на прокатаних трубах дефектів типа закати , закуси І підвищеннОІ овальності І різностінності , погіршуючи тіш самим якість по верхні І точність їх розмірів . Л це знижує, суттєво, вихід гідного. Крім цього, в тих випадках, коли від зчеплення між оправкою І трубою недостатньо здійснюють прокатування на КОНІЧНІЙ оправці, яка мас поздовжеиню грань. В результаті чого на внутрішній поверхні про катаних труб утворюються хвилястість , гранованість, погіршуючи якість їх поверхні. Крім цього, порушується заданий режим деформації по ДОЕЖИНІ оправки, що приводе до різкого зниження СТІЙКОСТІ робочого Інструмента: оправок І валкІЕ (калібрів), збільшуючи виробничі затрати на виробництво труб . Як видно з вищеописаного , устанонікїгіатрош заготівки , який використовується на стані холодного прокатування труб вгща&ото типу І з торцевим завантаженням заготівки » на стан холодного прокатування труб валкового типу з боковою загрузкою не доцільно тому , що в основу роботи цього патрона закладено принцип подачі заготівки шляхом затиснення II зовнішньої поверхні кулачками . Також відомий стан холодного прокатування труб валкового типу з боковим завантаженням заготівки , вміщуючий електродвигун , кінематично зв'язаний з кривошипно-шатунним механізмом привода робочої КЛІТІ, робочу кліть, розподільчий подавальио-поБоротниГ : механізм з БИНТОМ подачі, який має патрон заготівки , викопаний в вигляді посадженого на підшипниках шпінделя з розміщеною ес&£*$м$.ото втулкою для упора торця, стеркень конічної оправки, з'єднанні через верхній трансмісійний вал з розподільчим подавально-поворотним механізмом , передній патрон поворота труби, зв'язаний через нижній трансмісійний вал з розподільчим поданально-поворотним механізмом , І проміжний патрон поворота заготівки, з'єднаний з нижнім трансмісійним валом поворота з гідравлічним затиском заготівки . (З.А.Кофф, П.М.Соловейчик, В.П.Алешин, М.І.Гриншпун "Холодію прокатування труб" с 26 - 153). В указаному стані холодного прокатування труб не забезпечується потрібна працездатність проміжного патрона поворота заготівки при великих швидкісних режимах прокатування . Це зумовлено суровим порядком технологічних операцій , які виконуються в визначеній ПОСЛІДОВНОСТІ за малий відрізок часу. Так, в крайньому задньому положенні КЛІТІ відбувається подача заготівки, прокатування заготівки прямим ходом КЛІТІ, поворот заготівки в крайньому положенні КЛІТІ, прокатування зворотним ходом КЛІТІ, причому ці операції повторюються багаторазово до повного прокатування заготівки . В момент подачі заготівки кулачки проміжного патрона розтиснені , при прокатуванні прямим ходом КЛІГІ вони стискуються, при повороті заготівки повинні стиснути, при прокатуванні зворотним ходом КЛІТІ кулачки розтискуються І під час подачі заготівки кулачки розтиснені . Кожна Із операцій стиснення І розтиснения кулачісів виконується ба гаторазово І за десятки долі секунди . Одначе, через велику Ін^ерціонність рідини І ісулачісів ЕісазанІ операції но вдається викопати , що вимагає зниження швидкісних резки -МІЕ прокатування в часткі числа подвійник ходів КЛІТІ В хвилину до 25-30. Причому, навіть при цих швидкостях не забезпечується поворот заготівки через часті ЕІдкази проміжного патрона . По вказаній причині в станах холодного црокатування труб валкового типу І з боковим завантаженням проміжні патрони заготівки не одержували промислового застосування . Технічною задачею даного винаходу є створення стану холодного прокатування труб валкового типу І з боковим завантаженням заготівки , який забезпечує надійний поворот заготівки при високих швидкісних режимах прокатування за рахунок постачання патрона заготівки рухли-вим патроном поворота заготівки . Указана задача вирішена тим , ідо в відомому стані холодного про катування труб валкового типу І з боковим завантаженням заготівки , якиїі вміщує элоктродвигуп , кінематично зв'язаний з кривошишю-шатун ним механізмом приводу робочої КЛІТІ, робочу кліть розподільчий подавальио-поворотник механізм з вшітом подачі , якиіі має патрон за готовки , виконаний в вигляді посадженого на підшипниках шпінделя з розмІщенноіо^фйфд/Лїого втулкою для упора торця заготівки , стержень конічної опраЕки, З'єднаний через верхній трансмісійний вал поворота з розподільчим подаваяьно-поЕоротним механізмом , передній патрон поворота труби, з'єднаний через иишіїй трансмісійний вал з розподільчим цодавально-поворотнитл механізмом, згідно винаходу паралельно лінії стана уста новлений но ТГІДІШШШЇКОВИХ опорах додатково трансмісійний вал, а патрон заготівки опоряджений рухливим патроном поворота заготівки , який маеt Haприклад,пневматичний затиок заготівки І кінематично з'єднаний з нижнім трансмісійним валом поворота І з додатковим трансміоійним валом,при цьому шпіндель патрона заготівки виконаний заодно ціле з шпіидепем патрона поворота заготівки, а на ІЯГГІНДЄЛІ в МІОТІ знаходження втулки для упора торця виконано вікно, БІдрІзненяям запропонованого стану холодного прокатування труб валкового типу Т з боковим завантаженням заготівки в те,що паралельно лінії стану установлен на підшипникових опорах додатково трансмісійний вал, а патрон заготівки опорядаений рухоетм патроном поворота заготівки г який має,наприклад,пневматичний затиск заготівки І кінематично з'еднеі-шй з нижнім трансмісійним валом І з додатковим трансмісійним галом,прі|цьому шпіндель патрона заготівки виконано заодно ціле з шпінделем патрона поворота заготівки, а на шпінделі в М ІОТІ знаходження втулки для упора торця заготівки виконано вікно. - Технічним результатом БІД використання запропонованого Еинаходу є забезпечення надійного поворота заготівки,дякуючи постачанню патрона заготівки кінематично зг'язаного з розподільчим подавальноповоротним механизмом рухомим патроном поворота заготівки. * На фіг.І представлена загальна кінематична схема запропоновано: стану холодного прокатування труб валкового типу Із боковим завантаженням заготівки. Вузол А представляє собою патрон заготівки І патро; поворота заготівки. На фіг.2 показаний ПОЗДОЕЖНІЙ розріз вузла А. Запропонований стан холодного прокатування труб валкового типу з боковим завантаженням заготівки утримуй електродвигун І, кінематично з'єднаний з кривошипно-шатунним механізмом 2 привода робочої кліт' робочу кліть 3.розподільчий подагально-поворотний механизм 4,Із винтом подачі 5,який мас патрон 6 заготІвки,виконаний в вигляді посадженого на підаипниках ішінделя 7 з розміняною в оередині його втулкою / для упора торця заготівки 9»отержень 10 конічної оправки II,зв'язанії через верхній траномісійний вал 12 поворота з розподільчим гт-ідавильи гтозюроунш механизмом 4,передній патрон ІЗ поворота труби, з'єднаний через нижній трансмісійний вал 14 поворота з розподільним подавально поворотним механизмом 4. При цьому паралельно установленому на лінії стана Підшипникових опорах 15 додатково трансмісійний вал 16, а патрон 6 заготівки споряджений рухливим патроном 17 поворота заготівки, який має,на приклад,пневматичвай: 1 затиок 18 І кінематично з'єднаний з нижнім трансмісійним валом 14 поворота І з податковим трансмісій ним Балом 16. ^ Причому щпіндель 7 патрона 6 заготівки виконаний заодно ціле з шпінделем патрона 17 поворота заготівки, а на шпінделі 7 в МІСТІ знаходження втулки 8 для упора торця заготівки 9 виконано вікно. Принцип роботы запропонованого отана холодного прокатування труб такий: Включають електродвигун І І від нього безперервне обертання передається кривошпно-шатунному механізму 2 привода робочої КЛІТІ І розподільчому гтодвально-поворотноі^у механізлгу 4. Кривошипно-шатунний механізм 2 перетворює безперервне обертання в поворотно-поступалъный рух робочої КЛІТІ 3. Розподільчий подІадбяо-поЕоротвий механізм 4 перетворює безперервне обертання в переривчастий поотупальний рух винта подачі 5 з патроном 6 заготівки І в поворот,який передається одночасно стержню 10 конічної оправки II через верхній трансмісійний вал 12 поворота І передньому патрону ІЗ поворота труби через никній трансмісійний вал 14 поворота.Також поворот заготівки 9 передається від розподільчого подавально-поворотного механізму 4 через нижній трансмісійний вал 14 поворота І додатково установлений на підшипникових опорах 15 траноміоійний вал 16,рухомий патрон 17 поворота заготівки 9. Робочу кліть 3 уотанзвдюють в крайнє заднє положення, винт подачі 5 з патроном 17 поворота І отержень 10 конічної оправки II повертають в початкове становище,яке відповідає положенню перезарядки стану відключають електродвигун І. Заготівку 9 укладають на люнети лінії стану,потім усередину 10 уводять стержень 10 конічної опра вки II І фікоіруе його.Після цього від розподільчого подавально-поворотного механізму 4 передається поступальний рух,винту подачі 5 з патроном 17 поворота заготовки 9 до тих пір,поки торець заготівки 9 отикаєтьоя з вт улкою 8 визнача в-ме візуальним способом через вікно в шпінделі 7. Потім зупин^ь винт подачі 5 І з допомогою пневматичного затиску 18 затискують заготівку 9. Вмикають электродвигун І І £ цей час передається робочій клі ті 3 поворотно-поо ту пальний рух. Б момент знаходження робочої КЛІТІ З в крайньому задньому положенні від розподільчого подавально-поворотного механізму 4 передається переривчатий рух винту подачі 5,патро-ну 17 поворота заготівки 9,здійснюючи подачу заготівки 9.При прямому ходу робочої КЛІТІ 3 вглки,накочуваючись своїми канавками на подану порцію заготівки 9,де^м ують II на Б момент знаходження робочої КЛІТІ 3 Е крайньому положенні заготівки 9 передається від розподільчого подавально-поворотного механізму 4 І поворот через нижній трансмісійний вал 14 поворота ^додатковий трансмісійний вал 16. Одночасно з цим такий же поворот передаетьоя стержню II конічної оправки II через Еерхній траномісійний вал 12 поворота І передньому патрону ІЗ поворота трубы через нижній трансміоійний вал 17 поворота. ПІоля цьго робоча кліть 3 виконує зворотний хід,валки ,накочуі>аючиоь своїми канавками на попередню продеформовану II порцію,деформують на КОНІЧНІЙ оправці II. Потім все повторюється: поотупальний (переривчатий) рух винта подачі 5 f патрона 17 по ворота заготівки 9 - п рямий хід КЛ І ТІ 3 - одночасні повороти заготівки 9»стержвя ІО,конІчноІ оправки II І перед нього патрона ІЗ по ворота тр уби - з воротній хі д КЛІ ТІ 3 до че ргової п ерезарядки отаву. Дякуючи поотачанню патрона 6 зоготізки 9 рухомим патроном 17 поворота заготівки 9 з пневматичним затиском 18, який здійонюетьоя в момент повної остановки стану І при достатньо необхіднім часу, а также паралельному розміщенню лінії стану додатково розміщеного на підшипникових опорах 15, траномісійного вала 16 кінематично завезеного з розподільчим подавальйо-новоротним механізмом І вдалося виконати надійно поворот заготівки без пошкоджування прокатаних труб. Крім цього, конструктивне виготовлення шпінделя 7 патрона 6 заготівки заодно ціле з шпінделем патрона 16 поворота заготівки Істотно спрощує конструкцію цього вузла стана. Виконання вікна на шпінделі 7 патрона 16 поворота заготівки 9 полегщуе віз уальний огляд торця заготівки,щоб не допустити пошкодження заготівки затиском. Таким чином,порівняно з відомим станом холодного прокатування труб валкового типу І з боковим завантаженням заготівки в запропонованому стані забезпечена можливість надійного повороту заготівки в комплекс Поворотом стержня оправки І труби без пошкодження остаи* ньої за ра хунок того, що паралел ьно лінії отану установлено на підшипникових опорах додатково трансмісійний вал, а патрон заготівки споряджеіший рухомим патроном поворота заготівки,який має.наприклад, пневматичний затиск заготівки,І кінематично з^язаний з нижнім трансмісійним валом І додатковим трансмісійним валом,причому шпіндель патрона заготівки виконаний заодно ціле з шпінделем патрона поворота заготівки» а на шпінделі з МІСТІ знаходження втулки для упора торця заготівки виконано О A трув балковою типу 3 BOKO&UM m Ю.Г, Буряк О.С.Щрго. fO,A. М.М, Король 6.Ф Орещенко ПН, Смол&ноб і В В, І Р. М
ДивитисяДодаткова інформація
Назва патенту англійськоюCold-rolling mill of roller type pipes with lateral feed of billet
Автори англійськоюBuriak Yurii Hryhorovych, Zhurba Oleksandr Saveliovych, Kalashnikov Yurii Leonidovych, Mykhailenko Mykhailo Andriiovych, Pivnyk Yurii Viktorovych, Korol Mykola Mykolaiovych, Oreschenko Viktor Fedorovych, Smolianov Heorhii Mykolaiovych, Shestopalov Ihor Viktorovych, Hryhorchenko Viktor Ivanovych, Korol Radomir Mykolaiovych
Назва патенту російськоюСтан холодной прокатки труб валкового типа с боковой загрузкой заготовки
Автори російськоюБуряк Юрий Григорьевич, Журба Александр Савельевич, Калашников Юрий Леонидович, Михайленко Михаил Андреевич, Пивнык Юрий Викторович, Король Николай Николаевич, Орещенко Виктор Федорович, Смолянов Георгий Николаевич, Шестопалов Игорь Викторович, Григорченко Виктор Иванович, Король Радомир Николаевич
МПК / Мітки
МПК: B21B 21/00, B21B 13/18
Мітки: заготівки, труб, типу, завантаженням, стан, прокатування, холодного, боковим, валкового
Код посилання
<a href="https://ua.patents.su/8-32164-stan-kholodnogo-prokatuvannya-trub-valkovogo-tipu-z-bokovim-zavantazhennyam-zagotivki.html" target="_blank" rel="follow" title="База патентів України">Стан холодного прокатування труб валкового типу з боковим завантаженням заготівки</a>
Спосіб холодного періодичного прокатування труб
Номер патенту: 24675
Опубліковано: 04.08.1998
Автори: Півник Юрій Вікторович, Буряк Юрій Григорович, Король Микола Миколайович, Король Радомір Миколайович, Калашніков Юрій Леонідович, Смолянов Георгій Миколайович, Орещенко Віктор Федорович, Журба Олександр Савельйович, Григорченко Віктор Іванович, Мартинов Юрій Львович
МПК: B21C 37/00
Мітки: спосіб, труб, прокатування, періодичного, холодного
Формула / Реферат:
Спосіб холодного періодичного прокатування труб, включаючий одночасно подачі і повороти порції метала заготовки в змінний переріз струмкових валків перед кожним переміщенням валків, закатку її в робочий конус, його обтиск без подачі порції метала зворотньо-поступально переміщеними струмковими валками на конічній оправці, який відрізняється тим, що процес прокатування виконують з чергуванням одночасних подач і поворотів порції метала заготовки...
Спосіб холодного пілігримового прокатування труб
Номер патенту: 25052
Опубліковано: 25.12.1998
Автори: Кучеренко Валер'ян Романович, Хохлов Анатолій Іванович, Король Родамір Миколайович, Кекух Станіслав Миколайович, Куценко Олександр Іванович, Кондратьєв Сергій Валентинович, Самойленко Генадій Дмитрович, Горяний Олег Валентинович, Єсаулов Михайло Олексійович, Григоренко Володимир Устинович, Чигиринський Юрій Васильович, Данченко Валентин Миколайович, Кондратьєв Євгеній Валентинович, Соя Володимир Іванович, Лісовський Олександр Олександрович, Крихта Валерій Петрович
МПК: B21B 21/00
Мітки: прокатування, пілігримового, труб, спосіб, холодного
Формула / Реферат:
Способ холодной пилигримовой прокатки труб, содержащий последовательное редуцирование диаметра, предварительное калибрование внутреннего диаметра и стенки, обжатие и затем окончательное калибрование, отличающийся тем, что предварительное калибрование и обжатие осуществляют при соотношении длин участков предварительного калибрования Lпк и обжатия Lо, определяемом формулойгде tз и Дз - толщина стенки и наружный диаметр трубной...
Спосіб холодного періодичного прокатування труб
Номер патенту: 28395
Опубліковано: 16.10.2000
Автори: Губа Володимир Михайлович, Журба Олександр Савельйович, Данченко Валентин Миколайович, Шерстюк Микола Прокопович, Буряк Юрій Григорович, Король Микола Миколайович, Півник Юрій Вікторович, Король Радомір Миколайович
МПК: B21B 17/00
Мітки: прокатування, труб, спосіб, холодного, періодичного
Формула / Реферат:
Способ холодной периодической прокатки труб, преимущественно из биметаллических материалов, включающий последовательно выполняемые операции редуцирование, калибрование по диаметру и толщине стенки заготовки, редицирование с калиброванием по толщине стенки заготовки, одновременное обжатие по диаметру и толщине стенки и калибрование по диаметру, отличающейся тем, что операции калибрования по диаметру и толщине стенки заготовки и редуцирование с...
Спосіб холодного періодичного прокатування труб із нержавіючої сталі
Номер патенту: 26174
Опубліковано: 07.06.1999
Автори: Ковальова Олександра Дмитрівна, Куценко Олександр Іванович, Олійник Онега Васильовна, Кекух Сергій Павлович, Кучеренко Валер'ян Романович, Пенський Владіслав Іванович, Смолін Олексій Миколайович, Обух-Швець Іван Михайлович, Шелест Анатолій Герасимович, Кекух Станіслав Миколайович, Лісовський Олександр Олександрович, Орел Антоніна Вікторівна, Чигиринський Юрій Васильович, Щучко Володимир Миколайович, Фельдман Олександр Ісакович, Кондратьєв Євгеній Валентинович, Попов Марат Васильович, Беліков Юрій Михайлович, Хаустов Георгій Йосипович, Садокова Таміла Григорівна
МПК: B21B 21/00
Мітки: труб, сталі, періодичного, спосіб, холодного, нержавіючої, прокатування
Формула / Реферат:
Способ холодной периодической прокатки труб из нержавеющей стали, включающий обжатие заготовки по диаметру и толщине стенки валками на конической оправке с отношением коэффициента обжатия по диаметру к коэффициенту обжатия по толщине стенки равным или меньше единицы, с минимальным обжатием трубы по диаметру в зоне свободного редуцирования и с уменьшенным обжатием по диаметру за проход при прокатке готового размера многопроходных труб по...
Спосіб виготовлення холоднокатаних вуглецевих прецізіонних труб
Номер патенту: 32163
Опубліковано: 15.12.2000
Автори: Григорченко Віктор Іванович, Журба Олександр Савельович, Орещенко Віктор Федорович, Михайленко Михайло Андрійович, Смолянов Георгій Миколайович, Півник Юрій Вікторович, Король Радомір Миколайович, Калашніков Юрій Леонідович, Король Микола Миколайович, Буряк Юрій Григорович
МПК: B21B 21/00
Мітки: прецізіонних, спосіб, виготовлення, труб, вуглецевих, холоднокатаних
Текст:
...положенні КЛІТІ з використанням в якості змазувально-охолод-жуваючої рідини амульсІІ, обрізка КІНЦІВ труб (технологічна Інструкція, ТІ 604-302-97, "Холодне прокатування труб", затве$кена технічним директором ВАТ "Дніпропетровський трубний завод"» стор.2-9). Також відомий спосіб виготовлення холоднокатаних вуглецевих труб, включаючий порізку заготівки І відаалення заусещів на II торцях» хімічду обробісу» холодне прокатування зі...
Попередній патент: Спосіб виготовлення холоднокатаних вуглецевих прецізіонних труб
Наступний патент: Спосіб одержання порошку з бульб топінамбура
Випадковий патент: Спосіб формування свердловинного заряду вибухової речовини для проведення масових вибухів